Методы нанесения порошковых красок

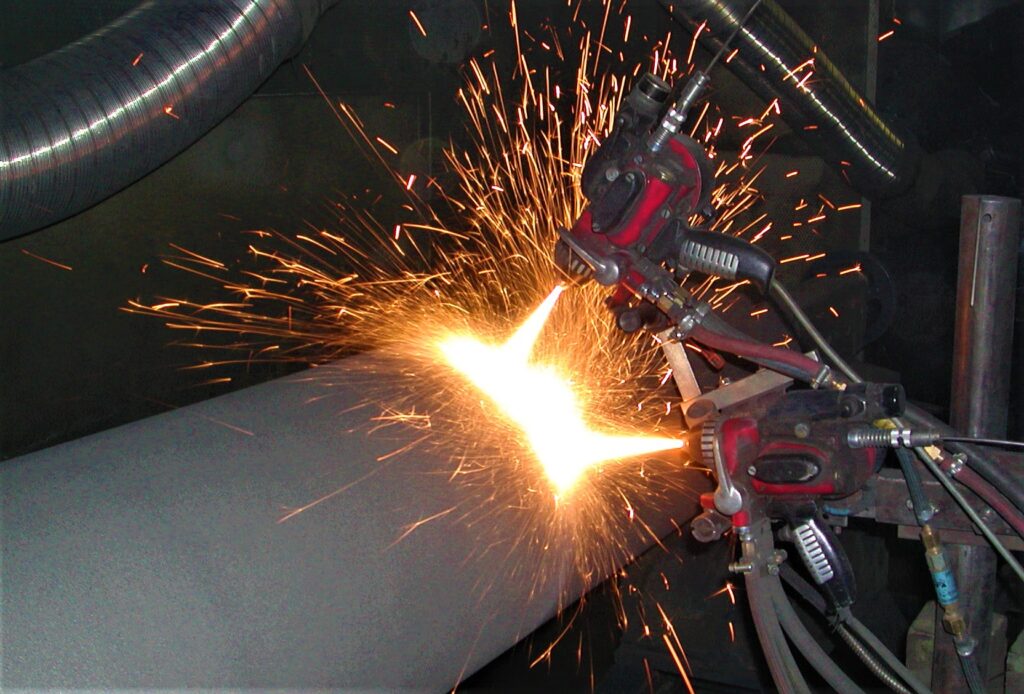
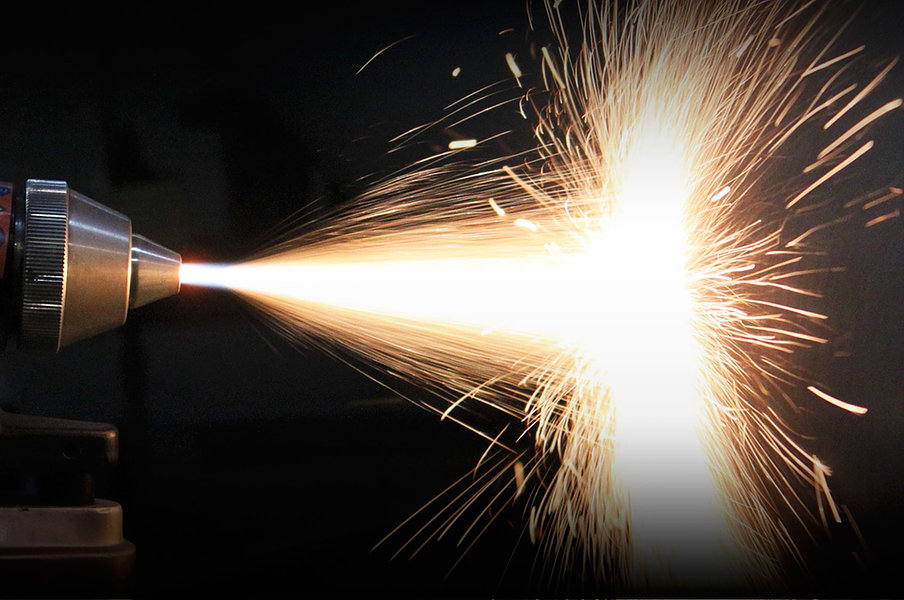
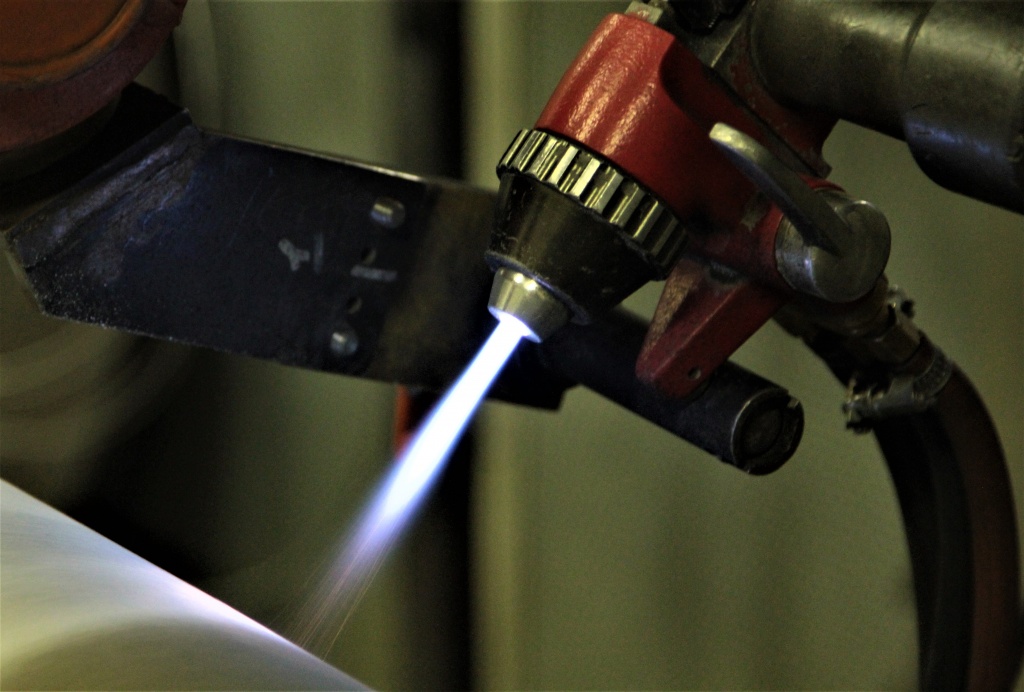
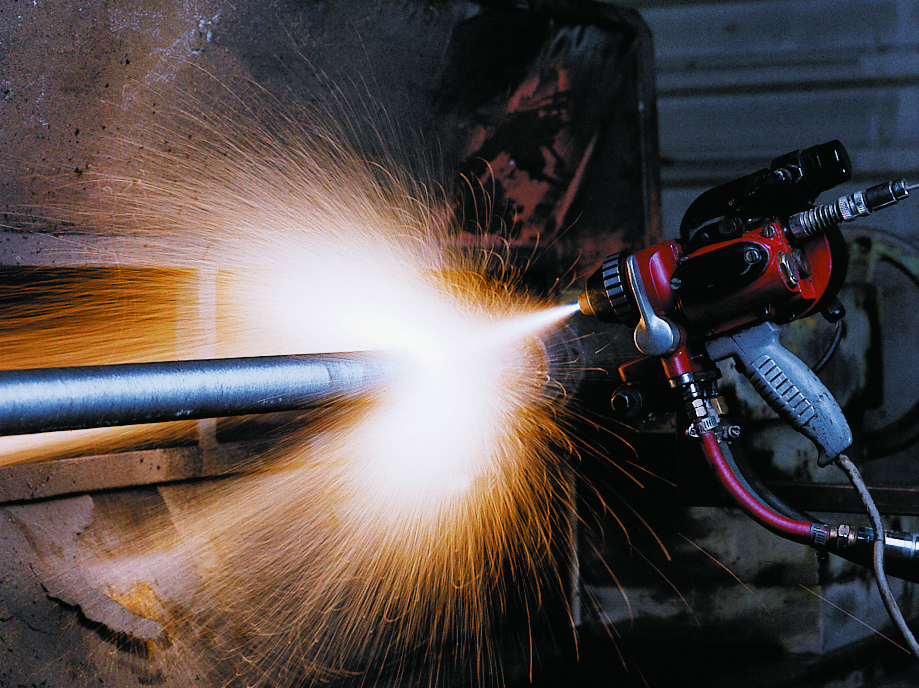
1. Способ электростатического напыления — часто встречающийся способ порошковой окраски. Частица краски прилипает к поверхности за счёт электростатического взаимодействия. Порошок, который не прилип в процессе покраски, можно использовать ещё раз: в покрасочной камере есть специальное оборудование для её сбора. 2. Другой способ нанесения порошковой краски — воздушный поток направленного действия (fluidized bed). Частицы равномерно распределяются по окрашиваемому изделию, предварительно нагретого в камере. Чем точнее будет определена оптимальная температура нагревания, тем качественнее окажется покрытие. Автоматическое нанесение порошковой краски в «кипящем слое» используется в Москве при конвейерном производстве. Способ разработан для термопластичных красок, так как покрытие получается достаточно толстое. Окрашивают таким способом сетки или крупногабаритные плоские изделия. В ванну с пористым днищем подаётся под давлением воздух, в результате чего образуется псевдоожиженный слой краски. Окрашиваемые изделия нагреваются до температуры, превышающей температуру плавления самого окрашивающего материала. Время выдержки и температура обуславливают толщину покрытия. Если изделие крупногабаритное, то оно аккумулирует достаточное количество тепла, чтобы процесс отверждения покрытия прошёл до конца. Если же этого не произошло, например, при окрашивании металлоёмкой техники, изделие отправляется в камеру полимеризации на доотверждение. Преимущества способа: получение толстослойного покрытия всего за нанесение в один цикл. 3. Третий способ нанесения порошковой краски — применение открытого пламени (flame spray). Нанесение порошкового покрытия осуществляется пистолетом, оснащённым пропановой горелкой. При попадании в пламя горелки, частицы плавятся, и оказываются на окрашиваемой поверхности уже полужидкими. Само же окрашиваемое изделие предварительно не нужно нагревать. Метод окрашивания с помощью пламени используется для создания термопластичных покрытий. Краска, прошедшая сквозь горящий пропан, формирует на поверхности прочный слой. Так как прямого нагревания окрашиваемого изделия не происходит, способ может использоваться не только для металла, но и для каучука, камня, композитов. Его успешно применяют для крупногабаритных или стационарно закреплённых объектов.
Сущность и назначение плазменного напыления металлов
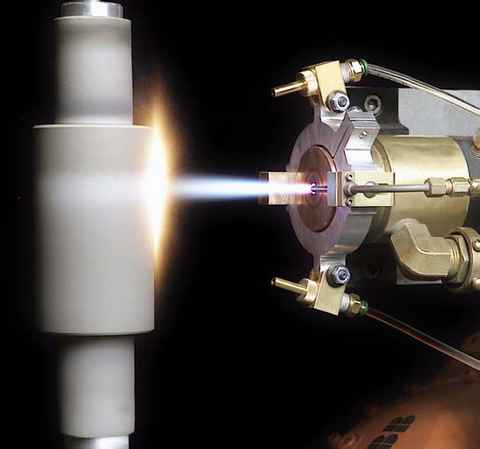
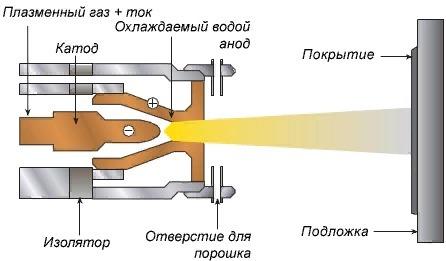
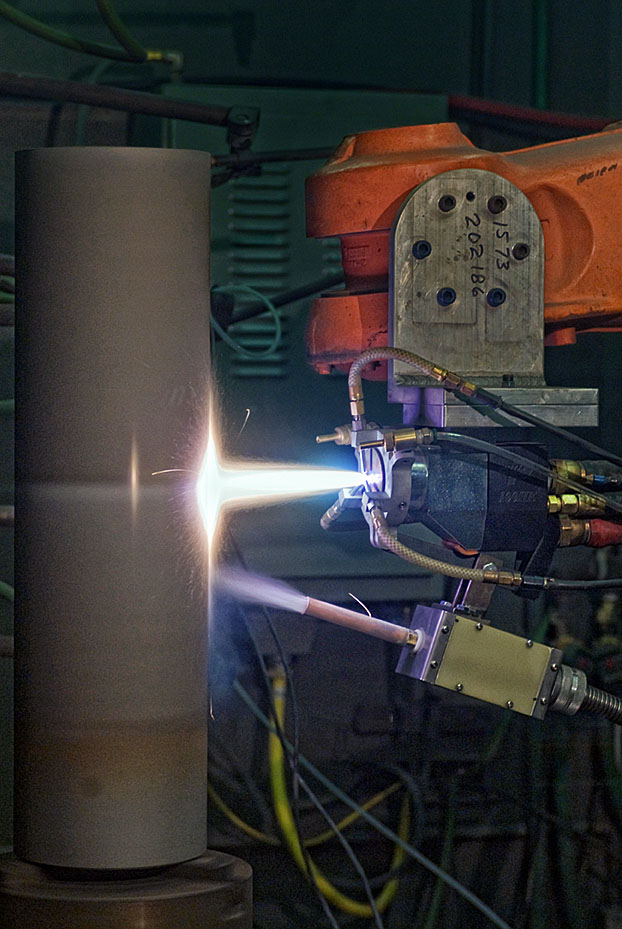
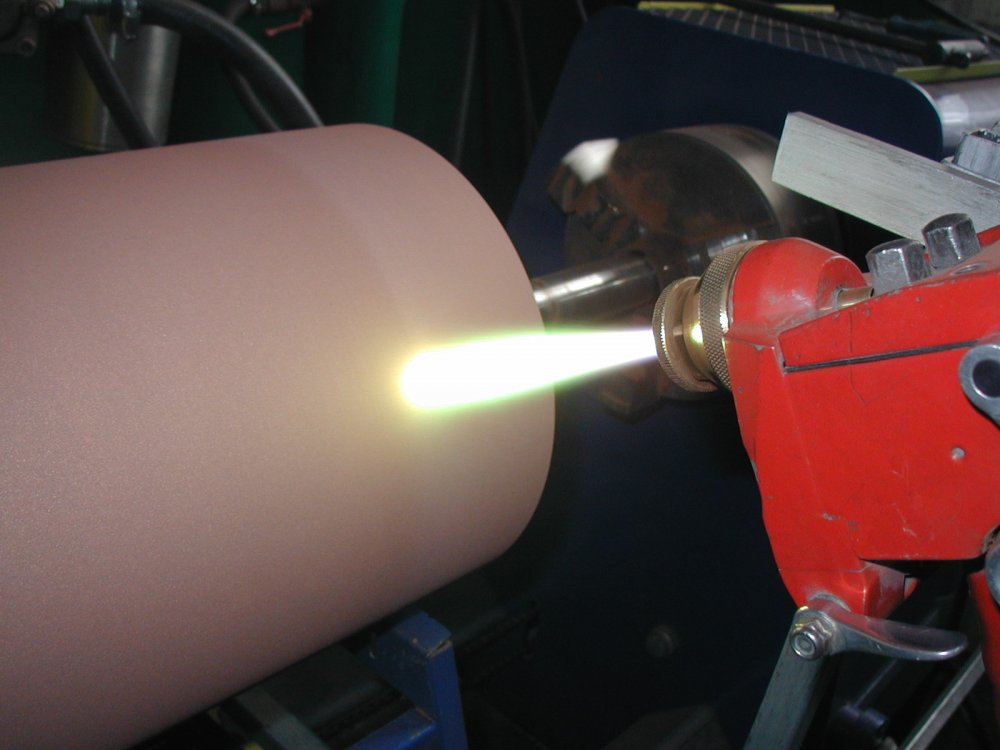
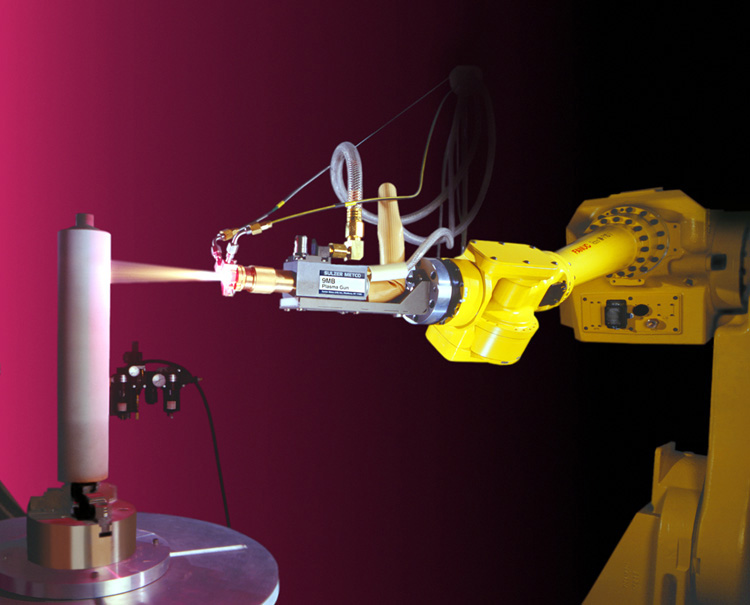
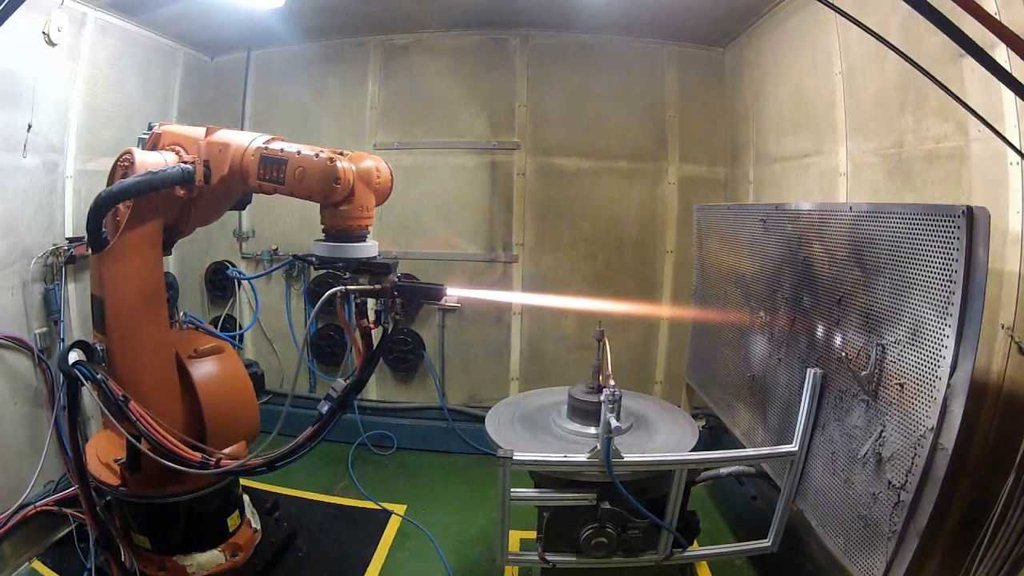
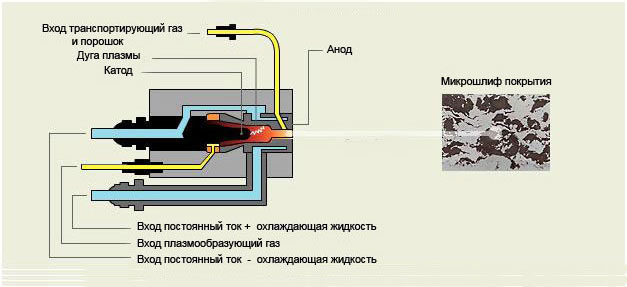
Суть процесса плазменного напыления заключается в том, что в струю из плазмы, которая имеет сверхвысокие температуры и направлена на обрабатываемый объект, подают дозированное количество частиц металла. Последние расплавляются и, увлекаемые струей, оседают на поверхности детали. К плазменному напылению прибегают в следующих случаях:
- Создание защитного слоя на изделии. Это может быть механическое усиление, когда на менее прочное основание наносят более прочный металл. С помощью диффузионной металлизации также можно увеличить сопротивляемость детали коррозионному воздействию, если наносить пленку из оксидов или металлов, мало подверженных окислению.
- Восстановление изношенных деталей. В этом случае за счет нового слоя покрытия можно убрать дефекты разрушения поверхности, чтобы придать изделию первоначальное состояние. В качестве материала напыления здесь используют металл, идентичный материалу основания.
Плазменное напыление отличается от других видов напыления рядом особенностей:
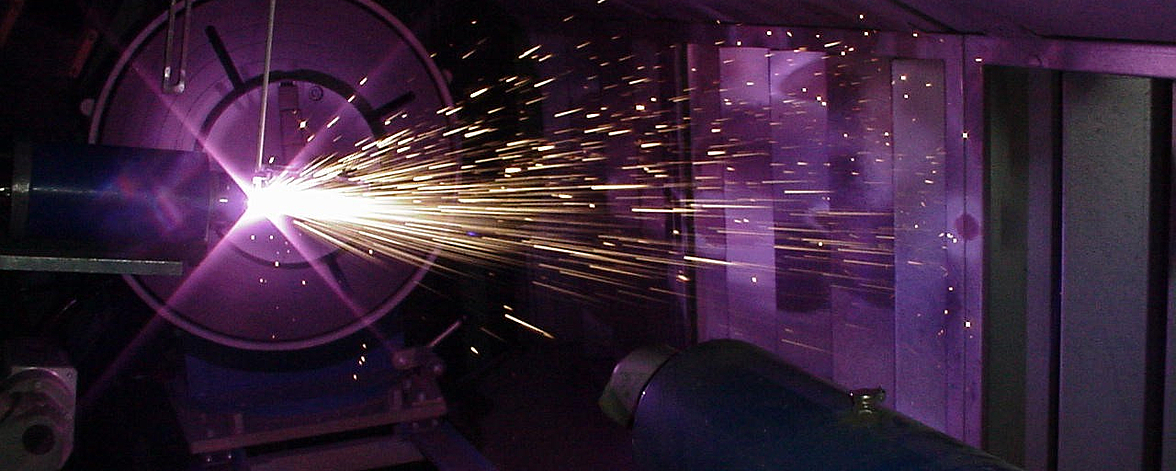
- Благодаря тому что плазма воздействует на исходное основание при помощи сверхвысоких температур (5000–6000 градусов по Цельсию), процесс протекает в ускоренном режиме. Иногда достаточно долей секунд, чтобы получить заданную толщину напыления.
- Диффузионная металлизация позволяет наносить как монослой на поверхность, так и делать комбинированное напыление. При помощи плазменной струи можно дополнять диффундируемый металл элементами газа, необходимыми для насыщения слоя элементарными частицами нужных химических элементов.
- При плазменном напылении практически отсутствует эффект дополнительного окисления основного металла. Это связано с тем, что реакция протекает в среде инертных газов без привлечения кислорода.
- Финальное покрытие обладает высоким качеством за счет идеальной однородности и равномерности проникновения атомов напыляемого металла в слой основания.
Отличительные особенности диффузного напыления
При работе с металлическими поверхностями часто возникает необходимость придать конечному продукту дополнительные характеристики, чтобы расширить область применения детали. Можно защитить металлическую поверхность от воздействия влаги, высокой температуры и агрессивной химической среды. Плазменное напыление имеет ряд особенностей, которые отличают процесс металлизации от других вариантов обработки металлических поверхностей:
- Ускоренный процесс нанесения покрытий благодаря высокотемпературному воздействию на обрабатываемую поверхность – порядка 5000-6000° C. Технологически напыление может длиться доли секунд для получения необходимого результата.
- Плазменная обработка металлов позволяет создать на поверхности комбинированный слой. Диффундировать можно не только металлические частицы, но и элементы газа из плазменной струи. В итоге металл насыщается атомами нужных химических элементов.
- Традиционная металлизация протекает неравномерно и характеризуется длительностью технологического процесса и возможными окислительными реакциями. Струя высокотемпературной плазмы создает равномерную температуру и давление, обеспечивая высокое качество финальных покрытий.
- При помощи плазменной струи перенос частиц металла и атомов газа происходит мгновенно. Процесс относится к области сварки с применением порошков, стержней, прутков и проволоки. Перенесенные частицы образуют слой толщиной от нескольких микрон до миллиметров на поверхности твердого тела.
Оборудование для холодного напыления
Существует два варианта защиты металлов от негативного воздействия внешних и рабочих факторов – легирование и напыление с вакуумным оборудованием. То есть, в сплав добавляют атомы химических элементов, придающих изделиям требуемые характеристики, или наносят на базовую поверхность защитное покрытие.
Чаще всего в отрасли металлизации используют технологию нанесения гальванических покрытий, применяют методы погружения деталей в расплав, задействуют в процессах обработки вакуумную среду, пользуются магнетронным оборудованием.
Иногда используют детонационно-газовое напыление, которое разгоняет частицы до невероятных скоростей. Широко применяют плазмотроны, электродуговую металлизацию, газопламенную обработку, ионное напыление. Задачи промышленности диктуют свои условия, и перед инженерами возникла необходимость создать недорогое, простое в обращении оборудование, для которого можно использовать свойства нагретого сжатого воздуха.
Результат экспериментов превзошел ожидания, позволив решить следующие задачи:
- Нагревание сжатого воздуха в камере приводит к повышению давления, что вызывает увеличение скорости вытекания наплава из сопла в установках.
- При наборе металлическими частицами в газовой среде высокой скорости они ударяются о подложку, размягчаются и прикипают к ней. А керамические частицы уплотняют образовавшийся слой.
- Использование порошковой технологии подходит для металлизации пластичных металлов – медь, алюминий, никель, цинк. После напыления изделия можно поддавать механической обработке.
Благодаря успешной работе инженеров удалось создать переносной аппарат, позволяющий выполнять металлизацию покрытий на всех промышленных предприятиях и в домашних условиях. Требования для успешной работы оборудования – наличие компрессорной установки (или воздушной сети) с давлением сжатого воздуха в пять-шесть атмосфер и электропитание.
В таблице ниже приведены данные для хромирования алюминия в домашних условиях. Перед нанесением гальванического покрытия требуется «положить» на деталь промежуточный металлический слой, а потом выполнять напыление алюминия.
Таблица 1. Хромирование алюминия
Использование передового оборудования для металлизации изделий позволяет решить технические вопросы, связанные с повышением антикоррозийных, прочностных, эксплуатационных характеристик, а также приданием машинам, деталям и механизмам требуемых свойств для работы в сложных эксплуатационных условиях.
https://youtube.com/watch?v=eivXKfNn-Rs
https://youtube.com/watch?v=ns7JRPRsJ3A
Подготовка к проведению хромирования
Для хромирования пластмассы своими руками дома необходимо подготовить следующие материалы и инструменты:
- подходящая по размерам ёмкость, в которую будет налит диэлектрический раствор, это может быть стеклянная банка или пластиковое ведро;
- электролитный раствор;
- пластиковое ведро или пластиковый тазик, в который помещают ёмкость;
- ящик из фанеры или дерева, который необходимо предварительно изолировать стеклотканью и утеплить минеральной ватой или песком — это нужно для хорошей термоизоляции;
- специальная кисть для нанесения раствора;
- нагревательный элемент — лучше всего для этого подойдёт обыкновенный ТЭН;
- источник электропитания необходимого напряжения, мощности и силы тока (трансформатор или автомобильный аккумулятор);
- термометр, с помощью которого можно измерять жидкость с температурой до 1000 C;
- кронштейн, необходимый для свободного подвешивания обрабатываемой детали в ёмкости;
- щиток для плотного накрывания ёмкости — это может быть лист из фанеры;
- зажим.

Хромированные детали
Первым делом, необходимо подготовить специальный электролитический раствор, без которого весь процесс невозможен. Сделать его можно в домашних условиях. Для этого понадобятся следующие ингредиенты:





- дистиллированная вода (объем зависит от объёма тары и размера обрабатываемой детали);
- хромовый ангидрит (250 г/литр воды);
- серная кислота H2SO4 (2.5 г/л).
Независимо от выбора метода проведения хромирования деталей в домашних условиях для его осуществления понадобится электролитический раствор.
Чтобы приготовить электролит, необходимо в дистиллированную воду, предварительно нагретую до 600 C, насыпать и тщательно размешать хромовый ангидрит, после этого добавить и размешивать серную кислоту. Через полученный раствор в течение 2 – 3 часов прогоняем электрический ток до приобретения им темно-бордового оттенка. Силу тока рассчитываем исходя из количества жидкости, она должна составлять 6.5 А./литр жидкости. Готовый раствор настаиваем в течение суток.
Методы металлизации и подготовка поверхности
Разделяют три метода металлизации – физический, химический и гальванический, которые позволяют решать различные задачи и требуют собственных подходов к подготовке поверхности диэлектриков к процессу металлизации. Универсальным, позволяющим получать изделия с максимально возможными характеристиками является гальванический (электрохимический) метод, который разделяют на несколько этапов:
- механическая подготовка поверхности деталей — удаление с поверхности отходов материала, остающихся при изготовлении (формовании или литья), очистка углубленных участков (пазов, отверстий) и т. д.;
- химическая подготовка поверхности – обезжиривание и травление;
- сенсибилизация и активация поверхности специальными составами и реактивами;
- нанесение токопроводящего подслоя химическим методом;
- нанесение гальванического покрытия на металлизированную поверхность.
Задача специалистов гальванического участка состоит в том, чтобы в результате проведения данных этапов были обеспечены основные условия получения качественного покрытия — необходимая чистота поверхности детали, заданная шероховатость и отсутствие на поверхности органических веществ.
Механические методы подготовки поверхности зависят от материала изделия и метода изготовления исходных деталей и сводятся, как правило к несложным операция по механической очистке поверхности от отходов производства.
Обезжиривание поверхности пластмассовых деталей проводится в растворе, содержащем:
- тринатрийфосфат 30-40 г/л;
- натр едкий 8-10 г/л;
- стекло натриевое жидкое 5-7 г/л;
- карбонат натрия 40-45 г/л.
Процесс проходит при температуре 40-500С в течение 3-5 минут.
Адгезионные свойства металлического покрытия во многом зависят от качества травления деталей. В процессе травления на поверхности образуются микропоры, микротрещины которые и обеспечивают достаточную прочность сцепления покрытия с основой. Для травления используется раствор, практически аналогичный по своему составу электролиту хромирования – 100 г/л серной кислоты и 30 г/л хромового ангидрида. Процесс проходит при температуре 600С в течение 1-5 минут.
Преимущества вакуумной металлизации
У данной технологии есть довольно большое количество преимуществ:
- Возможность автоматизации процесса. Как ранее было отмечено, устанавливаемое оборудование позволяет максимально автоматизировать рассматриваемый процесс, за счет чего снижается вероятность появления дефектов из-за ошибки человека.
- Получаемая поверхность будет равномерной, что обеспечивает привлекательный вид и высокие эксплуатационные качества детали. Как правило, после металлизации поверхность полимеров напоминает шлифованный металл.
- При соблюдении технологии напыления поверхностный слой может прослужить в течении многих лет. Этап контроля качества позволяет исключить вероятность откалывания поверхностного напыляемого слоя или его быстрое истирание.
- Подобным образом можно придать изделию самые различные качества: коррозионную стойкость, электрическую проводимость, уменьшить степень трения, повысить твердость поверхности. В большинстве случаев вакуумная металлизация применяется для декорирования деталей.
- Основные эксплуатационные качества подложки остаются практически неизменными. Нагрев материала при этапе просушки проходит до температуры, которая не приведет к перестроению его структуры.
- Технология может применяться на финишном этапе изготовления детали. При правильном выполнении всех этапов проводить доработку обрабатываемых деталей не нужно.

Если рассматривать недостатки, то следует отметить сложность процесса перехода напыляемого вещества из одного состояния в другой. Обеспечить требуемые условия можно исключительно при установке специального оборудования. Поэтому своими руками провести вакуумную металлизацию с обеспечением высокого качества поверхности практически не возможно.
В заключение отметим, что даже небольшая толщина металлического слоя на полимерном покрытии способна придать полимерам металлический блеск и электропроводность, защитить структуру от воздействия солнечного света и атмосферного старения. При этом создаваемый слой может иметь толщину всего несколько долей миллиметра, за счет чего вес изделия остается практически неизменным. Кроме этого вакуумная металлизация позволяет получить совершенно уникальный материал, который будет обладать гибкостью и легкостью, а также свойствами, которые присущи металлам.
Вакуумное напыление – принцип работы и технология вакуумного плазменного напыления. Наиболее распространенные методы вакуумного напыления. Ионно вакуумное напыление и принцип его работы. Процесс вакуумного напыления алюминия и его эффективность. Главные особенности вакуумного напыления металла и его отличие от вакуумно ионно плазменного напыления металла. Где можно окупить установку вакуумного напыления по низкой цене
Вакуумное напыление – это процесс, в котором на данном этапе нуждается большая часть современных предприятий. Используется данный метод зачастую на тех производствах, которые занимаются выпуском различной продукции, каким-то образом связанной с дальнейшей эксплуатацией.
Это может быть, как обычное оборудование, так и зубные изделия, которые также нуждаются в процессе вакуумного напыления. Как бы это странно не звучало, но именно медицинская отрасль является одним из тех направлений, где процесс вакуумного напыления используется чаще всего. Использовать в данной отрасли, его можно, как в роли улучшения свойств оборудования для работы, так и в роли покрытия различных материалов, либо же изделий.
Установка вакуумного напыления – это одна из наиболее важных составляющих данного процесса. Мало кто будет спорить с тем, что именно установка вакуумного напыления позволяет производить данный процесс, причем делать это довольно быстро. Принцип работы подобных установок максимально прост. Изначально, внутри подобных систем создается состояние первичного разрежения, которое позволяет превратить кристаллический порошок в специальную смесь, которую можно в дальнейшем наносить на разные покрытия. Далее, внутри установки значительно поднимается уровень давления, что приводи к активному образованию вакуума внутри системы. Далее, вакуум производит процесс, вспрыскивания напыления, которое сразу же оседает на нужном материале, который и будет поддаваться такой обработке.





Еще один очень важный вопрос – это надежность данного процесса. Судя по конструкции и принципу работы подобных установок, не трудно понять, что сделаны, они максимально продумано. Но нельзя исключать и вероятность поломок подобного оборудования. Но даже такая ситуация не окажется столь сложной, ведь подобное оборудование, является вполне ремонтопригодным и довольно легко поддается починке.
Методы вакуумного напыления
Помимо вакуума, в напылении могут учувствовать и другие физические процессы. Нижеприведенная классификация также будет касаться и веществ, которые будут напыляться на поверхность.
Вакуумно-плазменное напыление
Вакуумно-дуговое нанесение покрытий проводится по следующему механизму. Катодом выступает поверхность, на которую необходимо нанесение пленки, анодом выступает подложка газоразряда. Когда дуга накаляет атмосферу до предельной температуры, происходит переход напылительного материала в газообразную фазу и перенос его к катоду. Затем молекулы напылителя конденсируются на поверхности изделия, образуя однородный слой. Однородность в установках вакуумно-дугового напыления может быть отрегулирована вплоть до получения исходного изделия с разводами напылителя.
Такая сложная технология применяется для нанесения сверхтвердых покрытий на режущие и сверлящие инструменты. Крепкие износостойкие буры для перфораторов создаются с помощью вакуумно-плазменного напыления.
Высокопрочные буры для перфоратора
Ионно-вакуумное напыление
Считается самым экологически чистым способом нанести покрытие на любую металлическую поверхность. Минус заключается в дорогостоящем оборудовании, далеко не каждое предприятие может себе позволить его покупку и установку.
Жесткие требования также предъявляются к чистоте поверхности, однако конечный результат превосходит все ожидания. Нанесенное покрытие отличается высокой однородностью, прочностью и износоустойчивостью, поэтому таким способом напыляют покрытия на детали и механизмы, которые будут эксплуатироваться в жестких климатических условиях. Является последней операцией, после которой дальнейшая обработка деталей не допускается – ни сварки, ни резки быть не должно.
Вакуумное напыление алюминия
Нанесение алюминия считается самым популярным способом металлизации практически любой поверхности. Универсальность алюминия позволяет наносить его на такие необычные поверхности, как пластик и стекло, причем, в отличие от остальных металлов, здесь не нужно дополнительное лаковое покрытие для прочности. Алюминий обычно используется в декоративных целях – им обрабатываются автомобильные аксессуары и отражатели для фар, косметические элементы, ручки шкафов и дверей, швейные принадлежности. Этот металл хоть и не отличается высокой прочностью, однако отработка технологии позволила сильно уменьшить стоимость такого напыления, делав его самым распространенным в мире.
Отражатель автомобильной фары с алюминиевым покрытием
Вакуумное напыление металлов
Помимо алюминия, имеется ряд не менее распространенных металлов для напыления. Благодаря различным физическим и химическим свойствам они нашли применение абсолютно во всех отраслях промышленности. Основные назначения напыленных металлов:
- улучшение проводимости;
- повышение изоляции;
- придание износоустойчивых и антикоррозийных свойств.
Регулирование температуры при нанесении слоя покрытия позволяет придать конечному изделию практически любой оттенок, этим часто пользуются для нанесения покрытий «под золото» (используются никеле-титановые сплавы).
Широкое распространение напыление титана и серебра нашли в медицине. Эти уникальные металлы очень хорошо взаимодействуют с организмом человека и имеют антибактериальные свойства. Имплантаты и хирургические инструменты (а также стоматологические и прочие) практически везде имеют напыление серебра – высокая гарантия прочности и стерильности инструмента.
Вакуумное ионно-плазменное напыление
Под воздействием высоких температур покрытие не просто конденсируется на поверхности детали, оно буквально запекается на нем, что придает конечному изделию очень высокие технические характеристики – износоустойчивость при механическом воздействии и хорошую сопротивляемость жестким погодным условиям.
Ультразвуковая обработка давлением и ультразвуковое упрочнение
Основными технологическими параметрами ультразвукового упрочнения (УЗУ) являются длительность воздействия (t), диаметр шарика (dш) или радиус скругления рабочей части инструмента (r), амплитуда колебаний (Ак), эффективная масса инструмента (Gин), продольная подача (s), число проходов (i), скорость движения упрочняемой детали (v), исходная шероховатость поверхности (Ra) и качество поверхностного слоя. Для улучшения физико-механических свойств деталей применяют отделочно-упрочняющую обработку поверхностным пластическим деформированием (сферическим или цилиндрическим наконечником). При этом металл выступов неровностей перемещается в обоих направлениях от места контакта с деформирующим элементом. Высота неровностей уменьшается, образуя новый микрорельеф. Для получения требуемой шероховатости поверхности необходимо к деформирующему элементу приложить минимально необходимую силу, достаточную для протекания пластической деформации.









При обкатывании и раскатывании роликовыми и шариковыми головками, дорновании, протягивании выглаживающими протяжками возможно искажение формы нежестких деталей и деталей переменной жесткости. Сообщение деформирующему инструменту ультразвуковых колебаний (УЗК) снижает величину статической нагрузки при пластическом деформировании металлов.
Схема установки УЗУ (рис. 1) включает ультразвуковой генератор, магнитострикционный преобразователь 5, волновод 3 и деформирующий наконечник 2. Акустическая система укреплена в подвижном корпусе 4, который может перемещаться вдоль оси неподвижного корпуса. Установка и регулирование необходимой радиальной силы осуществляется при помощи тарированной пружины 7 и винта 8. Наконечник 2 совершает УЗК и с небольшой силой Р прижимается к обрабатываемой детали 1.
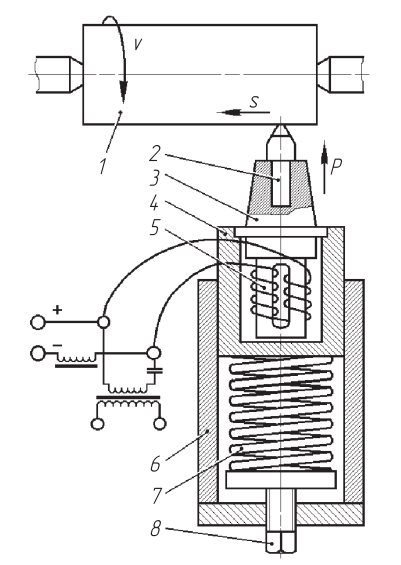
Рис. 1. Схема ультразвукового упрочнения подпружиненным шариком или алмазным наконечником
На практике в качестве инструмента могут применяться стальные или твердосплавные шарики, свободно или жестко связанные с волноводом преобразователя, а при алмазном выглаживании используются отполированные кристаллы алмаза, запаянные в стальные державки. Радиус закругления рабочей части алмазного наконечника 1. . . 4 мм и зависит от условий обработки, материала обрабатываемой поверхности и жесткости технологической системы. Установлено, что при воздействии УЗК с амплитудой Ак = 10 мкм скорость деформации поверхностных слоев возрастает в 100 раз и сопровождается упрочнением. В качестве оборудования для выполнения ультразвукового упрочнения используется серийное оборудование. Ультразвуковой излучатель закрепляется в резцедержателе (рис. 2) .
Какое оснащение применяется для диффузного напыления
Для совершения напыления ионами металла используется техническая плазма высокой температуры – совокупность множества квантовых частиц света, положительных ионов, нейтральных элементов, электронного газа.
Для того, чтоб совершить плазменную ионизацию металлоконструкции, применяется специфическое оснащение – плазменная аппаратура.
Как правило, применяется дуговой, импульсный либо искровой электрический разряд.

Чтоб все это реализовать, вам надобно воспользоваться:
- Высокочастотным генератором (или сварочным модификатором) для создания разряда.
- Герметизированной камерой (в ней вмещаются элементы для обработки основания диффузионным напылением).
- Емкостью для газа. Под влиянием электроразряда происходит ионизация элементов.
- Аппаратом для давления газа (годится вакуумное или насосное оборудование).
- Системой для изменения тока, давления, напряжения и увеличения или уменьшения толщины поверхности металла.
Порядок плазменной ионизации происходит в следующем порядке:
- Фиксация детали в герметизированной камере, и формирование электрического разряда.
- Рабочая атмосфера накачивается давлением и частицами порошка (получается плазма высокой температуры, переносящая порошковые элементы на основание обрабатываемого изделия).
- При вакуумном напылении, в условии инертного газа или низком давлении возможно ускорение движения элементов, вследствие чего получается более плотное и с хорошей сцепляемостью покрытие.
Особенности и назначение плазменного напыления
Особенность покрытия — пластинчатая зернистая структура, возникающая в результате термической диффузии мелких частиц.
Стадии плазменного напыления металла:
- Ионизация частиц.
- Распыление.
- Осаждение.
- Затвердевание.
На каждом из этапов необходимо проводить контроль температуры и скорости движения напыляемых частиц.
Осаждение представляет собой совокупность двух, одновременно протекающих процессов – химической связи, которая активируется вследствие высоких температур в зоне обработки, и механических взаимодействий, обусловленных повышенной кинетической энергией частиц напыляемого металла. Дополнительным интенсифицирующим фактором считается наличие промежуточной среды – газа/жидкости — молекулы которой ускоряют и стабилизируют процесс металлизации. При этом образуются дополнительные соединения, улучшающие качество напылённого слоя. Например, азот формирует высокотвёрдые нитриды металлов, гелий предотвращает окисление поверхности, а медь улучшает условия трения.









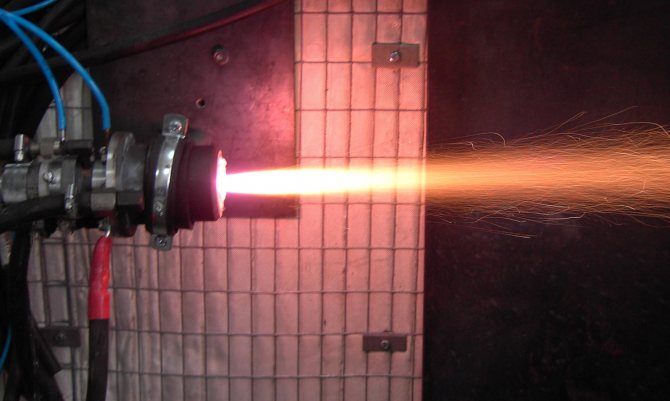
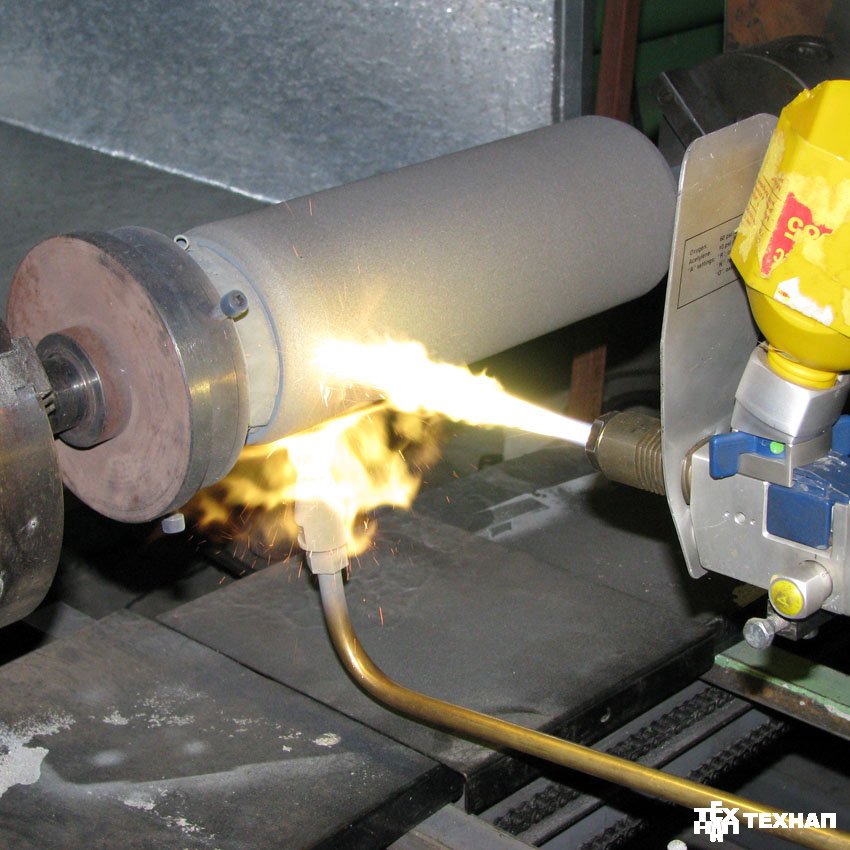
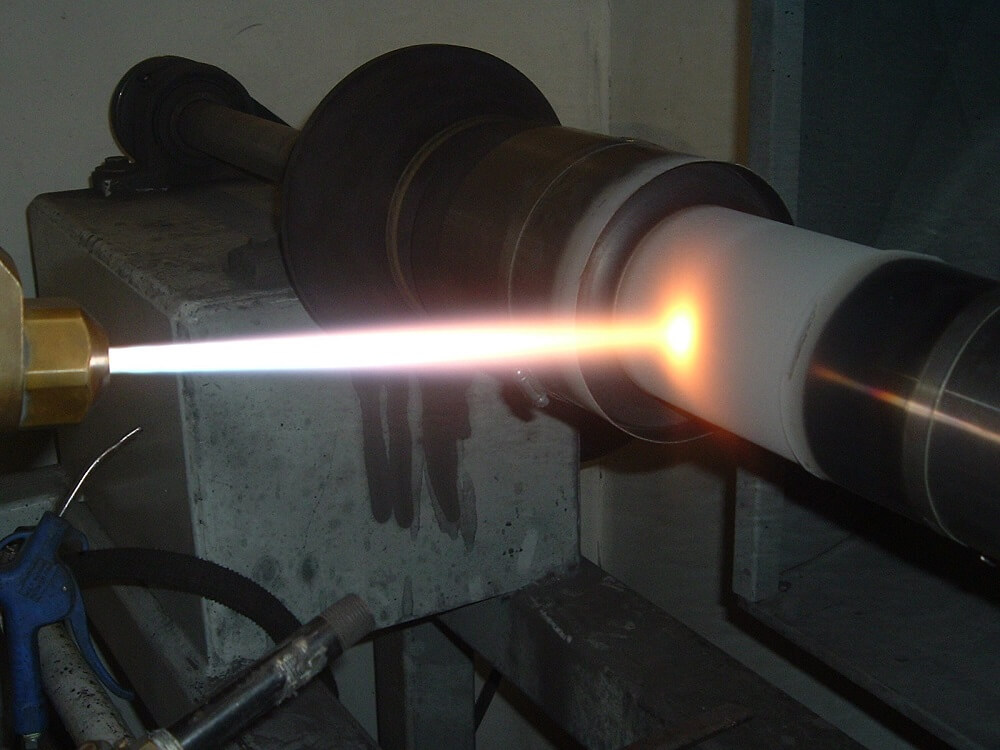
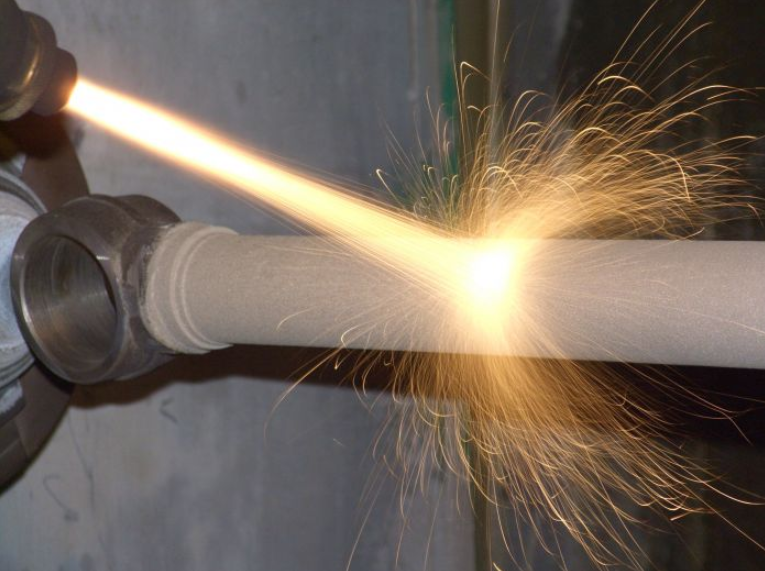 Плазменное напыление металлов часто применяется для восстановления изношенных стальных деталей
Плазменное напыление металлов часто применяется для восстановления изношенных стальных деталей
Установки ионно-плазменного напыления
Установка ионно-плазменного напыления может быть:
- Периодического.
- Непрерывного действия.
Первая подразумевает собой однократную обработку поверхностей и создаёт 1 слой напыления. Второй же способ предназначается для массового производства листов, имитирующих, например золото. Установки непрерывного действия бывают однокамерные многопозиционные и многокамерные.
- Однокамерные многопозиционные имеют несколько постов, находящихся в общей вакуумной камере. При этом они соединены между собой роторным или конвейерным устройством.
- Многокамерные оборудованы последовательными модулями, объединёнными шлюзовыми камерами и конвейером, предназначенным для транспортировки обрабатываемых материалов. Каждый модуль оснащён контроллерами, оценивающими состояние деталей или изделий во время термообработки.

Системы и узлы плазменно-ионных установок после пуска представляют собой самостоятельные устройства, выполняющие определённую программу:
- Образование вакуумного пространства.
- Электропитание.
- Распыление вещества, образующего плёнку.
- Контроль процесса напыления и плёночных свойств.
- Транспортировку обрабатываемых деталей.
Следовательно, такая установка самостоятельно осуществляет обработку изделий, контролирует весь процесс и энергопитание, устраняет излишние газы и создаёт вакуумное пространство, благодаря чему качество напыления увеличивается вдвое, сравнительно с атмосферным плазменным напылением.
Достоинства осевого ввода порошка
Осевой ввод порошка – это качественный скачок в технике плазменного напыления. Дело тут не только в том, что при осевом вводе значительно уменьшаются потери порошка, но и в том, что открываются возможности напыления совсем других порошковых материалов, непригодных для радиального ввода. Так как этот аспект является принципиально важным для понимания следующих разделов, остановимся на нем подробнее.
Итак, что же происходит при радиальном вводе порошка в струю пламени на выходе из сопла? Перечислим недостатки такого ввода:
- Для радиального ввода пригодны только очень узкофракционные порошки, для которых необходимо точно подбирать давление несущего газа. Что это значит?: При недостаточном давлении несущего газа частицы порошка будут «отскакивать» от струи пламени, при слишком высоком давлении несущего газа они будут «простреливать» это пламя насквозь; если же порошок состоит из частиц разного размера, то подобрать «правильное» давление несущего газа в принципе невозможно: самые мелкие частицы будут всегда «отскакивать», а самые крупные – всегда «простреливать», то есть, ни тех ни других частиц в напыляемом покрытии не будет, а будут только какие-то «средние» частицы. Особенно трудно вводятся мелкозернистые порошки из-за их повышенного рассеяния несущим газом (типичное облако пыли вокруг факела).
- При радиальном вводе порошка нельзя использовать в порошковой смеси не только частицы разных размеров, но и разных плотностей (разных масс) по той же причине: более тяжелые частицы пролетают сквозь пламя легче более легких. Таким образом, попытка использования сложных порошковых смесей приведет к искажению состава покрытия по сравнению с составом порошковой смеси.
- Увеличение скорости плазмообразующих газов усложняет радиальный ввод порошка, так как дополнительно сужаются интервалы необходимых давлений несущего газа и распределения частиц по размерам. На практике это означает следующее: чем выше скорость пламени, тем меньше КПД напыления при радиальном вводе порошка. Ввести же весь порошок в пламя без потерь невозможно ни при каких обстоятельствах.
- Расположение порошковых дюз рядом с горячей зоной пламени вызывает их разогрев, компенсирующийся только охлаждением газом, несущим порошок. Если же скорости охлаждающего газа недостаточно для охлаждения, то частицы порошка могут налипать на края отверстия дюз, образуя натеки. Налипшие куски периодически отрываются от дюзы, попадают в пламя и вызывают характерный дефект – «плевание», приводящий к образованию грубых пористых включений в покрытии. Так как скорость истечения несущего газа строго связана с параметрами пламени (см. пункт 1), то возникает проблема: для некоторых порошков просто не существует параметров, убирающих эффект «плевания», особенно если эти порошки легкоплавкие и/или мелкозернистые.
Переход на осевое введение порошка позволяет полностью избавиться от вышеперечисленных проблем:
- Давление и скорость несущего газа больше не привязаны к параметрам пламени и порошка. Единственное условие, – давление несущего газа должно быть несколько выше давления плазмообразующего газа в сопле в месте ввода порошка. За счет осевого ввода, любой порошок полностью захватывается пламенем.
- Всегда можно подобрать такое давление несущего газа, при котором «плевания», связанного с налипанием порошка на край отверстия порошковой дюзы происходить не будет.
- Возможно использование порошковых смесей любой сложности и фракционного состава. Частицы разных размеров будут приобретать различные скорости и температуры, но все, в итоге, примут участие в образовании покрытия. То, что мелкие частицы при осевом вводе в пламя плазмы становятся значительно горячее крупных, открывает новые возможности для дизайна порошковых смесей. Созданию таких полифракционных композиций посвящена основная часть этой книги.
Автору очень повезло, что в его распоряжении в течение многих лет находился плазматрон Axial III с осевым вводом порошка. Если бы не это, то создание новых многокомпонентных покрытий было бы просто невозможно.
Related Posts via Categories
- Коэффициент наплавки – показатель производительности сварочного процесса
- Проволока для наплавки – какие хитрости учесть при выборе материалов?
- Наплавка валиков – даем деталям вторую жизнь
- Наплавка в среде углекислого газа – недорогая и эффективная
- Наплавка металла – как скрыть дефекты под качественным слоем?
- Вибродуговая наплавка – технология качественного восстановления деталей
- Ручная дуговая наплавка – детали получаются как новенькие!
- Наплавка под слоем флюса как способ восстановления валов и плоских деталей
- Восстановление деталей наплавкой – какие способы существуют?
2 Алюминирование и силицирование – информация о методиках
Алюминирование (оно же алитирование) производится в тех случаях, когда деталям и механизмам машин требуется придать высокие антикоррозионные свойства при повышенных (до 900 °С) температурах. Чаще всего такое напыление используется для упрочнения конструкций из жаропрочных сталей и аустенитных сплавов с малым содержанием углерода.
Алитирование считается незаменимой методикой при изготовлении оборудования для крекинга газа и нефти, компонентов газовых турбин и двигателей автотранспортных средств, печной арматуры, элементов паронагревательной аппаратуры. Алюминирование нередко выполняется вместо горячего цинкования деталей трубных изделий, проволоки, стальных листов, а также в строительной отрасли.

Технология метода сравнительно проста. Алитирование осуществляется в смесях порошкообразного вида, состоящих из ферроалюминия, алюминия и его окислов. Напыление длится около восьми часов, ведется при температуре порядка 1000 °С. При таких условиях алюминирование позволяет получать на поверхности металлических изделий защитный слой толщиной около половины миллиметра (действительно качественное напыление с превосходным защитным потенциалом).
Кроме того, алитирование (алюминирование) иногда производится следующими способами:
- нанесением на изделия слоя специальной алюминиевой краски с их последующим отжигом (диффузионным) в защитной среде;
- нанесением порошка, содержащего алюминий, с обязательным отжигом детали после обработки изоляционной обмазкой;
- погружением заготовки в расплав (жидкое алитирование) при температуре около 750 °С.
Алюминирование небольших по геометрическим размерам деталей и печатных плат обычно выполняют посредством газотермического напыления.

Силицирование осуществляется в жидких либо газообразных средах. При этом разрешается применять и безэлектролизный, и классический электролизный способ обработки изделий. Силицирование обеспечивает конструкциям, функционирующим в различных кислотах или в соленой воде, уникальную стойкость против коррозии. Современная технология напыления металла кремнием позволяет получать оборудование и устройства для нефтяной, бумажной и химической промышленности с высокотвердыми слоями толщиной до 1000 микрометров.