
Виды насечек на инструментах и что они обозначают
Размер насечек на напильниках взаимосвязан с таким немаловажным параметром, как длина рабочей части. Приборы с крупными зубьями используются в случае необходимости удаления большого слоя металла. После такой обработки поверхность становится грубой, поэтому нуждается в дополнительной обработке перед окрашиванием. Для снятия небольшого количества металла, применяются приборы с мелкой насечкой. После проведения работ напильниками с мелкой насечкой получается более качественная поверхность.
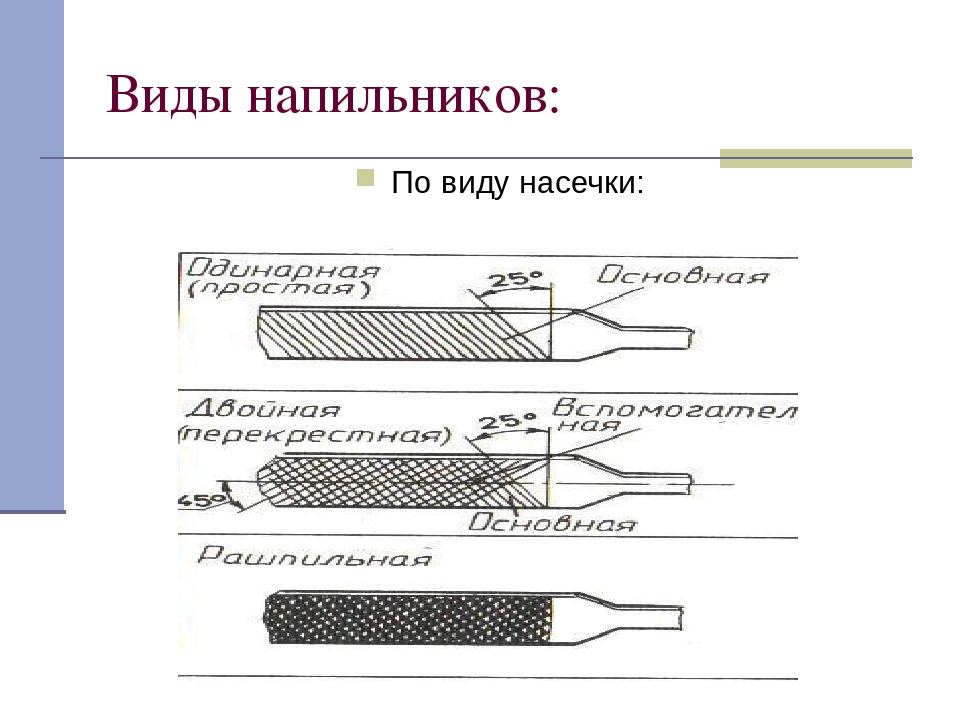
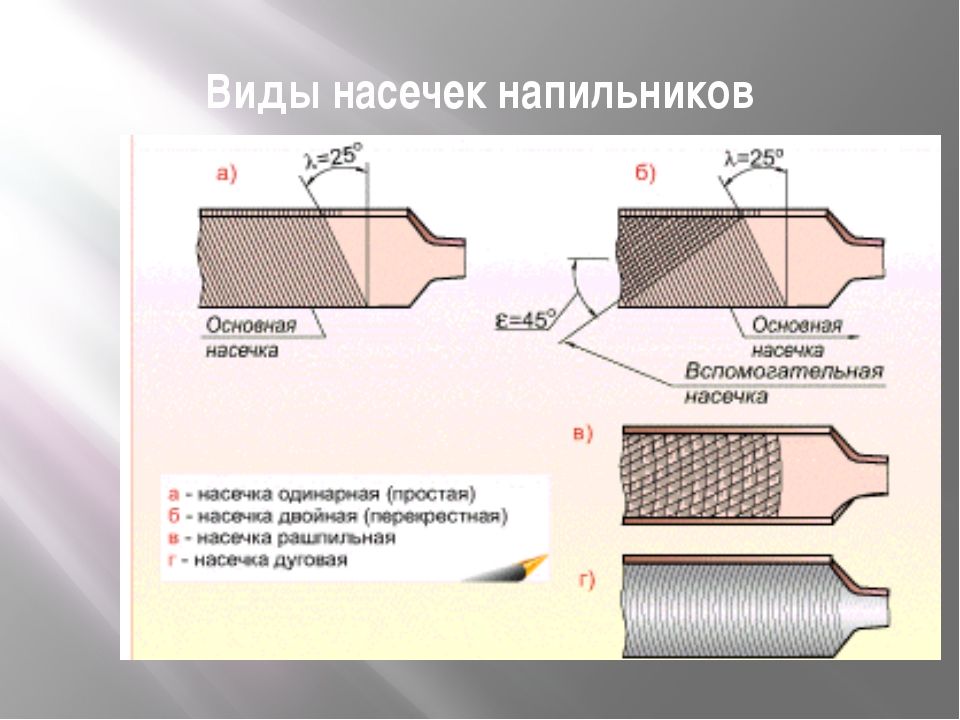
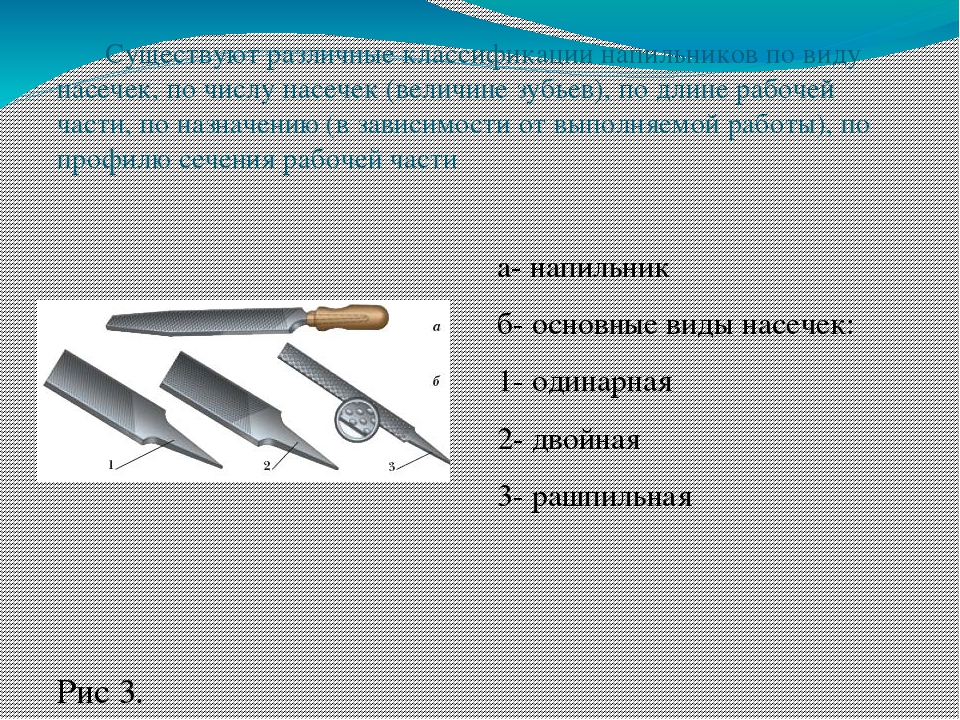
Насечки или лезвия на поверхности металлической части инструмента бывают разных видов. Самая распространенная классификация насечек — по внешнему виду. Они бывают двойными и одинарными.
- Одинарные — отличаются тем, что линии на поверхности металлической заготовки нанесены только в одну сторону. Используются инструменты с одинарной или простой насечкой для работы с мягкими металлами, а также древесиной, пластиком и т.п. Эффективность применения приборов наблюдается при затачивании ножовок по древесине
- Двойные или перекрестные — по названию понятно, что насечки на приборе нанесены в две стороны, тем самым образуя между линиями фигуру в виде ромба. Двойная насечка отличается высокой эффективностью, а также скоростью выполнения работы. Наличие двух насечек способствует не только снятию слоя металла, но еще и перемалывания стружки в металлическую пыль. Приборы с таким рабочим профилем используются для обработки твердых видов металлов — чугун, бронза и сталь
Кроме одинарных и двойных видов насечек на напильниках, встречаются и другие разновидности
Мало кто знает об этом, и для чего они предназначаются, поэтому уделим внимание этому вопросу
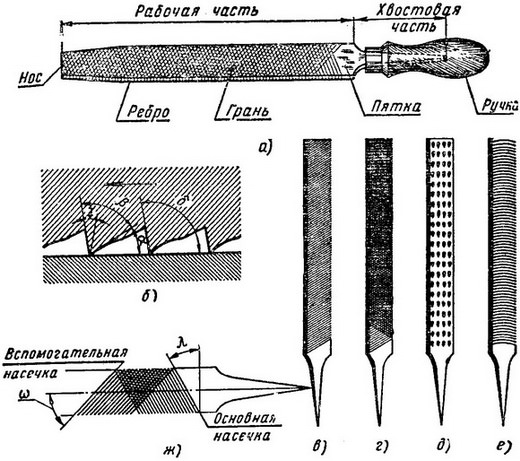
- Крестовые — то же самое, что и двойная насечка. Некоторые источники называют ее двойной или перекрестной, а другие используют название «крестовая». Многим известно, что двойная насечка состоит из двух перекрестно расположенных линий, но мало кто знает о том, под каким углом они находятся. Главная насечка наносится под углом 70-80 градусов, а дополнительная имеет угол расположения 55 градусов
- Точечные — отличаются тем, что насечка имеет форму заусениц небольшого размера. Такая форма режущих частей является идеальной при обработке мягких материалов, а точнее древесины, кожи, резины и т.п.
- Фрезерно-дуговые — специальная форма насечки, посредством которой достигается высокая производительность с качественной обработкой материалов. Используются напильники с такой формой режущей части для работы с цветными металлами и древесиной
Кроме разновидностей напильников по форме режущей части, они также классифицируются по такому признаку, как размер насечек или зубьев. Инструменты выпускаются с разными размерами зубьев, но с обязательным соблюдением соответствующих стандартов.
Это интересно! Знаете ли Вы, что из старого и ненужного напильника можно сделать нож. Инструкция по изготовлению ножа из напильника подробно описана в этом материале.
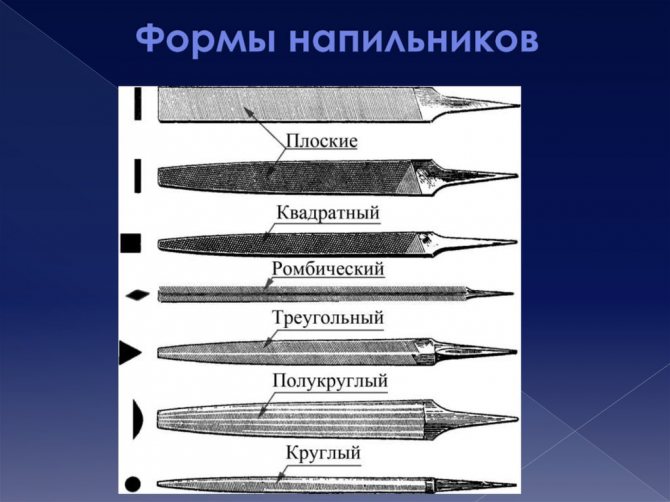
Формы напильников
Виды напильников по металлу вырабатывались в течение последних двухсот пятидесяти лет. Размеры и параметры определялись в зависимости от тех задач, которые требовалось выполнять. Поэтому корректировалась и форма зубьев.
Первоначально мастерам требовалось обрабатывать чугунное литье, а также изделия из латуни и бронзы. Отливки имели литниковую систему и облой. Их спиливали, а потом поверхность шлифовали. Использовали напильники с разной величиной зуба. Для грубой обработки применяли инструмент, способный одним движением снимать до 0,5…1,0 мм слоя.
В дальнейшем у современных мастеров имеются наборы ручного режущего инструмента, которым пользуются, чтобы довести детали до требуемых параметров. На производственных предприятиях имеется категория рабочих (слесари). Одним из основных инструментов являются напильники.
Как выбрать напильник
Инструмент подбирается для конкретной работы. Он должен удовлетворять ряду требований:
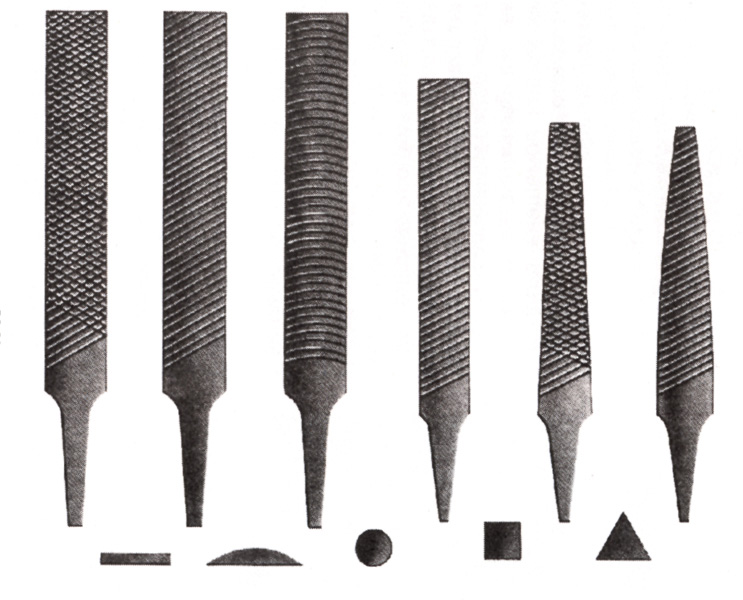
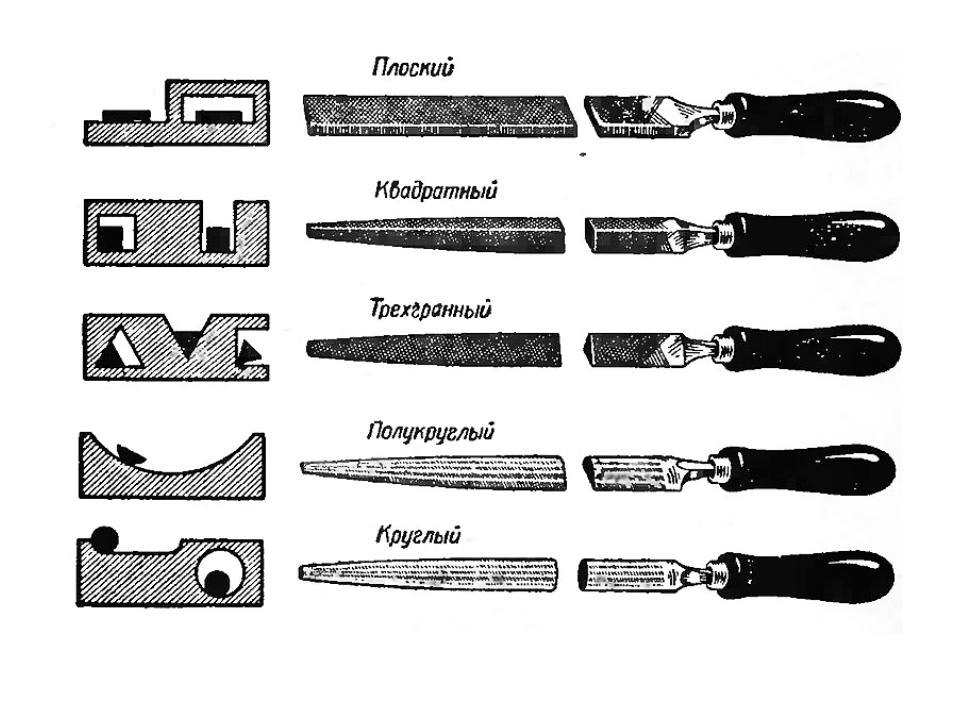
- Необходимо соответствие геометрии инструмента и предстоящего дела. Его форма является определяющим признаком. Работа с плоскостями выбирает подобную по очертаниям рабочую часть. При разделке отверстий круглых очертаний действует тот же принцип выбора, для прямоугольных пазов применяют квадратный напильник, пилы затачивают треугольным. Если предстоит создание сложной конфигурации с острыми внутренними углами, то лучше всего подойдёт ромбовидная форма. Эти устройства применяются при обработке зубьев различных шестерней. Обработка поверхности цилиндров большого радиуса изнутри выполняется полукруглыми или овальными инструментами.
- Длина и ширина рабочей части должны соответствовать характеру задачи и учитывать размеры детали. Большие зубья повышают производительность, мелкие зубья обеспечивают повышенную точность обработки.
- Требования к качеству поверхности определяют решение о номере насечки. Для первичной обработки пригодятся драчёвые напильники класса 1 с номерами 0 и 1. Личневые кл. 2 с маркировкой 2 и 3 используются на заключительных этапах. Бархатные 3, 4, 5 и 6 и с нумерованными насечками 4 и 5 выбираются при необходимости получить ювелирное качество изделия.
- Согласованно с материалом, намеченным к обработке, выбирается состав стали, из которой сделан инструмент. Чем выше твёрдость материала детали, тем более углеродистой должна быть сталь. Марка У13 имеет в своём составе 1,3% углерода. Значения показателей твёрдости у напильников для слесарных работ в диапазоне от 64 до 66 HRc, для заточных работ нужны значения от 65 до 67 HRc, у рашпилей для работы с мягким материалом твёрдость от 53 до 56 HRc. Термообработка напильника проводится в режиме, обеспечивающем создание работоспособной поверхности и более мягкой сердцевины. Тем самым обеспечивается прочность устройства на излом. Для работы с высоколегированными сталями и керамикой употребляют напильники с алмазным покрытием рабочей части.

Профессионалы советуют покупать инструмент, произведенный в России. Такая покупка обойдётся значительно дешевле импорта без ухудшения технических свойств. Отличные эксплуатационные показатели регламентируются нормами, прописанными в государственном стандарте ГОСТ 23726-79 «Инструмент металлорежущий и дереворежущий».
ГОСТ 23726-79 Инструмент металлорежущий. Правила приемки
1 файл 1,022.93 KB
В арсенале настоящего мастера должна присутствовать вся номенклатура типоразмеров напильников.
История инструмента
Напильник имеет очень древнюю историю – он уходит своими корнями в эпоху Античности. Инструмент практически не подвергся изменениям на протяжении тысячелетий. В начале своего существования напильник имел однорядную насечку, в последующем появились варианты с перекрестной насечкой. В древности насекальщик при создании инструмента использовал или специальный зубильный молоток, или обыкновенный молоток и зубило. Попытки создать специальную насекальную машину предпринимались с XVI века, но успеха достигли лишь к XIX веку. В наше время, согласно европейской классификации, известно около 100 видов напильников, хотя раньше их было свыше 300.
Инструментальные стали для изготовления напильников
Исследуя свойства стали, заметили, что при определенном содержании углерода появляется возможность с помощью специальной термообработки получать высокую твердость. Низкое содержание углерода не позволяет производить закалку, повышающую прочностные свойства металла.
Только при концентрации 0,8% и выше меняются свойства сплава Fe-FeC₃ (свойства изучаются в специальном курсе технологии металлов, получившем название «Материаловедение»). Отожженная сталь довольно пластична, ее можно обрабатывать на металлорежущих станках. Есть состояние, при котором отмечается высокая пластичность. Его называют аустенитом. Достигается при температуре 727 ⁰С и выше.




Только заэвтектоидные стали могут подвергаться закалке и отпуску. Если нет никаких других добавок, то их принято обозначать в виде У8…У13. Буква «У» характеризует углеродистую сталь, а число – указывает на содержание углерода в сотых долях процента.
Внимание! Чтобы проводить закалку, нужно нагревать стальную деталь до температуры аустенита и выше. Ее легко определить с помощью магнита
При достижении нужного значения при нагревании полностью пропадают магнитные свойства.
Некоторые считают, что достаточно нагреть до соответствующей температуры. При нагревании теплопроводность металла резко снижается. В течение одной минуты детали массой около 1 кг прогреваются на глубину 0,10…0,13 мм.
Важно! Чтобы закалить поверхность на глубину 1,5…2,5 мм потребуется выдержка при нужной температуре не менее 15…20 минут. Менее глубокая закалка может сопровождаться тем, что измерительный конус на приборе Роквелла провалится сквозь тонкий слой закаленного металла
Результат окажется неутешительным.
Закалку выполняют в воде, на воздухе и в минеральном масле. Высокая скорость охлаждения способствует более глубокому закаливанию металла. При изготовлении режущих инструментов выполняют закалку в масле. Охлаждение стали происходит со скоростью 400…450 ⁰/сек.
После закалки детали приобретают определенную хрупкость. Поэтому для снятия внутренних напряжений выполняют низкий отпуск. Он происходит при температуре 180…250 ⁰С. Деталь помещают в муфельные печи, разогретые до заданной температуры. Выдерживают в них не менее 30…40 минут. Потом дают возможность медленно остыть.
На практике термообработка металла напильника происходит в следующей последовательности:
- Заготовка нагревается до температуры 900…920 ⁰С (более высокое значение объясняется тем, что требуется меньше времени на внутренний прогрев металла).
- Выдерживается в нагретом состоянии в течение 15…20 минут.
- Закаливается в минеральном масле (допускается использовать отработку из двигателей внутреннего сгорания).
- Выполняется проверка твердости, при правильном нагревании и охлаждении получают тростит закалки (HRC 54…58).
- Заготовка помещается в муфельную печь с температурой 200…210 ⁰С.
- Выдерживается 30…40 минут и вынимается наружу.
- Остывает на воздухе (температура 18…22 ⁰С) самостоятельно.
- Проверяется твердость, у тростита отпуска (состояние закаленного и отпущенного металла) твердость увеличивается на 2…4 единицы.
Чтобы повысить прочность и твердость сталей при их варке добавляют легирующие элементы. Они позволяют улучшить эксплуатационные характеристики и получить металл заданными свойствами.
Контроль толщины покрытия
Магнитный метод
В основе данной методики лежит фиксация изменений уровня магнитного сопротивления, что обусловлено разной толщиной проверяемого слоя. Для этого применяют специальные измерительные устройства (магнитные толщиномеры).
Процесс проверки предполагает снятие минимум 5 измерений в центральной части и у краев проверяемой поверхности одной детали. За результат принимают среднеарифметическое значение, основываясь на полученных измерениях.
Допустимая погрешность магнитного метода составляет ±10%.
Металлографический (арбитражный) метод
В основе методики лежат измерения толщины оцинкованного покрытия с использованием поперечного шлифа при помощи металлографических микроскопов разных видов. Образец для создания шлифа вырезают непосредственно из оцинкованной детали.
Замеры толщины покрытия выполняются на шлифе в трех и более зонах, которые равномерно распределены на поверхности изделия (длина участка составляет около 1 см). В качестве результата засчитывают среднеарифметическое значение от проведенных замеров.
Допустимая погрешность металлографического метода составляет ±10%.
Гравиметрический метод
Определение средней толщины покрытия выполняется по неразрушающим методам или при помощи гравиметрического метода на основании данных о весе образца до и после получения или же до и после удаления покрытия. Это обусловлено требованиями, которые регламентирует ГОСТ 9.302.





Чтобы снять покрытие, используют раствор, состоящий из 2 г трехокиси сурьмы или 3.2 г хлористой сурьмы, которую растворяют в 500 см соляной кислоты, плотность которой, согласно ГОСТ 3118, должна составлять 1.19 г/см, ч.д.а. Для приготовления раствора в требуемой пропорции используют колбу объемом 1 дм, в которой смесь до метки дополняют дистиллированной водой, согласно нормам ГОСТ 6709.
Допустимая погрешность составляет ±10%.
Контроль химического состава для горячего цинкования регламентируется требованиями следующих ГОСТ: 19251.1, ГОСТ 19251.2, ГОСТ 19251.3, ГОСТ 19251.5.
Согласно требованиям этих стандартов, массовый объем цинка в рабочей массе ванны должен составлять не менее 98%.
Критерии выбора

Чтобы не ошибиться при выборе, следует придерживаться простых рекомендаций выбора напильников. Предлагаем рассмотреть каждый из аспектов подробнее.
Назначение
Перед покупкой подобного инструмента в первую очередь следует определиться с тем, какой тип поверхностей будет обрабатываться. Надфиль – отличное решение для работы с небольшими конструкциями и мелкими элементами. Слесарному инструменту отдается предпочтение в случае, если планируется работать с разными материалами.
Форма рабочего основания
Рабочее основание у подобных приспособлений бывает нескольких видов. Различают такие типы:
| Тип | Обзор |
| Ромбическая | Самое хорошее решение, если планируется обработка звездочек и шестеренок. |
| Полукруглая или круглая | Применяется для увеличения диаметра круглых отверстий. Также используется для обработки вогнутых поверхностей. |
| Треугольная | Популярные модели пользуются спросом у строителей, которые часто работают с пазами и различными отверстиями. |
| Плоская | Многофункциональное приспособление, которое применяется для работы с плоскими поверхностями. |
| Квадратная | Популярный ручной инструмент, который используется в строительстве и ремонте для обточки углов и работы с отверстиями. |
Держатель

Для изготовления ручки применяются такие материалы:
- Резина. Приспособления с такими рукоятками относятся к профессиональным инструментам. Их средняя цена соответствующая. Такое изделие удобно и надежно лежит в руке. Материал не боится влаги и не портится со временем.
- Пластик. По мнению покупателей, инструмент с пластиковой ручкой – отличный вариант для домашнего использования. Материал относится к категории бюджетных. Пластик не боится влаги, но со временем ручка может растрескаться. Подобное наблюдается и в результате сильного удара. В руке держать неудобно.
- Дерево. Самый распространенный материал. Инструмент с деревянными ручками пользуется спросом. Скорость износа у таких рукоятей колоссальная. Материал быстро растрескивается, теряет внешний вид.
Зернистость
Речь идет о количестве нанесенных на рабочую поверхность насечек. Показатель измеряется на 1 см поверхности. От него зависят функциональные особенности рассматриваемого инструмента. Классов зернистости бывает шесть. Обозначаются цифрами 0-5. Чем выше значение на упаковке, тем меньшее количество насечек нанесено на рабочую поверхность. Помимо цифр в паспорте изделия могут присутствовать и такие обозначения:
| Обозначение | Характеристика |
| Бархатная (4-5) | Здесь будет нанесено порядка 24 насечек, которые поместятся на 1 см2 поверхности рабочего элемента. Применяется для обработки изделия из деликатных и мягких материалов. |
| Личная (2-3) | На 1 см2 поверхности будет размещено 13-24 насечки. Применяется для обработки изделий, изготовленных из твердых материалов. |
| Драчевая (0-1) | На таком изделии будет нанесено порядка 4-12 насечек на 1 см2 поверхности. Применяется для обработки металлических конструкций, изготовленных из стали, чугуна и др. |
Особенности насечек

Элементы отличаются между собой не только размерами, но и направленностью
Перед покупкой следует обратить внимание на то, что чем больше размер нанесенных насечек, тем быстрее обрабатывается рабочая поверхность. На качестве работы это отразится не лучшим образом
Манипуляции приведут к образованию неровностей, царапин и других повреждений. Во избежание порчи изделий, следует отдавать предпочтение конструкциям с мелкими насечками.
Длина лезвия
При выборе изделия следует ориентироваться на габариты рабочей поверхности и размеры самого изделия. На прилавках можно встретить такие варианты:
- 15-18 мм. Применяются для обработки небольших конструкций и заготовок.
- 20-30 мм. Используются для работы с крупными элементами и заготовками.
Напыление

Лучшие производители выпускают инструменты с алмазным напылением и без такового. Речь идет о покрытии только рабочего элемента, а не всего приспособления. Алмазное напыление нужно для работы с очень твердым материалом. Характеризуются высоким эксплуатационным сроком и отсутствием риска нанесения механических повреждений. Используются для обработки каменных и металлических конструкций.
Формы надфилей и их применение
Формы надфилей отличаются друг от друга соответственно назначению. Мастера нередко используют целый набор мини-напильников в определенной последовательности.



Многоступенчатая обработка детали позволяет добиться оптимального состояния, подкорректировать все огрехи без особого труда.
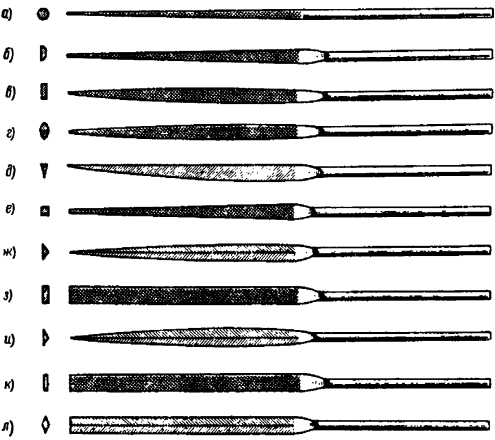
По профилю инструмент подразделяется на следующие типы:
- трехгранные остроносые (треугольные). Имеют три равные грани, соответственно три рабочих ребра. Такая форма годится для обработки углов, расстановки угловых насечек, обточки мелких пазов внутри и снаружи;
- трехгранные тупоугольные. Напоминают треугольник с равными сторонами и тупым углом. Может иметь 1 или 3 грани разной текстуры. Применяется для обработки углов, средних и крупных отверстий;
- клиновидные. Обладают одним ребром и двумя рабочими гранями с острым концом. Подходят для обработки клапанов, мелких углов, кастов, пропиливания высечек;
- ромбические. Удобны для изделий с разными углами в форме. Рабочие поверхности складываются в ромб с острыми гранями. Кончик притуплен;
- полукруглые. Одна сторона плоская, другая — овальная. Насечки по всему инструменту. В сечении — сегмент. Универсальный вид, поскольку можно обработать и округлые и плоские поверхности. Неотъемлемый инструмент ювелира при изготовлении колец;
- плоские тупоносые. Прямоугольные, с четырьмя вытянутыми сторонами. По две широкие и узкие рабочие грани. Можно обрабатывать разнообразные пазы, ровные элементы;
- плоские остроносые. Прямоугольники с острым концом. Применение аналогично тупоносым, но больше возможностей для труднодоступных мест;
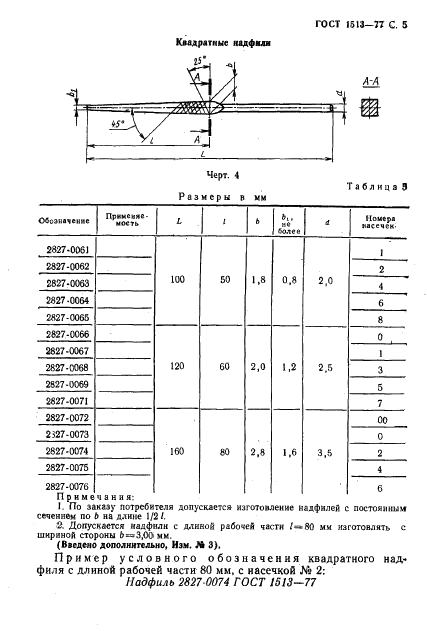
- квадратные. Имеют сечение в форме квадрата. Все поверхности рабочие. Используются для опиловки люфтов, насечек, пазов с прямыми углами;
- овальные. Служат для округлых деталей, создания плавных линий. В сечении выглядят как овал. Кончик часто заострен;
- круглые. Круглая рабочая часть, тупой или острый кончик. Насечки по всей окружности. Идеально подходят для корректировки рельефных, округлых поверхностей;
- пазовые. Очень похожи на плоский тип надфилей. Главное отличие — закругленные торцы. Нос может быть острым или тупым. Широко применяются для обработки отверстий разного формата;
- разновыпуклые. Похожи на двояковыпуклую линзу. Насечка на обеих рабочих сторонах, нос заострен. Отлично выравнивают форму кольцам изнутри;
- ножевидные. Выглядят аналогично бытовому кухонному ножу. Чаще всего служат для зачистки деталей от грязи, ржавчины, налета, тонкой заточки, подгонки;
- игольчатые. Отличительная особенность — короткая рабочая часть. Напилок без ручки имеет длину всего 25 — 55 мм. Хвостовик квадратного сечения, острый кончик. Используется ювелирами для шлифовки поверхностей. В остальных областях изредка применяется для труднодоступных мест. Также называется надфилем для золота;
- бархатные. Надфили такого типа служат для самой нежной обработки. За один взмах они снимают 0,05 мм без видимых следов. Такой эффект возможен благодаря 25 — 80 зубчикам на каждый сантиметр рабочей поверхности;
- рифели. Надфели специального назначения. Главным образом используют ювелиры. Форма изогнута наподобие серпа или крючка, сплав с магнитной добавкой. Ими обрабатываются звенья цепочек, золотые кольца. Магнитная составляющая позволяет стряхивать крошку металла, чтобы мусор не мешал крайне тонкой работе;
- надфили для заточки пильных цепей, например, бензопилы. Ручные варианты имеют направляющую плоскость и рабочий стержень с насечками. Форма и размер подбираются в соответствии с шагом цепи. Выдержать калибровку таким надфилем бывает достаточно сложно. Значительно упрощает работу с бензопилой электрический или пневматический вариант. Выглядят они наподобие ленточных шлифовальных машин. Движение осуществляется за счет ремня и двигателя, в комплектах несколько насадок. Такие приборы также активно применяются в автомобильной индустрии, обточке стекла и алюминия;
- двухконцевые. Ручка у таких инструментов находится по центру длины. Рабочие поверхности расположены как с правого, так и с левого края. Часто используется граверами, ювелирами для мелких деталей.
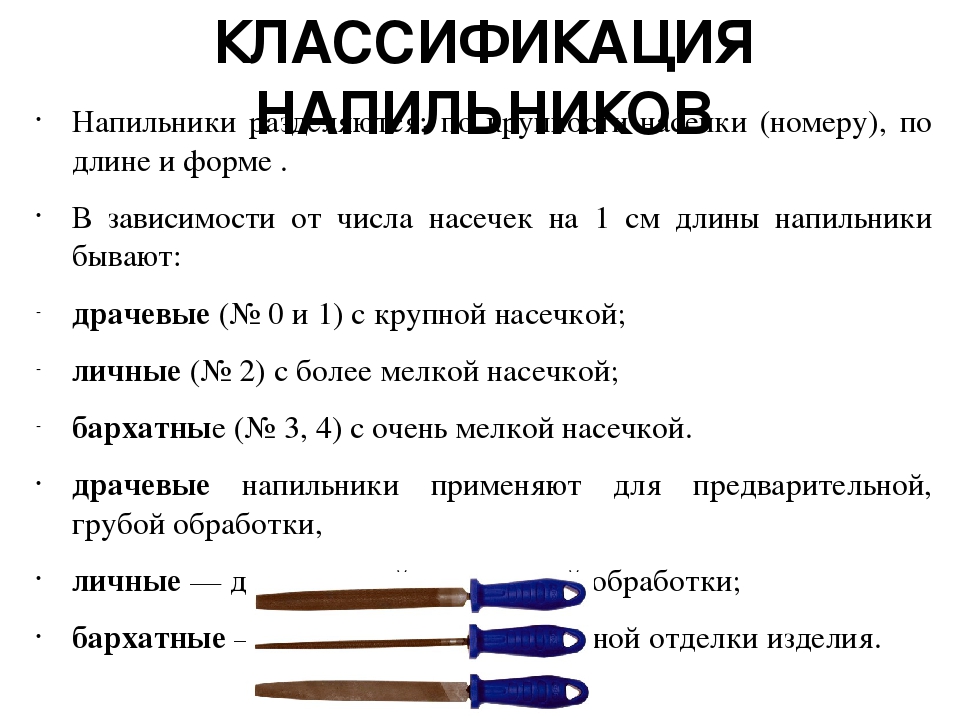
Виды насечек напильников
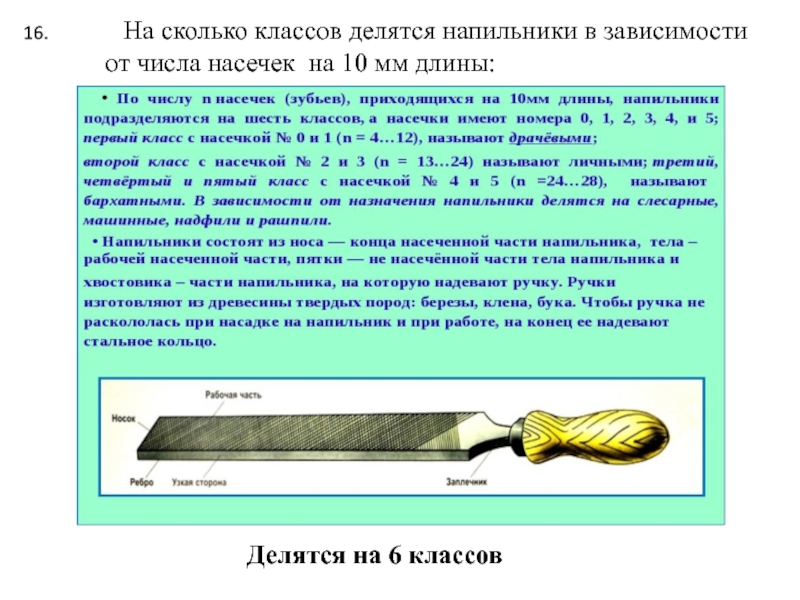
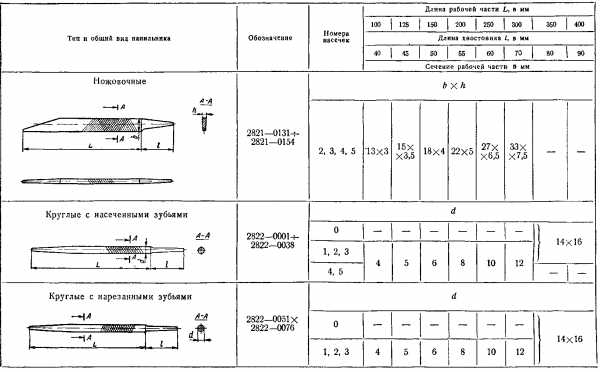
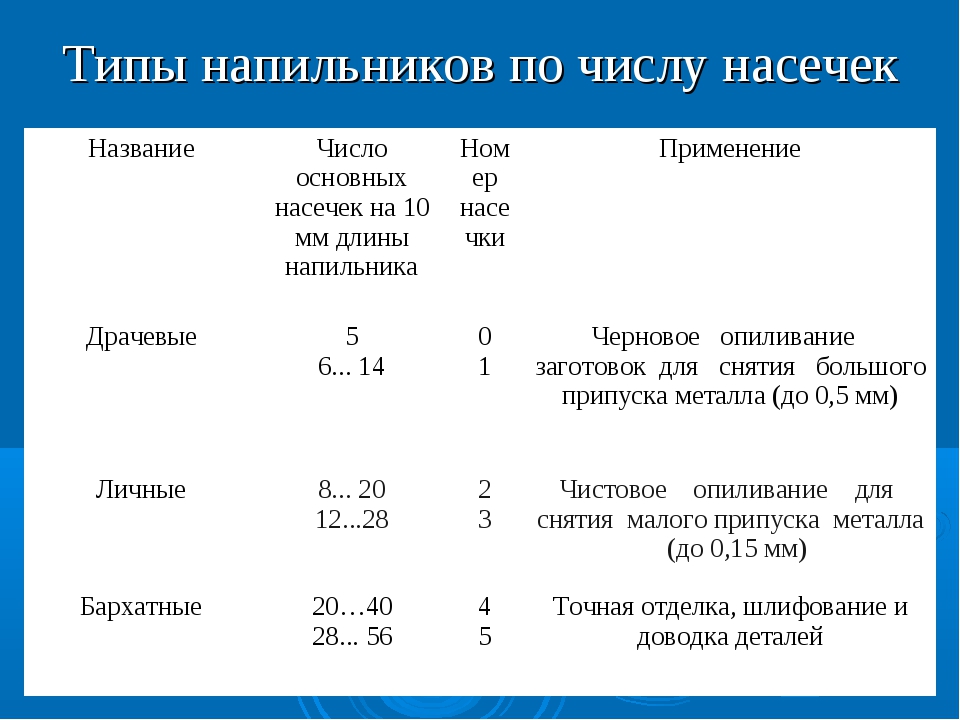
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки.
Напильники с насечкой № 0 и 1, так называемые драчевые, имеют наиболее крупные зубья и служат для опиливания с точностью 0,2-0,5 мм деталей, имеющих припуск на обработку от 0,5 до 1 мм.
Напильники с насечкой № 2, так называемые личные, применяют для чистового опиливания деталей с точностью 0,02-0,15 мм, при этом припуск на обработку составляет от 0,1 до 0,3 мм.
Напильники с насечкой № 3, 4, 5, так называемые бархатные, применяют для окончательной отделки деталей с точностью от 0,01 до 0,005 мм, при этом припуск на обработку колеблется от 0,025 до 0,05 мм.
Напильники изготовляют из инструментальной углеродистой стали У13 или У13А и закаливают на твердость не ниже HRC 54-58.
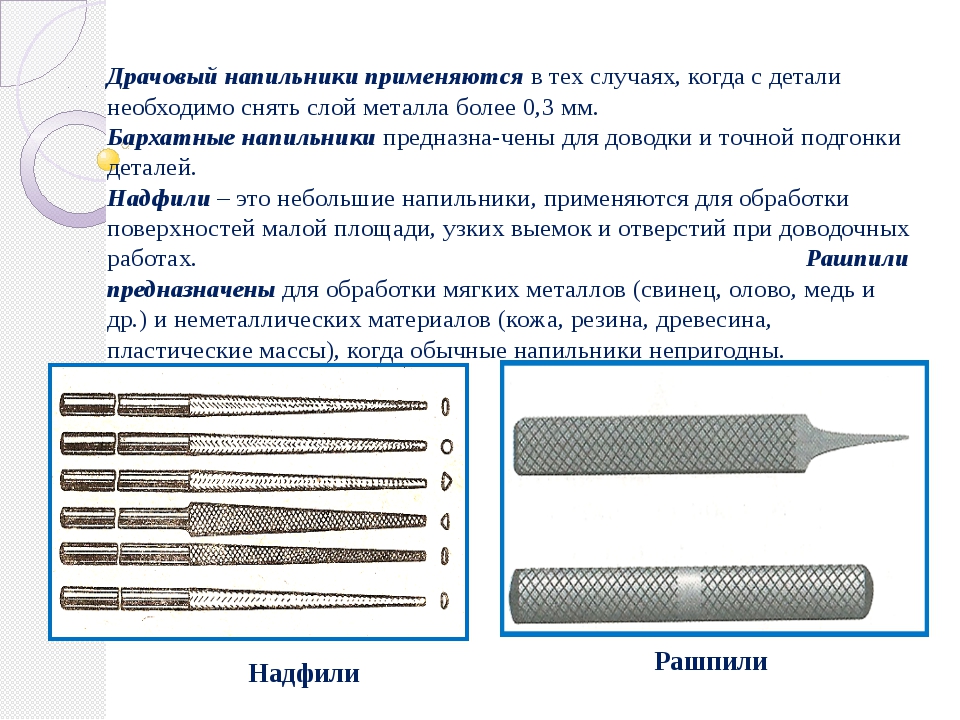
Рашпили отличаются от слесарных напильников насечкой, зубья у них большие короткие в виде пирамидок. Благодаря большим размерам зубьев и вместительным канавкам позади каждого зуба рашпили пригодны для опиливания мягких металлов. Зубья рашпиля расположены рядами, перпендикулярными его оси. Чтобы при опиливании не получалось канавок, ряды смещены друг относительно друга на половину шага между зубьями.
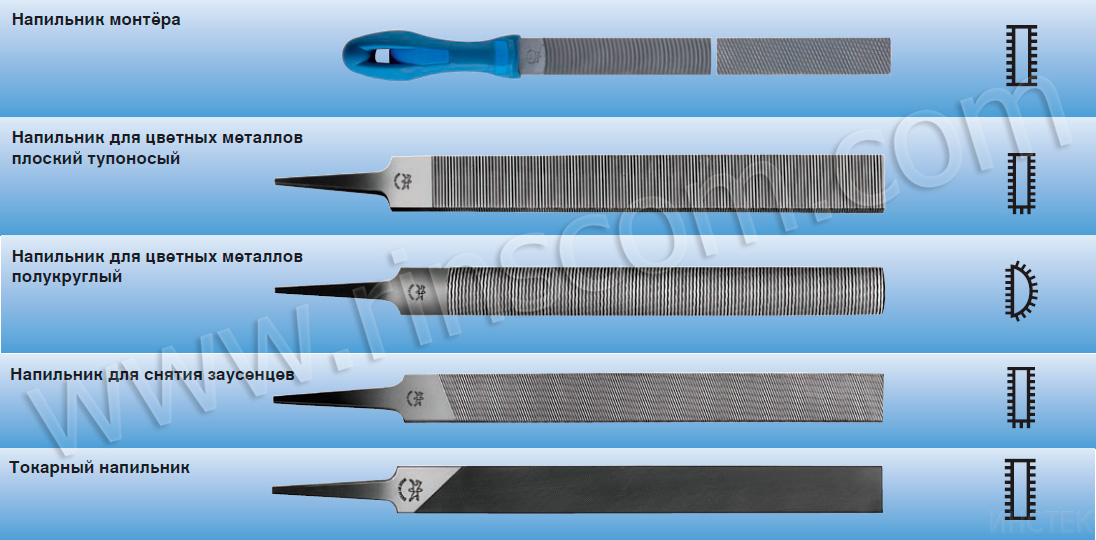
В медницком и жестяницком деле применяют рашпили общего назначения (ГОСТ 6876-54) для опиливания деталей из мягких металлов (алюминия, дюралюминия и др.). Рашпили общего назначения изготовляют четырех типов: плоские тупоносые, плоские остроносые, круглые и полукруглые. Рашпили всех четырех типов изготовляются длиной 250 и 350 мм.
Для изготовления рашпилей применяют инструментальную углеродистую сталь в основном марок У7А, У10А, закаливаемые до твердости HRC 35-40.
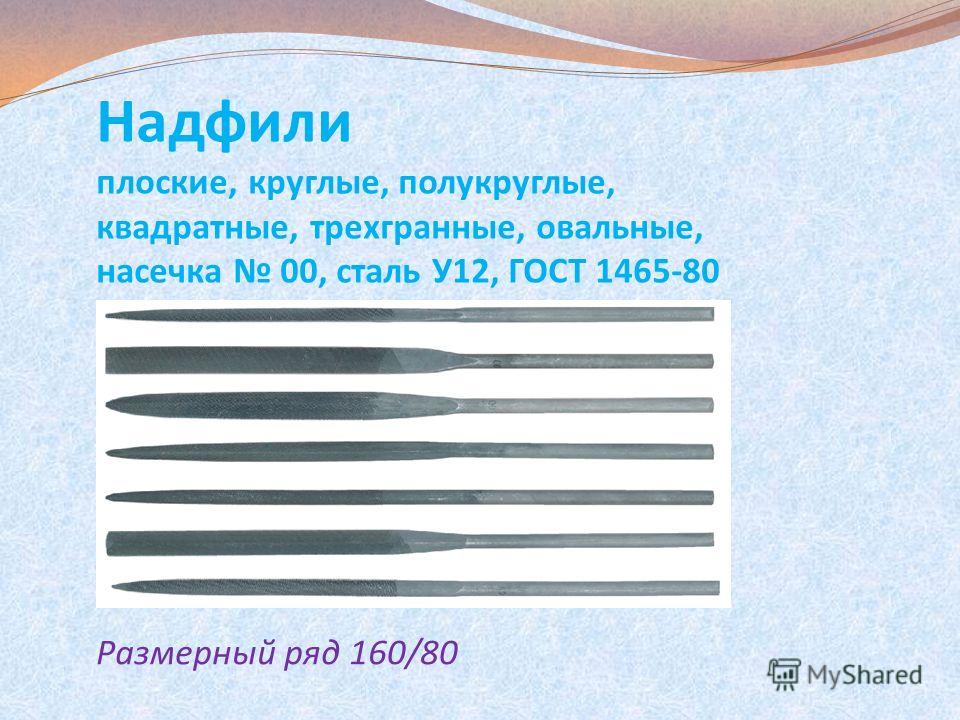
Самые мелкие напильники, так называемые надфили, предназначены для выполнения очень мелкой и точной работы. Они различаются по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
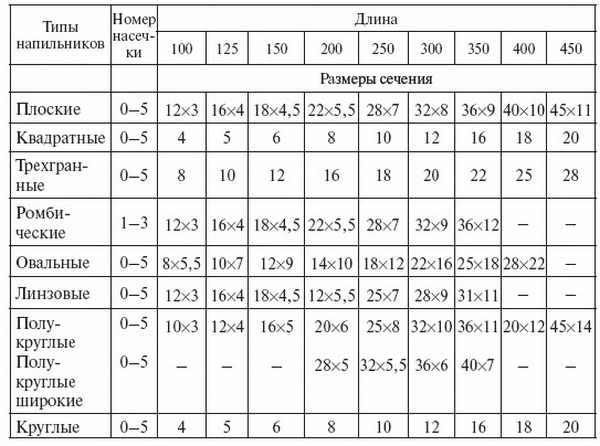
Надфили (ГОСТ 1513-67) изготовляют по форме поперечного сечения одиннадцати типов: плоские тупоносые, плоские остроносые, квадратные, трехгранные, трехгранные односторонние, круглые, полукруглые, овальные, ромбические, ножовочные и пазовые.
По числу насечек надфили делятся на шесть номеров: 1, 2, 3, 4, 5, 6.
Надфили плоские тупоносые, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические, пазовые изготовляют двух размеров: по длине рабочей части 60 и 80 мм и длине хвостовика соответственно 60 и 80 мм.
Надфили трехгранные односторонние, овальные изготовляют трех размеров: по длине рабочей части 40, 60, 80 мм и длине хвостовика соответственно 80, 60, 80 мм.
Надфили ножовочные изготовляются трех размеров: по длине рабочей части 60, 80, 40 мм и длине хвостовика соответственно 60, 80, 80 мм.
Надфили изготовляют из инструментальной углеродистой стали У12 или У12А и закаливают до твердости HRC 54-60.
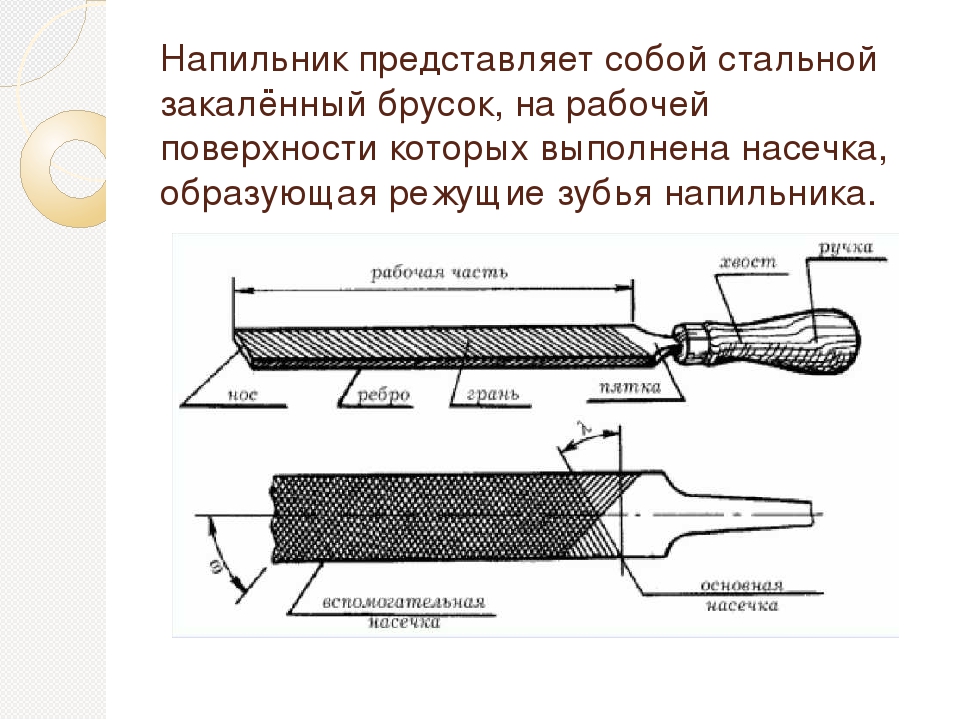
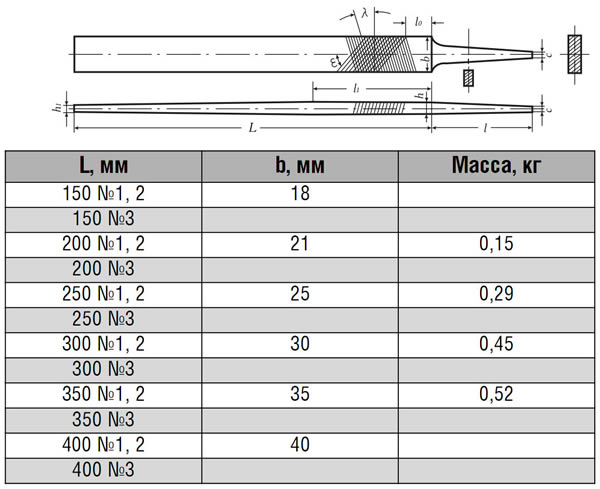
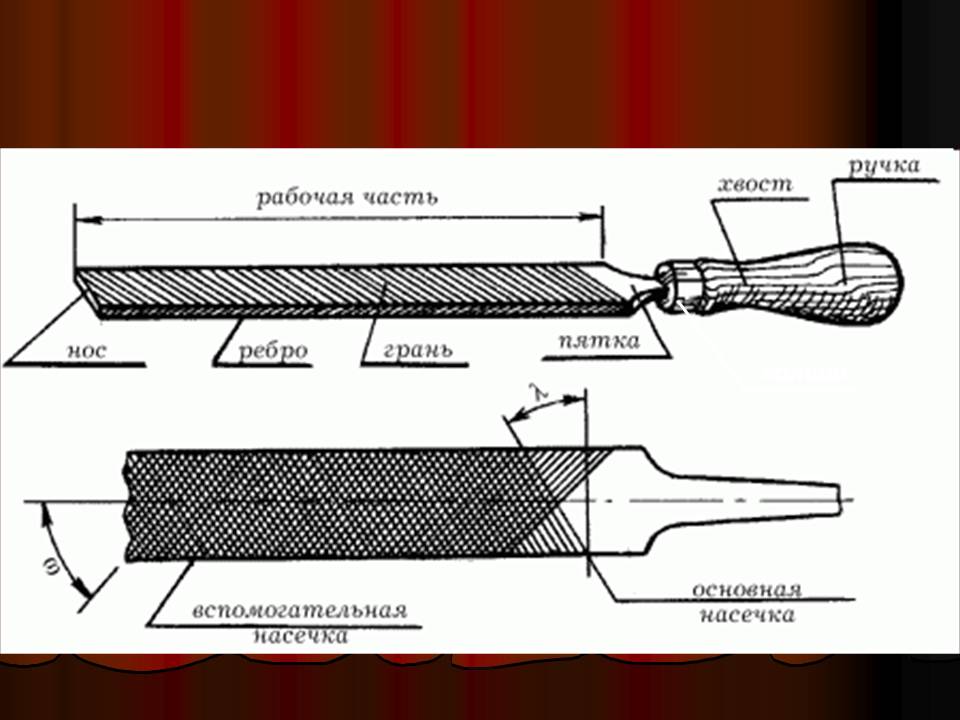
Напильник имеет деревянную ручку со стяжным кольцом, которое предохраняет ее от трещин при насаживании на хвостовик напильника. Ручка должна плотно насаживаться на хвостовик напильника, для чего в ней сверлят отверстие диаметром, соответствующим размеру средней части хвостовика, и глубиной, равной длине хвостовика. Затем нагретым докрасна хвостовиком старого напильника такого же размера выжигают отверстие точно по форме хвостовика на 2/3-3/4 его длины. При надевании ручки на хвостовик нельзя ударять молотком по напильнику, так как возможна поломка его режущей части. При правильном надевании ручкой ударяют о слесарный верстак до тех пор, пока она не сядет плотно на хвостовик. Насаживая ручку на хвостовик напильника, следят за тем, чтобы она была насажена без перекоса.
Ручки изготовляют из дерева (береза, бук) или прессованной бумаги. Деревянные ручки применяются чаще, так как они более практичны. Длина ручки должна быть в полтора раза длиннее хвостовика напильника.




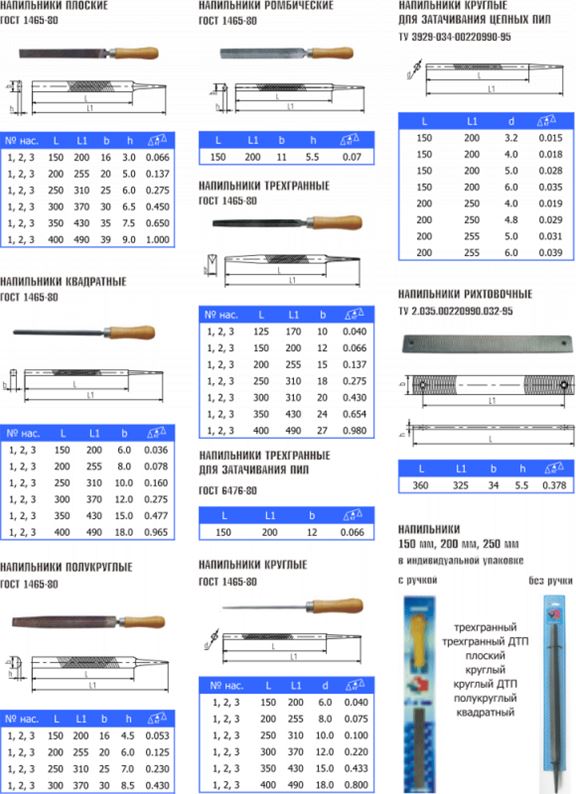
Ручки для напильников общего назначения изготовляют длиной 90, 100, 110, 120, 130, 140 мм, диаметром ее на конце соответственно 12, 16, 20, 23, 25, 28 мм. Размер ручки выбирается соответственно величине напильника.
http://100metrov.com.ua/images/napilnikiraznue5.jpg
При этом напильники достаточно широко применяются в разных сферах. Они используются для обработки деталей из дерева, металла и других материалов. Они применяются для заточки цепей или полотен пил. Они бывают полезны при установке и сборке различных конструкций.
Таким образом, ценность и необходимость напильника как инструмента не подлежит сомнению. Именно поэтому попытаемся определиться, как выбрать подходящий экземпляр.
Как выбрать напильник?
Выбор такого инструмента как напильник – дело непростое
Множество факторов следует учесть при покупке этого простого инструмента, обратить внимание мастеру опытные специалисты советуют на следующие факторы:
- Форма рабочей поверхности выбирается в зависимости от типа заготовок, с которыми планируется работать.
- Твердость напильникаподбирается в зависимости от типа материала, с которым придется работать.
- Размер насечек – важный параметр, которым нельзя пренебрегать, идеально будет иметь инструменты с несколькими типами насечек для грубой и финишной обработки.
- Длина лезвия напильника выбирается в зависимости от величины заготовок. Маленький инструмент хорошо справляется с небольшими поверхностями и отверстиями, а для больших площадей необходимы крупные напильники.
- Вид инструмента – ручной или ленточный напильник необходим в хозяйстве, зависит от предпочтений мастера. Современные автоматические приспособления, подходят для обработки сложных криволинейных заготовок, а для простых деталей более приемлем привычный многим ручной инвентарь.

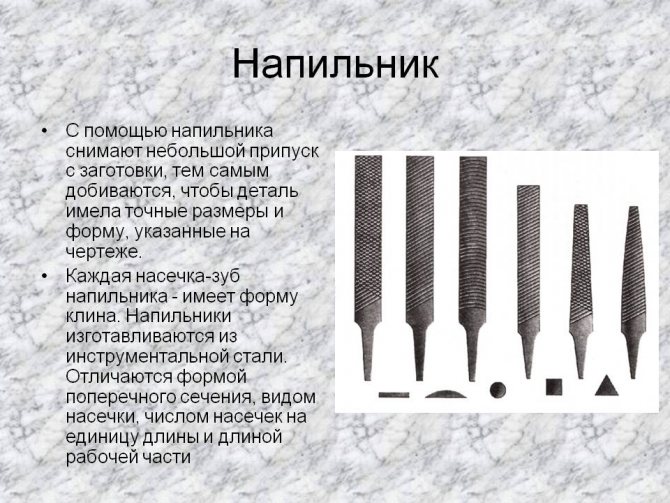
Формы напильника
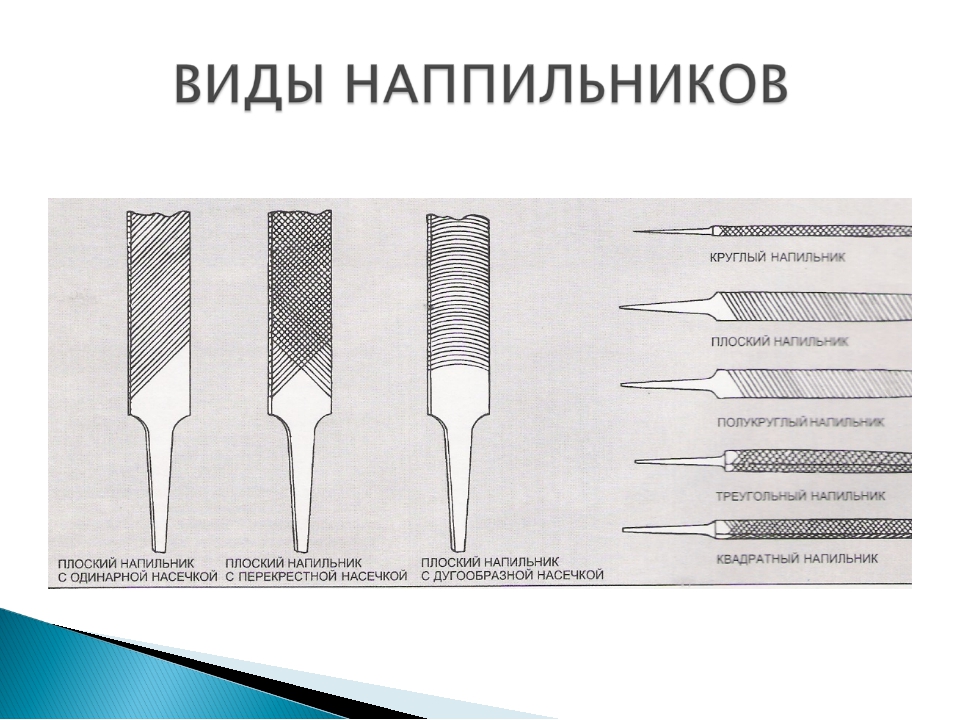
Обработать любую поверхность стандартным напильником сложно, в арсенале специалиста по работе с металлом и другими материалами должны быть инструменты на все случаи жизни. Мастерами придуманы разнообразные формы напильников, помогающие добиться удивительных результатов при работе с конкретными формами заготовок.
- круглый подходит для шлифовки отверстий овальной или круглой формы;
- квадратный предназначен для работы с прямоугольными отверстиями;
- ромбический подойдет для обработки углов и наклонных поверхностей;
- плоский хорошо справляется с неровностями на деталях;
- трехгранный подходит для обработки внутренних углов различной формы;
Виды насечек напильников
В зависимости от длины и размера сечения на каждом напильнике должен быть соответствующий номер насечки, от 0 до 5.
- 0 и 1 – самые крупные драчевые напильники, способные снять от 0,05 до 0,1 мм металлической поверхности;
- 2 и 3 – личные напильники, обрабатывают изделие на 0,02-0,06 мм;
- 4 и 5 – бархатные напильники, способны снять слой 0,01-0,03 мм.
Ручка для напильника
На хвостовик напильника устанавливается ручка, чтобы инструментом было удобно пользоваться. Ее поверхность необходимо осмотреть перед покупкой, и отдать предпочтение ровным и гладким вариантам без заусенцев и сколов. Некоторые наборы напильников по металлу комплектуются универсальной сменной рукояткой, которая быстро и легко устанавливается на любой инструмент и существенно экономит место в гараже. Чтобы закрепить такую ручку на стержне, необходимо надеть ее на хвостовик и аккуратно постучать молотком по ее основанию.

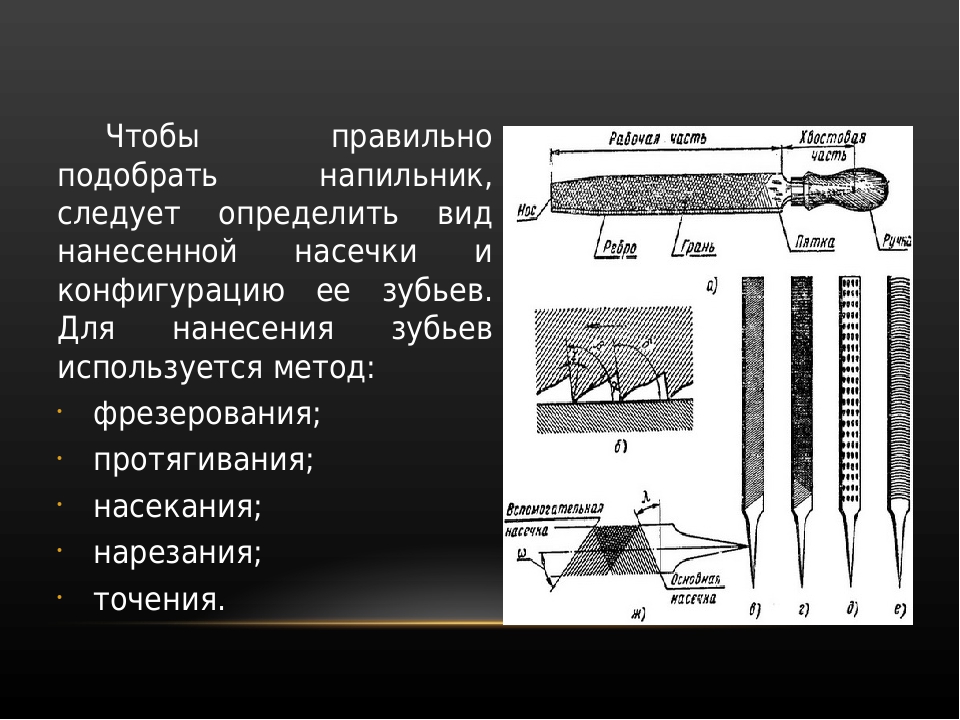
Виды насечек
Чтобы правильно подобрать напильник, следует определить вид нанесенной насечки и конфигурацию ее зубьев. Для нанесения зубьев используется метод:
- фрезерования;
- протягивания;
- насекания;
- нарезания;
- точения.
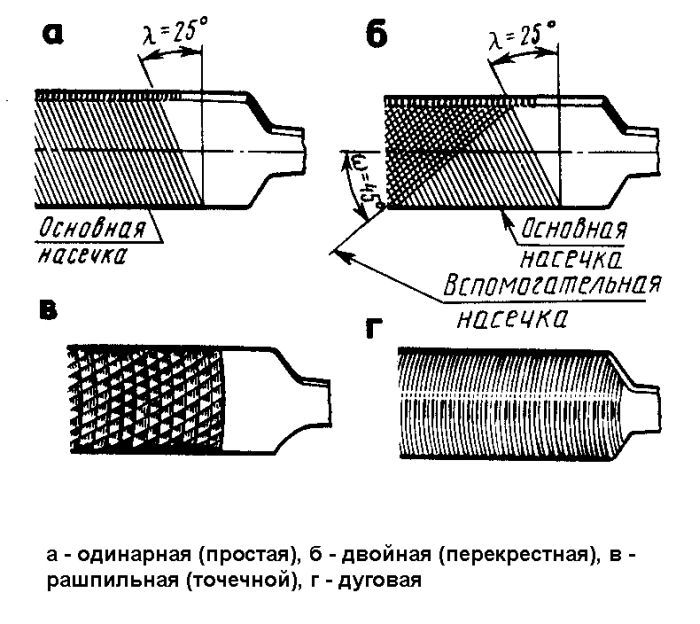
Самыми популярными на сегодняшний день считаются напильники с зубьями, насеченными на специальных станках. Чаще всего насечки бывают одинарными или двойными. Одинарная насечка снимает опилки
, которые по величине равняются зубьям. Работать таким напильником очень тяжело, поэтому им в основном обрабатывают мягкие металлы, дерево и пластмассу.
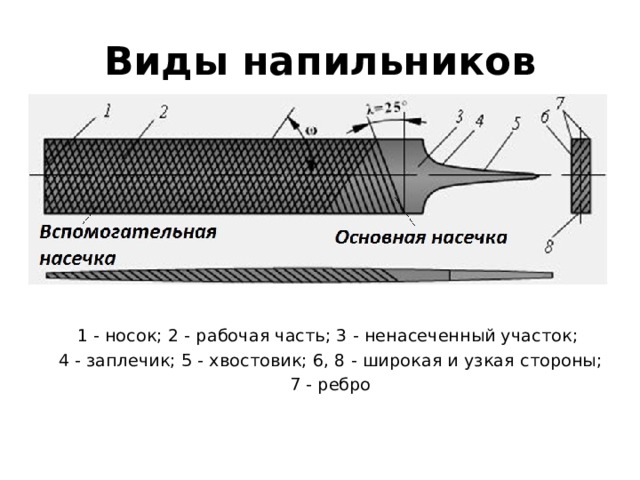
Двойная насечка образуется в результате комбинации основной и вспомогательной, которая выполняется под углом к основной. Такие насечки перемалывают стружку, которая образуется в процессе работы. Обрабатывают этим напильником сплавы и твердые металлы.
Величина зубьев зависит от размера насечек на 1 см длины бруска – чем меньше их, тем крупнее будет зуб. В зависимости от размера зубьев инструмент бывает от 0 до 5 номеров
. Самые крупные зубья обозначаются номерами 0 и 1, они позволяют быстро снять довольно большой слой материала (0,05 – 0,10 мм). Главный недостаток инструмента, имеющего такую насечку, — это низкая точность обрабатываемых деталей, составляющая 0,1 – 0,2 мм.
Инструмент, имеющего зубья под номерами 2 и 3, используется тогда, когда необходимо снять слой материала в 0,02 – 0,06 мм. Напильник с зубьями насечки
, имеющих номера 4 и 5, применяется для чистовой отделки деталей. Точность обработки – 0,01 – 0,005 мм. Такими зубьями снимают слой материала 0,01 – 0,03 мм, не больше.




Типы напильников
Инструмент по своему предназначению бывает:
- общего назначения;
- надфили;
- специального назначения;
- рашпили.
Напильники общего назначения в основном применяют для слесарных работ. Имеют двойную насечку с зубьями, нанесенными способом насекания. Насечки имеют разную длину (от 100 до 450 мм), а зубья – практически все номера.
Напильник специального назначения применяется чаще всего в промышленных условиях, так как способствует устранению больших припусков
при подгонке пазов и разной кривизны поверхностей. В зависимости от того, какие будут осуществляться работы, напильники специального назначения делятся на плоские, пазовые, двухконцевые и другие.
Самая многочисленная группа – надфили, бывают 11 типов: круглые, квадратные, овальные, плоские, полукруглые, трехгранные, ножовочные и т. д. Характеризуются они небольшой длиной бруска и насечками 5 класса. Чаще всего оснащаются они двойной насечкой. Используют такой напильник для обработки мелких деталей или таких мест, куда не добраться обыкновенными слесарными инструментами.
Напильник
— режущий инструмент для обработки материалов методом послойного срезания (опиливания). Представляет собой полосу (полотно) закаленной высокоуглеродистой (углерода 1,1-1,25%) стали различного поперечного сечения, на рабочих поверхностях которой создана “насечка” — режущие элементы (острые зубья). На конусообразном хвостовике напильника закреплена ручка.
От напильников требуется большая твёрдость, поэтому после закалки они не подвергаются отпуску.
Напильники бывают различной формы и различных размеров, и, кроме того, они различаются родом насечки.
По размерам напильники могут сильно отличаться друг от друга, начиная с самых мелких, длиной в 50 мм, и кончая крупными, длиной в 450-500 мм. При определении длины напильника измеряется только насечённая его часть.
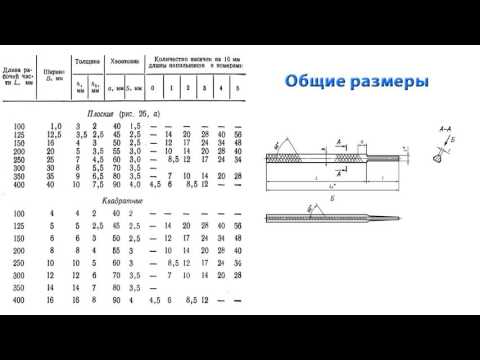
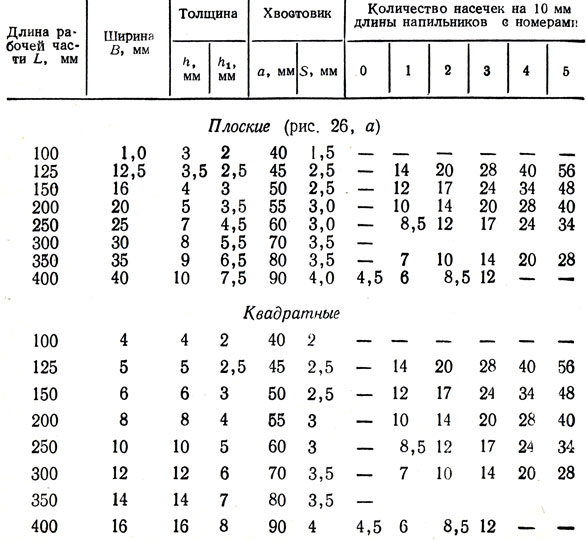
Длина напильника — его рабочая часть без учета хвостовика. Размерный ряд в (мм): 100, 125, 150, 200, 250, 300, 350,400.





