
Химическая металлизация
Химическая металлизация — образование тонкой пленки металла на обрабатываемой поверхности под действием различных химических реактивов. Данным методом можно получить покрытие цинком (цинкование), хромом (хромирование), алюминием (алитирование) и другие. При помощи этой технологии возможно получение ровного слоя металла на материалах с различными видами поверхности: гладкими — стекло, фарфор, полированный камень, или пористыми: дерево, пластик, гипс.
Рабочее место и оборудование
В результате химической реакции выделяется газ, негативно влияющий на слизистые оболочки дыхательных путей, поэтому процесс необходимо проводить в помещении с принудительной вентиляцией или на открытом пространстве.
Из оборудования понадобится:
- эмалированная ванна;
- мерные стаканы емкостью 1 л и 250 мл;
- 3 бутылки по 100 мл;
- одноразовые шприцы на 5, 20, 50 мл3;
- одноразовые стаканы по 50 мл;
- кухонные электронные весы.
Не забудьте обзавестись резиновыми перчатками, респиратором, губками, комплектом спецодежды, так как при работе с концентрированной соляной кислотой требуется осторожность, иначе ожоги неизбежны
Реактивы
В зависимости от материала обрабатываемого изделия и вида покрытия приобретаются реактивы. Для химической металлизации серебром понадобятся реактивы:
- соляная кислота;
- азотнокислое серебро;
- двухлористое олово;
- гидроксид натрия;
- аммиак;
- глюкоза;
- формалин;
- дистиллированная вода.
Приготовление растворов для:
- активации поверхности — двухлористое олово, соляная кислота, дистиллированная вода;
- восстановления — глюкоза, формалин, дистиллированная вода;
- серебрения — азотнокислое серебро, гидроксид натрия, аммиак, дистиллированная вода.
Подготовка поверхности
поверхность готовят в несколько этапов. Пористые и окрашенные изделия ошкуриваются, снимается старый окрасочный слой, поверхность очищается от пыли, промывается и обезжиривается. Обезжирить можно уайт-спиритом, ацетоном или раствором гидроксида натрия в воде t= +40…+60°С. Поверхности протираются губкой с составом для обезжиривания, затем другой губкой промываются дистиллированной водой. Подготовленная поверхность должна полностью смачиваться водой, без сухих пятен — в этих местах дефекты будут неизбежны.
Покрытие изделия активирующим составом
Обрабатываемый предмет равномерно по всей поверхности поливают двухлористым оловом в течение 1 минуты, затем 3 минуты промывают дистиллированной водой.
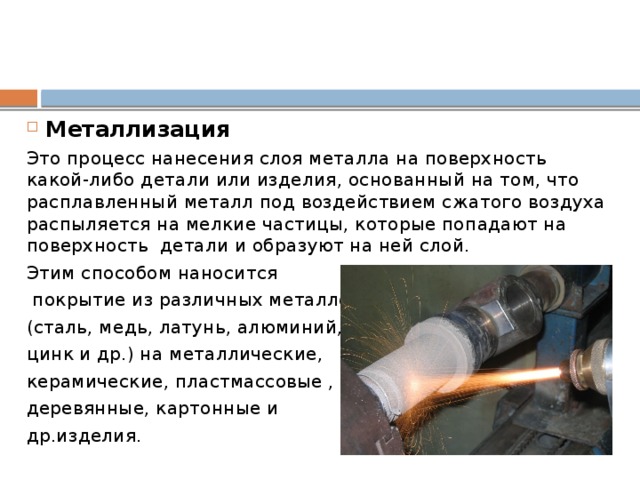
Металлизация
Для получения равномерной металлической пленки на изделие одновременно и в равном объеме напыляется раствор восстановителя и серебрения. Так как полученная зеркальная пленка очень тонка и не прочна, ее можно упрочнить защитным лаком — прозрачным или тонированным.
Описанный метод напоминает процесс окраски. Существует другой, более сложный способ выполнения работ — электрохимическая металлизация.
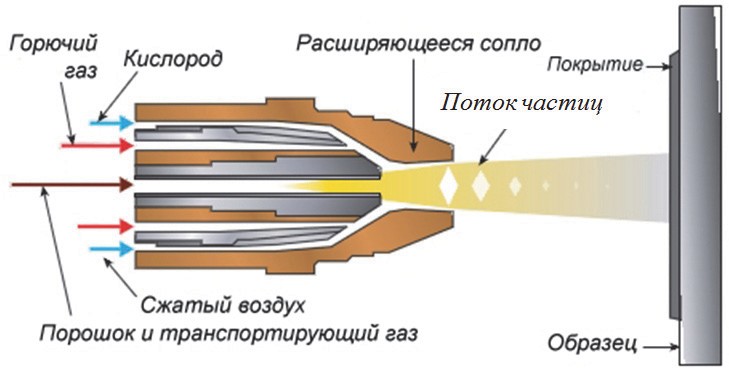
Оборудование плазменного напыления
Для диффузионной металлизации производят три вида устройств – со сжиганием кислородной смеси, с подачей инертного газа и с термическим разложением жидкости. Толщина покрытия достигает 100…120 мкм.
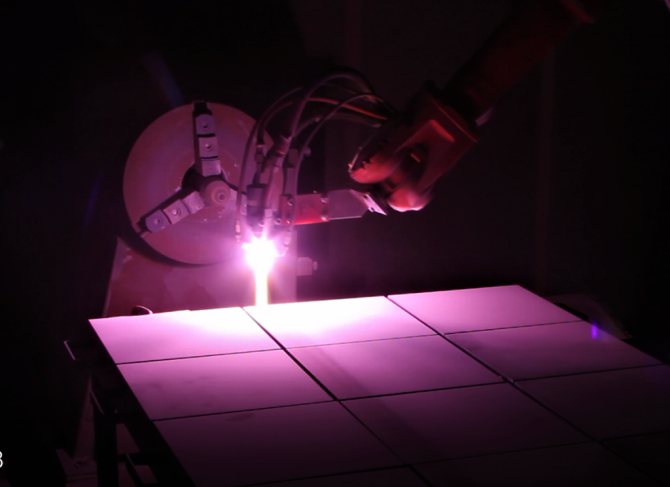
Установки плазменного напыления, использующие энергию высокоскоростной кислородной плазмы, работают при гиперзвуковых скоростях газа, достигающих 1600…1800 м/с в момент удара струи по подложке. Так производят плазменное напыление износостойкими карбидами металлов, когда не требуется полного расплавления ионизированных частиц.
Оборудование, где поток плазмы формируется в струе инертного газа, используется для производства покрытий, требующих сочетания хорошей износостойкости и ударопрочности. Нагрев приводит к тому, что газ достигает экстремальных температур, диссоциирует и ионизируется.
Сферы применения
Технология обработки поверхностей методом вакуумной металлизации применяется в производстве многих товаров:
- Сантехнической фурнитуры – сильфонов, кнопок смыва и др. Самая распространённая металлизация — алюминием, придающая изделиям хромированный вид.
- Мебельная фурнитура – ручки для мебельных дверок и ящиков, декоративные отделочные детали, вешалки для одежды и др.
- Зеркальные покрытия. Небьющиеся зеркала изготавливаются способом металлизации полимерных плёнок, натянутых на рамки.
- Кожгалантерея – пряжки для ремней, пуговицы, люверсы.
- Упаковочные материалы – крышки для флаконов с парфюмерией, дозаторы косметических средств, декоративные коробочки для бижутерии и др.
- В производстве бижутерии, декоративных сувениров и подобных изделий.
- При изготовлении предметов геральдики – гербов и других предметов.
- Радиоэлектроника – приборные панели телевизоров, крышки мониторов, кнопки и др.
- Микроэлектроника – изготовление интегральных микросхем, полупроводников и других деталей. Обычно применяется напыление меди.
- Автомобильная промышленность – внутренняя светоотражающая часть фар и многие декоративные детали снаружи и внутри машины.
- Светотехнические изделия – для декорации деталей светильников.






Визуально можно сделать имитацию под любой драгоценный или полудрагоценный металл. Вакуумная металлизация придаёт изделиям не только красивые декоративные свойства, но и создаёт защитный слой от коррозии для металлов, износа для других материалов. Металлизация пластмасс позволяет из дешёвых материалов создавать практичные и красивые изделия. Стойкое покрытие обеспечивает долгий срок эксплуатации изделий.





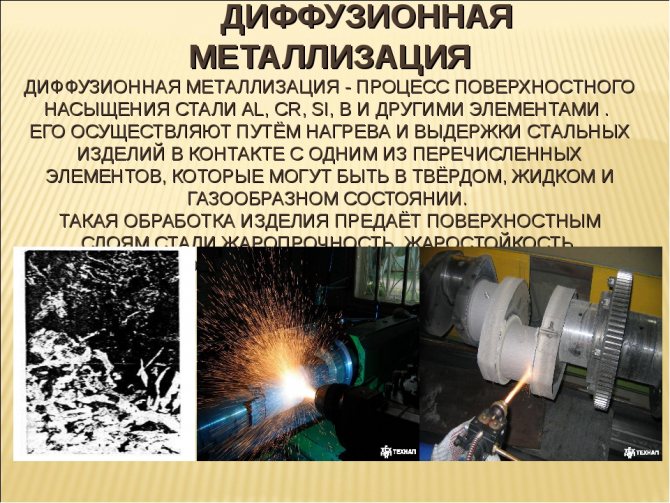
Плюсы и минусы диффузионного насыщения металлов
Применяя диффузионную металлизацию, в поверхностный слой металлического изделия можно внедрить практически любой диффундирующий элемент – это следует отнести к положительным аспектам метода.

Отрицательные же аспекты, которые не позволяют широко использовать такую обработку на предприятиях, следующие:
- скорость диффузии очень мала и требует многих часов обработки;
- поддержание высоких температур ведет к серьезным затратам энергии;
- из-за повышенного нагрева деталь подвергается деформации;
- полученный слой уступает по показаниям защиты слоям, получаемым менее затратными методами, например нитроцементацией.
Используемые химические реактивы
Химическая металлизация технология предусматривает применение различных веществ, которые в связке образуют защитное покрытие после прохождения химической реакции. Применяя активатор и реактивы при химической металлизации можно обойтись без специального оборудования, однако метод не подходит для больших деталей.
Для проведения рассматриваемой обработки понадобятся:
- Восстановитель является основным компонентом. Химическая металлизация реагенты должны хранится согласно рекомендациям, которые размещают производители.
- Активатор также является важным реагентом, который определяет эксплуатационные качества поверхности. Реактивы химической металлизации имеют этикетки, на которых указывается название металла. Примером назовем золото, мель и хром.
- Грунтовка накладывается на поверхность для обеспечения наиболее благоприятных условий обработки. Она существенно повышает адгезию наносимого металла.
- Лак защищает наносимое покрытие от химического и механического воздействия.
- Для того чтобы придать поверхности определенный цвет используются специальные тонеры. На упаковке тонеров указывается конкретный оттенок.

Реактивы для химической металлизации
Стоит учитывать, что при самостоятельном выполнении работ обеспечить высокое качество поверхности достаточно сложно. В некоторых случаях приходится пользоваться помощью специальных очистительных составов.
Рассматривая минусы химической металлизации отметим, что при проведении данной процедуры используются вредные химические реактивы, работа с которыми должна проходить при строгом соблюдении техники безопасности. Данная технология довольно проста в исполнении, напоминает метод покрытия поверхности лакокрасочным веществом.
Сферы применения
Технология обработки поверхностей методом вакуумной металлизации применяется в производстве многих товаров:
- Сантехнической фурнитуры – сильфонов, кнопок смыва и др. Самая распространённая металлизация — алюминием, придающая изделиям хромированный вид.
- Мебельная фурнитура – ручки для мебельных дверок и ящиков, декоративные отделочные детали, вешалки для одежды и др.
- Зеркальные покрытия. Небьющиеся зеркала изготавливаются способом металлизации полимерных плёнок, натянутых на рамки.
- Кожгалантерея – пряжки для ремней, пуговицы, люверсы.
- Упаковочные материалы – крышки для флаконов с парфюмерией, дозаторы косметических средств, декоративные коробочки для бижутерии и др.
- В производстве бижутерии, декоративных сувениров и подобных изделий.
- При изготовлении предметов геральдики – гербов и других предметов.
- Радиоэлектроника – приборные панели телевизоров, крышки мониторов, кнопки и др.
- Микроэлектроника – изготовление интегральных микросхем, полупроводников и других деталей. Обычно применяется напыление меди.
- Автомобильная промышленность – внутренняя светоотражающая часть фар и многие декоративные детали снаружи и внутри машины.
- Светотехнические изделия – для декорации деталей светильников.







Визуально можно сделать имитацию под любой драгоценный или полудрагоценный металл. Вакуумная металлизация придаёт изделиям не только красивые декоративные свойства, но и создаёт защитный слой от коррозии для металлов, износа для других материалов. Металлизация пластмасс позволяет из дешёвых материалов создавать практичные и красивые изделия. Стойкое покрытие обеспечивает долгий срок эксплуатации изделий.
Рекомендуемое оборудование
— Установка, включающая три емкости: травильная ванна с подогревом, ванна с барботажем и проявочный поддон. Как гарантированный минимум: травильная ванна и емкость для споласкивания плат. Для проявки и лужения плат можно использовать ванночки для фотографий. — Набор поддонов для лужения различного размера — Гильотина для ПП или маленькие гильотинные ножницы. — Сверлильный станок, с ножной педалью включения.
Если вы не можете достать промывочную ванну, то для промывки плат можно использовать ручной разбрызгиватель (например, для поливки цветов).
Ну, вот и все. Желаем вам успешно освоить данную методику и получать каждый раз прекрасные результаты.
Подготовка к процедуре
За счет своей простоты проведение химического хромирования не требует серьезных финансовых затрат. Выполнить хромирование в домашних условиях при помощи данной технологии несложно, для этого вполне достаточно внимательно изучить теоретический материал и просмотреть соответствующее видео.
В процессе химического хромирования следует избегать контакта растворов с незащищенными участками тела
Выполнять такое хромирование в домашних условиях следует только в нежилых помещениях, в которых организована эффективная вентиляция. Кроме того, необходимо использовать средства личной безопасности:
- респиратор, защищающий органы дыхания;
- очки для защиты органов зрения;
- перчатки, одежду и обувь, защищающие кожные покровы;
- клеенчатый фартук.
Растворы для хромирования, выполняемого по химической технологии, а также для проведения всех вспомогательных технологических операций готовятся на основе дистиллированной воды. Реактивы, используемые при этом, должны иметь в своей маркировке букву «Ч», что свидетельствует об их химической чистоте. Посуда, в которой готовят рабочие растворы, может быть только стеклянной или эмалированной.





Реактивы для химического хромирования
Перед началом химического хромирования поверхность изделия следует подвергнуть тщательной очистке и обезжириванию. Надежность и качество хромового покрытия в большой степени определяются тщательностью выполнения данных процедур. Если обрабатываемая поверхность достаточно сильно загрязнена и на ней имеются остатки старого покрытия или следы коррозии, то ее обрабатывают при помощи пескоструйной установки или наждачной шкурки, добиваясь металлического блеска. Сформировать более надежное и качественное хромовое покрытие позволяют предварительные шлифовка и полировка изделия. После выполнения этих технологических процедур обрабатываемую поверхность обезжиривают при помощи водного раствора, включающего в свой состав такие компоненты, как:
- каустическая сода – 100–150 г/л;
- карбонат натрия – 40–50 г/л;
- жидкое стекло – 3–5 г/л.
Промывка и обезжирование деталей перед хромированием
Чтобы выполнить обезжиривание, полученную смесь подвергают нагреву до 60–100° и только после этого опускают в нее обрабатываемое изделие. В зависимости от степени загрязнения поверхности изделие держат в нагретом растворе от четверти часа до 60 минут. Чтобы улучшить сцепление хрома с обрабатываемой поверхностью, можно дополнительно выполнить ее декапирование, которое проводится в растворе соляной и серной кислот.
При необходимости выполнения химического хромирования алюминия изделие из данного металла подвергают еще и цинкатной обработке, после которой его промывают. Перед химическим хромированием деталей из стального сплава на их поверхность предварительно наносится слой меди. Для этого используется водный раствор, включающий следующие компоненты:
- сульфат меди – 50 г/л;
- концентрированную серную кислоту – 5–8 г/л.
Рабочая температура такого раствора, в котором изделие выдерживается в течение нескольких секунд (5–10), должна составлять 15–25°. После выдержки в растворе для омеднения изделие промывают водой и просушивают. Если сталь после омеднения дополнительно покрыть никелевым слоем, толщина которого будет составлять порядка 1 микрометра, то хромирование, выполняемое в дальнейшем, будет более качественным.
Климатические камеры
Такие установки относят к категории испытательного оборудования. Климатические камеры дают возможность проводить тестирование продукции и различных материалов на их устойчивость к агрессивным природным и механическим воздействиям. Наибольшее распространение оборудование получило в научной и исследовательской деятельности. Его используют в оборонной промышленности, металлургии и производстве пищевой продукции.
Климатические камеры, цена которых зависит от их комплектации, позволяют точно имитировать перепады температур, воздействие влажной, соляной и кислотной сред, вибрации, солнечную радиацию, давление и прочие факторы, влияющие на долговечность материалов и средств. В зависимости от типа воздействия оборудование классифицирует по таким функциональным возможностям:
- камеры тепла – КТ;
- камеры холода – КХ;
- камеры тепла-холода – КТХ;
- установки тепла-холода-влаги – КТХВ;
- системы тепла-влаги или холода-влаги – КТВ и КХВ;
- камеры соляного тумана и солнечной радиации – КСТ и КСР;
- установки для проведения лабораторных взрывов и прочие агрегаты.
Модификации оборудования настолько разнообразные, что при необходимости можно подобрать определенный вариант конструкции для проведения техпроцесса. Агрегаты бывают узкой специализации (камеры тепла или холода) или универсальными (установки тепло-холод-влага и другие).
Стандартная конструкция оборудования:
- корпус с рабочим объемом – имеет вид шкафа, внутри которого находятся теплообменники и различные устройства для контроля проведения испытаний;
- холодильная установка – обеспечивает создание низкого температурного режима, монтируется на фундаментной плите;
- щит управления – в нем установлены устройства и приборы для управления оборудованием.
В некоторых модификациях установок предусмотрено наличие нескольких камер, каждая из которых выполняет определенные функции.
электролиз
Раствор: 10 гр. медного купороса растворяется в 100 мл. воды туда доливаем 1см3 (=1мл) серной кислоты (электролит для свинцовых автомобильных аккумуляторов) = раствор серной кислоты
Блескообразующую добавку RV-T по возможности.
Электроды надо закрывать полностью
Емкость: посередине катод — МИНУС(наша плата), двигается влево / вправо (ардуина + серво двигатель на пластмассовых внутренностях CD ROMа) по бокам анод — это ПЛЮС .
Даем ток 2А из расчета на 1дм2 платы. Моя первая установка для электролиза выглядела так:

Электролит живет долго, главное следить за его чистотой (фильтровать, через ватные диски или марлю). Электролит у меня хранится в обычной пластмассовом пищевом контейнере (хранить можно где угодно).
Использовать печку для приготовления пищи понятно нельзя. Пробовал нагревать плату на плите и по неопытности пережарил плату вплоть до размягчения текстолита — вонь была ужасная. Пришлось купить обычную печку 25$ (до 250С) и сразу процесс пошел в правильном направлении. Результат после 10мин электролиза. К сожалению МИНУС был подан только на одну сторону платы (вторая была без потенциала), но надо признаться все очень даже обнадеживающе :







дырки 0.4мм

Фоткал подсвечивая снизу фонариком.
В результате надо сделать вывод, что медь в дырках осаждается, хотя и не достаточно равномерно (есть заметные проплешины).
Не нужным эффектом является также осаждение меди на всей плоской поверхности платы, увеличивая и без того достаточную толщину меди 0.35мм. Дело в том , что медь расходуется довольно интенсивно и Анод на глазах исчезает.
Может быть имеет смысл все закрывать маской из чего нибудь и оставлять только дырки?
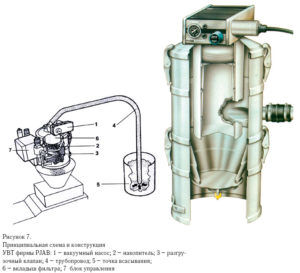
Оборудование для вакуумной металлизации
У этой технологии, как и у других таких же сложных, имеются свои плюсы и минусы:
 Аппарат для нанесения покрытий — схема
Аппарат для нанесения покрытий — схема
- необходимость использования дорогостоящего оборудования;
- большие расходы электроэнергии;
- потребность в просторном производственном помещении для размещения всех приспособлений и для полного технологического цикла изготовления.
Дополнительные расходы средств требуются при этом на технический процесс нанесения дополнительного слоя – защитного лака.
Установки вакуумного напыления представляют собой совокупность устройств, которые последовательно и самостоятельно выполняют ряд функций, необходимых для технологического процесса металлизации.
Основные функции:
- откачка воздуха для получения условий разрежения;
- распыление в определённых условиях металлических частиц на поверхность предметов;
- транспортировка обрабатываемых деталей;
- контроль режимов происходящих процессов вакуумного напыления;
- электропитание и другие вспомогательные приспособления.
Составляющие узлы вакуумной установки:
 Устройства вакуумной транспортировки
Устройства вакуумной транспортировки
- Рабочая камера. В ней происходит сам процесс металлизации.
- Источник испаряемых металлов вместе с управляющими и энергообеспечивающими устройствами.
- Системы контроля и управления для регулировки температуры, скорости напыления, толщины плёнки, её физических свойств.
- Откачивающая и газораспределительная система, обеспечивающая получение вакуума и регулировку газовых потоков.
- Системы блокировки рабочих узлов, блоки электропитания.
- Транспортирующее устройство, определяющее подачу-извлечение из вакуумной камеры, смену положений деталей при нанесении металлопокрытия.
- Вспомогательные устройства – заслонки, внутрикамерные манипуляторы, газовые фильтры и др.
Особенности оборудования
 Процесс магнетронного напыления
Процесс магнетронного напыления
Установки для вакуумного процесса нанесения металлического слоя бывают магнетронные и ионно-плазменные. В любых из них необходимо достигать испарения вещества с поверхности металлических болванок, минуя стадию расплава металла.
При сублимационном способе процесс нагрева происходит быстро до температуры испарения, не допуская расплава. Для этого используются нагреватели, способные повышать кинетическую энергию вплоть до разрушения кристаллической решётки. Но некоторые металлы не сублимируют в вакууме, и поэтому с ними стадии расплава не избежать. Поэтому в таких случаях применяются дополнительные системы фильтров.
Способом вакуумного напыления металлического слоя покрываются изделия разных размеров: крупные (до 1 м) и совсем мелкие. Существуют технологии металлопокрытия многометровых тканей и плёнок – они перематываются из одного рулона в другой в процессе напыления в вакуумной камере. Поэтому бывают установки с рабочими камерами разных размеров:
- небольшие – несколько литров;
- крупные – несколько кубометров.
Хромирование деталей: поэтапная инструкция
Технология хромирования не отличается особой сложностью.
Для того чтобы приготовить электролит для небольшого изделия, нужно взять обычную стеклянную банку необходимых размеров или пластмассовое ведро и поставить его в специальный резервуар. Для этих целей можно воспользоваться бидоном. Чтобы электролиз был качественным, его, бидон, нужно теплоизолировать. А именно, взять ящик из дерева или коробку, утеплить его стеклотканью или пенопластом, а также дополнительно минеральной или стекловатой, песком и поставить резервуар туда.
Внутрь резервуара поместить элемент для подогрева и термометр. Сверху накрыть листом влагостойкой фанеры, которая выступит в роли герметизирующей крышки, и присоединить электроды. К изделию присоединить катод, анод (стержневой или пластинчатый) погрузить в емкость с образцом.
Деталь в банке должна удерживаться с помощью кронштейна, чтобы обеспечить хромирование со всех сторон.
Приготовление электролитного раствора
Чтобы осуществить хромирование деталей в домашних условиях, необходимо приготовить специальный раствор, состоящий из ангидрида хрома (250 г на литр дистиллированной воды) и серной кислоты (2,5 г на литр воды).
Для начала нужно налить до половины емкости нагретую воду (около шестидесяти градусов по Цельсию). Добавить необходимое количество (из расчета на общий литраж) ангидрида хрома, размешать, чтобы полностью растворился, и долить воду для получения нужного объема. Потом засыпать серную кислоту, перемешивая жидкость.




Полученный раствор необходимо проработать в течение трех с половиной часов, пропуская через него энергию тока (на 1 литр около 6 А). Когда электролит станет темно-коричневого цвета, его нужно будет отстоять не меньше суток.
Процедура подготовки образца
Прежде, чем подготовить деталь, нужно прогреть электролитный раствор до шестидесяти градусов по Цельсию и дать постоять ему три часа.
За это время необходимо:
- Очистить деталь от грязи, ржавчины, краски.
- Провести обезжиривание с помощью специального раствора, рецептов которого существует несколько. Например, он может состоять из 150 г едкого натра, 5 г силикатного клея, 50 г кальцинированной соды. Все брать на литр воды. Ингредиенты смешать, нагреть до девяноста градусов по Цельсию, опустить изделие и держать не меньше двадцати минут, а иногда и дольше, в зависимости от величины и степени очищения.
Непосредственное хромирование
Во время процедуры хромирования необходимо сохранять температурный режим электролитного раствора в среднем 53 С° (плюс-минус два градуса). Изделие поместить в электролит и через минуту, для выравнивания температур образца и раствора, подать напряжение. Вынуть деталь и просушить не меньше двух с половиной часов
Возникновение дефектов
При хромировании в домашних условиях могут возникнуть такие дефекты как:
- Поверхность блестит неравномерно. Происходит из-за большого тока или низкой температуры электролитного раствора.
- Отсутствие блеска – из-за неправильного количества ангидрида хрома, завышения тока, недостатка серной кислоты.
- Наличие коричневых пятен – переизбыток ангидрида хромового, мало кислоты.
- Слой неравномерный. Избыточность тока.
- Размягченность покрытия – высокая температура раствора, низкий ток.
- Хромировка отваливается – нестабильное напряжение, плохо проведенное обезвоживание, низкая температура раствора.
Хромирование в домашних условиях – это процесс, который требует определенной сноровки и четкого следования правилам и инструкциям. Любое нарушение может привести к некачественной хромировке. Поэтому стоит детально изучить технологию данного процесса и только тогда приступать к его осуществлению.
Химическое хромирование
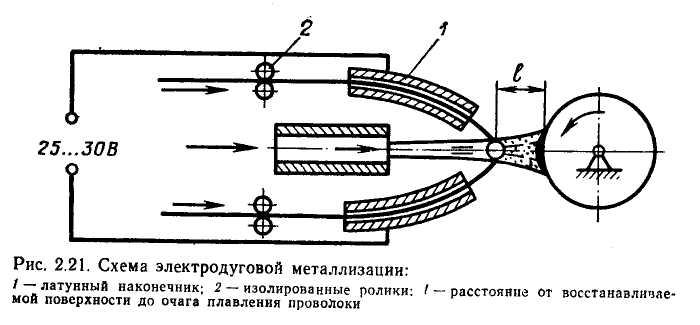
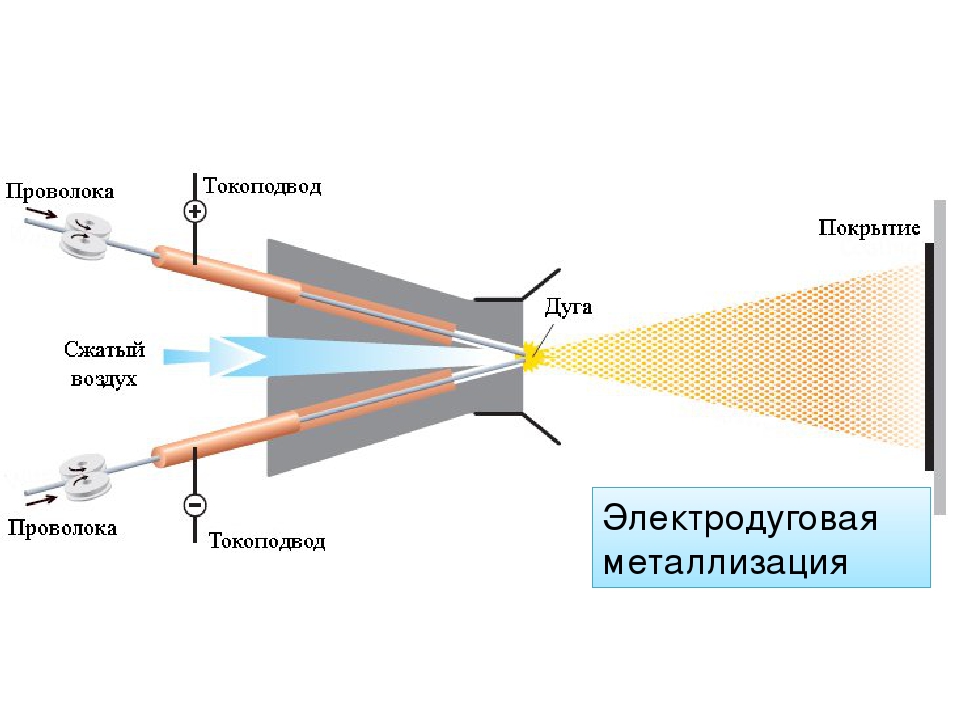
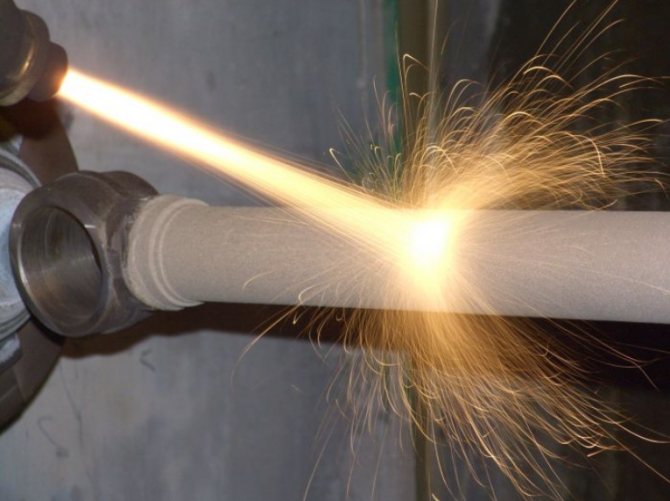
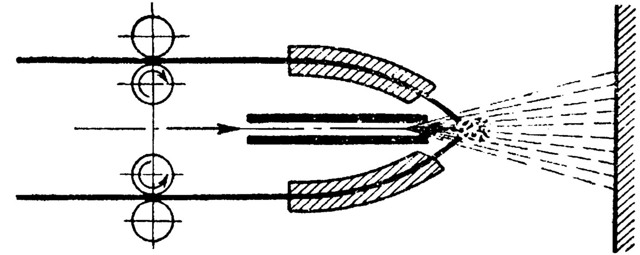
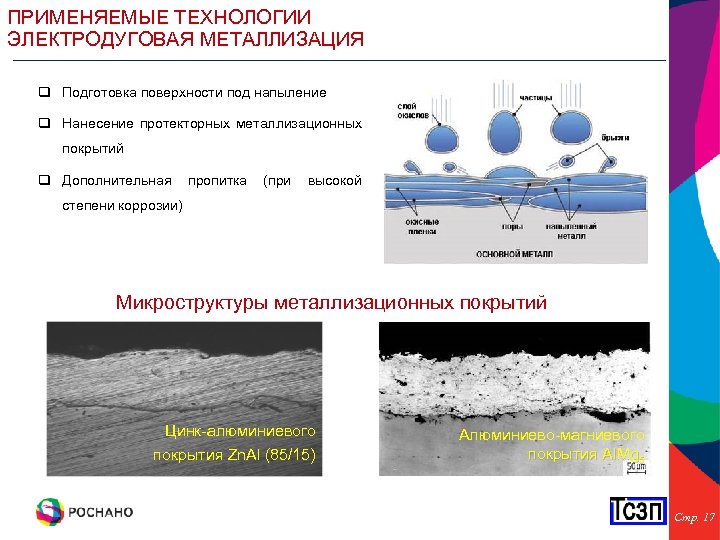
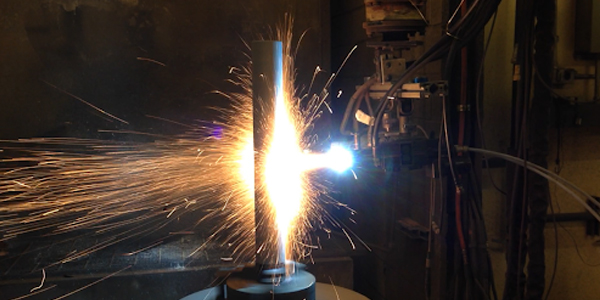
Электродуговая металлизация и её недостатки
К сожалению, есть у этой методики и определённые недостатки. Чем медленней выбрана скорость подачи сжатого воздуха, тем сильнее выгорает металл, используемый для нанесения. Попутно он ещё и окисляется, теряя в своём составе углероды и марганец, что сказывается на физико-химических свойствах. Кроме того, поверхность нуждается в дополнительной обработке, что может затянуть срок проводимых работ. Необходимость очистить и выровнять части конструкции — не самая большая проблема. Дело в том, что электродуговая металлизация
не укрепляет материал. Да и сцепление дополнительного слоя с изначальной поверхностью оставляет желать лучшего, процесс не применим для плоскостей, которые подвергаются постоянному механическому воздействию.
Химическая металлизация в домашних условиях
Если вы решили выполнить химическую металлизацию своими руками, следует не только изучить теоретический материал, но и просмотреть обучающее видео на данную тему. Естественно, необходимо подготовить комплект оборудования и расходных материалов для выполнения этого технологического процесса.
Для химической металлизации используются опасные для здоровья химические реактивы, работая с которыми, следует строго соблюдать требования по технике безопасности. Сама же технология химической металлизации, как уже говорилось выше, не представляет особой сложности и напоминает обычную покраску. Главное при этом – строго придерживаться определенной последовательности действий. Более подробно познакомиться с такой методикой позволяют видео, которые несложно найти в интернете.
Простейшая установка для химической металлизации может состоять из эмалированной емкости и паяльной лампы. Для выполнения обработки потребуются соответствующие реагенты и знание химии, чтобы правильно их смешивать. Изучив теоретический материал, просмотрев соответствующее видео и подготовив свой аппарат для химической металлизации, можно приступать к самой металлизации.
Алгоритм действий в данном случае таков:
- Проводят тщательную очистку обрабатываемой поверхности от загрязнений.
- Выполняют обезжиривание. К данному этапу следует подойти очень ответственно, так как от качества его выполнения во многом зависят характеристики наносимого покрытия. Проводить такую процедуру можно при помощи щелочного раствора или качественного моющего средства, позволяющих удалить с поверхности изделия все органические загрязнения.
- Промывают обезжиренную поверхность водой.
- Если химической металлизации подвергается не все изделие, то те его участки, на которые не будет наноситься покрытие, необходимо заизолировать при помощи свинца, устойчивого к воздействию электролитического раствора.
- Изделие крепят на проводе, по которому к нему будет подаваться электрический ток, и опускают в емкость с электролитическим раствором. Выдерживать изделие в таком растворе следует в течение часа.
- Обработанное изделие извлекают из раствора, просушивают, остужают и, если качество нанесенного покрытия достаточно высокое, полируют.
В домашних условиях можно использовать мини-установку для химической металлизации, работающую от компрессора
Чтобы получить на обрабатываемой поверхности качественный металлический слой и при этом не навредить своему здоровью, следует придерживаться определенных рекомендаций.
- Перед началом процедуры надо проверить надежность всех электрических контактов, на которые будет приходиться основная нагрузка.
- При выполнении всех этапов химической металлизации (особенно при извлечении обрабатываемого изделия из электролитического раствора) следует пользоваться резиновыми перчатками, которые защитят кожу ваших рук от химических и термических ожогов.
- Помещение, в котором выполняется металлизация химическим способом, должно быть хорошо проветриваемым. Объясняется это требование тем, что при выполнении этой процедуры происходит интенсивное выделение газов и образование тумана, раздражающего слизистые оболочки органов дыхания и зрения.
- Не лишним при выполнении химической металлизации будет использование респиратора и защитных очков.
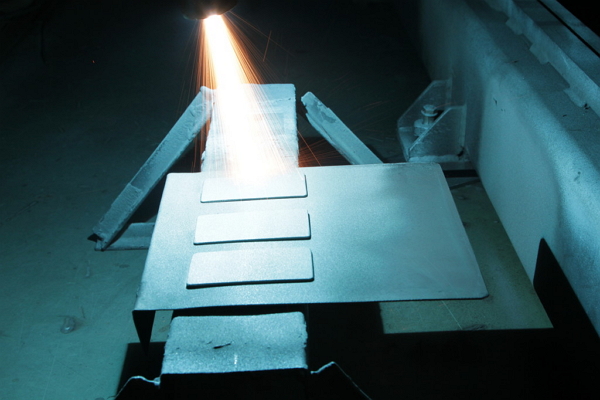
Металлизация с использованием стандартного краскораспылительного оборудования
В целом, если правильно подготовиться к химической металлизации, тщательно изучить все теоретические аспекты данного процесса и просмотреть соответствующее видео, то в результате можно получить качественные декоративные покрытия, отличающиеся еще и отличными защитными свойствами. Используя такую технологию, вы даже в домашних условиях сможете изготавливать различные изделия декоративного назначения, реставрировать поверхности изношенных деталей, наносить на них покрытие, защищающее их от негативного влияния внешней среды.






Для защиты неустойчивых материалов и их декорирования могут применяться различные технологии обработки. Химическая металлизация – процесс, заключающийся в образовании тонкого защитного слоя на поверхности самой различной формы. У данной технологии есть большое количество особенностей, о которых далее поговорим подробнее.
Технология и методы алитирования
Диффузионное алитирование проходит при температуре от 700 до 1100 градусов Цельсия. Оптимальные режимы обработки выбираются в зависимости от особенностей обрабатываемого материала. Выделяют несколько наиболее распространенных технологий химико-термического воздействия:
Алитирование в порошкообразных смесях проводится использовании металлических ящиков. Заготовка помещается в твердый карбюризатор. При этом приготовленная смесь может использоваться многократно, что делает данную технологию экономически выгодной. Температура алитирования стали в данном случае выдерживается в пределе от 950 до 1050 градусов Цельсия, процесс занимает от 6 до 12 часов. Максимальная глубина проникновения алюминия составляет 0,5 миллиметров. Используемый состав представлен алюминиевой пудрой, порошка и определенных добавок. Добавки представлены окисью алюминия и молотой глиной, а также хлористыми разновидностями аммония и алюминия. В некоторых случаях процедура затягивается до 30 часов, что делает ее экономически не выгодной. Данный метод применим в случае сложной конфигурации детали, так как изменение поверхностного этапа проводится поэтапно. Изменение состава поверхностного слоя порошкообразной смесью – самый дорогой метод из всех применяемых. Алитирование напылением проводится в случае, если нужно сократить время проведения данной операции. Данная технология алитирования определяет воздействие относительно невысокой температуры, около 750 градусов Цельсия, требуется порядком одного часа для проникновения алюминия на глубину 0,3 миллиметра. Достоинства данного метода заключается в быстроте исполнения, но нельзя его использовать для получения износостойких ответственных деталей, так как поверхностная пленка очень тонкая. Поверхностное насыщение стали рекомендуют проводить при массовом производстве. Прочность сцепления напыляемого слоя в этом случае невысокая, составляет 0,2-2 кг/мм 2 . Также особенности данной технологии определяют высокую пористость структуры. Металлизация с последующим обжигом проводится при нагреве детали до температуры 900-950 градусов Цельсия, длительность нагрева составляет 2-4 часа. Данный метод существенно уступает предыдущему, так как получаемый слой имеет толщину не более 0,2-0,4 миллиметров, а расходы повышаются по причине существенного увеличения времени нагрева. Однако его часто применяют в случае, когда нужно получить деталь с прочной и твердой поверхностью, которая будет подвергаться существенным нагрузкам. Это связано с тем, что проводимый отжиг позволяет снизить показатель хрупкости, повысив прочность. Алитирование в вакууме предусматривает нанесение покрытия путем испарения алюминия с его последующим осаждением на поверхности изделия. Толщина получаемого покрытия незначительно, но вот достигаемое качество одно из самых высоких. Для нагрева среды проводится установка специальных печей, которые способны раскалить подающийся состав до температуры 1400 градусов Цельсия. Высокое качество покрытия достигается за счет равномерного распределения алюминия по всей поверхности. Технология в данном случае предусматривает предварительный нагрев поверхности до температуры от 175 до 370 градусов Цельсия. Следует уделять много внимания предварительной подготовке детали, так как даже незначительная оксидная пленка становится причиной существенного снижения качества сцепления поверхностного и внутреннего состава. Высокая стоимость процесса и его сложность определяют применимость только при производстве ответственных деталей. Алитирование методом погружения пользуется большой популярностью по причине того, что покрытие наносится в течение 15 минут. При этом оказывается относительно невысокая температура: от 600 до 800 градусов Цельсия. Кроме этого данный метод один из самых доступных в плане стоимости. Суть процедуры заключается в погружении заготовки в жидкий алюминий, нагретый до высокой температуры. При этом получается слой толщиной от 0,02 до 0,1 миллиметра
Особое внимание уделяется подготовке среды, в которой будет проводится процесс изменения химического состава поверхностного слоя. Микроструктура вставки, алитированной по оптимальному режиму
Микроструктура вставки, алитированной по оптимальному режиму
Есть и другие методы внесения алюминия, которые позволяют изменить основные эксплуатационные качества заготовок.
Наиболее распространенным дефектами называют нарушения однородности структуры, появления зоны коррозионного поражения, отклонение требуемого химического состава и так далее.
Долговечность изделия в зависимости от толщины алитированного слоя





