Виды фрез по металлу: какие лучше

Выбрать одну универсальную фрезу под все задачи нельзя, даже если она будет самая лучшая
Важно по максимуму укомплектовать станок инструментом, требующимся для решения всех задач, которые стоят перед мастером
Продолжаем тему фрезерования. Для тех, кто пропустил, первая часть про фрезы здесь.
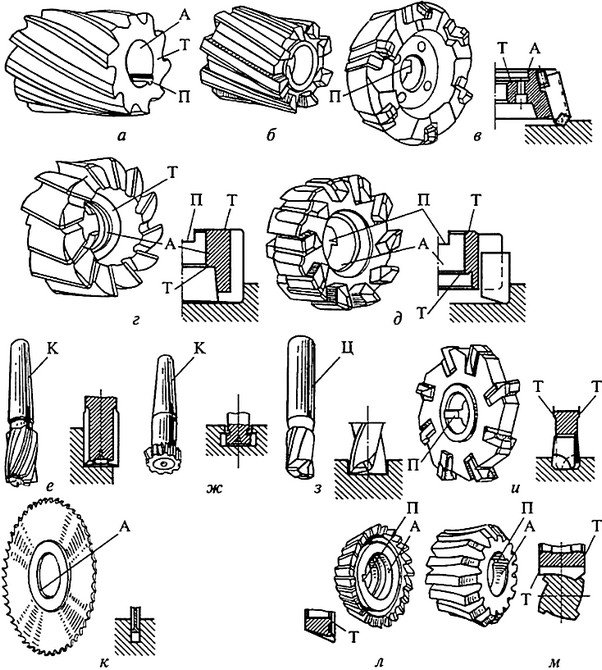
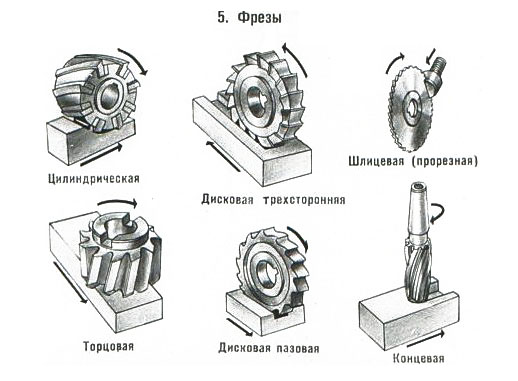
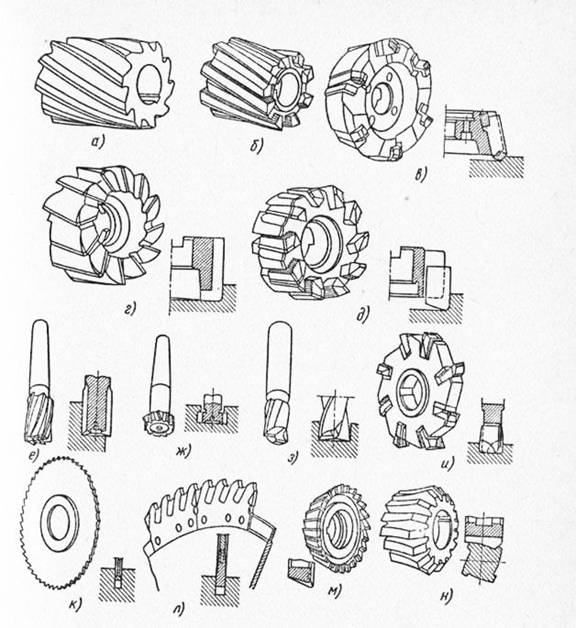
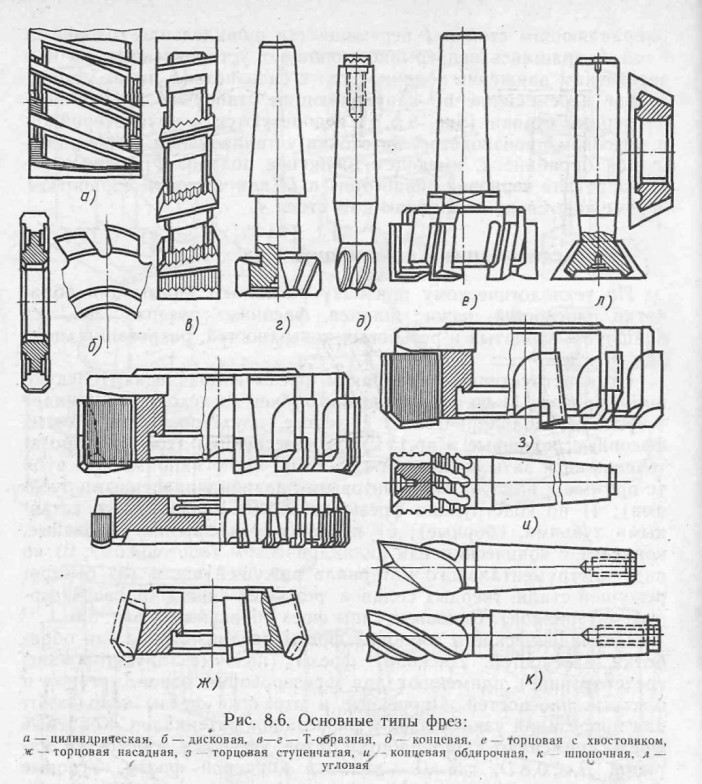
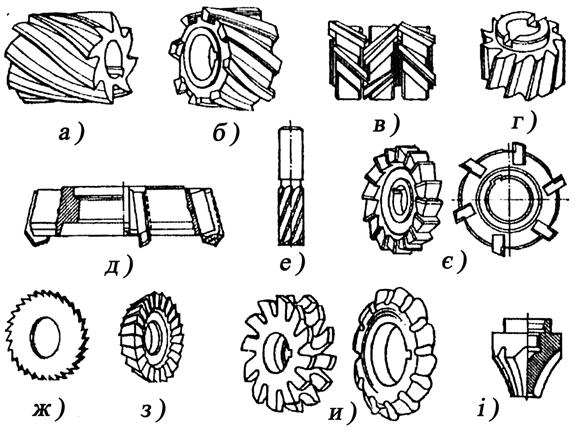
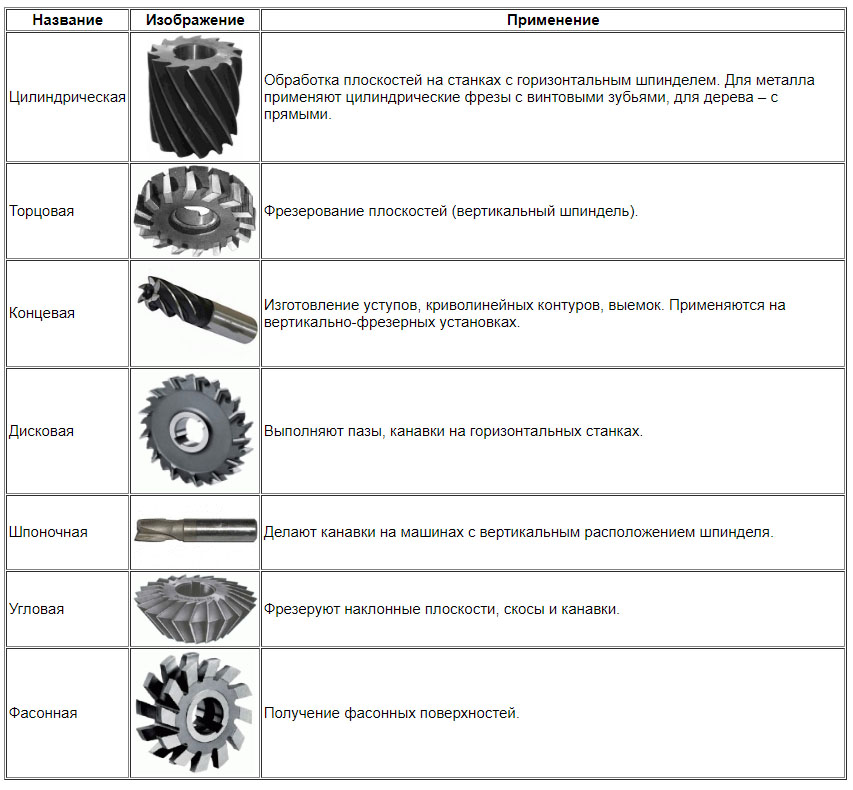
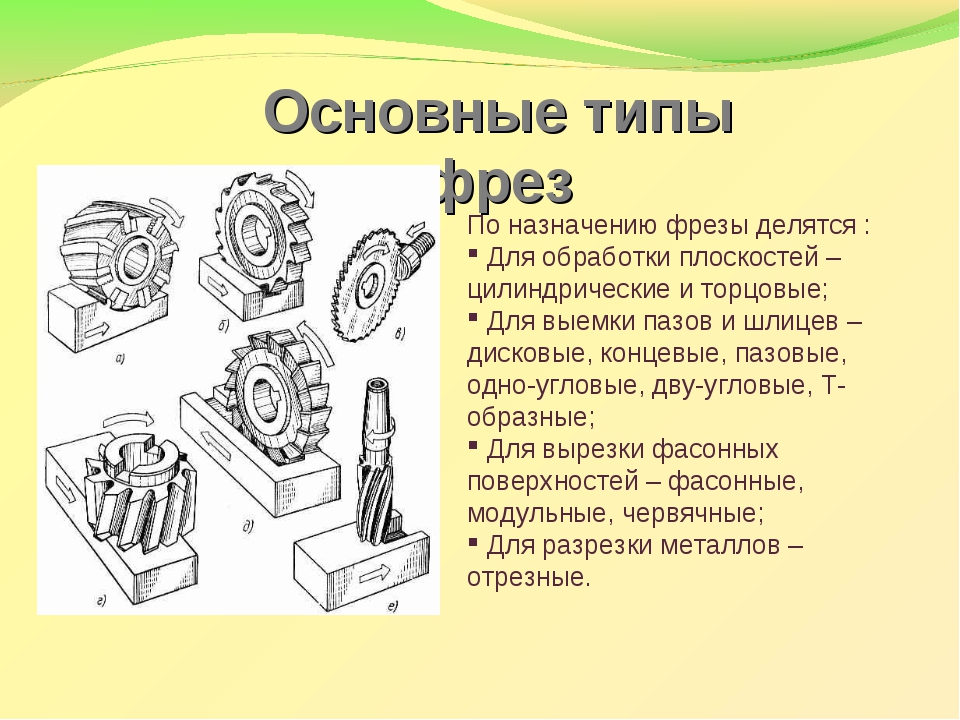
Разобраться в видах фрез по металлу не так-то просто. Одни необходимы для выборки металла, вторые пригодятся для обработки наклонных поверхностей, третьими – прорезаются канавки… Ясно одно: любой уважающий себя фрезеровщик имеет в арсенале самые популярные типы этого инструмента, чтобы реализовывать любой заказ. Исходя из того, какую форму требуется придать детали, мастер и будет подбирать фрезу. Пройдемся по основным.
Если нужно создать контурный выступ или выемку, то фрезеровщику понадобится инструмент концевого типа. Благодаря ему также можно легко обработать любые плоскости. Среди концевых фрез выделяют:

торцевые фрезы. Они просто необходимы для вытачивания плоских или ступенчатых деталей. Основной съём металла производится боковой частью фрезы при продольной подаче, а обработка горизонтальной плоскости ведётся вершинами режущих элементов и считается дополнительной;
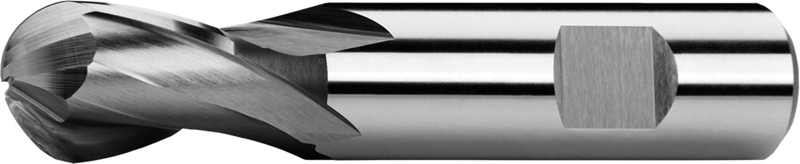
сферические, которыми легко обработать криволинейную поверхность;

радиусные, предназначающиеся для фрезеровки пазов с внутренними и внешними закруглениями.

Их еще называют грибковыми за характерную геометрию режущей поверхности. Инструмент применяется для изготовления в заготовках т-образного паза или фигурных выступов.

Если вам нужно отрезать лишнюю часть заготовки, прорезать канавку или снять фаску, то дисковые фрезы подойдут для этой работы как нельзя лучше! Несмотря на непривычную форму это режущий инструмент довольно часто используется в металлообработке.
Зубцы дисковых фрез оснащены дополнительными рабочими кромками на торцах (или одном из них). А размер инструмента и его режущих элементов зависит от типа выполняемой обработки – от черновой до финишной.
Этому виду фрез под силу работа в самых тяжёлых условиях – с вибрацией, зажатием, плохим отведением металлической стружки.

Это разновидность дискового инструмента, которая отличается наличием угла наклона режущей кромки относительно горизонтальной оси.
При помощи углового инструмента фрезеровщик обработает любую угловую выемку, наклонную поверхность и даже «латочкин хвост».

Фасонные фрезы нашли своё предназначение для фрезеровки заготовок, у которых слишком сильная разница между длиной и шириной.
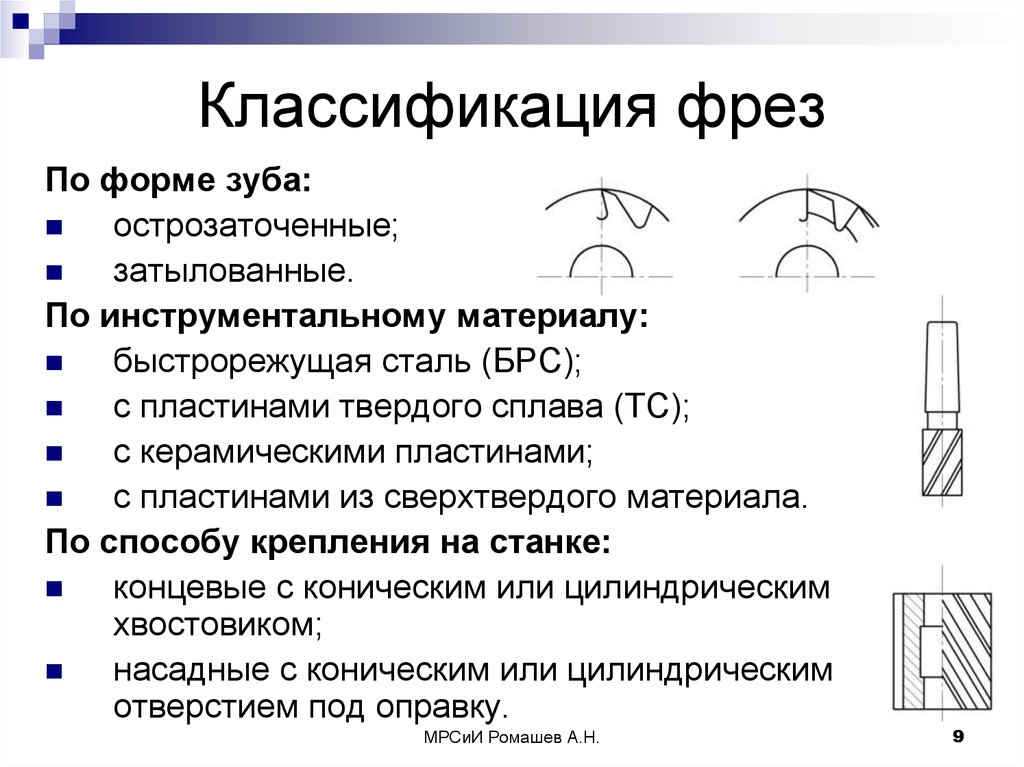
Зубья фасонных фрез встречаются как острозаточенные, так и затылованные.
Этот инструмент несильно истирается во время фрезеровки, при этом отличается качеством обработки. Единственная проблема – заточка, произвести которую можно лишь используя особые приспособления. Поэтому фасонные фрезы используют в основном только на больших производствах.

Довольно специфичный, а оттого не сильно распространенный тип металлорежущего инструмента. Он применяется для нарезания зубьев на звездочках, валах и прочих изделиях.
Выборка металла осуществляется за счёт точечного воздействия на заготовку.
Исходя из технологического задания фрезеровщику может пригодится сразу несколько фрез. К счастью, все виды и размеры этого инструмента для металлообработки имеются в продаже, что позволит мастеру сделать станок максимально оснащённым.
Фреза по металлу: особенности, типы, конструкция, принцип работы

Основной инструментальной единицей, используемой на современных металлообрабатывающих станках, считается фреза, обладающая расширенными возможностями по обработке заготовок произвольной формы.
Благодаря этому универсальному инструменту удается получить рез любой степени сложности, подготовленный в соответствии с требованиями технического задания.
На российском рынке представлено множество фрез по металлам, что позволяет без труда подобрать оптимальный вариант.
Назначение большинства образцов фрезерного инструмента определяется их типом. Так, торцевые фрезы, в частности, применяются в следующих производственных областях:
- В автомобилестроении (при обработке картеров коробок передач, например).
- При изготовлении оборудования, эксплуатируемого в нефтегазовой отрасли, а также арматуры для трубопроводов и других типов магистральных коммуникаций.
- При производстве специального инструмента, оснастки и других конструктивных форм.
Они востребованы и при производстве заготовок, входящих в состав сложного оборудования таких отраслей как общее машиностроение, энергетика и строительство.
Без фрезерных операций трудно обойтись и в таких важных отраслях, как судостроение и изготовление медицинских приборов.
Конструкция и принцип работы
Основные требования, предъявляемые к инструменту этого класса – строгое соблюдение параметров, заявленных в технических условиях или ТУ.
Для этого потребуется высокоточная обработка элементов фрезы, которую удается реализовать лишь с помощью торцевого инструмента с большим набором зубьев.
Высокая чистота выборки (до микрона) обеспечивается за счет специальных регулируемых резцовых вставок.
Важно! При изготовлении вставок применяются такие сверхпрочные материалы, как алмазы, керамика, а также специальная кардная проволока и подобные им. Большой ассортимент фрезерного инструмента, отличающегося конструктивными деталями, позволяет выбрать образец, подходящий для тех или иных условий обработки. Добавим, что по конструкции его принято делить на цельный и разборный
Добавим, что по конструкции его принято делить на цельный и разборный
Большой ассортимент фрезерного инструмента, отличающегося конструктивными деталями, позволяет выбрать образец, подходящий для тех или иных условий обработки. Добавим, что по конструкции его принято делить на цельный и разборный.
Принцип работы состоит в точной выборке металла на наиболее сложных участках обрабатываемой заготовки, что позволяет придать ей нужную форму. После этого исходная болванка превращается в изделие или деталь, пригодную для дальнейшей обработки.
Классификация
Классифицировать известные типы фрезерной оснастки можно по следующим характерным признакам:
- Порядок расположения отдельных зубцов (резцов).
- Тип исполнения, определяемый ее конструкцией.
- Метод крепления режущих насадок, а также материал, используемый при их изготовлении.
По всей совокупности рассмотренных признаков инструменты данного класса делятся на червячные, цилиндрические и торцевые. Кроме того, они могут быть как отрезными, так и дисковыми; причем этим перечислением набор возможных типов не исчерпывается.
Рассмотрим каждую из указанных разновидностей более подробно.
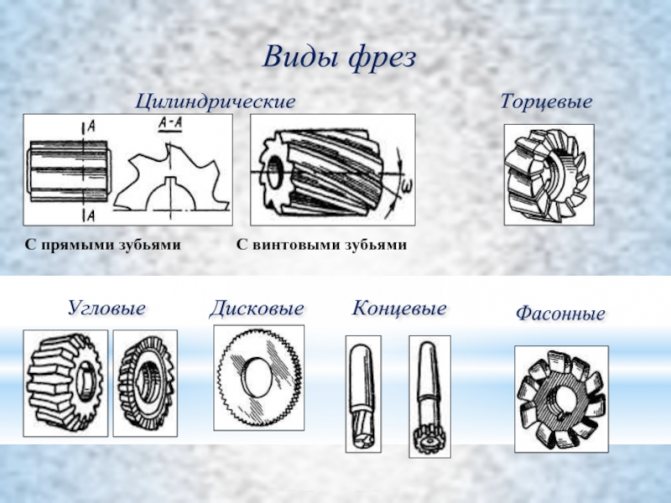
Указанные в названии раздела изделия относятся к основным видам оснастки, востребованным при обработке особо сложных деталей и заготовок. Они предполагают два исполнения, отличающихся формой своих зубьев (последние бывают либо прямыми, либо винтообразными). Каждую из этих модификаций также следует рассмотреть отдельно.
С прямыми зубьями
Инструмент, в качестве режущих частей которого используются прямые зубья, востребован при обработке хорошо доступных участков в пределах заготовки, располагающейся параллельно линии размещения оснастки. Этот тип встречается крайне редко. Чаще всего предпочтение отдается образцам с винтовыми зубьями, отличающимся большей функциональностью.
С винтовыми зубьями
Зубья у оснастки этого типа располагаются по винтовой линии, имеющей заданный угол наклона. Указанный инструмент подходит больше для выборки материала на узких участках исходных заготовок.
Для уменьшения величины осевых нагрузок подходят фрезы, зубья которых выбраны под различными углами наклона рабочих граней.
Торцовые
Торцевые инструменты широко распространены наряду с цилиндрическими модификациями. Их характерный признак – вертикально ориентированная ось вращения, что определяет область их применения. Такая оснастка в основном востребована при обработке протяженных плоских поверхностей, с которых удаляется слой материала заданной толщины.
Виды обработки металлов
Доступны следующие виды обработки металлов:
- Вытачивание поверхностных слоёв материала на токарных станках. На вращающуюся заготовку воздействует резец, который может перемещаться вдоль всей длины заготовки.
- Строгание на станках поперечного или продольного типа. При возвратно-поступательных движениях детали относительно резца или наоборот происходит снятие слоёв металла в заданной плоскости. Перемещение резца по поверхности прерывистое.
- Долбление заготовки на долбёжных станках или вручную. Оборудование относительно детали перемещается по возвратно-поступательной траектории вдоль выбранной оси. Позволяет снимать одновременно большие куски материала с торцевой части.
- Сверление на станках или вручную. При вращении сверла вокруг оси снимаются металлические слои и формируется цилиндрическое отверстие. Поступательное движение сверла выполняется вдоль выбранной осевой линии.
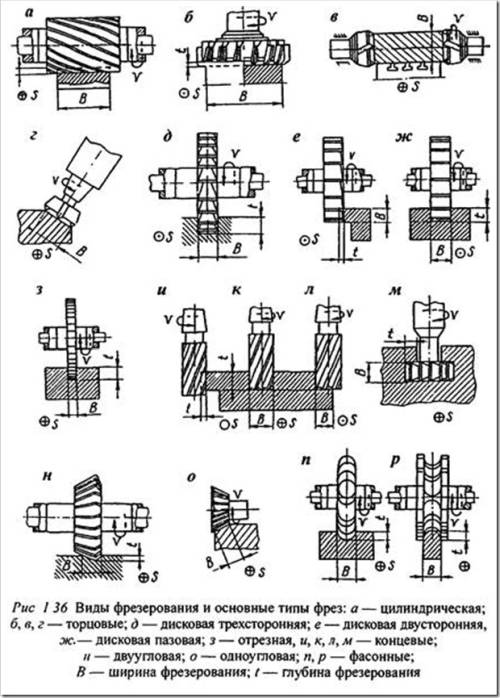
- Фрезерование на станках. Осуществляется возвратно-поступательное движение фрезы, вращающейся вокруг параллельной поверхности заготовки оси и снимается слой металла определённой толщины. В некоторых станках реализовано перемещение заготовки относительно вращающейся фрезы.
- Шлифование на станках. Выполняется путём прямого контакта вращающегося шлифовального круга или шлифующей ленты с заготовкой. Допустимо движение заготовки относительно абразивной части оборудования, либо наоборот.
Какие бывают инструменты для металлообработки
Инструменты для металлообработки бывают следующих видов:
- Режущие, предназначенные для разделения металлических листов или любых других заготовок на части. Изготавливаются из закалённой или легированной стали, а также сплавов на их основе, твёрдость которых превышает прочность обрабатываемого материала.
- Абразивные, используются для черновой или финишной обработки заготовок: полировки, шлифовки, зачистки с целью достижения нужного уровня шероховатости. В отличие от режущих инструментов могут быть гибкими, пластичными. Изготавливаются из различных материалов, стойких к трению и обладающих высокой прочностью.
Режущие инструменты бывают только металлическими, твёрдыми, сохраняющими свою форму и геометрические размеры во время обработки и после её завершения. Режущая часть имеет клиновидную форму, которая позволяет легко проникать в слои материала и под механическим воздействием снимать часть металла.
Абразивное оборудование бывает жёстким (круги) или гибким (ленты, наждачные бумаги, ткани). Общее сходство заключается в наличии на их рабочей поверхности абразивного слоя, который может обрабатывать наружные слои материала в зависимости от прилагаемого усилия. Гибкие абразивы позволяют зачищать нелинейные поверхности.
По способу механизации инструменты бывают следующих типов:
- Механические предназначены для ручной обработки. Применяются для разового или постоянного частного или промышленного использования. Отличаются простотой конструкции, низкой производительностью и себестоимостью обработки.
- Автоматические используются для серийного производства деталей. Обеспечивают высокую производительность обработки, функциональностью, точностью резки, минимизируют трудозатраты. Имеют сложную конструкцию, требуют периодических обслуживаний, отличаются от ручных низкой вероятностью изготовления бракованных деталей.
Процесс снятия стружки всеми способами имеет одинаковый принцип. Режущая часть под действием приложенной силы воздействует на обрабатываемую поверхность, врезается в неё, углубляется и происходит скалывание или снятие стружки.

Абразивный инструмент для обработки
Методы повышения износостойкости
Высокие эксплуатационные характеристики гарантирует качественная термическая обработка оборудования. Фрезу могут подвергать различным вариантам закалки, которые увеличивают их износостойкость. Выполняется закалка следующими методиками:
- Светлая. Это разновидность термической ступенчатой обработки. Чтобы её осуществить, необходимо охладить сталь специальными соединениями. В основном для этих целей применяется смесь расплавленной щёлочи и воды.
- Прерывистая. Такая технология популярна, так как она исключает риск появления в готовых изделиях трещин.
- Непрерывная. Применяется этот вид закалки редко, так как выполняется он с ускоренным охлаждением. А такие манипуляции часто вызывают появление трещин на приспособлении.
- Ступенчатая. Этот вид закалки включает в себя охлаждение заготовок в горячей атмосфере (до 600 градусов), а после — на открытом воздухе.
- Очень редко могут применять изотермические неполные или полные закалки, а также индукционный нагрев.
При термообработке нагрев производят:
- В соляных специальных ваннах.
- В газовых и электрических агрегатах в защитной среде.
- Высокочастотными токами.
Фрезы необходимы для обработки металлических изделий и прорезывания в них канавок и прочих отверстий, именно поэтому правильно подойдите к её выбору. Учтите все нюансы последующего процесса обработки и тип металла, с которым вы собираетесь работать.
https://youtube.com/watch?v=w_YyLNXzenE
Нюансы выбора
Каждый тип рассмотренной в предыдущих разделах оснастки подходит для конкретных работ, так что его применение связано с определенным видом металлообработки. Так, в определенных ситуациях востребован монолитный фрезерный комплект, а иногда необходим инструмент со сменными пластинами.
При выборе подходящего для заданных условий типа оснастки рекомендуется учитывать следующие факторы:
- Объем фрезеровальных работ и их ассортимент.
- Качество обработки, в которой нуждается выбранная заготовка (первичная или вторичная).
- Тип и характеристики обрабатываемого металла.
- Конфигурация выборок, подготавливаемых при фрезеровании заготовок (обычная обработка, формирование пазов или отверстий и т. п.)
При выборе подходящего инструмента учитывается заданная точность обработки, позволяющая выдержать требуемые размеры.
Важно! Если потребуется выполнять однотипные операции, связанные с формованием контуров или фасонных выборок, внимание обращается на универсальные наборы фрезерного инструмента. В заключительной части обзора отметим, что грамотный и взвешенный подход к выбору нужного комплекта оснасток позволит сэкономить не только на стоимости самого инструмента, но на расходе металла, выбираемого при обработке
В заключительной части обзора отметим, что грамотный и взвешенный подход к выбору нужного комплекта оснасток позволит сэкономить не только на стоимости самого инструмента, но на расходе металла, выбираемого при обработке.
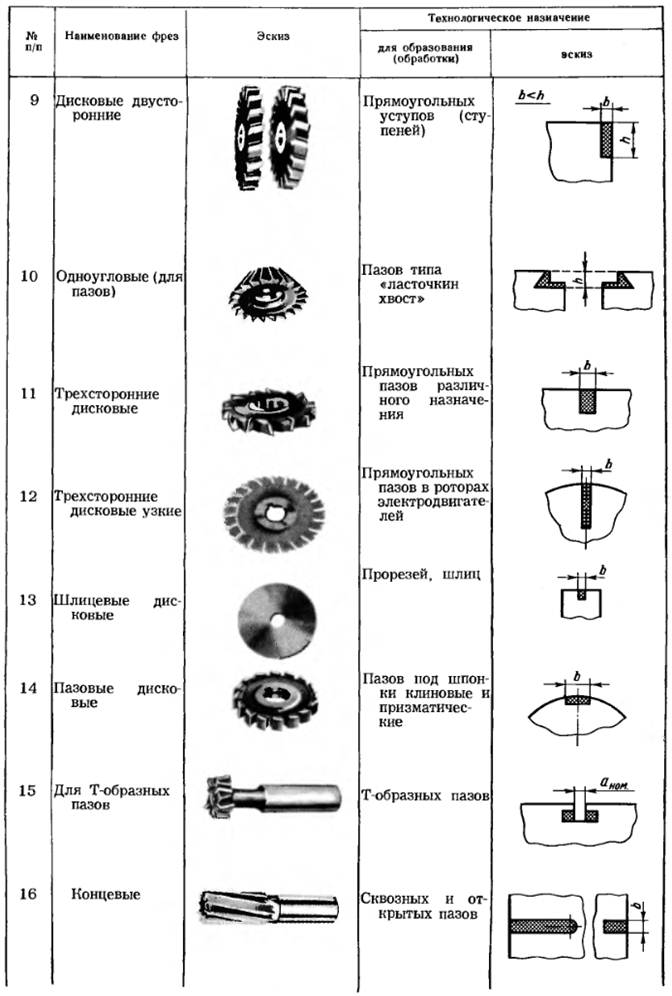
Дисковые
- Прорезка пазов.
- Выборка металла на узком сегменте.
- Обрезка заготовок.
- Снятие фасок и для других целей.
Особенности – режущие грани могут располагаться или с одной, или с обеих сторон. Их размеры определяют специфику обработки металла – грубая она (предварительная) или финишная (чистовая). Такой инструмент эксплуатируется в довольно сложных условиях – повышенная вибрация, сложность отвода металлической стружки.
Разновидности:
- Прорезные.
- Отрезные.
- Пазовые.
- Для резания с двух или трех сторон.
Торцевые
В основном применяются для обработки деталей с поверхностями ступенчатыми или плоскими. Инструмент ставится так, чтобы его продольная ось была перпендикулярна обрабатываемой поверхности.
Особенности – повышенная плотность зубьев на участке соприкосновения с заготовкой. Это обеспечивает равномерность и высокую скорость обработки металла. Наличие дополнительных режущих кромок (в торцевой части) позволяет добиться более «чистой» поверхности при обработке на фрезерном станке.
Фрезы с плоским торцом
Фрезы с плоским торцом используются для раскроя, выборки, черновой обработки. Кончик фрезы имеет «П» образную форму. Диаметр хвостовика от 0.2 мм. Диаметр рабочей части от 0.2 мм. В ряде случаев имеет угловые скругления с радиусом до 0.5 мм. Количество зубьев варьируется от 1 до 6. Направление витков для отвода стружки может иметь разные направления: правое (стружка вверх), левое (стружка вниз), прямое (стружка по вектору движения), гибридное (правое с одним витком влево).
Сфера применения зависит от количества зубьев:
- фреза с плоским торцом одним зубом используется для чёрной обработки, раскроя;
- фреза с плоским торцом двумя зубьями используется для черновой, получистовой обработки и раскроя;
- фреза с плоским торцом с количеством зубьев более трёх используется для выборки, получистовой и чистовой обработки мягких металлов, стали, углеродистой и легированной стали.
Широкие возможности фрезерных станков
Следует отметить, что современные фрезы позволяют работать практически со всеми видами металлов и сплавов, включая сталь, чугун, алюминий, медь и так далее. Современные фрезерные станки отличаются хорошей эргономичной конструкцией, высокой безопасностью и наличием большого числа датчиков, контролирующих температуру двигателя, скорость вращения фрезы и прочие параметры.





Источники
- https://moiinstrumentu.ru/vse-o-frezah-po-metallu.html
- https://VseOChpu.ru/freza-po-metallu/
- https://mekkain.ru/library/freza-czilindricheskaya.html
- https://stanokcnc.ru/articles/vidy-frez-po-metallu-kakie-byvayut-tipy-i-ikh-naznachenie/
- https://tokar.guru/stanki-i-oborudovanie/frezy/frezy-po-metallu-vidy-i-naznachenie-instrumentov.html
- https://mekkain.ru/library/freza-konczevaya.html
- https://stankiexpert.ru/tehnologicheskaya-osnastka/instrument/frezy-dlya-stankov-po-metallu.html
- https://2lzz.ru/elektroinstrument/frezer/kakie-byvayut-po-metallu
- http://met-all.org/obrabotka/prochie/freza-po-metallu.html
361
Действующие стандарты
Основной действующий стандарт на фрезу отрезную ГОСТ 2679-93 (ИСО 2296-72). В нем определены размеры и другие технические условия инструмента.
Тип 2
Исполнение 1
Черт.2
Черт.3
Тип 2
Исполнение 2
Черт.3
Таблица 1
Размеры, мм
Обозначение фрез типа | Применяе- мость фрез типа | js16 | H7 | , не ме- нее | Число зубьев фрез типа | , не более, фрез | |||||
1 | 2 | 1 | 2 | 1 | 2 | общего назна- чения | для шпоноч- ных пазов | ||||
исполнения | испол- нения | испол- нения | |||||||||
1 | 2 | 1 | 2 | 1 | 2 | ||||||
2240-0351 | 2240-0601 | 2240-0801 | 50 | 4 | 16 | 27 | 14 | 2х7 | 2х6 | 0,2 | 0,1 |
2240-0201 | 2240-0602 | 2240-0802 | 5 | 0,2 | |||||||
2240-0202 | 2240-0603 | 2240-0803 | 6 | ||||||||
2240-0357 | 2240-0604 | 2240-0804 | 7 | ||||||||
2240-0361 | 2240-0605 | 2240-0805 | 8 | ||||||||
2240-0365 | 2240-0606 | 2240-0806 | 10 | 0,3 | |||||||
2240-0367 | 2240-0607 | 2240-0807 | 63 | 4 | 22 | 34 | 16 | 2х8 | 0,1 | ||
2240-0371 | 2240-0608 | 2240-0808 | 5 | 0,2 | |||||||
2240-0203 | 2240-0101 | 2240-0151 | 6 | ||||||||
2240-0375 | 2240-0609 | 2240-0809 | 7 | 0,3 | |||||||
2240-0204 | 2240-0102 | 2240-0152 | 8 | ||||||||
2240-0205 | 2240-0103 | 2240-0153 | 10 | 0,3 | |||||||
2240-0206 | 2240-0104 | 2240-0154 | 12 | ||||||||
2240-0387 | 2240-0251 | 2240-0259 | 14 | ||||||||
2240-0391 | 2240-0252 | 2240-0261 | 16 | ||||||||
2240-0393 | 2240-0611 | 2240-0811 | 80 | 5 | 27 | 41 | 18 | 2х9 | 2х7 | 0,2 | |
2240-0395 | 2240-0612 | 2240-0812 | 6 | ||||||||
2240-0397 | 2240-0613 | 2240-0813 | 7 | ||||||||
2240-0207 | 2240-0105 | 2240-0155 | 8 | ||||||||
2240-0208 | 2240-0106 | 2240-0156 | 10 | 0,3 | |||||||
2240-0209 | 2240-0107 | 2240-0157 | 12 | ||||||||
2240-0210 | 2240-0108 | 2240-0158 | 14 | ||||||||
2240-0413 | 2240-0109 | 2240-0159 | 16 | ||||||||
2240-0415 | 2240-0253 | 2240-0262 | 18 | ||||||||
2240-0417 | 2240-0254 | 2240-0263 | 20 | 0,5 | |||||||
2240-0421 | 2240-0614 | 2240-0814 | 100 | 6 | 32 | 47 | 20 | 2х10 | 0,2 | ||
2240-0423 | 2240-0615 | 2240-0815 | 7 | ||||||||
2240-0425 | 2240-0616 | 2240-0816 | 8 | ||||||||
2240-0211 | 2240-0110 | 2240-0160 | 10 | 0,3 | |||||||
2240-0212 | 2240-0111 | 2240-0161 | 12 | ||||||||
2240-0213 | 2240-0112 | 2240-0162 | 14 | ||||||||
2240-0214 | 2240-0113 | 2240-0163 | 16 | ||||||||
2240-0443 | 2240-0114 | 2240-0164 | 18 | ||||||||
2240-0445 | 2240-0115 | 2240-0165 | 20 | 0,5 | |||||||
2240-0447 | 2240-0255 | 2240-0264 | 22 | ||||||||
2240-0451 | 2240-0256 | 2240-0265 | 25 | ||||||||
2240-0453 | 2240-0617 | 2240-0817 | 125 | 8 | 22 | 2х11 | 2х9 | 0,2 | |||
2240-0457 | 2240-0618 | 2240-0818 | 10 | 0,3 | |||||||
2240-0461 | 2240-0116 | 2240-0166 | 12 | ||||||||
2240-0463 | 2240-0117 | 2240-0167 | 14 | ||||||||
2240-0465 | 2240-0118 | 2240-0168 | 16 | ||||||||
2240-0467 | 2240-0119 | 2240-0169 | 18 | ||||||||
2240-0471 | 2240-0120 | 2240-0170 | 20 | 0,5 | |||||||
2240-0473 | 2240-0121 | 2240-0171 | 22 | ||||||||
2240-0475 | 2240-0257 | 2240-0266 | 25 | ||||||||
2240-0477 | 2240-0258 | 2240-0267 | 28 | ||||||||
2240-0551 | 2240-0619 | 2240-0819 | 160 | 10 | 40 | 55 | 24 | 2х12 | 2х10 | 0,3 | |
2240-0552 | 2240-0621 | 2240-0821 | 12 | ||||||||
2240-0553 | 2240-0622 | 2240-0822 | 14 | ||||||||
2240-0554 | 2240-0623 | 2240-0823 | 16 | ||||||||
2240-0555 | 2240-0624 | 2240-0824 | 18 | ||||||||
2240-0556 | 2240-0625 | 2240-0825 | 20 | 0,5 | |||||||
2240-0557 | 2240-0626 | 2240-0826 | 22 | ||||||||
2240-0558 | 2240-0627 | 2240-0827 | 25 | ||||||||
2240-0559 | 2240-0628 | 2240-0828 | 28 | ||||||||
2240-0561 | 2240-0629 | 2240-0829 | 32 | ||||||||
2240-0562 | 2240-0631 | 2240-0831 | 200 | 12 | 26 | 2х13 | 2х11 | 0,3 | |||
2240-0563 | 2240-0632 | 2240-0832 | 14 | ||||||||
2240-0564 | 2240-0633 | 2240-0833 | 16 | ||||||||
2240-0565 | 2240-0634 | 2240-0834 | 18 | ||||||||
2240-0566 | 2240-0635 | 2240-0835 | 20 | 0,5 | |||||||
2240-0567 | 2240-0636 | 2240-0836 | 22 | ||||||||
2240-0568 | 2240-0637 | 2240-0837 | 25 | ||||||||
2240-0569 | 2240-0638 | 2240-0838 | 28 | ||||||||
2240-0571 | 2240-0639 | 2240-0839 | 32 | ||||||||
2240-0572 | 2240-0641 | 2240-0841 | 36 | 0,8 | |||||||
2240-0573 | 2240-0642 | 2240-0842 | 40 |
Примечание. Фрезы, предназначенные для обработки шпоночных пазов с полями допусков Н9, Р9, N9, изготавливаются по требованию потребителя. Пример условного обозначения фрезы типа 1 диаметром 63 мм, шириной 10 мм общего назначения:



Фреза 2240-0205 ГОСТ 28527-90
То же, фрезы типа 1 для паза с полем допуска по Р9:
Фреза 2240-0205-Р9 ГОСТ 28527-90
4. Поле допуска ширины фрезы общего назначения — k11; поля допусков ширины фрезы , предназначенной для обработки пазов с полями допусков по Н9, Р9, N9, — соответственно k8, e8, f8. По требованию потребителей допускается изготовление фрез с другими полями допусков ширины .
5. Размеры шпоночного паза — по ГОСТ 9472.
6. Элементы конструкции и геометрические параметры фрез указаны в приложении.
7. Технические требования — по ГОСТ 1695.
8. По требованию потребителя допускается изготовление фрез типа 1 с увеличенным числом зубьев.
Кольцевые или корончатое сверло
Для получения отверстий в металлических заготовках применяются кольцевые фрезы, которые еще также называют корончатыми сверлами или коронками. В сравнению со спиральным сверлом, корончатое сверло обеспечивает повышенную производительность (скорость сверления в 4 раза выше), но самое главное, они позволяют сверлить отверстия больших диаметров.

Применяются кольцевые фрезы не только с ручным фрезером, но и магнитными дрелями. В быту кольцевые насадки можно применять на электродрелях, только при этом сверлить разрешается металл, толщина которого не должна превышать 4-5 мм.
В конструкции корончатых сверл имеются центрирующие сверла, которые играют роль керна. Рассматриваемые оснастки также выпускаются двух типов — с подшипниками и без. С подшипниками насадки применяются для работы на ручном фрезере с целью обрабатывания кромок детали. Безподшипниковые коронки позволяют производить обработку на любом участке заготовки, но для точных работ они не подходят.

Это интересно!Кольцевые фрезы пользуются популярностью в хозяйстве для сверления отверстий в листовых материалах. Чтобы просверлить отверстие большого диаметра в толстом металле, понадобится не только качественная фреза из твердосплавных материалов, но еще и мощные электроинструменты.
Как сделать своими руками?
Изготовление фрезы своими руками возможно только в том случае, если вы имеете навык работы с металлом, и у вас есть доступ к специальному токарному инструменту. В домашних условиях изготовление фрез с для работы по металлу ограничивается изменением диаметра режущей части или перешлифовкой лезвия. Любое более глубокое вмешательство требует применения промышленного оборудования, поскольку в этом случае придется выполнить такие сложные процедуры, как:
- отпуск металла;
- придание формы, заточка и затылование на станке;
- закалка фрезы.
Для выполнения таких работ требуется профессиональная подготовка и навыки подобных работ, мало кто из домашних мастеров соответствует этим требованиям. Поэтому в быту обычно ограничиваются только самыми доступными процедурами, предполагающими изменение исходного состояния заготовки.
Сталь для изготовления фрез
Для изготовления фрез применяются только и исключительно высококачественные материалы. К таковым материалам относятся высоколегированные стали, обладающие повышенной износостойкостью к температурному воздействию. Чтобы повысить прочность оснастки при нагреве, в состав сплава вводятся твердосплавные материалы — молибден, хром, ванадий, а также вольфрам.
Для достижения высокой твердости будущего изделия, в составе сплава должно присутствовать не менее 0,7% углерода. Если количество углерода меньше этого значения, значит готовая фреза будет недостаточно твердой. В состав сплава, из которого изготавливаются рассматриваемые типы оснастки, входят следующие вещества:
- Вольфрам с молибденом — за счет этих твердосплавных материалов достигается особая прочность, высокая износостойкость и красностойкость стали
- Хром — в состав сплава входит этот элемент, количество которого ограничивается до 4%. Хром в умеренном количестве позволяет получить повышенной прочности к прокаливанию металл
- Кобальт — влияет положительно на красностойкость, но при этом его большое количество негативно отражается на прочности. Кобальт подавляет углерод, в результате чего снижается прочность
- Сера и фосфор — в составе сплавов их количество должно быть ограниченным до значения 0,03%. Чем больше серы и фосфора в составе, тем ниже качество насадки

Для изготовления фрез применяются стали марки Р6М5, Р18 и Р12. Первая марка стали является самой дешевой, но при этом получаемая оснастка обладает низкой износостойкостью. Высокая износостойкость присуща для сплавов марки Р18, в составе которых содержится много вольфрама. Марка стали Р12 отличается повышенными показателями тепловой устойчивости. Разновидности рассматриваемых оснасток в работе показаны в видео ролике ниже.
https://youtube.com/watch?v=6kiNFGZFZ2s%3F
Подводя итог, нужно отметить, что фрезы по металлу стоят достаточно дорого, поэтому покупать устройства без предварительного выяснения его назначения, крайне нерационально. Каждый вид фрезы имеет не только предназначение, но и характерные технические параметры, которые нужно учитывать, перед тем, как купить насадку для обработки металлических заготовок. Зная о том, какие основные виды фрез по металлу выпускаются современными производителями, не составит большого труда выбрать их для выполнения соответствующих манипуляций.
Публикации по теме
Какие электроды выбрать для сварки и важные сведения о расходниках
Бур для перфоратора виды и как выбирается насадка по бетону
Коронки по металлу на дрель их разновидности и конструктивные характеристики
Насадки на перфоратор или как расширить функционал инструмента
Какие бывают фрезы по металлу

Фреза по металлу — это специальный инструмент, с помощью которого режут металлические заготовки. Это делается посредством поступательно-вращательных движений. Данный вид имеет большое количество разновидностей, благодаря чему спектр выполняемых операций с его помощью очень большой.
Сегодня мы расскажем принцип работы такого инструмента и узнаем, какие существуют виды фрез по металлу.
Непосредственно сама фреза — это исходная часть движения, и при обработке заготовки соприкасается с ее поверхностью. Данный инструмент характеризуется большим количеством видов рабочей поверхности.
Благодаря тому, что существуют разные типы фрез по металлу, выборку материала можно выполнять даже на самых сложных участках
Но при этом крайне важно выбрать тот или иной тип инструмента, а также способ его подачи. Он может быть поступательно-вращательным, винтовым и т. д
д.
Режущие кромки делаются на основе таких материалов, как:
- некоторые сорта стали;
- твердые сплавы;
- алмазы;
- керамика;
- кардная проволока и т. д.
Далее мы рассмотрим ключевые типы фрез, предназначенные для обработки металлических заготовок и их характерные особенности.
Классификация
Фрезы по металлу отличаются друг от друга по таким признакам:
- по размещению своих режущих частей (или зубьев);
- по типу заточки;
- по направлению (винтовые, наклонные или другие);
- по конструкции (составные, монолитные или сборные);
- по материалу;
- по креплению режущих инструментов.
Существует больше видов с учетом разных особенностей, однако перечислять все без исключения будет достаточно долго.
Разновидности и применение
Каждый вид фрезы применяется только на определенном технологическом этапе обработки материалов. Здесь все зависит от того, какая поставлена задача.
Например, цилиндрические бывают двух видов:
- винтовые;
- с прямыми зубьями.
Последний тип применяется для более примитивных задач и преимущественно на узких ограниченных участках. А вот фрезы с режущими винтовыми частями имеют более универсальное назначение.
Но поскольку осевые усилия могут быть значительными, то применение такого инструмента ограничено углом наклона режущей грани, а это не больше 450. Именно в таких случаях требуется устанавливать цилиндрические сдвоенные инструменты. Такое исполнение характерно тем, что в процессе обработки материалов режущие части перекрывают место стыка половин.
Другие типы инструментов
Червячные фрезы имеют специфическую сферу применения. В этом случае материал обрабатывается посредством метода обката. Выборка заготовок выполняется в процессе точечного касания их фрезой. В зависимости от направления их винтов они бывают правыми или левыми, также они могут быть одно- или же многозаходными, цельными или сборными, иметь шлифованные или нешлифованные зубья.
Концевые изделия применяются с целью обработки уступов, пазов и не только. Их хвостовки могут иметь цилиндрическую или коническую форму. Также они предназначаются для предварительной обработки материалов (с крупными зубьями) или же финишной, с мелкими зубьями. Могут оснащаться напаянными режущими пластинами или быть монолитными.
Обдирочные концевые инструменты используются для обработки кованых или литых сплавов. А с помощью шпоночных изделий выполняется выборка Т-профилей. Они имеют два зуба, один при этом находится на конце, а второй — посередине. Параметры зоны выборки заготовки определяются интервалом между ними.
Еще один тип подобного инструмента — отрезной. С их помощью производят полную или частичную обрезку металлических заготовок. Режущие кромки размещены лишь на верхних гранях зубьев, а вот на кромках их нет.
В зависимости от размеров зубьев, отрезные фрезы бывают:
- крупными;
- средними;
- мелкими.
При этом мелкие и средние используются для обрезки стали и чугуна, а крупные — для обработки легких магниевых, алюминиевых и других сплавов.
Для обработки изделия из металлов чаще всего мастера используют именно фрезу. При этом она может быть одновременно оснащена несколькими видами зубьев, режущих кромок или лезвий. Данный инструмент может иметь разные профили, формы, типы, размеры и сферы применения. Некоторые виды фрез по металлу и особенности их применения и работы мы уже рассмотрели выше.
Как сделать правильный выбор фрезы по металлу
Чтобы получить конструкции из металла правильной формы, с соблюдением параметров, указанных в проекте, предварительно проводят обработку всех ее элементов. Для этого существует несколько способов, наиболее востребованный из которых — фрезерование. Точность выполненной работы напрямую зависит от правильно подобранной фрезы — непосредственно режущего материала.
Покрытия
В 1980-х годах для уменьшения износа и трения, кроме иных методов упрочнения, начинается применение износостойких покрытий. В основном, это покрытия из:
- AlTiN (нитрид алюминия-титана)
- Напыление нитрида титана (TiN) (золотисто-жёлтое покрытие)
- Напыление цианида титана (TiCN — голубовато-серое покрытие)
- Вакуумное напыление TiAlN (темно-фиолетовое покрытие)
- Напыление нитрида алюминия-титана-хрома (TiAlCrN — PVD покрытие)
- Финишное плазменное упрочнение (покрытие Pateks) — прозрачное алмазоподобное покрытие.
Скрыть Открыть
Фреза – это рабочий металлорежущий инструмент фрезерного станка, основной элемент его оснастки, вид которой определяет возможность выборки металла на том или ином участке, придание детали требуемой формы. Благодаря большому разнообразию видов инструмента можно производить металлорежущие операции на различных участках заготовки. Для этого в арсенале фрезеровщика должны быть основные и дополнительные виды фрез по металлу, особенности и классификацию которых мы рассмотрим ниже.
Особенности стали для изготовления фрез
Оборудование выполняют из быстрорежущих сплавов, к которым относятся высоколегированные марки стали с повышенной теплостойкостью. Подобная отличительная черта достигается введением в сплав молибдена, хрома и ванадия в сочетании с вольфрамом. Для производства отрезных фрез в основном берут сталь таких марок: Р6М5, Р12, Р18.
На заводы для изготовления режущего инструмента сплавы поступают в виде стальных заготовок (в поковках).
Когда фрезы подвергают нагреву под закалку, в сплаве начинает формироваться аустенит. Он содержит относительно небольшое количество углерода и активно легируется. Режущий инструмент получает особую структуру после закалки и состоит из мартенсита с меленькими иглами, различных карбидов и остаточного аустенита.
Основными легирующими добавками для быстрорежущих сталей служат ванадий, вольфрам, молибден и кобальт. Именно эти элементы способны обеспечить нужную красностойкость материала. В подобные сплавы обязательно добавляют хром
Особое внимание уделяется количеству в стали углерода: его число должно быть таким, чтобы в сплаве могли сформироваться карбиды вводимых добавок. Если количество углерода будет меньше 0,7%, то готовая фреза не будет иметь нужную твёрдость
Как на свойства сплавов влияют легирующие элементы:
- Фосфор и сера оказывают негативное воздействие на характеристики стальных быстрорежущих композиций. В сплаве их количество не должно превышать 0,03 и 0,015% соответственно.
- Вольфрам и молибден являются основными легирующими добавками. Именно благодаря им обеспечивается высокая степень эксплуатационной и красностойкости стали.
- Хрома в сплаве должно содержаться не более 4%. Он придаёт повышенную прокаливаемость металлу.
- Кобальт повышает красностойкость, но удаляет углерод из стали и понижает её прочность и вязкость.
Чаще всего инструмент изготавливают из стали марки Р6М5. Её стоимость ниже, но и фреза получается менее износостойкой, чем из материалов марок Р18 и р12.
Максимальная износостойкость у сплава Р18: в нём наибольшее количество вольфрама, отсюда и высокая стоимость. А по показателям теплостойкости лучшим считается инструмент, изготовленный из стали Р12.