
Отдельные модели станков для плазменной резки
Рассмотрим отдельные модели станков-плазморезов, сравнивая их основные характеристики, производительность и цены.
Cut 40
Современный плазморез Cut 40 Кедр применяется для резки металлических заготовок толщиной 16 мм и меньше. Имея вполне солидные характеристики, этот аппарат вполне оправдывает свою стоимость в 23000 рублей. Плазморез Кедр режет практически все металлы, проводящие электрический ток. Это и нержавеющие стали, изделия из чугуна и меди, латунные и бронзовые заготовки.
Дополнительно в комплект поставки Кедра входит плазмотрон РТ-31 для образования направленной струи плазмы. Подвод к плазмотрону электрического тока и поздуха производится по гибкому рукаву, который не сковывает резчика в работе.
Аппарат не приводит к короблению металла в прилегающей к резке зоне, листовая сталь не изменяет свою внутреннюю структуру. Рез представляет собой чистую зону, в которой не образуются заусенцы или дефекты другого вида. Как только на предприятии начинают пользоваться этим плазменным резаком, о пропано-кислородной резке срузу все как бы забывают.
Аврора
Следующий рассматриваемый аппарат – плазморез Аврора. Это оборудование предназначено для резки сталей как мягкого класса, так нержавеющих и легированных. Применяется Аврора ещё для резки алюминия и меди, сплавов другого содержания. При стоимости от 21 тыс. рублей в зависимости от модификации аппарат очень экономен в расходе электроэнергии, позволяет получать резы высокого качества без деформирования прилегающей к резу зоны основного металла заготовки.
Максимальная толщина разрезаемого металла – 20 мм. Устройство использует в работе сжатый воздух и может длительное время работать, не перегреваясь. На строительных площадках актуальность этого аппарата высока за счёт того, что он отлично работает с углеродистыми и нержавеющими сталями. У него есть удобный переключатель токовых режимов горения плазмы. Срок гарантии на этот прибор составляет 2 года.
Ресанта
Инверторный плазморез Ресанта представляет собой аппарат, очень удобный в переноске. С его помощью можно быстро, точно и качественно резать металл как листового проката, так и другой формы. При этом деформации, возникающие в прилегающей зоне термического влияния минимальны. В аппарате предусмотрена плавная регулировка силы тока с возможностью выставления точных его значений.
Давление в рукаве подаваемого к аппарату сжатого воздуха должно быть не меньше 0,5 Мпа. Резка чёрно-белой стали допускается при толщине заготовки до 8 мм, нержавеющей стали – до 5 мм. При стоимости в 29 тыс. рублей Ресанта очень удобен в использовании и при интенсивной эксплуатации вполне соответствует затратам на его приобретение.
Blueweld
Итальянский плазморез Blueweld питается от напряжения в 220 В и при работе потребляет максимальную мощность в 4,5 кВт. Токовая нагрузка в зависимости от режима работы колеблется от 7 до 40 А.
Он применяется для плазменной дуговой резки различных стальных сплавов и цветных металлов. Главное достоинство этого аппарат – высокая скорость резки, сочетающаяся с отличным качеством получаемых изделий. Стоимость аппарат составляет в настоящее время 60 тыс. рублей. В комплект поставки входят кабель массы, токовые клещи и четырёхметровый подводящий рукав.
Горыныч
Многофункциональный плазморез Горыныч генерирует низкотемпературную электродуговую плазму путём разогревания и испарения до состояния ионизации рабочей жидкости.
Плазморез Горыныч состоит из двух блочных модулей – плазменного генератора и блока питания. Аппарат очень удобен как в домашнем хозяйстве, так при выполнении ремонтных и строительных работ. Рабочей жидкостью, по-другому расходником, из которого получают пары для плазмы, является дистиллированная вода или 45% спирт. Установка может работать с материалами самой разной природы, включая некоторые неметаллические заготовки. Им также можно резать, варить или разогревать изделия в режиме паяльной лампы. В последнем случае плазмотрон Горыныча используется в качестве простой горелки. Стоимость Горыныча в настоящее время составляет 29 тыс. рублей.
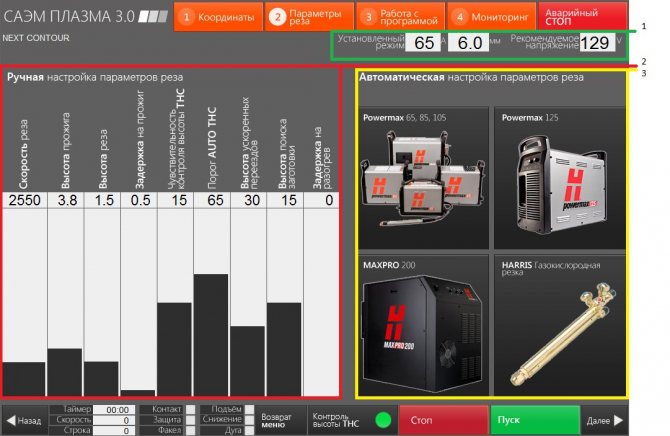
Экран №2 – Параметры реза.
4.1.
Блок отображения выбранного режима.
4.2.
Блок ручных настроек параметров реза:
- Скорость реза – табличное значение. Влияет на качество реза и производительность. Чем выше скорость, тем выше производительность, но ниже качество. И наоборот.
- Высота прожига – табличное значение. Является константой. Уменьшение данного значения грозит повреждением защитного экрана, сопла, образованию шлака. Сильное увеличение может не позволить произвести перфорацию заготовки.
- Высота реза – табличное значение. Является константой.
- Задержка на прожиг – табличное значение. Является константой.
- Чувствительность контроля высотыTHC — значение по умолчанию – 15. Можно увеличивать вплоть до 20 в тех случаях, когда система не успевает отслеживать рельеф заготовки.
- ПорогAUTOTHC — автоматический контроль динамики скорости реза в процессе обработки. Позволяет стабилизировать высоту реза, а следовательно и качество обработки углов и отверстий с малыми радиусами.
- Высота ускоренных переездов – расстояние между соплом и заготовкой, при котором происходят ускоренные перемещения. Чем ниже данное значение, тем выше производительность. Однако при повышенной рельефности заготовки не рекомендуется уменьшать ниже 30-40.
- Высота поиска заготовки – расстояние между соплом и заготовкой, при котором начинается поиск заготовки на заниженных скоростях. Чем ниже данное значение, тем выше производительность. Однако при повышенной рельефности заготовки не рекомендуется уменьшать ниже 15-20.
4.3.







Автоматическая настройка параметров реза. При выборе появляется меню, в котором выбирается толщина металла, его материал и сила тока, при которой будет выполняться рез.
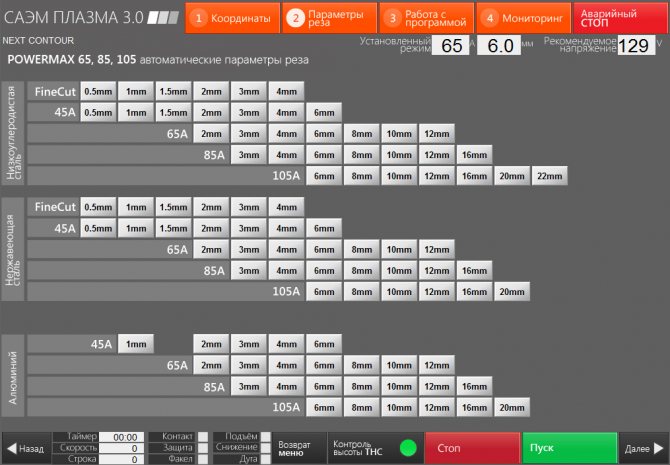
Примечание. Выбор табличного значения автоматически меняет все параметры, соответствующие табличным из технологических карт реза.
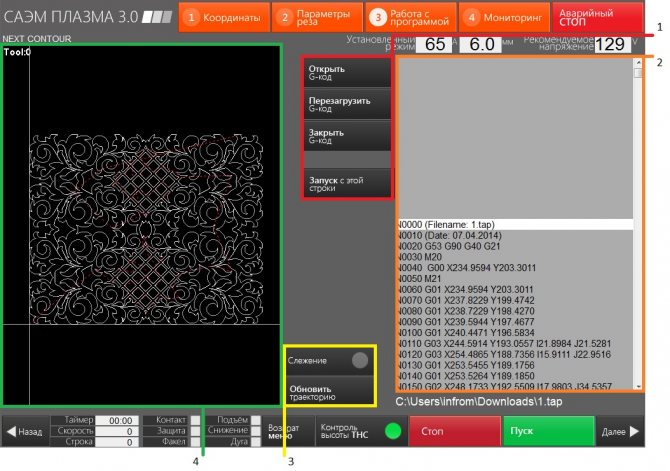
5.1.
Блок управления файлом УП:
- ОткрытьG-код – кнопка открытия проводника, в котором указываем путь к файлу УП.
- ПерезагрузитьG-код – перезагрузка УП в памяти системы.
- ЗакрытьG-код – закрывает и выгружает из памяти системы УП.
- Запуск с этой строки – позволяет начать рез с выбранной строки в блоке 2.
5.2.ОкноG-кодов . Данное окно отображает загруженную в память станка Управляющую Программу (G-коды). Процесс выполнения программы параллельно отображается в Окне траектории и в окне G-кодов.
Существует возможность самостоятельно переместить курсор до нужной строки, после чего начать выполнение программы с выбранной позиции, нажав последовательно кнопки «Запуск с этой строки»
и«Пуск»ВАЖНО!!! Запускать вручную можно только со строкиG-кода «M20», иначе рез выполнен не будет!5.3. Блок управления визуализацией процесса выполнения УП
Блок управления визуализацией процесса выполнения УП.
- Слежение – кнопка переключения между абсолютным и относительным режимом отображения. Абсолютный – статическое отображение траектории, динамический курсор. Относительный – динамическое отображение траектории, статический курсор.
- Обновить траекторию – восстанавливает по умолчанию визуальное отображение.
5.4.
Отображение траектории – Окно траектории позволяет визуально контролировать процесс работы станка.
Примечание. Во время работы могут возникнуть ситуации, при которых во время перфорации теряется дуга. Чтобы избежать брака и закончить рез выполняем следующую последовательность действий:
1. Отключаем «Контроль высотыTHC .
2. На источнике плазмы Hypertherm устанавливаем режим резки сетки.






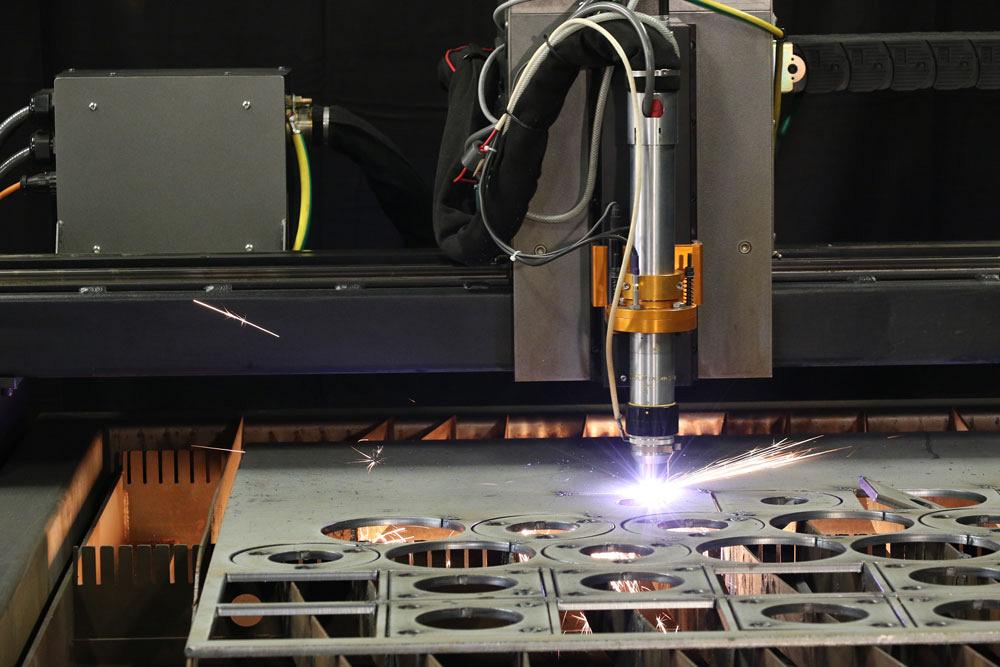
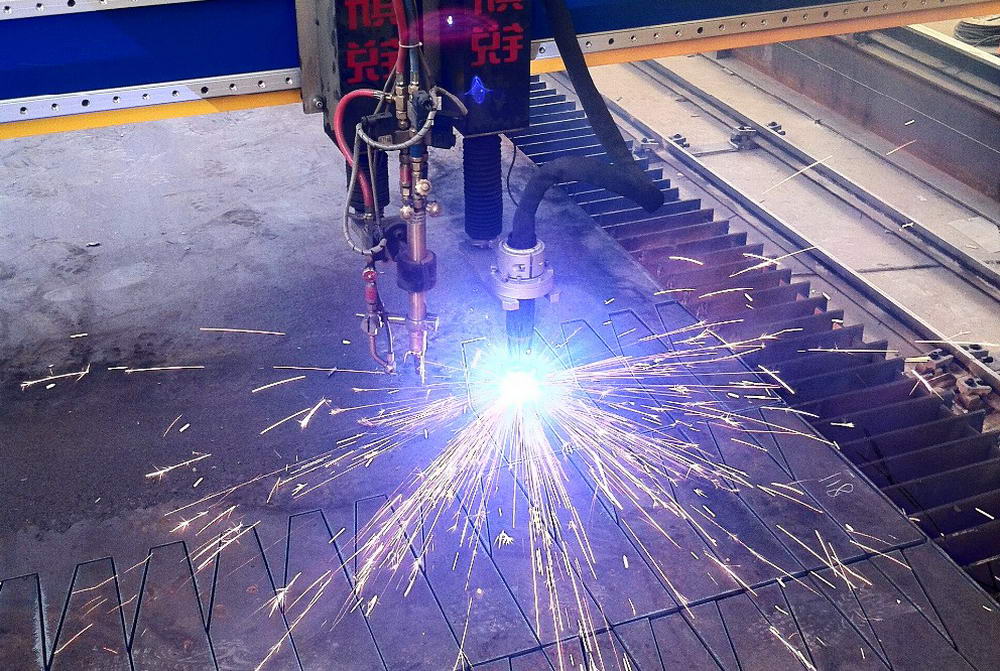
![Ручная плазменная резка [аппараты, оборудование, видео]](https://molibden-wolfram.ru/wp-content/uploads/c/7/9/c79e5af6269dc535939f26e2644e46c4.jpeg)


3. В блоке ОкнеG-кодов находим контур на котором прекратился рез (каждый контур начинается с команды M20) и нажимаем кнопку«Запуск с этой строки» .
4. Нажимаем кнопку «ПУСК»
. При этом дуга будет удерживаться принудительно.
5. Как только плазмотрон переместиться в место где оборвалась дуга, включаем «Контроль высотыTHC и выставляем на источнике плазмы Hypertherm обычный режим реза.
Критерии качества плазменной резки металла
Классификация видов термической резки, габариты деталей и качество обработки установлены европейским регламентом EN ISO 9013 «Термическая резка».
Этот стандарт касается любых материалов, которые можно разделить плазмой, кислородом или лазером. Но при плазменной резке металла станками с ЧПУ или ручным оборудованием толщина должна быть в пределах от 1 до 150 мм.
Грат в нижней части реза и брызги в верхней части.
После плазменной резки металла на поверхности снизу можно увидеть затвердевшие частички самого металла и его оксида. Это грат. Брызги же обычно остаются на верхней кромке заготовки, обработанной плазмой. Грат образуется под воздействием множества факторов. К примеру, на его формирование могут повлиять определенная скорость резки, удаленность резака от обрабатываемой поверхности, сила тока, напряжение, выбор газа и самого метода резки металла плазмой.
Появится грат или нет, может зависеть также и от самого материала, его геометрических параметров, качества поверхности и скачков температуры в ходе процесса. Если скорость разделения металлов будет слишком низкой или, наоборот, высокой, тоже может сформироваться избыточный металл. Скорее всего, его не будет, если выбрать среднюю скорость. Также не допустить появления грата помогут правильно подобранный газ и технология резки.
Угловое отклонение.
При выполнении плазменной резки разные температуры в дуге способствуют тому, что поверхность реза получается под небольшим углом. За счет того, что вверху реза нагрев был сильнее, материал там расплавился в большей степени, чем в нижней части. Но чем лучше была обжата дуга, тем менее заметным будет угловое отклонение. На последнее также влияют расстояние от резака до поверхности и скорость резки. Стандартное разделение материала плазмой предполагает, что с двух сторон угол резки равен 4–8°.
Обрабатываемые заготовки будут иметь общие края реза, если угол резки станет меньше 1°. Достичь такого результата позволяет технология плазменного разделения с повышенным обжатием.
На практике специалисты по плазменной резке придерживаются правила, согласно которому ширина реза должна соответствовать 1,5–2 диаметрам выхода сопла. На то, какой будет эта величина, влияет скорость резки. Чем она ниже, тем более широкий рез удастся получить.
Металлургический эффект (область термического воздействия).
Если сравнивать с резкой кислородом, при плазменной обработке нелегированных сталей область теплового воздействия будет меньше на третью часть. Когда плазмой разделяют иные материалы, зона, находящаяся под влиянием высоких температур, будет зависеть от самого материала.
Насыщение азотом.
Во время плазменного разделения деталей с использованием воздуха или азота большое количество последнего начинает скапливаться на поверхности реза. Это может стать причиной появления пор в сварочном шве. Их будет гораздо меньше, если применять кислород.









Получить высококачественный и высокоточный рез позволяет использование плазмы с повышенным обжатием. Основные преимущества данной технологии – это получение допусков по ±0,2 мм и возможность невероятно точного повторения. В результате резы по качеству ничуть не уступают лазерной обработке.
Если рассматривать самые распространенные стали, тут можно получить качество реза, соответствующее стандартам, но нужно придерживаться установленных параметров обработки. То же самое касается и заготовок из алюминия, однако нужно иметь в виду, что у них высота от вершин до впадин не такая, как у стальных деталей. У алюминия она больше. Поэтому можно сказать, что качество обработки во многом зависит именно от материала изделий.
Например, состояние кромки определяется такими составляющими, как титан, магний, их сплавы, латунь и медь. Причем последние два вещества обладают выраженной зернистой структурой, а их высоту от вершин до впадин не получится рассчитать или оценить по регламенту EN ISO 9013.
Технология резки плазмой с повышенным обжатием позволяет достичь следующих результатов:
- Грата нет совсем либо он образуется в минимальном количестве.
- Даже при острых краях и углах контур получается очень точным.
- Небольшой допуск неровности поверхностей реза.
- Возможность высокоточной подгонки.
- Малая область воздействия высокой температуры и минимальное искривление.
- Рез ровный и гладкий, так как высота от вершин до впадин очень маленькая.
- Можно получить отверстия нужного небольшого диаметра.
Устройство для плазменной резки металлов
Главным элементом оборудования является плазменный резак, который называется плазмотроном. Его основные составляющие:
Электрод, который расположен в тыльной части камеры. Он образовывает электрическую дугу.
Сопло отвечает за форму потока плазмы и ее скорость.
Термостойкий изолятор расположен между соплом и электродом.
Кроме плазматрона, устройство для резки металла оборудовано:
- компрессором или газовым баллоном;
- источником питания;
- набором шлангов или кабелей, предназначающихся для соединения плазматрона с компрессором и источником питания.
Так как с помощью аппарата работать приходится на весу, рез может получиться неровным. Поэтому для улучшения качества резки рекомендуется использовать подставки или специальные упоры, которые надеваются на сопло.
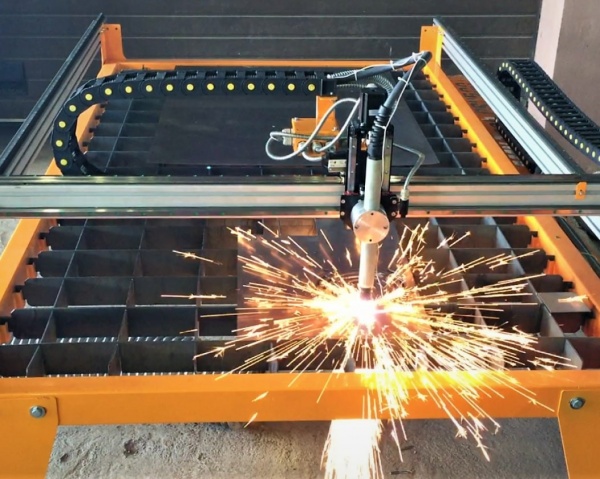
На видео можно посмотреть, как режется материал с помощью плазмотрона.
Какие металлы можно резать?
С помощью плазменной технологии обеспечивается обработка практически любых металлов:
- Резка и раскрой листового металла из стали, титана, цветных металлов (медь, алюминий и т. п.) и их сплавов (в т.ч. бронза, латунь и т. д.).
- Резка стали разной толщины и формы заготовок. Обеспечивается обработка углеродистых и легированных сталей практически всех марок, в т.ч. высоколегированных нержавеющих сталей. Плазмотронами можно нарезать штрипсы (узкие длинномерные стальные полоски) и кроить рулонную сталь.
- Резка чугуна. Плазма обеспечивает его глубокое разрезание, что делает способ более эффективным по сравнению с другими технологиями.
- Резка и обработка труб разного диаметра. Используются специальные труборезы с центраторами. Помимо резки можно обрабатывать поверхность труб, снимать фаски, зачищать сварные швы, обрабатывать кромки.
- Формирование и обработка отверстий.
- Фигурная резка металлических заготовок. Специальное оборудование позволяет производить даже художественную резьбу и изготовление деталей сложных форм.
Преимущества и недостатки плазменной резки
По сравнению с лазерной резкой, работы по резке металлов с помощью плазмы имеют много достоинств:
- Материал можно точно и быстро разрезать независимо от того, какой он толщины.
- С помощью плазмы разрезается любой металл: тугоплавкий, черный, цветной.
- Аппаратом для плазменной резки можно обрабатывать не только металл, но и другие материалы.
- Плазмотроном легко режутся материалы различной ширины и под углом.
- Во время работ в воздух практически не выбрасываются загрязняющие вещества.
- Изделия получаются практически без загрязнений и с наименьшим количеством дефектов.
- Плазмотроном можно выполнять художественные работы. С его помощью доступна художественная резка деталей, сложная фигурная резка.
- Так как металл перед работой прогревать не нужно, сокращается время прожига.
Все достоинства плазменной резки можно увидеть на видео ниже.
Как и любой аппарат, наряду с преимуществами, плазмотрон имеет свои недостатки:
- необходимость соблюдения правила обслуживания;
- большой шум, создаваемый аппаратом во время его работы;
- толщина разрезаемого металла не должна быть более 10 сантиметров;
- высокая стоимость плазмотрона.
Что можно резать: возможности плазмы
Говоря о возможностях плазмы, нужно понимать, как работает плазменная резка и сварка. Такая обработка производится за счет проплавления материала при помощи теплоты. Последняя генерируется сжатой плазменной дугой, после чего расплав выносится из зоны реза струей плазмы.






Эта технология универсальна, поэтому на данный момент активно используется в целом ряде областей. Она позволяет работать с большинством металлов, а также достигать рекордных показателей по скорости резки и толщине заготовок.
Отдельно стоит сказать об экономической составляющей вопроса
Работать с плазменной резкой можно без больших финансовых затрат, не менее важно, что она может производиться как с помощью машин, так и вручную
Назовем основные сферы, в которых применяют автоматизированную и ручную плазменную резку металлов.
1. Плазменная резка труб.
Самыми удобными считаются установки для плазменной резки труб, так называемые труборезы, снабженные центраторами. Они отличаются от классического труборезного оборудования высокой точностью обработки, которая остается недостижимой для газовой автогенной резки.
Немаловажно, что большая часть оборудования для резки труб при помощи плазмы позволяет производить вспомогательные операции. Среди них стоит назвать подготовку поверхности, зачистку шва, снятие фаски и разделывание кромок
Точное перемещение по трубе такого оборудования обеспечивается за счет специальных приводов.
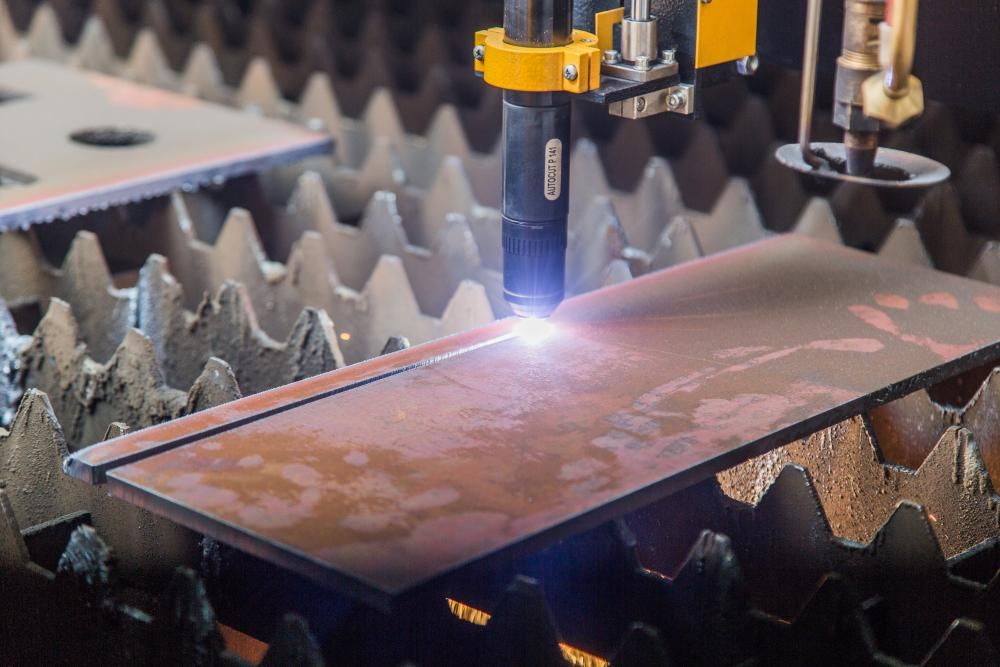
2. Плазменная резка листового металла.
Чаще всего данная технология используется для раскроя тонких листов, поскольку другие методы не позволяют выполнять подобные операции
Немаловажно, что для ручной плазменной резки листового металла используются достаточно компактные и легкие приборы с небольшим расходом электроэнергии
Плазма справляется с большинством металлов, в том числе подходит для обработки стали, чугуна, бронзы, меди, латуни, титана, алюминия и сплавов этих металлов. Данная технология имеет только одно ограничение – по толщине листа, что связано с уровнем теплопроводности. При большей теплопроводности снижается толщина листа, который возможно раскроить при помощи данного метода.
3. Фигурная плазменная резка металла.
Подобная художественная обработка требует использования специализированного оборудования и активно используется в строительстве и многих отраслях производства. Благодаря ЧПУ и специальным программам удается производить плоские детали вне зависимости от их сложности.








Плазма дает возможность вырезать сложные контуры на листах толщиной не более 100 мм. Стоит отметить, что результат не зависит от наличия на металле краски, коррозии, оцинковки и любых загрязнений. При фигурной обработке при помощи плазмы область реза нагревается до +30 000 °C, а настолько высокая температура позволяет плавить любые металлы.
4. Плазменная резка чугуна.
На данный момент это наиболее надежная и эффективная технология. Дело в том, что речь идет об одновременно экономичном, быстром и удобном методе, превосходящем по перечисленным характеристикам резку болгаркой и газом. Плазма позволяет работать с чугуном в тяжелой промышленности. Именно таким образом, например, подготавливают к утилизации скопившийся на территориях предприятий лом. Благодаря плазме делают глубинные разрезы в металле, за счет чего удается справляться с наиболее трудоемкими задачами.
5. Плазменная резка стали.
Такой способ отлично работает при раскрое стали различной толщины
Немаловажно, что плазма дает возможность резать нержавейку, что недоступно кислородной резке. В данном случае практически не происходит образования грата, поэтому удается сократить временные затраты и повысить продуктивность производства
Плазменная резка нержавеющей стали выгодно отличается от газовой целым рядом характеристик, таких как:
- высокий уровень безопасности;
- возможность производить детали любой сложности и формы;
- низкий уровень загрязнения окружающей среды;
- быстрый прожиг;
- универсальность и экономичность;
- большая скорость обработки листов стали малой и средней толщины;
- точность и высокое качество разрезов, что позволяет отказаться от финальной обработки.
При помощи резки рулонной стали очень быстро и точно изготавливают листы необходимого формата и штрипсы, то есть узкие полосы стали при продольном сечении.
Где применяется оборудование
Сфера применения плазморезов в промышленности практически не ограничена. В любом производстве, предполагающем раскрой металлических заготовок, должна быть установка плазменной резки. Благодаря быстрой и легкой перенастройке программного обеспечения установки можно применять и в серийном, и в штучном производстве металлоконструкций. На сегодняшний день без плазморезов невозможно производство:
- плавсредств, кораблей, понтонов;
- легковых и грузовых автомобилей, спецтехники;
- станков;
- вагонов, цистерн, ж/д платформ;
- самолетов, летательных аппаратов;
- отопительного оборудования и многого другого.
В зависимости от функционального назначения при помощи установок можно вырезать не только простые, но и сложные геометрические формы, элементы дизайна и оформления фасадов зданий, малые архитектурные формы. Правильная настройка режима — это возможность работать не только со сталью, но и с композитными материалами, сплавами и т.д.





