Мобильные пресс-ножницы для металлолома
Мобильные пресс-ножницы для металлолома с усилием реза 500, 600 и 800 тонн.

Мобильные пресс-ножницы для металлолома – это полностью автономное оборудование, является машиной особенно подходящей для резки и пакетирования негабаритного черного лома. Конструкция наших мобильных пресс-ножниц разработана с учетом всех возникающих статистических и динамических нагрузок на несущие элементы и обеспечивает Пользователю длительную бесперебойную эксплуатацию.
Поставляем мобильные пресс-ножницы для лома с усилием реза 500, 600 и 800 тонн.
Стандарты мобильных установок полностью соответствуют европейским дорожным стандартам. Мобильные пресс-ножницы для лома, установленные на шасси, легче перемещать в сравнении с транспортируемыми или стационарными. Для их перевозки требуется только тягач.
Успешно поставляем Российским пользователям мобильные пресс-ножницы для переработки металлического лома различной производительности. Это классическая конструкция гидравлических пресс-ножниц для лома с верхними крышками загрузочной камеры. Мобильные и транспортируемые пресс-ножницы полностью автономное оборудование (возможна комплектация как с электрическим, так и с дизельным двигателями).
Принцип камеры сжатия основан на работе 3-х компрессионных крышек.

Уникальная конструкция крышек дополняется режимом подпрессовки, что позволяет получать пакет высокой плотности.
Это давно запатентованная разработка закрытия крышки на 120° вместо 90°. Получаемый пакет металлолома спрессовывается сильнее обычного, вследствие чего прохождение готового брикета уменьшает износ конструкции. Приемная камера с закрывающей крышкой является сварной конструкцией, с облицовкой из высокопрочных стальных листов HARDOX. Массивные крышки, прикрепленные шарнирами к приемной камере, позволяет перерабатывать лом, имеющий большие габариты, чем приемная камера. Облицовка камеры выполнена из высокопрочной шведской стали HARDOX, при необходимости они легко снимаются и заменяются на новые облицовочные плиты.
Hожи и сама гильотина выполнены из высокопрочной стали, нижний и верхний ножи заменяемые. Смазка гильотины происходит через системы автоматической централизованной смазки гильотины. На гидроцилиндре реза установлена система рекуперации гидравлического масла, обеспечивающая быстрый холостой ход штока повышающая скорость работы. Специально разработанная конструкция рамы, облегчают доступ к креплению ножей. Гидравлическая блокировка нижних ножей является одновременно и системой безопасности: происходит постоянный контроль давления и, в случае падения давления, резка прекращается. Гидравлические устройство постоянно контролирует правильность установки и крепления ножей. Усиленный ход гидроцилиндра толкателя, позволяет пропустить вперед металл в случае невозможности резки.
| Усилие реза, т | 505 | 605 | 805 |
| Прижим, т | 150 | 154 | 154 |
| Ширина ножа, мм | 820 | 820 | 820 |
| Высота ножа, мм | 610 | 610 | 610 |
| Длина реза, мм | 10 — 1500 | 10 — 1500 | 10 — 1500 |
| Резов в минуту, раз | 6 — 7 | 6 — 7 | 6 — 7 |
| Размер камеры, мм | 5000 х 2200 | 6000 х 2400 | 6000 х 2400 |
| Размер пакета, мм | 800 х 600 | 800 х 600 | 800 х 600 |
| Усилия крышек, т | 180 х 3 | 240 х 3 | 240 х 3 |
| Усилия толкателя, е | 160 | 160 | 160 |
| Мощность, л.с. | 220 | 240 | 280 |
Блоки гидравлики и блок управления машины Parker-Denison-Rexroth.
Насосы Parker. Danfoss.
Пропорциональный клапан гидравлики для управления давления Rexroth.
Электронная система PLC SIEMENS.
Лучшая цена на рынке на стационарные пресс-ножницы для металлолома с усилием реза 800 тонн и камерой 6 метров►
Область применения ножниц
Без раскроя металла сегодня не обходится практически ни один ремонт квартир, частных домов, зданий производственного назначения. Процесс отделки металлосайдингом, вообще, не представляется возможным без резки металла, без нее не обходится закрепление металлического каркаса под отделку гипсокартоном. Ручные ножницы для резки металла используют для раскроя жестяных фигур, для обработки кровельных материалов, таких как металлочерепица, гофрированный профнастил.
Любые металлические листы, толщиной до 2,5 мм можно обрабатывать с помощью ножниц.
Их преимущественные характеристики:

Ножницы для резки по металлу
- маневренность – с помощью болгарки, лобзика или пилы можно производить только горизонтальную резку;
- удобство – ножницы легкие, умещаются в руке, при работе не соскальзывают с листа, как это возможно при использовании болгарки или пилы;
- экономность – не требуется электричества и дополнительных насадок, в отличие от болгарки;
- безопасность – болгаркой, которая работает на большой скорости высока вероятность получить травму, особенно при недостатке опыта работы, что практически исключено в использовании ножниц.
Устройство ножниц для резки металла простое – две рукояти и два режущих элемента, соединенные между собой. Даже самые примитивные модели имеют необходимые характеристики. Для обеспечения минимизации усилий используют определенный угол заточки – 70 – 80о, а по отношению друг к другу лезвия крепятся под углом 12о. Для облегчения работы левшей, могут быть с правосторонним и левосторонним расположением среза.
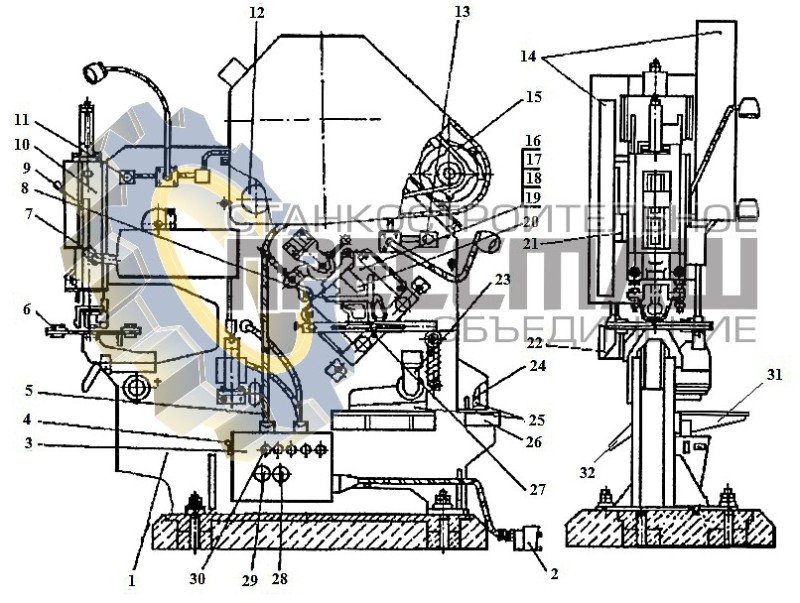

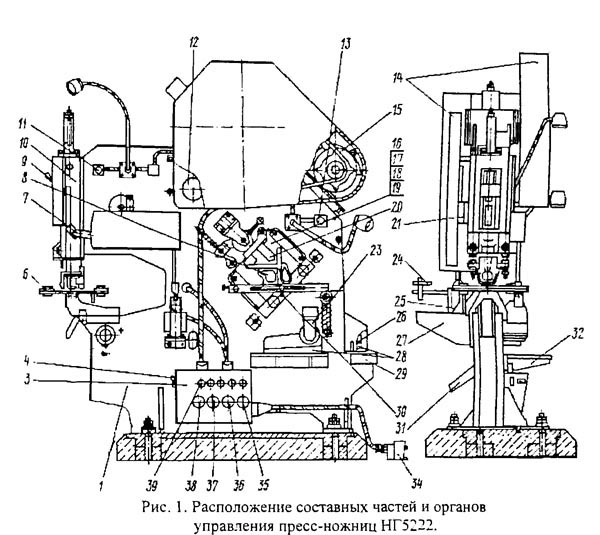
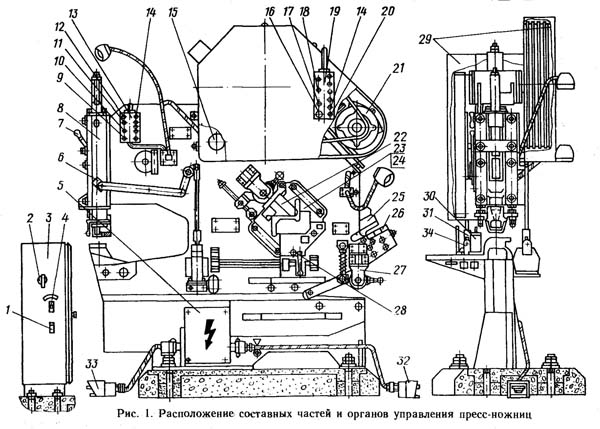
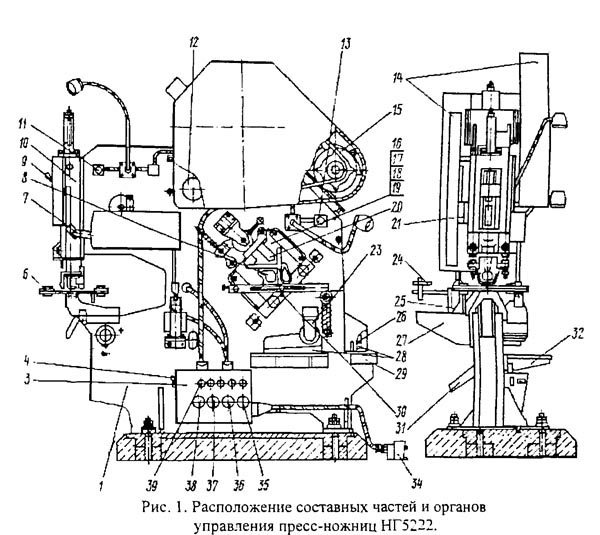
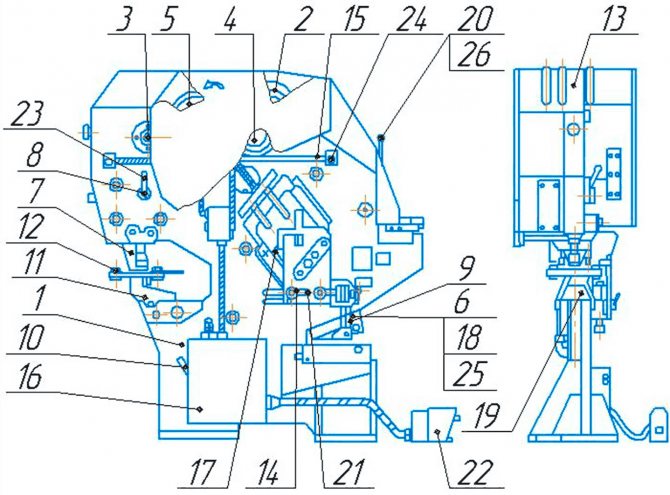
НГ5222 Составные части комбинированных пресс-ножниц
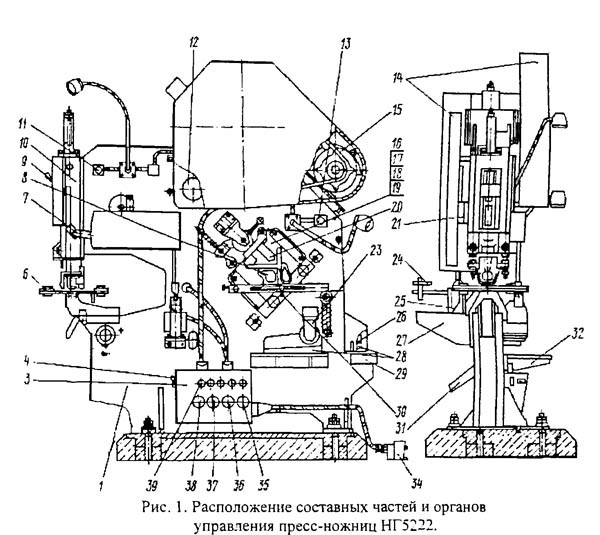
Основные узлы пресс-ножниц нг5222
НГ5222 Спецификация составных частей и органов управления комбинированных пресс-ножниц
- 1. Станина – НГ5222-11-001
- 3. Электрооборудование – НГ5222-91Д-001
- 4. Вводный выключатель
- 6. Стол дыропробивного пресса – НГ5223-69-001
- 7. Управление дыропробивным прессом – НВ5221Б-42-001
- 8. * Приспособление для резки специального проката – НВ5221-52-001
- 9. Механизм центрирования – НВ5221Б-47-001. Рукоятка механизма центрирования
- 10. Пресс дыропробивной – НГ5222-32-001
- 11. Кнопка ОБЩИЙ СТОП
- 12. Кулачки управления электромагнитами
- 13. Кнопка ОБЩИЙ СТОП 30 Рукоятка фиксации плиты
- 14. Ограждение – НВ5221Б-71-001
- 15. Привод – НВ5221Б-21-001
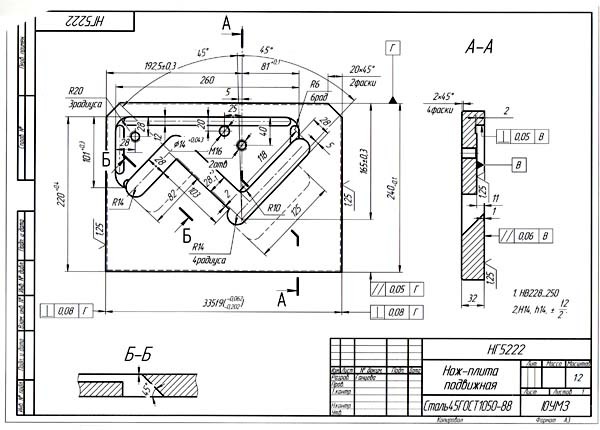
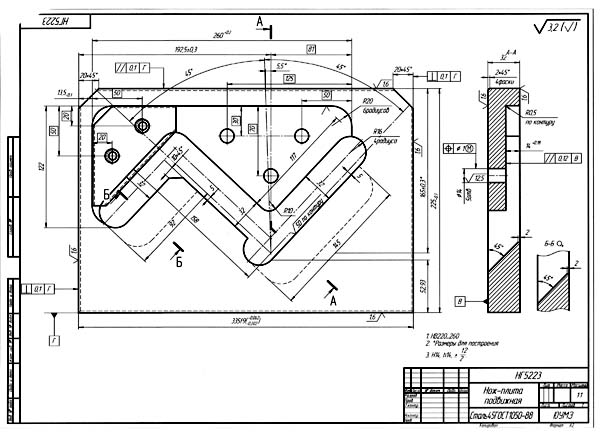
- 16. Нож-плита подвижная – НВ5221Б-63-001
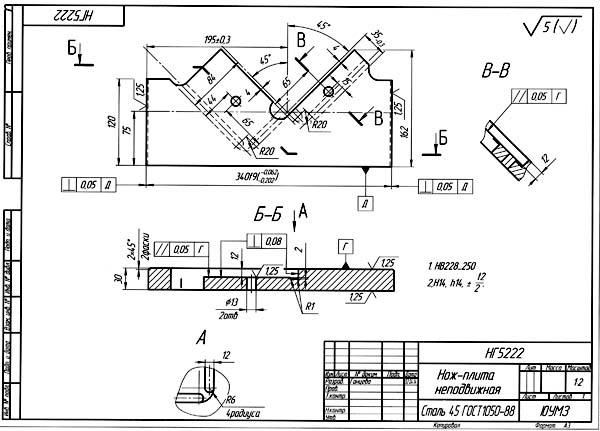
- 17. Нож-плита неподвижная – НВ5221-61-001
- 18. * Нож-плита неподвижная для резки швеллера и двутавра – НВ5221Б-64А-001
- 19. * Нож-плита подвижная для резки швеллера и двутавра – НВ5221Б-65-001
- 20. Прижим сортовой секции – НВ5221-51Б-001
- 21. Смазка – НВ5221-81-001*
- 23. Прижим – НВ5221Б-45-001
- 24. * Упор для отрезки мерных заготовок – НВ5222-43-001
- 25. Управление сортовой секцией – НВ5221Б-41-001
- 26. Сортовая секция – НВ5221Б-31-001
- 27. * Устройство для пробивки отверстий с определенным шагом – НВ5222-56-001
- 28. Инструмент зарубочный и для отрезки полосы – НВ5221Б-62-001
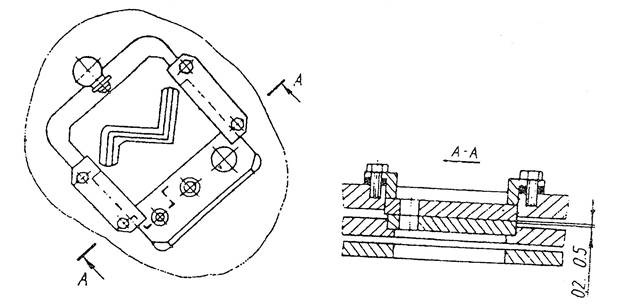
- 29. Приспособление для пробивки пазов прямоугольной формы – НР5222-53А-001
- 31. Лоток – НВ5221Б-69-001
- 32. Стол – НВ5221Б-68-001
- 34. Педаль включения ползуна сортовой секции и пресса дыропробивного
- 37. Переключатель подачи напряжения пресса дыропробивного и сортовой секции
- 38. Кнопка пуска электродвигателя
- 39. Лампы сигнальные
* Поставляются за отдельную плату
Рекомендации по оптимальному использованию станка
Поскольку комбинированные ножницы не являются разделительным оборудованием повышенной точности, то при выполнении наладочных операций необходимо следить за тем, чтобы глубина внедрения подвижного и неподвижного ножей в разрезаемый сортамент проката не превышало 25% от первоначального габаритного размера сечения металла, указанного в паспорте
Отмеченное условие крайне важно для резки высокопластичных металлов и сплавов (например, алюминия). В крайнем случае, допустимо применять резку с подогревом, когда исходный полуфабрикат нагревают до 150…200 °С. Данное условие чаще всего реализуется для разделения высокоуглеродистых (содержащих более 0,5% С) или легированных сталей
Данное условие чаще всего реализуется для разделения высокоуглеродистых (содержащих более 0,5% С) или легированных сталей.
Предусматривая использование дыропробивного пресса, стоит первоначально устанавливать повышенные (по сравнению с теми, что рекомендуются в паспорте) зазоры между боковыми направляющими съёмника и заготовкой, иначе возможен её изгиб и выпучивание в районе действия дыропробивного пуансона.
В паспорте на станок отмечаются также условия установки ножниц. Поскольку данное оборудование не отличается ударным характером работы, то специального фундамента не требуется. Отсутствие системы электропневматического включения позволяет устанавливать ножницы вне помещений, снабжая подвижные узлы смазкой, пригодной для применения в соответствующем температурном режиме. Техника должна быть укрыта влагозащитным козырьком.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.

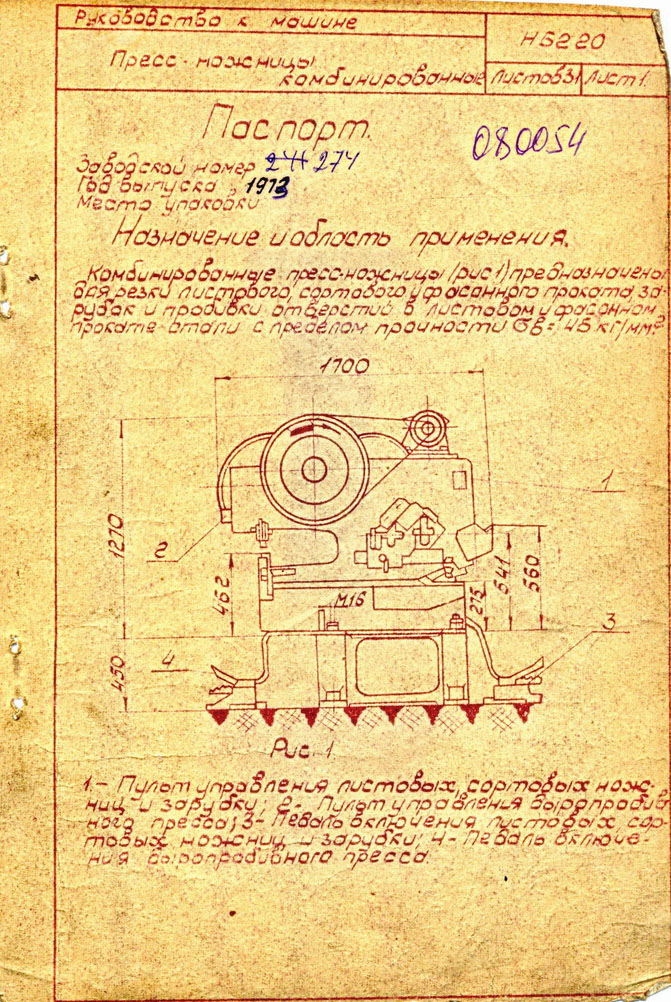
Пресс-ножницы комбинированные НГ5222
Пресс ножницы НГ5222 комбинированные предназначены для отрезки полосового, сортового и фасонного проката, пробивки отверстий в листовом, полосовом и фасонном прокате, а также вырубки открытых пазов.
Пресс ножницы широко используются, как на небольших предприятиях, так и на крупных производствах, железобетонных комбинатах и др.
Предназначены для рубки полосы, круга и квадрата.
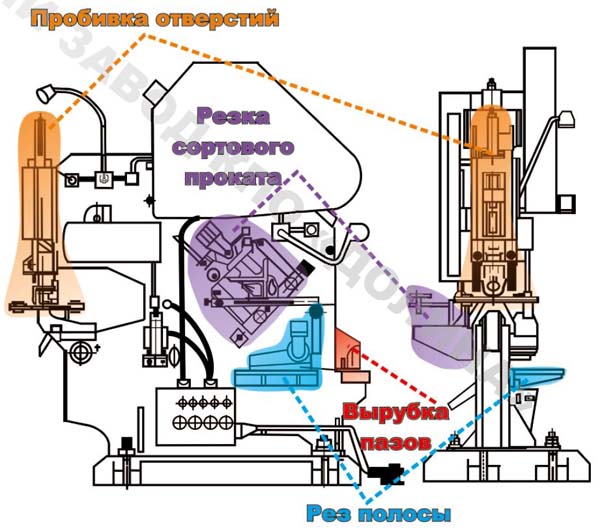
Пресс-ножницы НГ5222 производят:
- Секция резки сортового проката — отрезка уголка, круга, швеллера, двутавра, шахтного профиля. Отрезка проката без разметки до 1000 мм по упору
- Секция резки полосы, листа — отрезка полосы осуществляется под различными углами
- Секция пробивки отверстий — пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы в листовом и фасонном прокате
- Секция вырубки пазов — пробивка открытых пазов треугольной и прямоугольной формы
Технические характеристики
| Параметры станка | НГ5222 | НГ5223 |
| Наибольшие размеры обрабатываемого проката, мм | ||
| толщина и ширина полосы | 16х150 | 18х190 |
| диаметр круга | 45 | 60 |
| сторона квадрата | 40 | 45 |
| Равнобокий уголок, отрезка | ||
| под углом 90 град | 125х12 | 125х14 |
| под углом 45 град | 90х9 | 100х10 |
| Наибольший профиль: | ||
| Двутавра | 18 | 18а |
| Швеллера | 18 | 18а |
| Пробиваемое отверстие, мм | ||
| Диаметр | 30 | 32 |
| толщина материала | 16 | 16 |
| Наибольшие размеры пробиваемых пазов прямоугольной формы, мм | ||
| Толщина | 10 | 10 |
| Длина | 70 | 60 |
| Ширина | 65 | 65 |
| Номинальное усилие пресса, кН | 400 | 830 |
| Масса, кг | 2270 | 2500 |
| Габаритные размеры, мм | 1900х1600х1950 | 1800х1700х1885 |
| Мощность электродвигателя, кВт | 4.8 | 4.0 |
Пресс-ножницы комбинированные модели НГ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Пресс-ножницы комбинированные могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С.
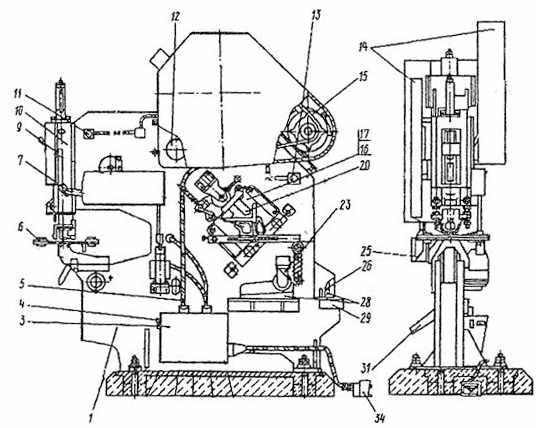
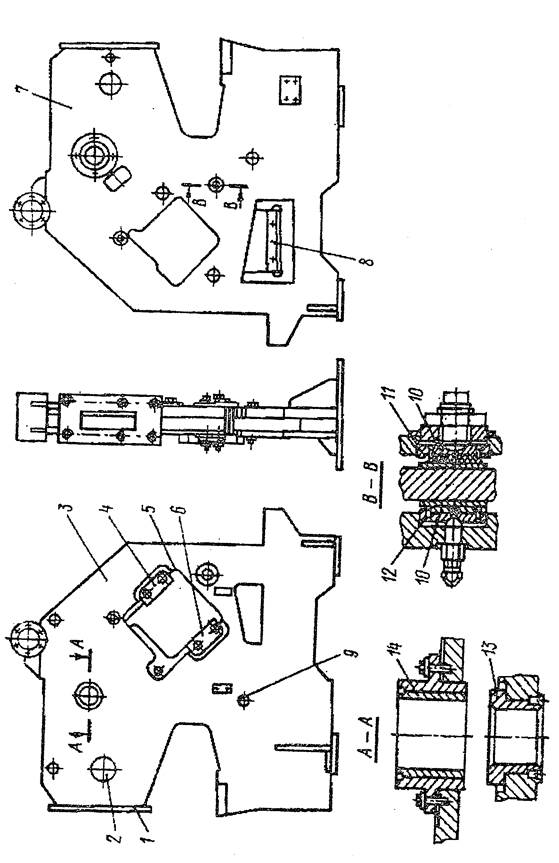
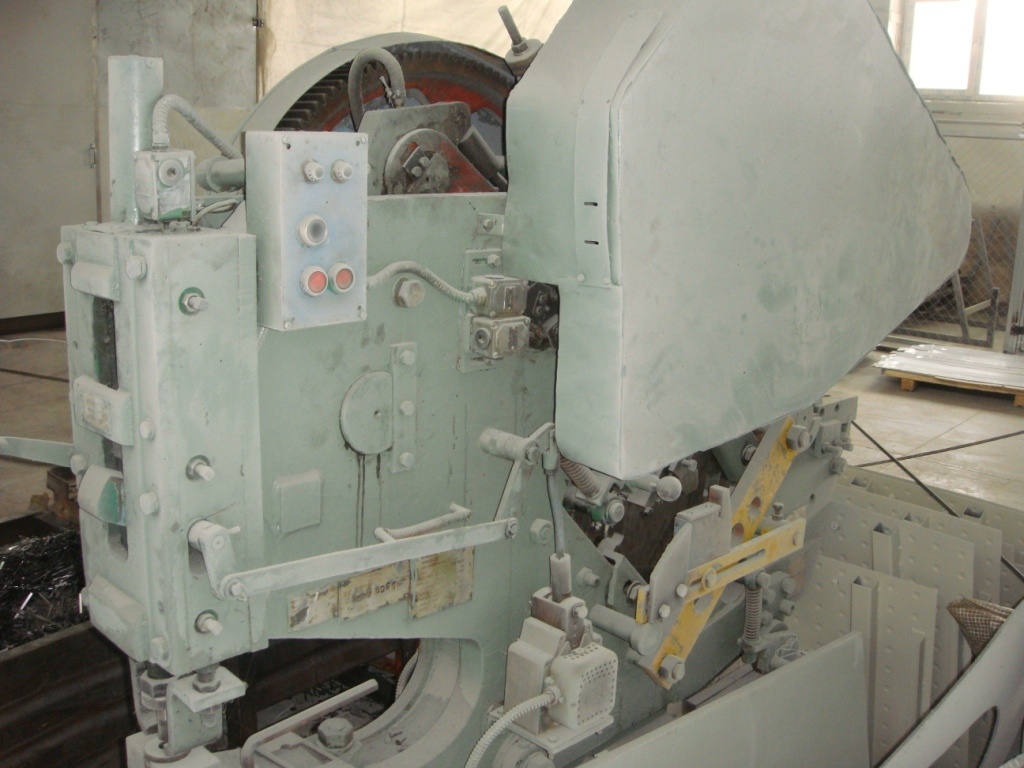
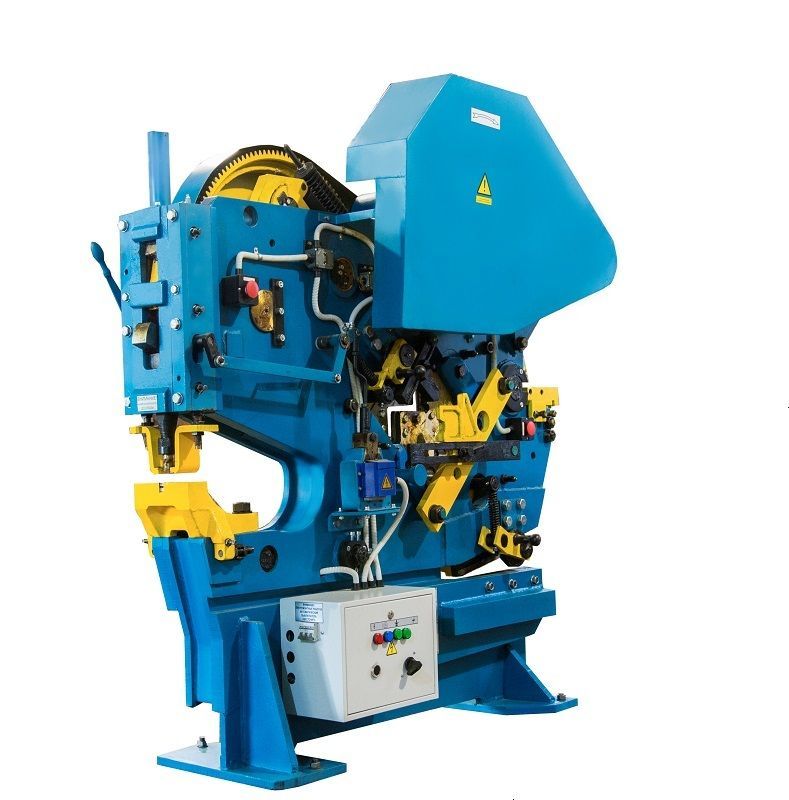
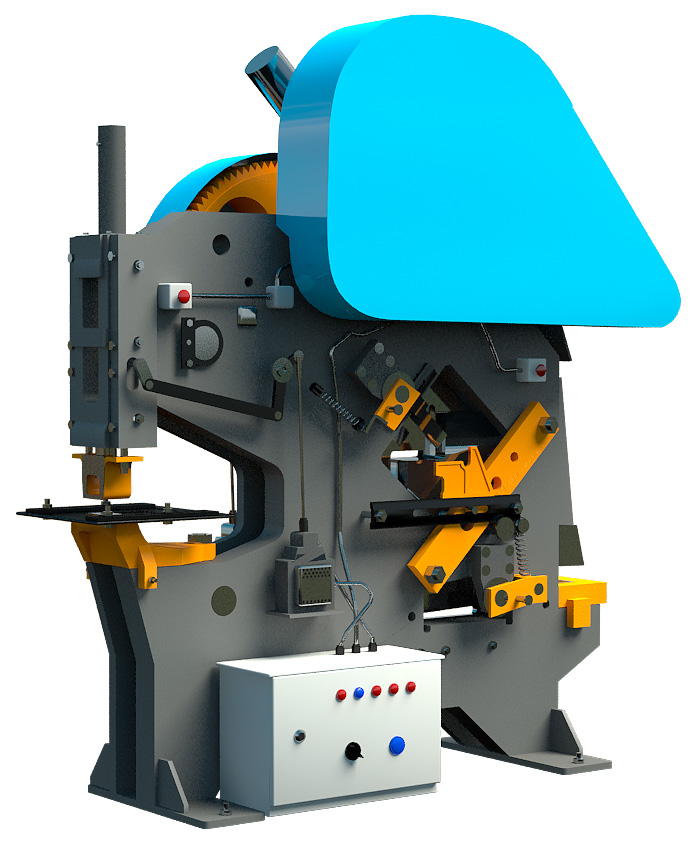
Общий вид комбинированных пресс-ножниц

Составные части комбинированных пресс-ножниц
Пресс-ножницы комбинированные с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию. Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовои секции.




Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном. Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образ-ными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей. Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки. Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы имеют три рабочих места, обслуживаемые одним оператором. Электросхема обеспечивает работу пресс-ножниц па непрерывных и одиночных ходах. Управление кнопочное и педальное. Смазка густая, комбинированная.
Принцип действия
Цикл разрезки металла состоит из нескольких этапов. Резка происходит в следующей последовательности:
- Оператор включает рольганг и отправляет профиль в рабочую зону аппарата. Необходимая длина при этом выставляется при помощи заднего упора.
- Обрабатываемый материал фиксируется зажимным приспособлением. Для обеспечения постоянства горизонтальной оси металла в процессе, он подпирается компенсатором.
- Включается электродвигатель, срабатывает муфта включения. Ленточный тормоз размораживает вал.
- Крутящий момент передается на кривошипный вал через зубчатую передачу. Там с помощью кривошипно-шатунного механизма вращение преобразуется в поступательное движение рабочего ножа.
- Отрезанная часть изделия попадает на приемный лоток, а после — в специальный ящик для заготовок.
- Одновременно с этим кривошипно-шатунный механизм возвращается наверх, в свое исходное положение — начинает работу система включения.
- Вал фиксируется автоматически с помощью тормоза ленточного типа.
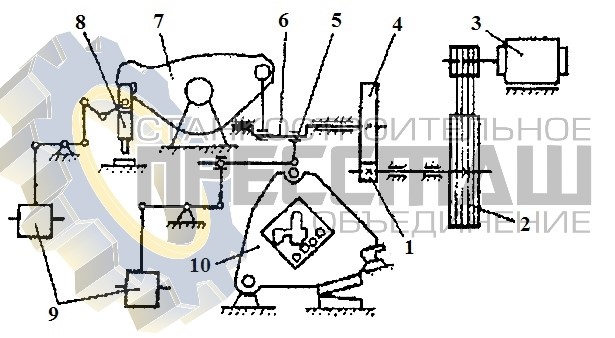
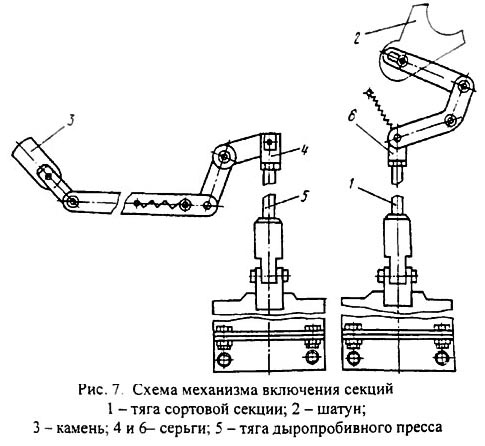
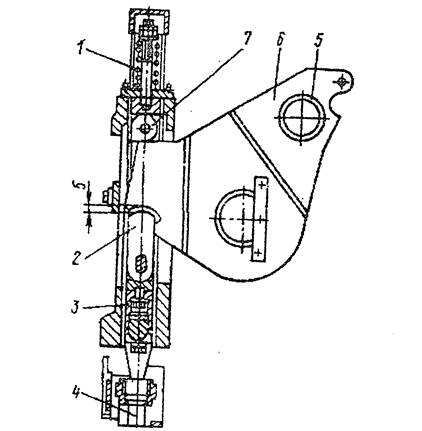
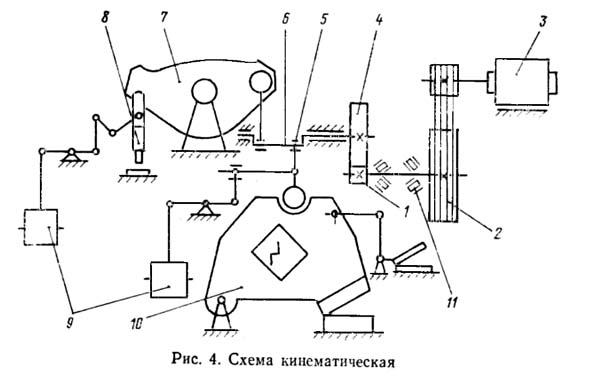
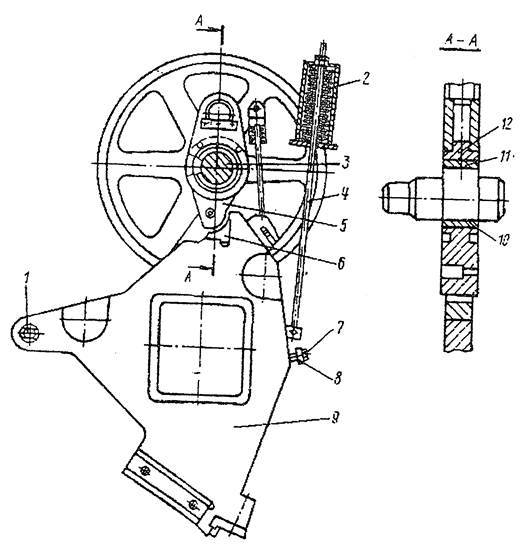
Работа пресса НВ5222
1 – вал-шестерня, 2 – маховик, 3 – электродвигатель, 4 – колесо зубчатое,
5 – шатун, 6 – вал, 7 – балансир, 8 – ползун пресса, 9 – электромагнит,
10 – ползун сортополосовой секции.
Привод пресс-ножниц осуществляется от электродвигателя (3) через клиноременную передачу, маховик (2) и одноступенчатую зубчатую передачу (1, 4) к эксцентриковому валу (6). Зубчатая пара (1,4) прямозубая, цилиндрическая. Движение на ползун (10) сортополосовой секции передается через шатун (5), на ползун (8) пресса для пробивки отверстий через балансир (7) и западающий камень. Включение и выключение исполнительных механизмов осуществляется через систему рычагов, связанных с одной стороны с шатуном и западающим камнем, а с другой стороны – с электромагнитами (9).
Переключатель поставьте в положение: «сортополосовая секция» или в положение «дыропробивная секция».
- Пробивка отверстий:
Закрепите в соответствующих гнездах пуансон и матрицу. Затем, поворачивая рукоятку механизма центрирования, опустите пуансон в матрицу и вставьте корпус матрицедержателя так, чтобы был выдержан равномерный зазор между матрицей и пуансоном.
Закрепите корпус матрицедержателя на станине и еще раз проверьте зазор.
В зависимости от толщины пробиваемого материала выставьте корпус съемника, для чего освободите гайки и контргайки, и, вращая винты, вставьте корпус съемника с зазором 1…2 мм от плоскости листа.
Затяните гайки и контргайки. Установка корпуса съемника с перекосом не допустима.
Для пробивки отверстий по кернениям используйте механизм центрирования. Опустите рукояткой пуансон и совместите кернение на заготовке с керном пуансона.
- Сортополосовая секция:
Для реза фасонного проката установите в гнездо ползуна и станины соответствующий инструмент. Выставьте плиту упора на соответствующий угол (90°, 45°) по делениям направляющей и закрепите ее. Поставьте сменные прижимы. Введите в гнездо инструмента прокат и выставьте его либо по разметке, либо в упор реза заготовок, размер которых предварительно установите. Не режьте полосу, имеющую на своей поверхности масляные пятна.
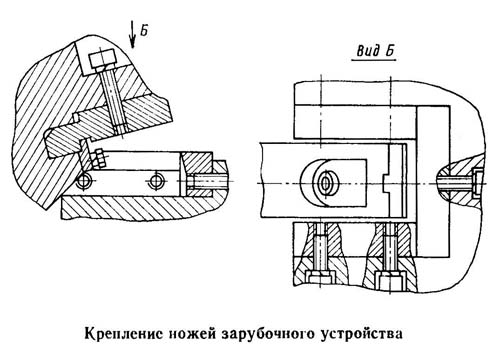
При работе зарубочного устройства зазор между ножами устанавливается прокладками под опорные поверхности и зависит от толщины разрезаемого материала. Ножи зарубочного устройства должны плотно прилегать к опорным поверхностям, должны быть хорошо закрепленными и сухими.
Продувайте сжатым воздухом полость станины под сортополосовым ползуном для удаления накопившейся окалины или удаляйте скребком.
Для безопасности на пресс-ножницах установлены ограждения всех вращающихся деталей зарубочного устройства, дыропробивной зоны.
При работе на ножницах:
- не режьте и не пробивайте отверстия в профилях и материалах размером больше, чем указано в технической характеристике при δв = 500 Н/мм²;
- не снимайте ограждений;
- не работайте на сортополосовой секции без прижимов;
- не налаживайте ножницы при включенном электродвигателе.
Технические характеристики комбинированных пресс-ножниц НГ5222
| Наименование параметра | НГ5222 | НГ5223 | НГ5224 |
|---|---|---|---|
| Основные параметры пресс-ножниц | |||
| Наибольшие размеры обрабатываемой полосы (толщина х ширина), мм | 16 х 150 | 18 х 190 | 28 х 200 |
| Наибольшие размеры обрабатываемого круга (диаметр), мм | 45 | 50 | 67 |
| Наибольшие размеры уголка под 90°, мм | 125 х 125 х 12 | 125 х 125 х 14 | 160 х 160 х 20 |
| Наибольшие размеры уголка под 45°, мм | 90 х 90 х 9 | 100 х 100 х 10 | 125 х 125 х 14 |
| Наибольшие размеры швеллера, номер профиля | 5..18У | 5..18аУ | 5..30У |
| Наибольшие размеры двутавра, номер профиля | 10..18 | 10..18 | 10..30 |
| Наибольший диаметр пробиваемого отверстия, мм | 30 х 16 | 32 х 16 | 40 х 25 |
| Наибольшие размеры пробиваемых пазов (длина х ширина х толщина), мм | 70 х 65 х 10 | 80 х 65 х 10 | 100 х 85 х 16 |
| Число ходов ножа в минуту не более | 18 | 17 | 14 |
| Наибольшая длина разрезаемых листов по заднему упору, мм | 70..1000 | 70..1000 | 130..1000 |
| Номинальное усилие реза, кН | 560 | 630 | 1250 |
| Электродвигатель, кВт | 5,5 | 5,5 | 11 |
| Габарит и масса пресс-ножниц | |||
| Габарит пресс-ножниц (длина х ширина х высота), мм | 1900 х 1660 х 1950 | 1800 х 1700 х 1865 | 2735 х 1760 х 2445 |
| Масса пресс-ножниц, кг | 1940 | 2210 | 7050 |
Пресс ножницы комбинированные нг5222 — это машина производства Кувандыкского завода «Долина». Само предприятие было основано в 1941 году. С тех пор компания обеспечивает клиентов высокоточным оборудованием с отменными техническими и эксплуатационными характеристиками.
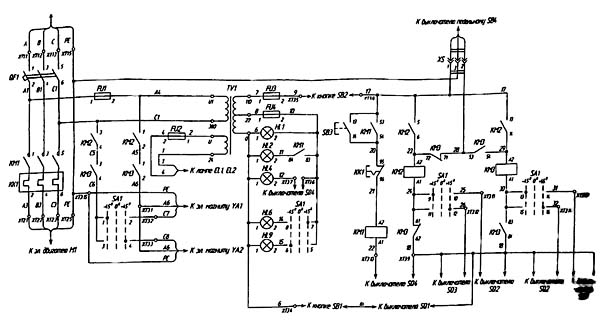
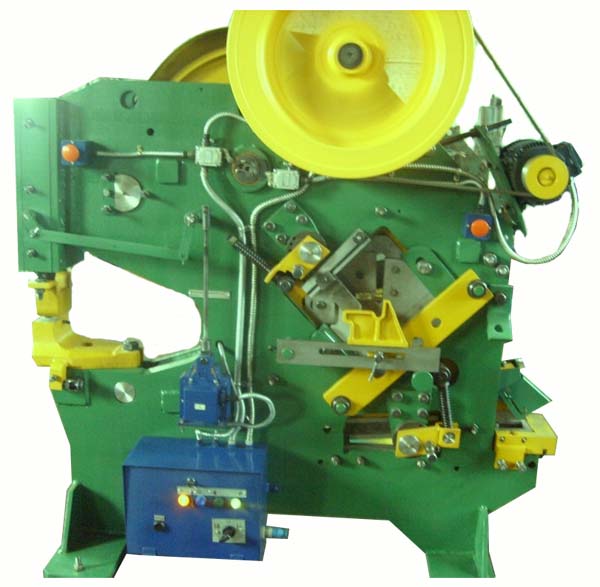





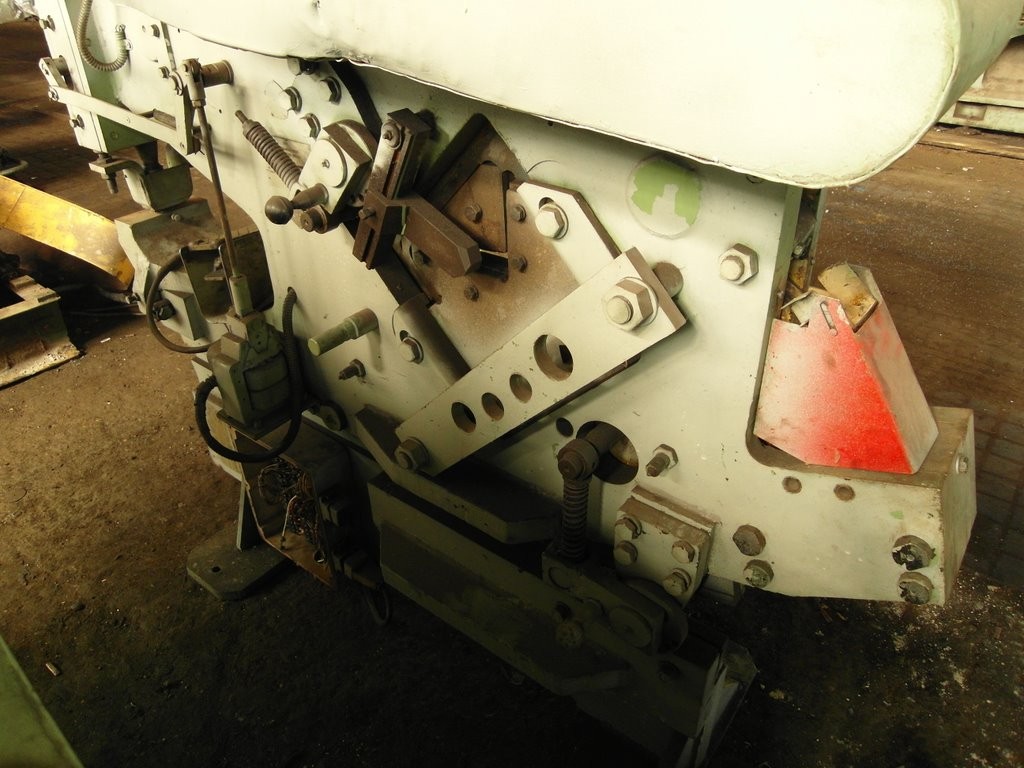
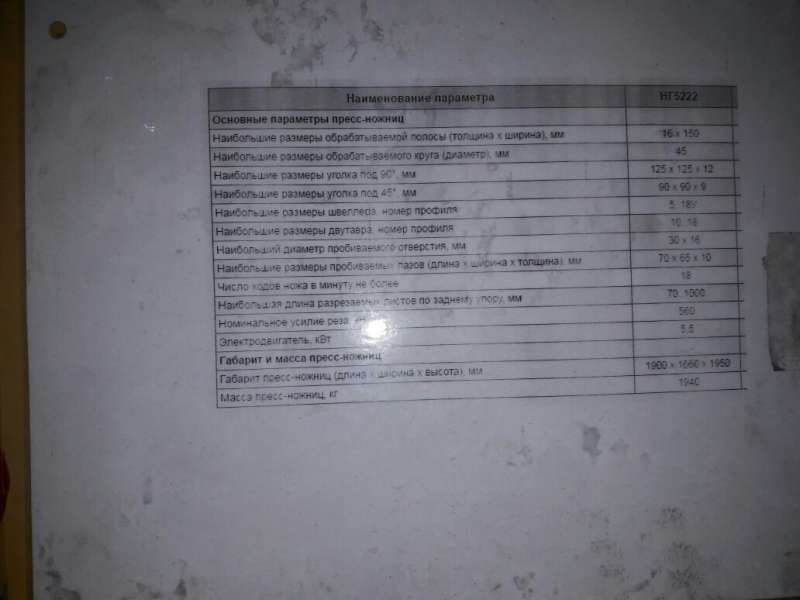
Фото пресс ножниц
Пресс ножницы нв5222 служат для выполнения качественной резки проката — фасонного, листового, сортового. Также устройства позволяют производить различные зарубки.
Комбинированные ножницы могут называться пресс ножницами при условии, что они оснащаются дыропробивным прессом.
Технические характеристики модели НГ5222 предусматривают наличие четырех механизмов, составляющих основу оборудования:
- Механизм нарезки сортовых металлов;
- Для резки металлического листа;
- Система изготовления отверстий;
- Устройство для вырубывания пазов.
Что необходимо знать про подобные пресс ножницы комбинированные модели НГ5222?
Все указанные механизмы собраны в единой станине, оснащаются общим приводом.
Ползуны листовых, сортовых ножниц используют рычажный механизм для осуществления управления.
Дыропробивной механизм устройства имеет два типа управления – рычажное и педальное.
Основные технические характеристики регламентированы государственным стандартом.
Выполнение резки ножницами позволяет добиться самого экономичного способа разделения проката на соответствующие требуемые заготовки.
При работе резаком важно избегать двойного среза. Для этого требуется соблюдать определенную глубину вхождения ножей в металлическую заготовку
Она не должна превышать V4 от высоты разрезаемого сечения. Особенно это имеет значение при обработке пластичного металла или заготовок, которые были специально нагреты до высокой температуры.
Для предотвращения образования трещин с торцевых сторон обрабатываемых заготовок, что может быть обусловлено хрупкостью определенных сортов стали, заготовку следует подогреть.
Холодным методом режут углеродистую сталь, процент содержания углерода в которых не превышает 0,5 процентов.
На получаемое качество разреза заготовки непосредственное влияние оказывает скорость вхождения ножа в металл. Если требуется резка углеродистой стали, скорости используют повышенные. Легированная сталь требует более деликатной резки, потому скорость устанавливается пониженная.
Исходя из особенностей обработки разных сортов металлов, пресс станок разумно оснащать двухскоростными электромоторами, чтобы контролировать, регулировать скорость работы.
Особенности станка НГ5222
Среди представленных на рынке комбинированных пресс ножниц, наибольшую популярность завоевали комбинированные устройства новой генерации. Модель НГ5222 обеспечивает решения множества производственных вопросов.
Главные особенности — это способность при минимальных манипуляциях со станком выполнять целый ряд задач, совмещать выполняемые операции:
- Выполнять пробивку отверстий, пазов;
- Резать круги, уголки, квадраты;
- Отрезать полосы;
- Изготавливать двутавры, швеллеры.
Так станок НГ обеспечивает широкий функционал пресс ножниц и экономичность проката при его обработке всего на одном устройстве.
Пресс ножницы комбинированные нв5222, н5222а, нв5221, НБ5224 — это предшественника более современных и усовершенствованных пресс ножниц НГ5222.
Нюансы конструкции станков НГ
Станки НГ нашли широкое применение во всевозможных областях производства. Это обусловлено широкой функциональностью и внушительных техническими характеристиками станков. Потому с их применением и назначением следует познакомиться более детально. Но для этого следует разобраться в элементах конструкции НГ.
Пресс ножницы комбинированные обеспечивают выполнение нескольких различных операций, избегая предварительных изменений настроек устройства. Это возможно благодаря четырем рабочим зонам. Работа может осуществляться в любой последовательности. Менять при этом инструменты не требуется. Именно так достигается быстрая, экономичная и производительная обработка заготовок.
Что вам следует знать про конструкцию этого станка?
- Станина состоит из пары металлических листов — заднего и переднего. Они соединены с основанием методом варки.
- Четыре расточки в станине служат для монтажа приводов секций, приводных валов станках НГ.
- Приводы дыропробивных и сортолистовых секций идут от электромотора через зубчатые и клиноременные передачи на эксцентриковый вал.
- Рычаги зарубочных устройств станков непосредственно связаны с ползунами сортолистовых секций за счет тяги.
- Ползуны дыропробивных секций уравновешены за счет специальных пружинных уравнителей.
- Механизм, предназначенный для резки уголков, квадратов, металлических кругов состоит из 2 плит. Одна подвижная, вторая — неподвижная. Подвижная плита закреплена в гнезде ползуна сортолистовой секции. Неподвижная часть помещена в гнезде станины и зафиксирована с помощью Г-образных пружин.
- Зарубочные и листовые агрегаты включают в конструкцию неподвижные и подвижные ножи — 3 и 2 единиц соответственно.
- Пресс ножницы предусматривают наличие трех рабочих мест, которые могут обслуживаться одним оператором.
- Электрическая схема модернизирована, если сравнить НГ5222 и пресс ножницы комбинированные н5222а. Данная электро схема позволяет пресс ножницам работать на одиночных и непрерывных ходах.
- Управление пресс ножницами является педальным, кнопочным.
Комбинированная схема станка обеспечивает его многозадачность при максимальной эффективности и экономичности. НГ5222 занял свою нишу на рынке пресс ножниц и уверенно сохраняет лидирующие позиции.
Отменные технические характеристики, привлекательная стоимость и высокие показатели производительности делают станок НГ5222 один из наиболее предпочтительных устройств. Цена пресс ножниц составляет от 1000 долларов. Достаточно приемлемая стоимость при таких параметрах станка.
Получить консультацию
Пресс-ножницы комбинированные НГ5222 номинального усилия 40тс с механическим приводом служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате. Имея четыре рабочие зоны, пресс-ножницы позволяют выполнять несколько операций без смены инструмента и любой последовательности.








Пресс-ножницы комбинированные могут найти свое применение на машиностроительных, ремонтных и других заводах, в коммерческих производствах и ремонтных участках, строительных организациях.
Пресс-ножницы НГ5222 нашего производства поставлены в центральный федеральный округ, Северо-Западный ФО, Южный ФО, Северо-Кавказский ФО, Приволжский ФО, Уральский ФО, Сибирский ФО и страны СНГ.
Технологические возможности ножниц
Диапазон применения рассматриваемого оборудования может быть расширен путём установки неприводного модульного рольганга типа МРП. В частности, возможна резка прутков круглого или квадратного поперечного сечения длиной до 3…6 м. Поставляемый основной комплект инструмента и приспособлений включает в себя:
- Ножи для вырубки прямых и треугольных пазов, плоские пластинчатые ножи из стали марок У8А или 9ХС (уточняется в паспорте при поставке изделия потребителю);
- Механизм центрирования дыропробивного пуансона, который обеспечивает повышенную точность пробивки отверстия;
- Пружинный уравновешиватель, гарантирующий оператору безопасные условия работы.
- Виды выполняемых операций
Применяемая комбинированная система смазки предусматривает эксплуатацию ножниц как внутри, так и вне производственных помещений, при этом необходимость в подаче к месту монтажа ножниц сжатого воздуха отпадает. В паспорте содержатся необходимые сведения об установке ножниц на постоянное основание, и условия для их укрытия от неблагоприятных атмосферных воздействий.
Популярные модели КПН
Выпускается большое количество разновидностей комбинированных пресс-ножниц промышленного типа. В России наибольшее распространение получили следующие модели — СМЖ625, НВ5221, НВ5222, НВ5224. Самой популярной моделью остается установка НВ5221. Ниже мы кратко рассмотрим особенности этих моделей.

СМЖ625
Относится к категории простых, компактных и дешевых моделей, с помощью которых можно производить все базовые работы с металлом. Сферы назначения — резка фасонного или сортового металлопроката, работа с металлическими листами, пробивка отверстий, изготовление треугольных насечек. Установку СМЖ625 можно адаптировать для использования на территории открытых площадок. Дополнительная применения СМЖ625 — это работа с металлом, металлопрокатом на территории строительных площадок с низким или средним уровнем загрязнения. Станок используется в условиях умеренного климата.
НВ5221
Эту модель относят к категории крупных массивных станков, которые предназначены для работы с крупными партиями металла. НВ5221 подходит для работы со всеми популярными типами металлопроката (фасонный, сортовой, полосовой). Этот станок можно применять для изготовления отверстий, вырубки различных выемок и насечек. Прибор имеет 4 активных зоны. Это позволяет значительно увеличить производительность труда, что будет весьма кстати в случае крупных металлургических производств (машиностроение, изготовление военной техники, строительство морских судов, ремонтные работы). Станки НВ5221 имеют небольшие отличия исполнения, связанные с климатом преимущественного использования. Простой пример: УХЛ-модификация станка НВ5221 применяется для работы в условиях умеренного или холодного климата.
НВ5222
Эта модель является модификацией предыдущей системы НВ5221. Крупное отличие установки этого типа — 4 зоны пресс-системы НВ5222 работают в полностью автономном режиме. Это позволяет оператору эффективно налаживать работу на производстве. Модель НВ5222 предназначена она для работы со всеми типами металлопроката, для резки листового металла, для изготовления отверстий, насечек или выемок. Эта модель ножниц используется на строительных либо машиностроительных производствах. Еще одна сфера применения — небольшие компактные цеха, специализацией которых является демонтаж сборных металлических конструкций (станки, оборудование).

НВ5224
Эта установка является усовершенствованной модификацией модели НВ5221. Прибор универсален — он подойдет для обработки листов, металлопроката, различных заготовок и цельных деталей. Как и классическая модель, система НВ5224 разделено на 4 зоны, которые выполняют все основные операции с металлом — резка, изготовление отверстий, прессование. Базовые отличия НВ5224 — усовершенствованная автоматика, использование более прочных металлических сплавов с антикоррозийными добавками, наличие оборудования для проведения зарубочных операций, возможность рубки уголкового металлопроката.
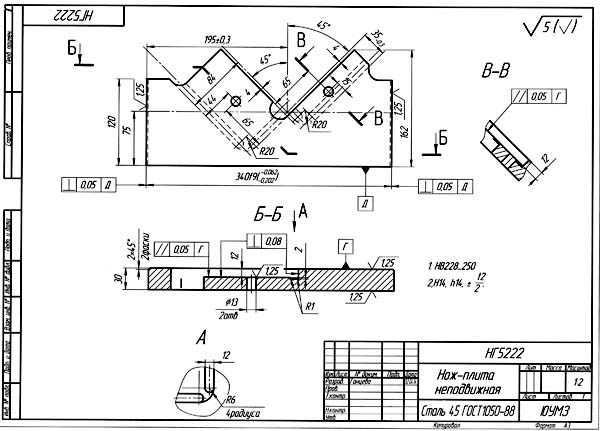
Ножи к ножницам для резки сортового проката. Технические требования
Ножи для пресс ножниц изготавливаются по ГОСТ 25454-82 Ножи к ножницам для резки сортового проката. Технические требования
Нож-плита неподвижная для нг5223
Нож-плита неподвижная для нг5223
- Ножи не должны иметь трещин, заусенцев, раковин, острых углов и кромок (кроме режущих);
- Поверхности, образующие режущую кромку не должны иметь задиров, прижогов;
- Режущая кромка не должна быть затуплена, выкрошена, не должна иметь забоин;
- Ножи должны изготавливаться из стали марок:
- Х12Ф1, ХБФ по ГОСТ 5990-73 для холодной резки стали
- Р6М5 по ГОСТ 19256-73, 4Х5В2ФС по ГОСТ 5990-73 для горячей резки стали
- Твердость ножей должна быть HRC = 50…56
- Допускается по согласованию с потребителем изготовлять ножи из других марок стали, не снижающих качества ножей
- Параметры шероховатости Ra поверхностей ножей не должны превышать следующих значений:
- Поверхности, образующие режущую кромку (передняя, задняя) и опорные поверхности – 1,25 мкм
- Поверхности крепления и фасок – 20 мкм
- Остальные поверхности – 10 мкм
Электрооборудование пресс-ножниц нг5223
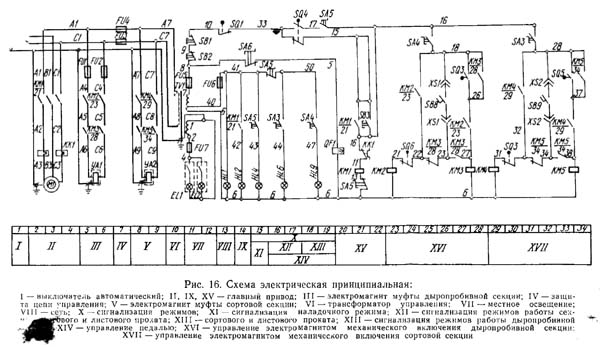
Электрическая схема пресс-ножниц нг5223
Электросхема (рис. 16) комбинированных пресс-ножниц предназначена для управления двумя секциями в следующих режимах:
- Одиночные ходы (управление от педали)
- Наладочный режим (ручной проворот).
Режимы работы устанавливаются переключателем SA1, расположенным на дверце электрошкафа. В электрошкафе (рис. 17) находится вся пускорегулирующая и защитная аппаратура, а также трансформатор TV1 для питания цепей управления (ОСМ 0,25 380/5-22-110/24). Вводной автоматический выключатель QF1 (см. рис. 16) расположен в электрошкафу на левом борту и заперт в положении ОТКЛЮЧЕНО переключателем SA6. Электродвигатель главного привода M1, светильники местного освещения рабочих зон и конечные выключатели расположены на пресс-ножницах. Схема расположения электрооборудования показана на рис. 18.






В электросхеме машины (см. рис. 16) предусмотрены следующие виды защиты:
- силовая цепь от токов короткого замыкания защищена вводным автоматическим выключателем QF1. После автоматичеекого отключения выключателем QF1 перед его включением выявите и устраните причины короткого замыкания;
- электродвигатель главного привода от перегрузки защищен тепловым реле КК1;
- электромагниты УА1, УА2 и трансформатор TV1 защищены от токов короткого замыкания со стороны питающей сети предохранителями FV1, FU4;
- цепи управления, сигнализации и освещения защищены от токов короткого замыкания предохранителями FU5, FU6, FU7;
- нулевая защита, предотвращающая произвольный запуск электродвигателя при появлении напряжения после его исчезновения, осуществляется магнитным пускателем КМ1, включенным по схеме с самопитанием.
История выпуска пресс-ножниц

В 1964 г. завод выпускал комбинированные пресс-ножницы моделей Н5220, Н5222, Н635А. Указанные модели стали отправной точкой для создания целой серии комбинированных пресс-ножниц и их модификаций: НГ5220, НВ5221, НГ5222, НГ5223, НГ5224, значительная часть конструкторских решений на указанное оборудование защищена авторским свидетельством и патентами. В связи с большим спросом на выпускаемые пресс ножницы, которые, благодаря своей универсальности находили широкое применение во многих отраслях народного хозяйства — стройиндустрии, энергетике, металлургии, машиностроении и других отраслях, в конце 60-х и в течение 70-х годов завод переживает свое второе рождение. Пресс-ножницы, выпускаемые заводом, работают на фирмах свыше шестидесяти стран Европы, Азии, Америки, Африки и Австралии.
Каталог пресс-ножниц ПАО «Кувандыкский завод КПО «Долина» 1990-х гг (pdf)