
Конструкция и принцип работы аллигаторных скрапных ножниц
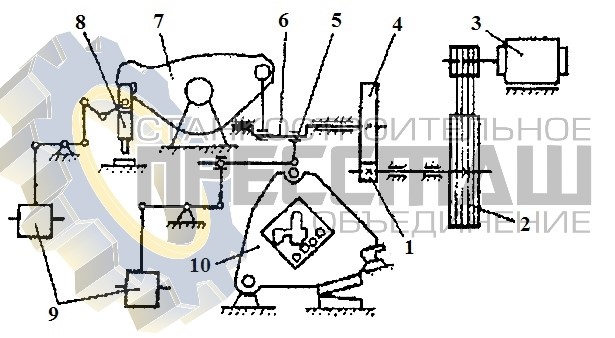
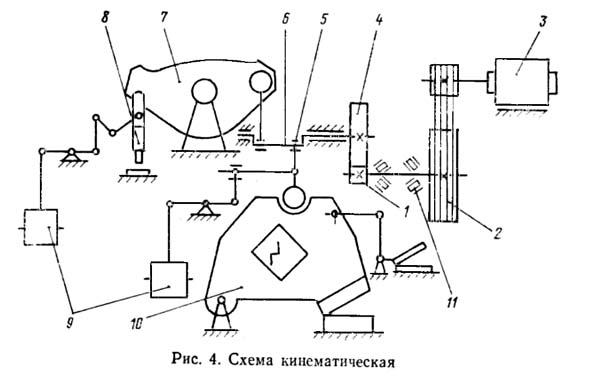
Кинематической особенностью схемы такого оборудования является наличие возвратно-качающегося механизма кривошипно-кулисного типа.

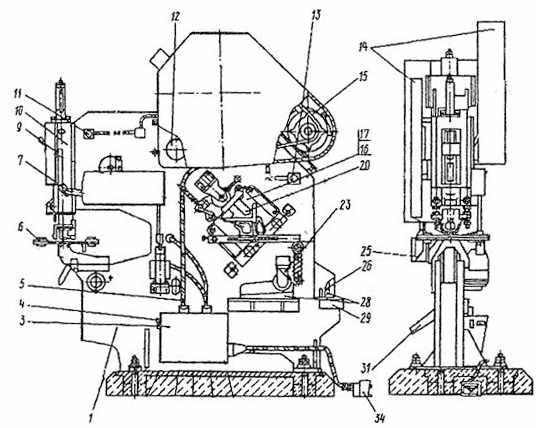
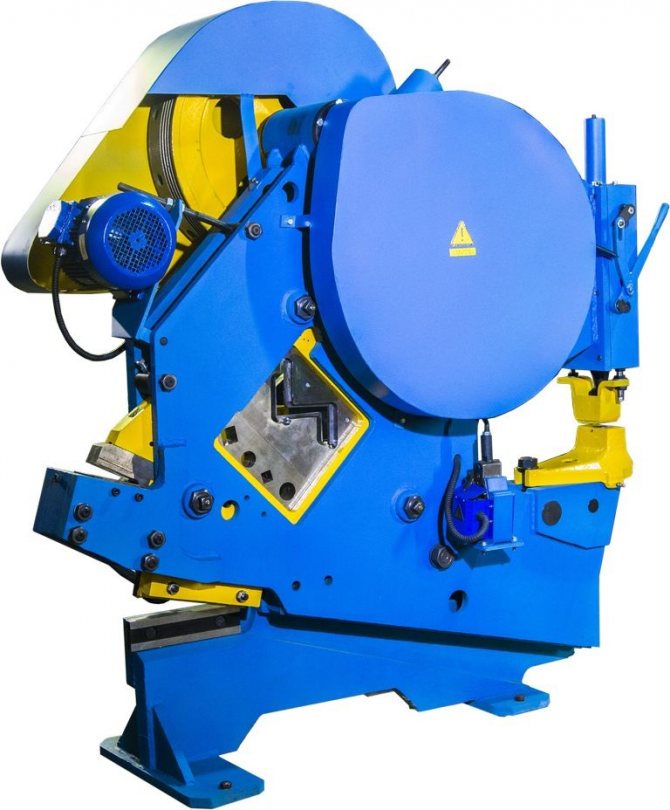
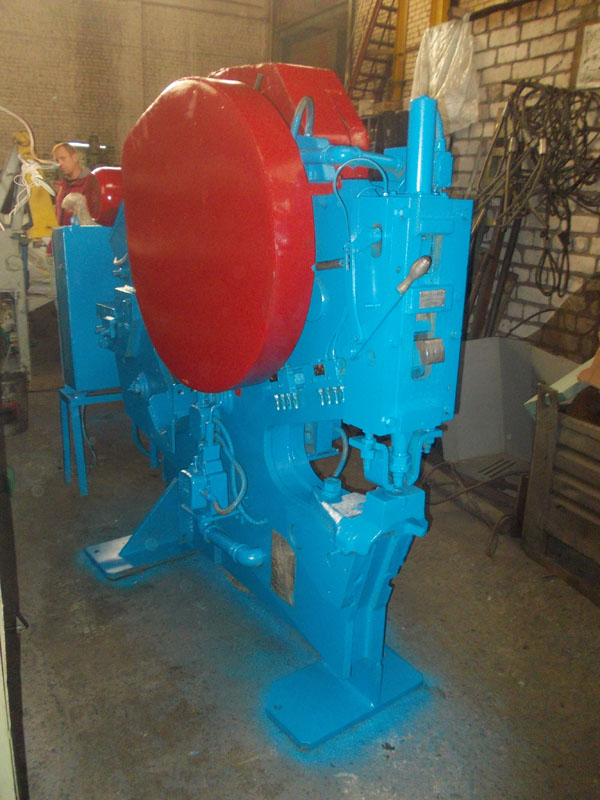
Аллигаторные ножницы AYMAS HM52
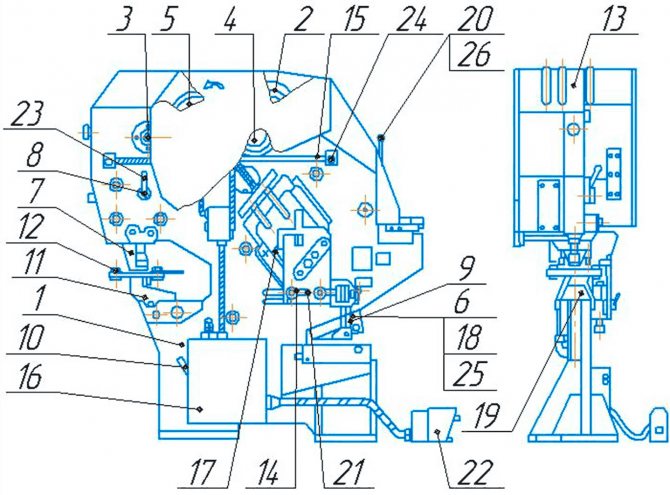
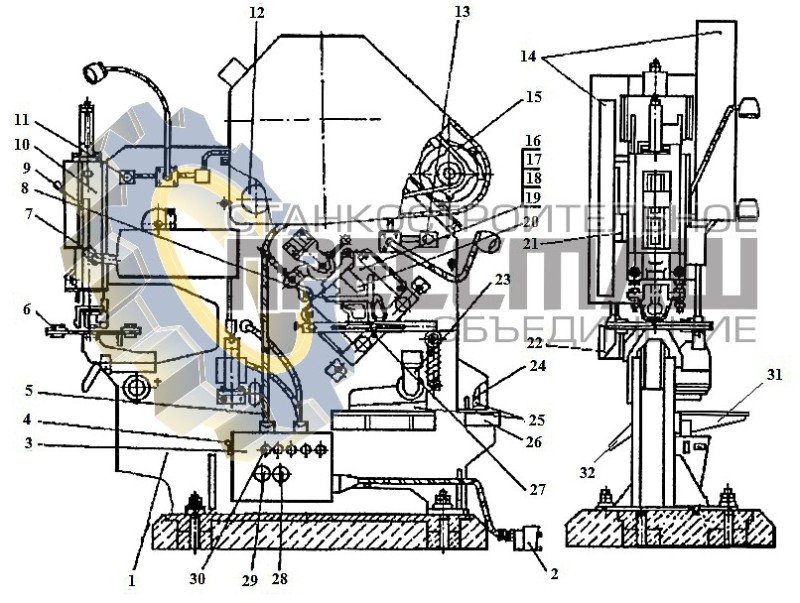
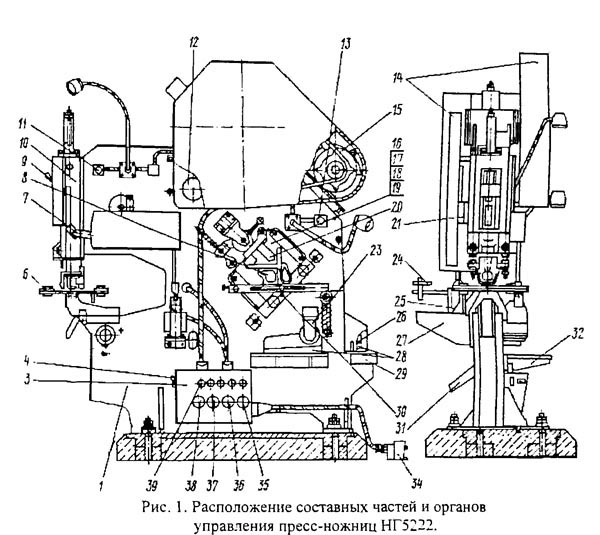
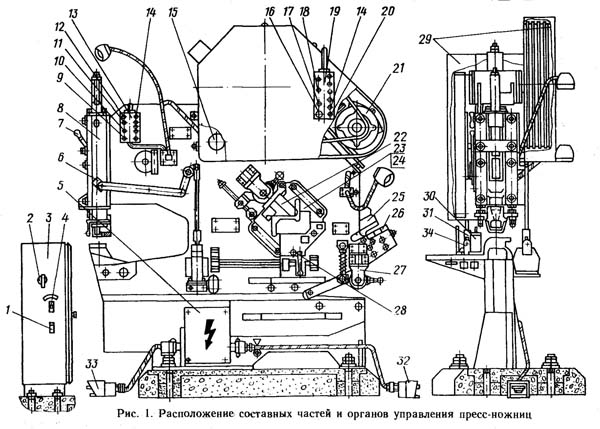
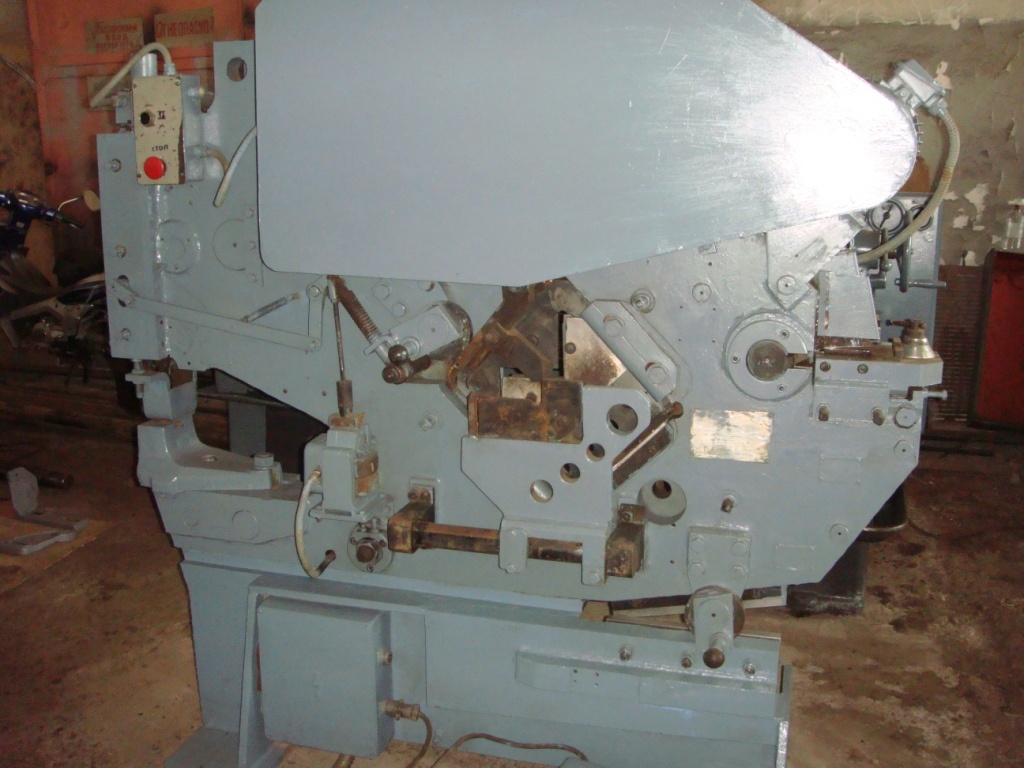
Аллигаторные ножницы работают так: движение от индивидуального электродвигателя через клиноременную передачу сообщается маховику, который свободно вращается в подшипниках приёмного вала. На том же валу смонтирована цилиндрическая прямозубая передача, передающая крутящий момент на промежуточный вал, где консольно установлена другая передача такого же типа. Имеющаяся на противоположном конце этого вала пара зубчатых колёс приводит в действие одноколенчатый вал, на котором установлена система включения. Она представляет собой механическую муфту с поворотными шпонками. Выбор такой, относительно несовременной, конструкции муфты обусловлен двумя обстоятельствами – малой скоростью основного исполнительного механизма ножниц, и требованию к муфте включения действовать при отсутствии на предприятии системы выработки сжатого воздуха.
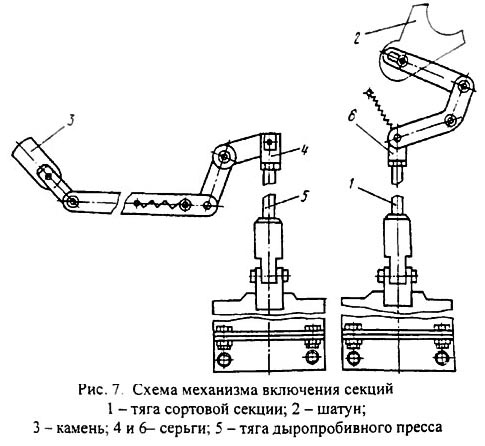
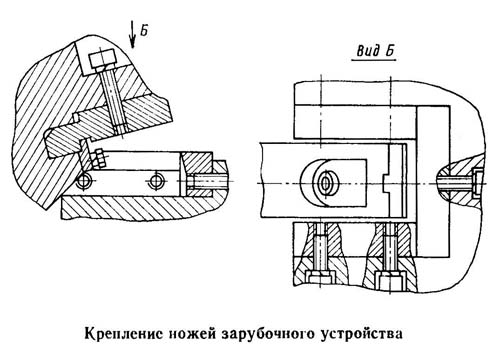
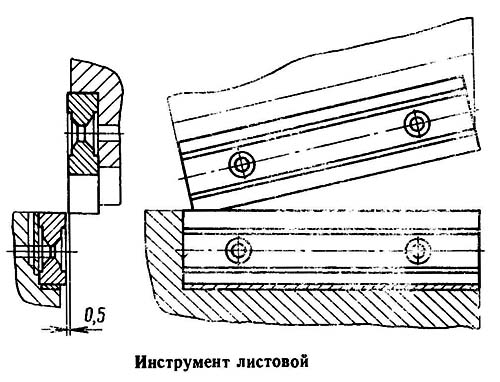
От коленчатого вала ножниц движение через нерегулируемый шатун передаётся балансиру – прочной ножевой балке, которая совершает качательные движения на оси, прикреплённой к столу. На противоположной стороне балансира имеется посадочное место для съёмных подвижных рабочих ножей, которыми и производится разделка металлолома. Неподвижный нож размещён на столе ножниц.

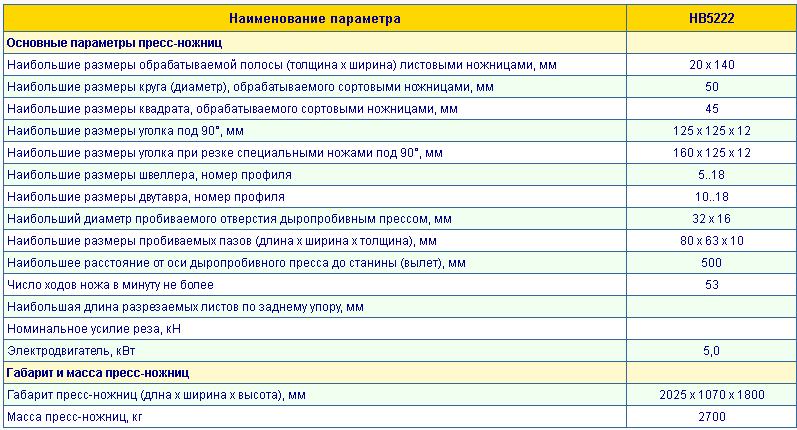
Характеристика аллигаторных ножниц Н2228, Н2230, Н2231
Особенностью такой схемы является сравнительно небольшая скорость хода подвижного ножа при увеличенном значении крутящего момента, который развивается приводом. Это обеспечивает оборудованию необходимую функциональность при значительной величине рабочего хода, что случается во время разделки крупногабаритного лома.


Подобную кинематическую схему имеют и арматурные ножницы. Однако здесь диапазон разрезаемых диаметров значительно меньше, а потому привод данного оборудования – одноступенчатый. Это повышает производительность работы арматурных ножниц, снижает габаритные размеры оборудования в плане и увеличивает суммарный КПД привода.
Большинство моделей ножниц для резки металлолома имеет открытые зубчатые передачи. Они менее требовательны к условиям обслуживания, хотя и отличаются повышенным шумом при работе. Управление режимами работы ножниц осуществляется только от кнопочного пульта: применение ножного, педального включения невозможно из-за требований по безопасности обслуживания.
Разновидности пресс-ножниц
В промышленности используются три основных вида пресс-ножниц:
- ручные (рычажные и дисковые);
- гидравлические;
- контейнерные.
Отечественная промышленность производит их по ГОСТ 7355-77 или ТУ, учитывающими основные требования стандартов и современные требования к металлообрабатывающим станкам. Ножницы зарубежного производства соответствуют международным стандартам, часто более строгим, чем российские.
Основные операции пресс-ножниц:
- резка профильного проката (труб круглого и прямоугольного сечения, двутавра, швеллера);
- раскрой металлического листа;
- перфорация отверстий;
- вырубка пазов.
Работают пресс-ножницы с заготовками толщиной 10-32 мм шириной стороны до 65 мм. Лезвие или перфорационный механизм приводятся в действие рычагом или педалью, нажав на которые оператор включает гидравлическую машину или механическую передачу (в зависимости от вида станка).
Разновидности ножниц
Пресс-ножницы могут отличаться друг от друга по массе параметров — тип привода, мощность, габариты, перечень доступных операций, количество активных зон. Основными разновидностями являются следующие виды КПН — рычажные, дисковые, гидравлические, контейнерные, для лома.
Рычажные системы
Подобные ножницы обладают небольшими размерами, поэтому они годятся для обработки небольших деталей. Их используют в небольших мастерских или цехах, а также в пунктах приема металлического лома. Рычажные системы обладают небольшим весом, поэтому при необходимости их можно быстро переместить с одного места в другое. Принцип работы подобных систем выглядит так:



- На установке друг над другом закрепляется два гильотинных ножа. Длина лезвий обычно не превышает 10 сантиметров. Нижний нож закреплен неподвижно, тогда как верхний нож приводится в действие мускульной силой.
- Чтобы произвести резку, прессование или сделать отверстие человек помещает деталь в рабочую зону. Потом он дергает за рычаг, который создает необходимый уровень давления, что приводит к разрезанию детали.
- Как ясно из описания, у рычажных систем отсутствуют электрические элементы. Поэтому такими установками можно производить резку в любом месте без необходимости подсоединения системы к источнику электроэнергии.

Дисковые системы
Подобные установки по строению и характеру использования похожи на рычажные системы с некоторыми важными отличиям:
- Вместо гильотинных ножей применяются два острых диска, которые вращаются в противоположном направлении относительно друг друга.
- В большинстве случаев диски подключены к электрическому источнику энергии. Управление системой осуществляется с помощью рычага, который позволяет поднести диск в активную зону.
Дисковые системы обладают множество плюсов. Плюс заключается в том, что работнику не понадобится тратить свою энергию для работ, поскольку резка осуществляется с помощью электрических дисков, подключенных к генератору. К тому же подобная резка является быстрой и точной, а деформация и заусенцы у детали не образуются. Дисковые установки обычно обладают небольшими размерами, поэтому они также годятся только для обработки небольших деталей в условиях мастерских или небольших цехов.
Гидравлические системы
Гидравлические КПН обычно обладают средними или большими размерами, а используют их обычно в средних и крупных промышленных цехах на производствах. Гидравлика позволяет развить высокое давление, что позволяет резать, обрабатывать даже самые толстые и прочные металлические детали.
Основа гидравлических установок обычно сделана из бетона, а станина делается сварным методом. Для резки обычно используются два массивных ножа, которые подключены к гидравлическому прессу. Станина обладает достаточно большими размерами, что позволяет ей гасить вибрации во время работ, что позволяет заметно повысить качество резки. Гидравлические КПН-системы могут резать металл под углом. Поэтому с их помощью можно также делать сложные каркасные конструкции или детали для автомобилей.

КПН для лома
Подобные системы обладают очень большими размерами, а обладают они механическим или механико-гидравлическим принципом работы. Такие системы применяются для утилизации лома — металлического, автомобильного, сталеплавильного. Ножницы для переработки лома используются на крупных металлургических заводах в составе более сложных систем. КПН для лома обычно оснащаются несколькими автономными секциями, что позволяет заметно ускорить, упростить работу оператора. Также многие системы оснащаются камерой прессования, которая позволяет пакетировать металлолом.
Контейнерные системы
Подобные системы по конструкции и строению аналогичны предыдущим установкам с той лишь разницей, что контейнерные установки являются более мобильными. Тогда как системы для работы с ломом обычно монолитные системы. При необходимости контейнерную установку можно быстро демонтировать и транспортировать на нужное место, что заметно повышает мобильность КПН. Во всем остальном КПН аналогичны предыдущим системами — они состоят из нескольких независимых отделов, установка оснащается специальной камерой для прессования нарезанного металлолома.







Типы пресс-ножниц
Гидравлические

Обеспечивают быструю и точную резку, экономят расходные режущие приспособления. Используются в ремонтных цехах, на машиностроительных предприятиях, комбинатах по производству и утилизации металлоконструкций.
Оборудование состоят из станины, которая изготавливается методом литья или сварным способом. Она должна быть сверхпрочной: выдерживать усилия от работы гидравлической машины, вес конструкции и обрабатываемого металла. Станина крепится вертикально к основанию из бетона. Ход ножей осуществляется по строго заданной траектории. Гидравлические пресс-ножницы работают от силового гидроцилиндра.
На таком оборудовании ползун можно дольше выдерживать в крайней нижней точке, что улучшает качество реза. В некоторых аппаратах присутствует функция угловой резки профиля и возможность дальнейшей гибки. Если заменить ножи на матрицы и пуансоны, пресс-ножницы гидравлического типа можно использовать в качестве пресса — для изготовления штампованных деталей.
Аллигаторные и арматурные
Вместо фрикционной муфты в конструкции предусмотрена жесткая муфта с поворотными шпонками. Она проще в конструктивном плане, более неприхотлива в обслуживании и не требует постоянной подачи сжатого воздуха. При этом скорость основного исполнительного механизма ножниц ниже. Ползун в устройстве совершает качательные движения вместо возвратно-поступательных.
При разделке крупного материала такое устройство обеспечивает функциональность пресс-ножниц при высокой величине рабочего хода. Разделывать металлолом на оборудовании проще — расстояние между подвижными и неподвижными ножами на нем больше. При этом качество резки немного снижается.
Схожую схему имеют арматурные ножницы. Главное отличие заключается в диапазоне разрезаемых диаметров — в арматурных пресс-ножницах он меньше. Привод конструкции — одноступенчатый, что уменьшает габариты оборудования и увеличивает суммарный КПД привода.
Ручные

Применяются на частном производстве, в мелком бизнесе, в слесарных мастерских и местах приема металлолома. Ручные пресс-ножницы рассчитаны на небольшое количество обрабатываемого металлолома, профильного и листового металла, создание заготовок малого размера.
Оснащены многофункциональной рабочей зоной, которая не требует дополнительной наладки по ходу работы. Рычажные приспособления имеют два ножа, один из которых неподвижно крепится к станине, второй двигается под действием рычажного механизма в вертикальной плоскости. Рычаг функционирует за счет мускульной силы оператора и системы механических передач.






С помощью такого оборудования возможна резка полосы, вырубка узких пазов, сортового профиля, выполнение отверстий. Аппарат компактен, не требует заливки фундамента, его легко перенести и смонтировать в другом месте.
Пресс-ножницы и комбинированные пресс-ножницы
Давайте разрешим терминологический вопрос, чтобы у читателя не возникла путаница:
- Пресс-ножницы (ПН). Это станки и станочное оборудование, которое имеет вид ножниц, где резка металла осуществляется за счет энергии давления. ПН предназначены для резки, рубки, раскройки металлических объектов. Они не годятся для прессования или изготовления насечек, отверстий, отметин.
- Комбинированные пресс ножницы (КПН). По принципу работы и конструкции КПН аналогичны обычным пресс-ножницам. Отличие комбинированных станков — это наличие пресса и специальных насадок, которые позволяют не только резать металл, но и делать насечки, изготавливать отверстия.
Сегодня почти все станки оборудованы прессом и средствами для изготовления отверстий, насечек. Поэтому де-факто большинство пресс ножниц для металла являются установками комбинированного типа (то есть все основные ножницы — это КПН). Стандартные ПН-системы без вспомогательного пресса на практике встречаются достаточно редко. Они вышли из употребления в связи с их более низкой универсальностью. Хотя пресс ножницы не комбинированного типа все же встречаются в сфере производства недорого домашнего оборудования. Поэтому в нашей статье под словосочетанием пресс ножницы мы будем подразумевать КПН-установки.
Преимущества пресс-ножниц серии WSD
Пакетировочные пресс-ножницы применяются: — для холодного прессования и разрезания металлолома толщиной до 3 мм. — разрезания прямоугольных пакетов требуемой длины (включая стальной профиль длиной до 5 метров) — для производства пакетов для шихты на металлоплавильных заводах.
Пользователь имеет возможность выбрать ножницы в зависимости от производственных требований по таким параметрам как размер камеры прессования, пакета и режим прессования.
Данное оборудование комплектуется электрическим или дизельным двигателем, учитывая необходимую мощность или особенности дальнейшей эксплуатации.
Для переработки металлолома пресс-ножницы оснащают системой гидропривода, возможна работа в ручном или автоматическом режиме с ЧПУ.
Использование нашего оборудования при переработке металлического лома снижает площадь хранения металлолома, уменьшает затраты на его перевозку, следовательно — увеличивает доходность предприятия.
Увеличивается рентабельность Вашего предприятия, так как стоимость резаного металлолома дороже прессованного и на выходе Вы получаете «вид 9».
Из основных преимуществ для предприятий так же можно выделить: широкий спектр применения (различные сферы металлургической промышленности), потребление сравнительно не большого количества энергии, легкость в установке, надежность, защита от перегрузок, высокий уровень безопасности и низкий уровнем шума.
Одной из дополнительных опций является помощь в установке, отладка оборудования и обучение персонала.















