
Схемы других моделей
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
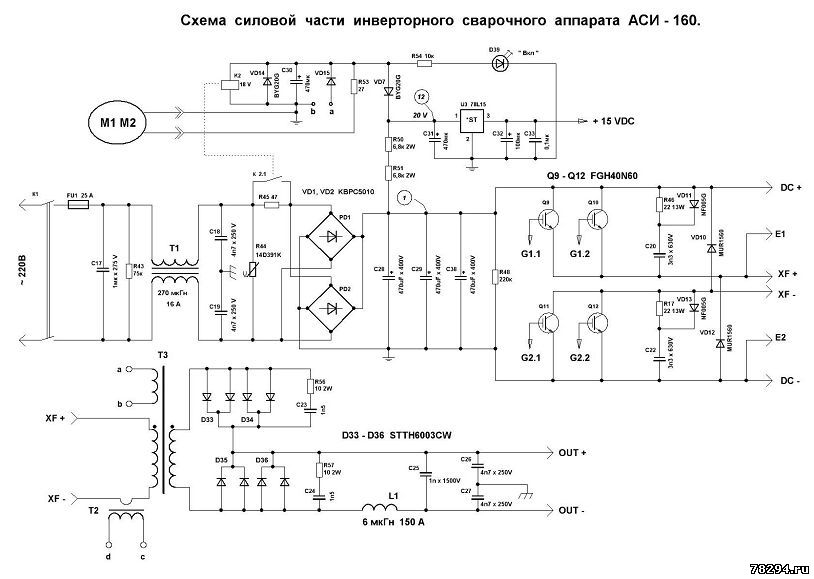
Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.

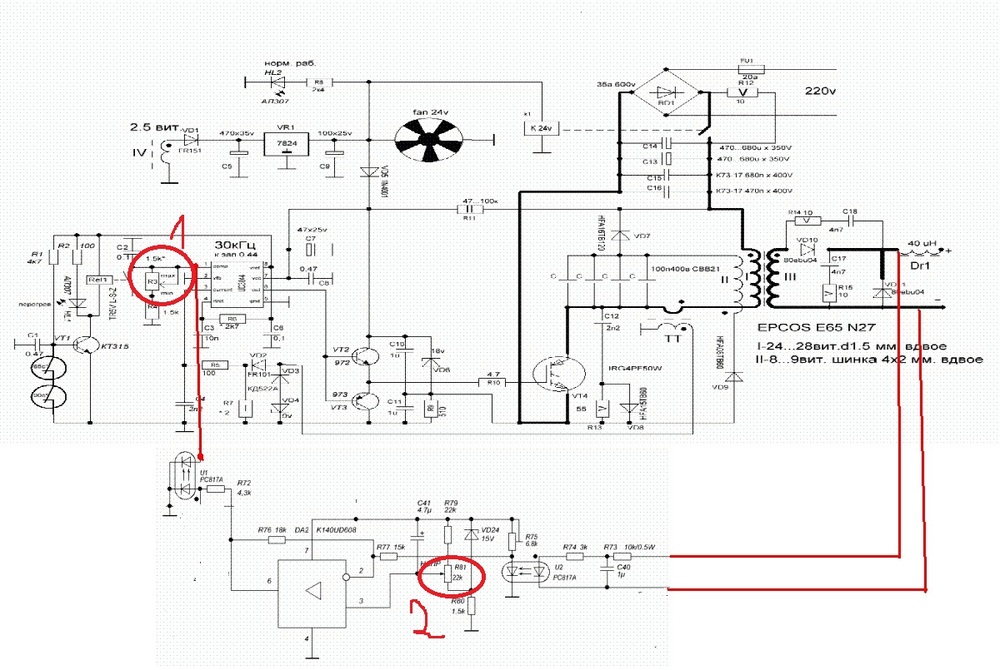
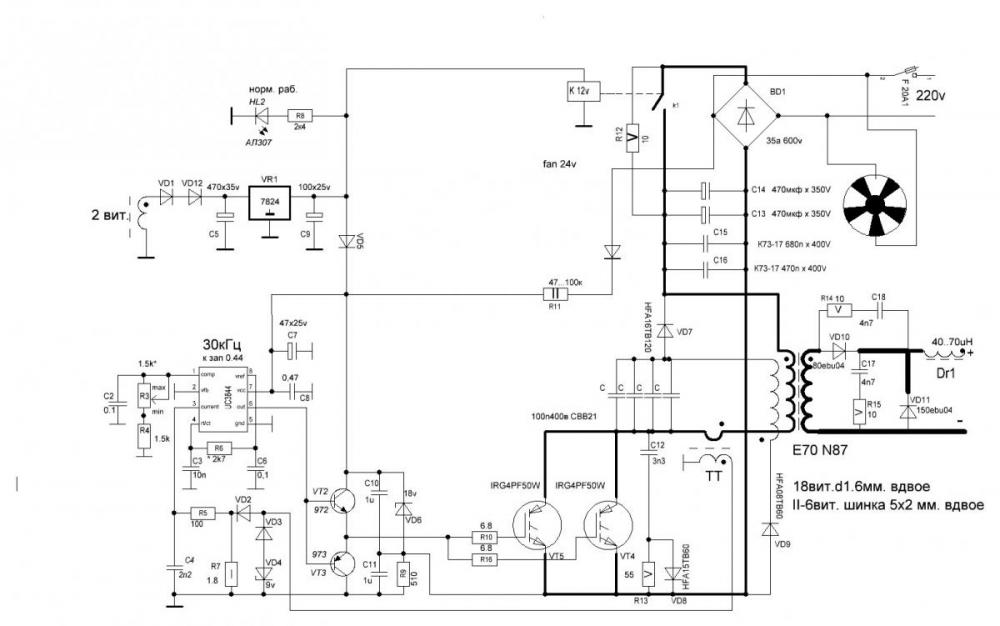
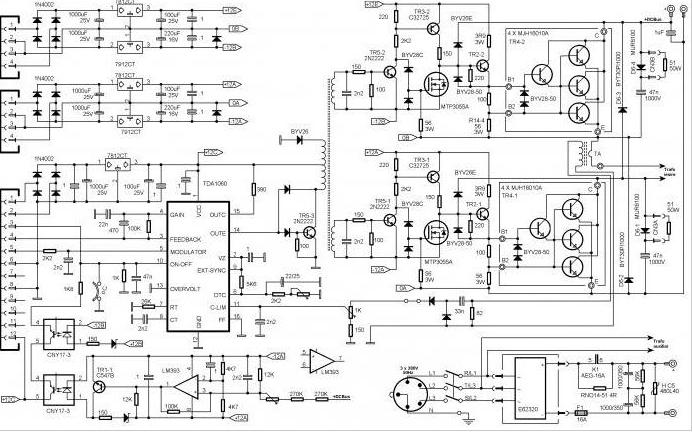
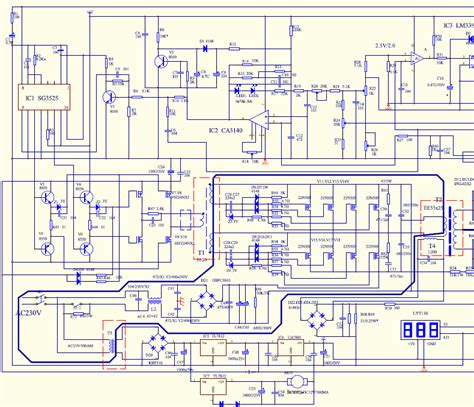
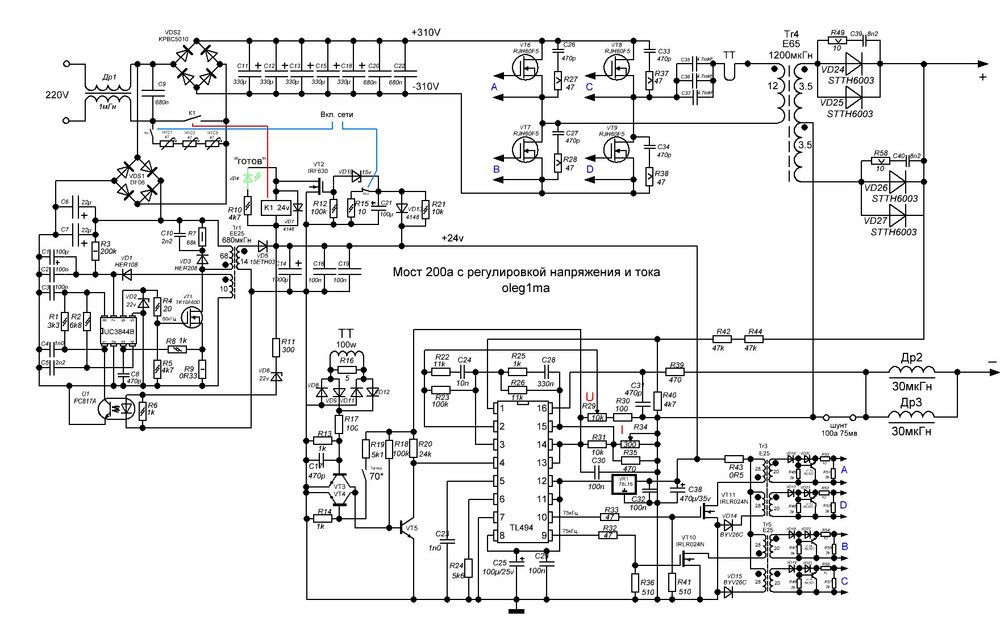
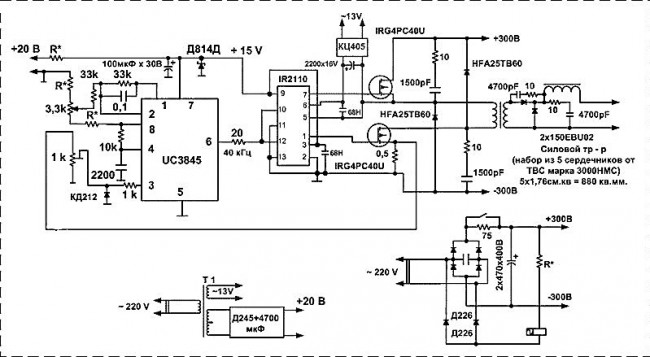
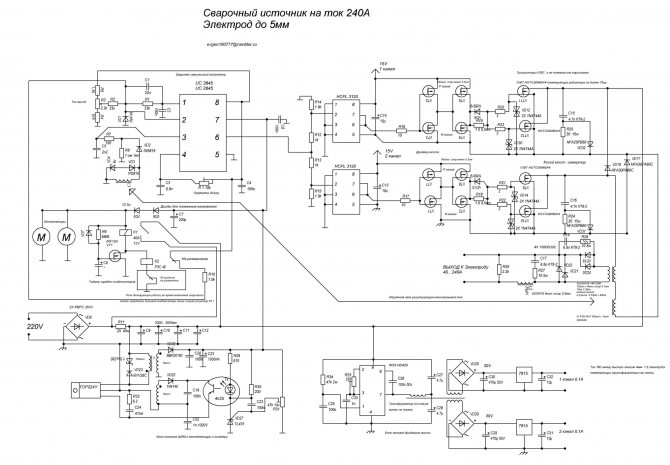
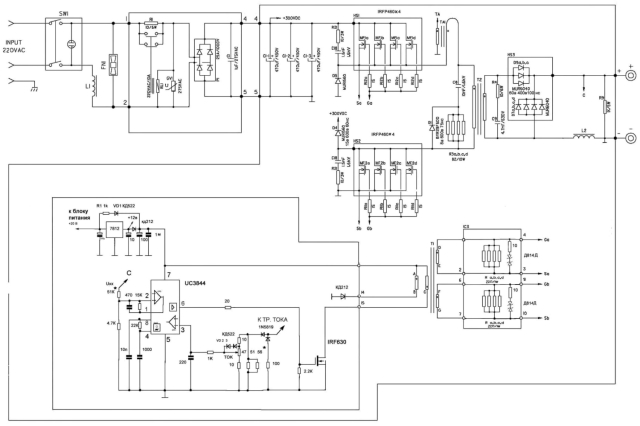
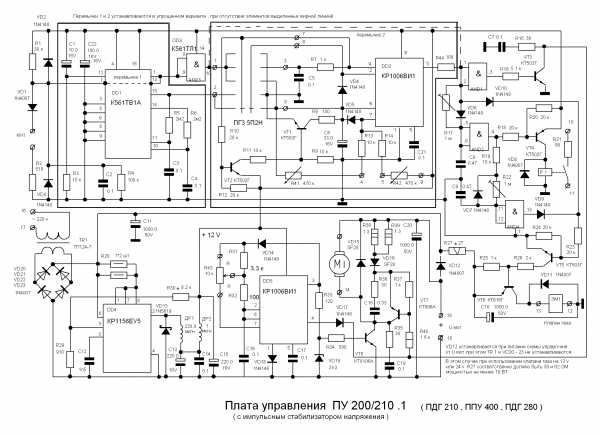
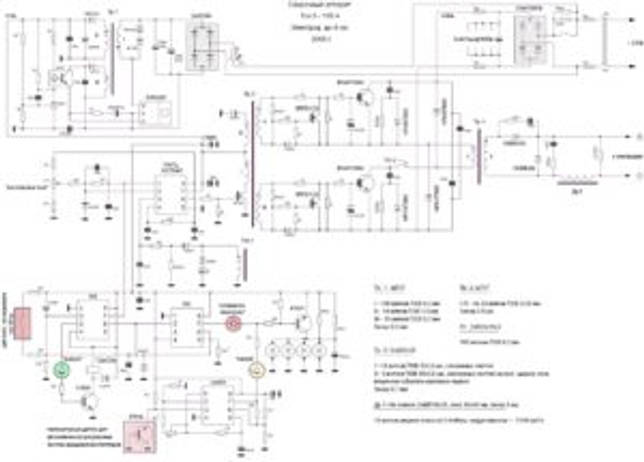
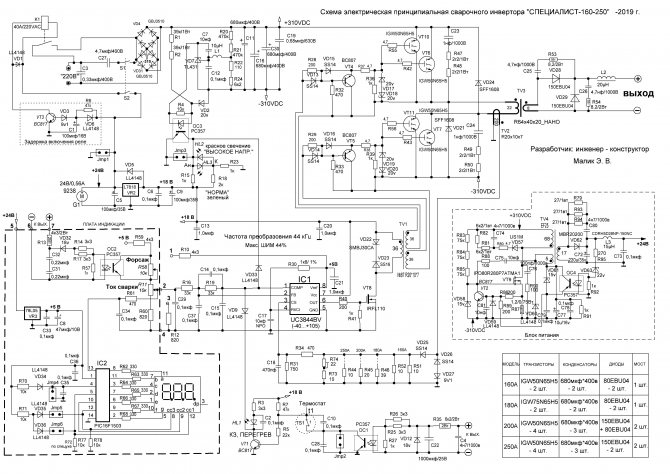
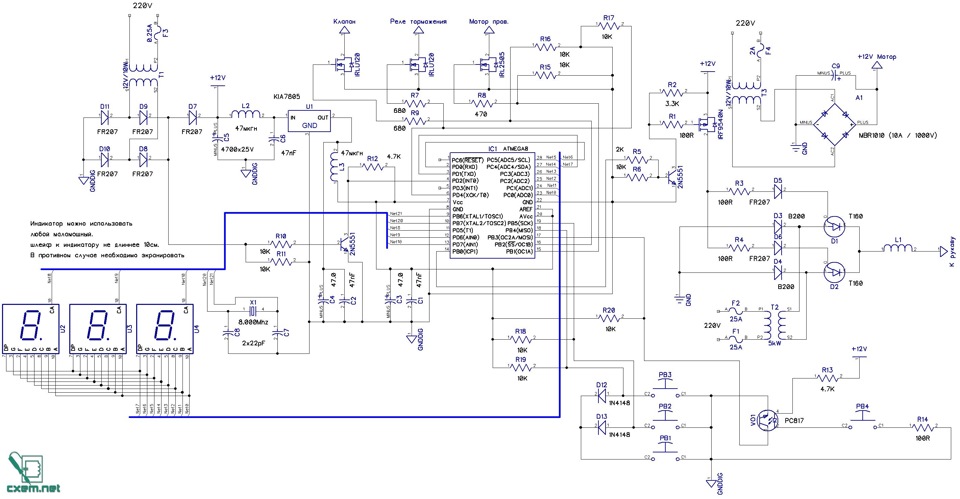
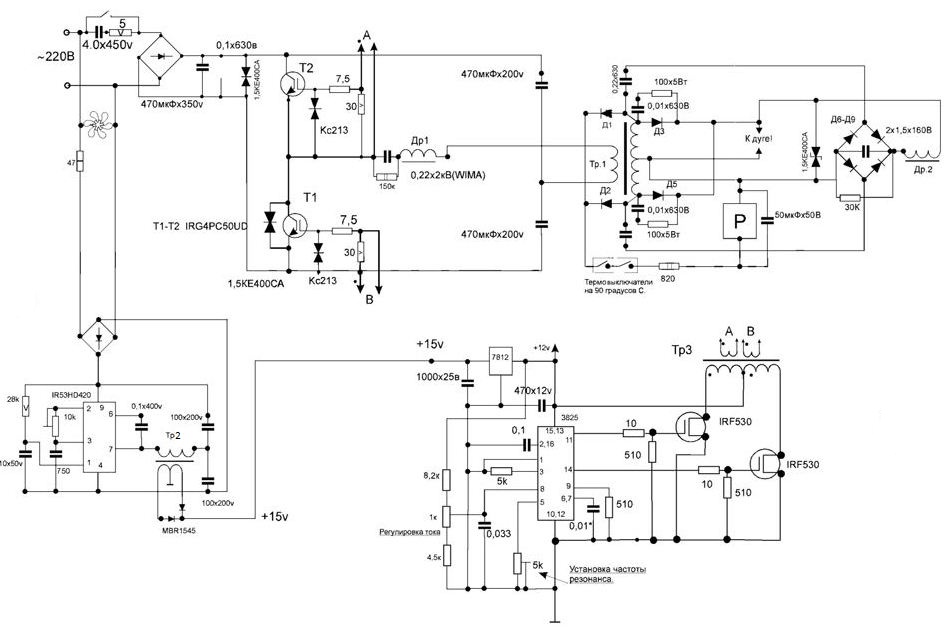
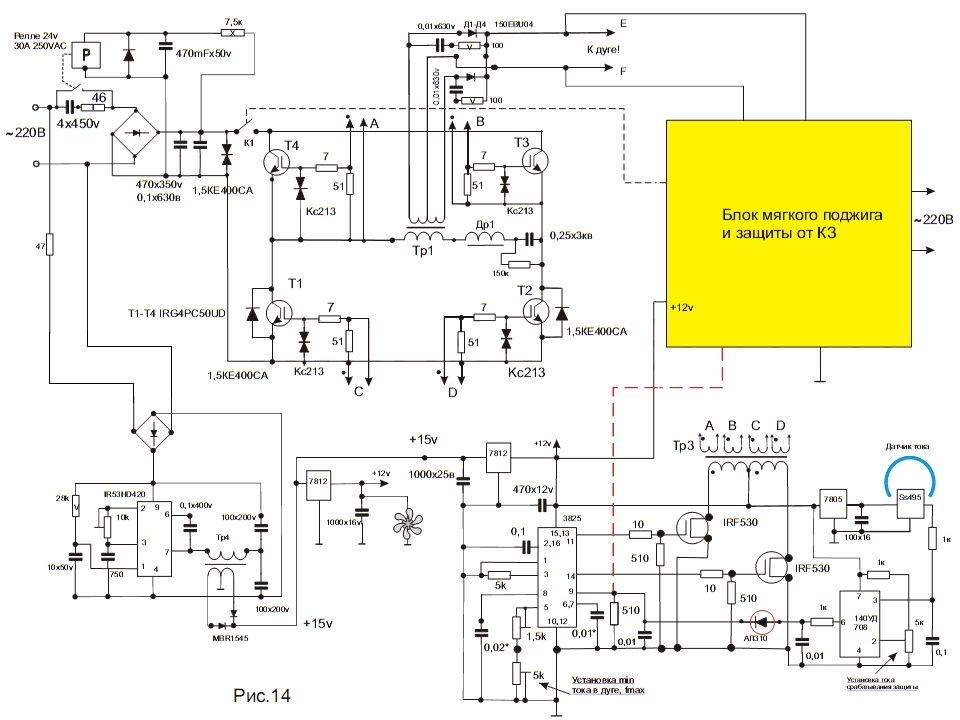
Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
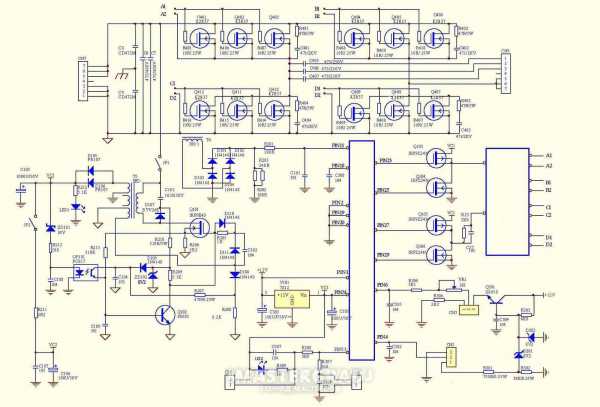
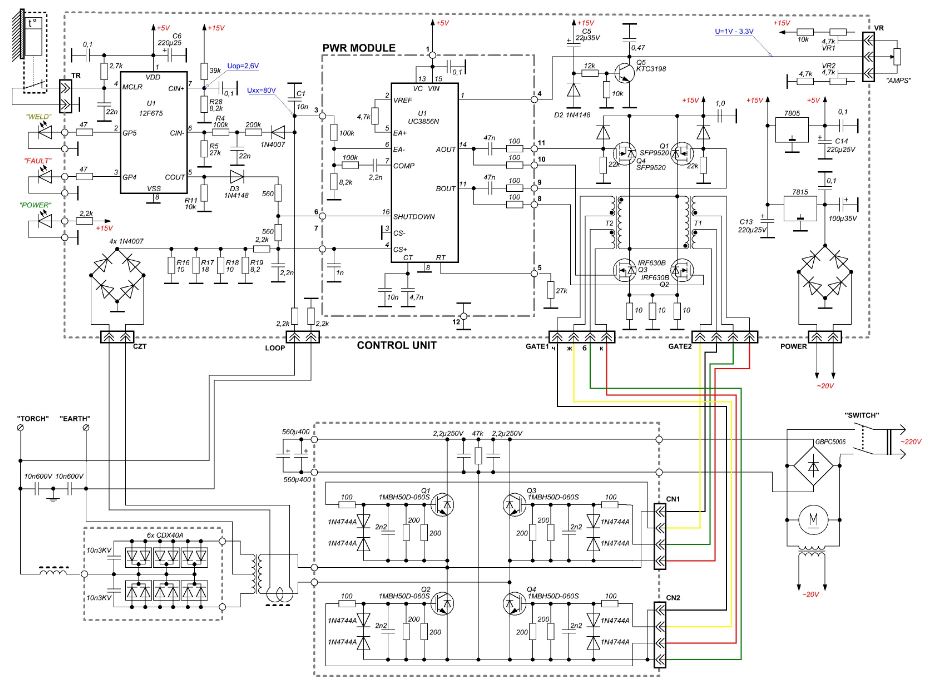
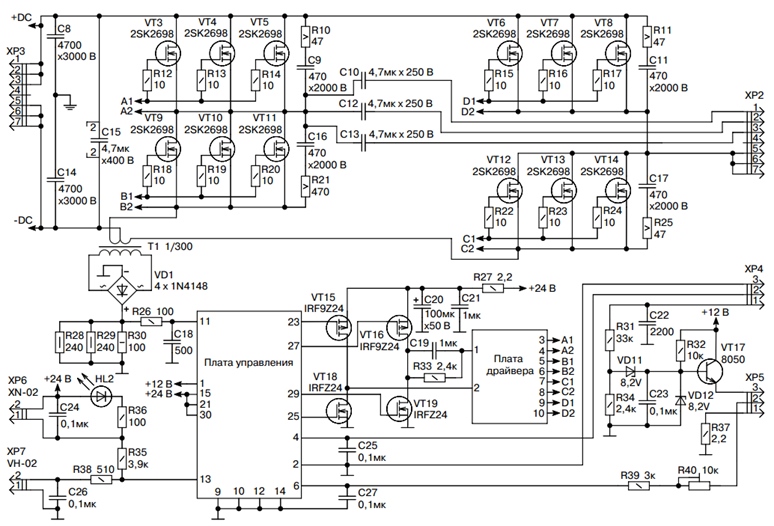
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
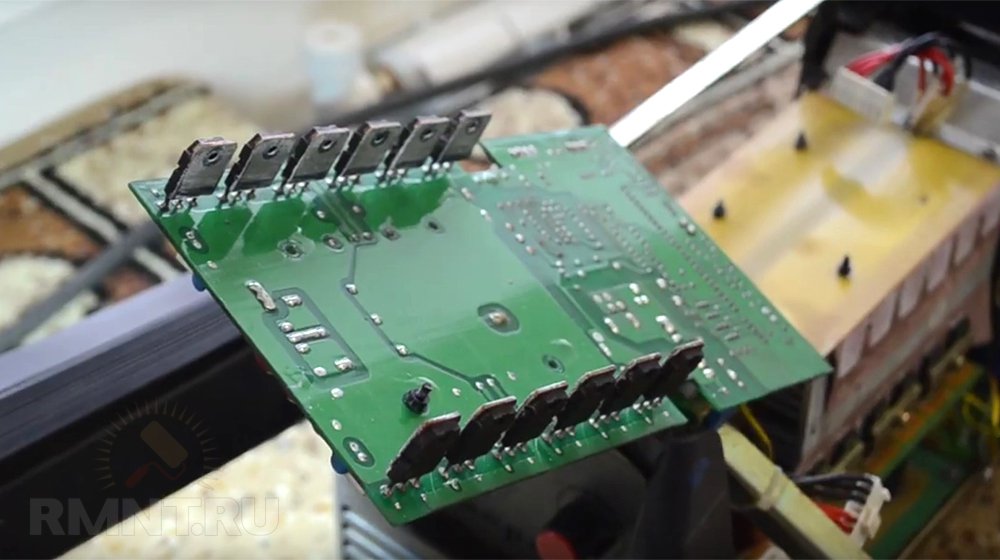
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
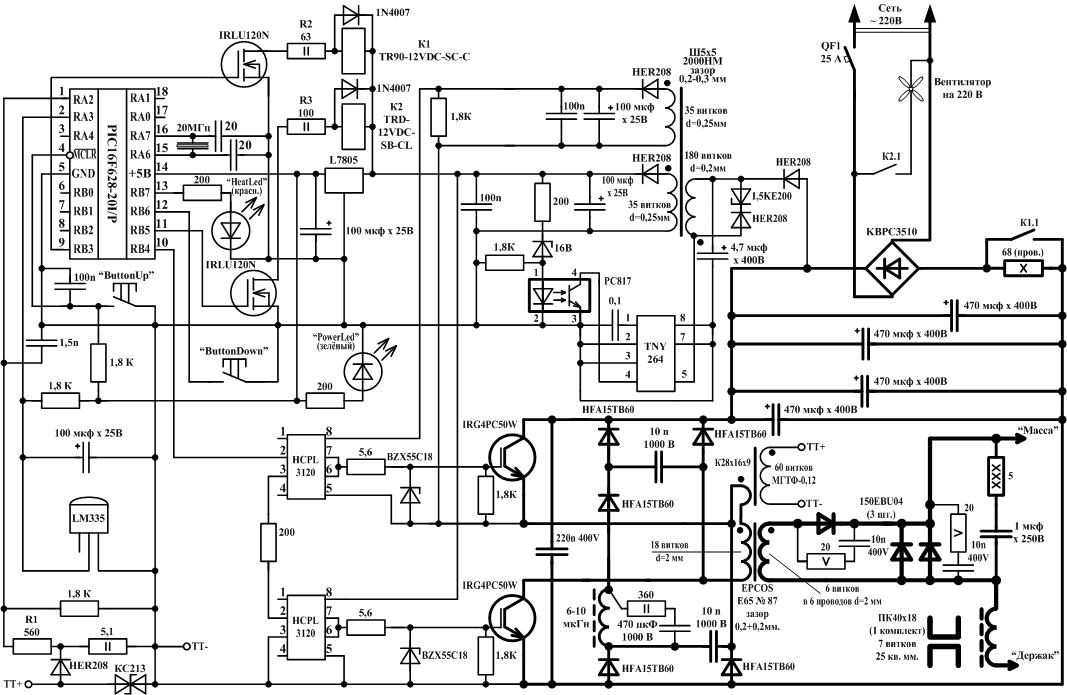
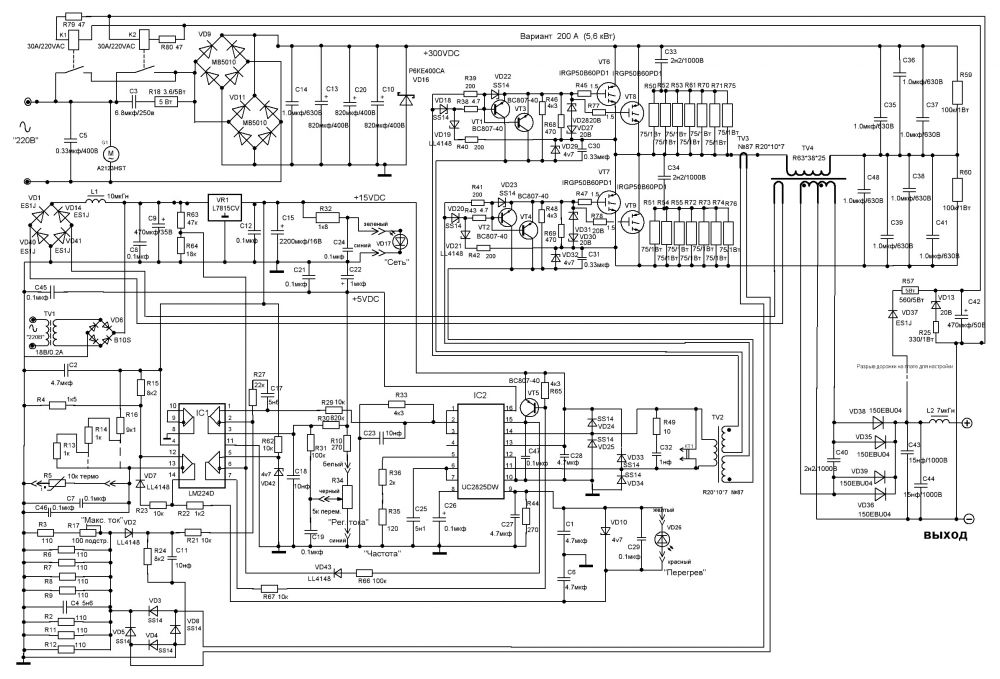
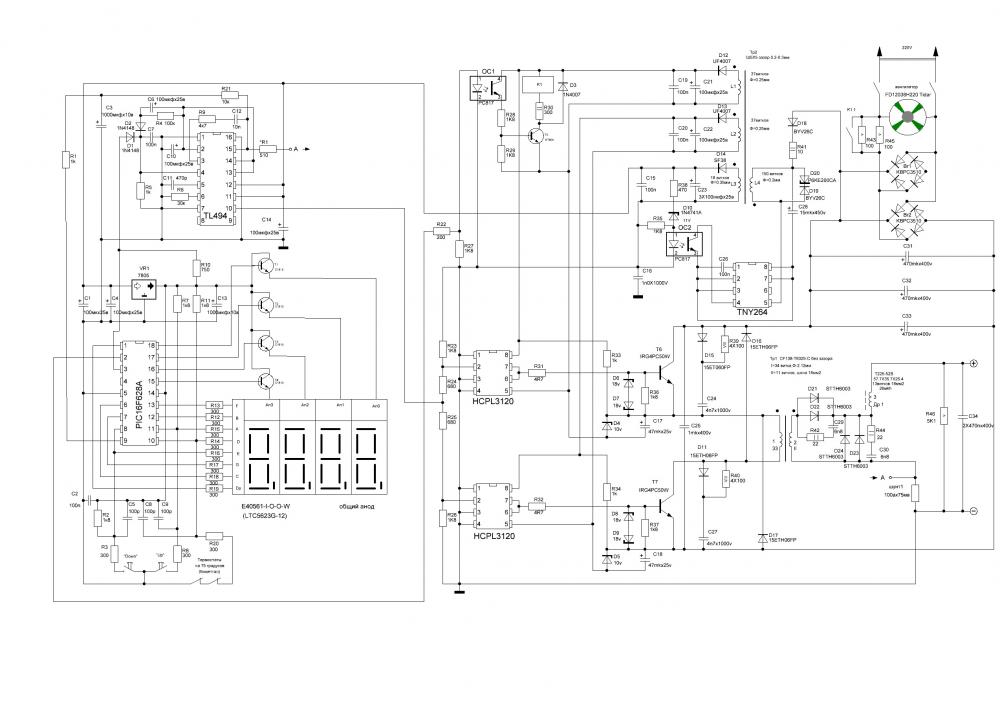
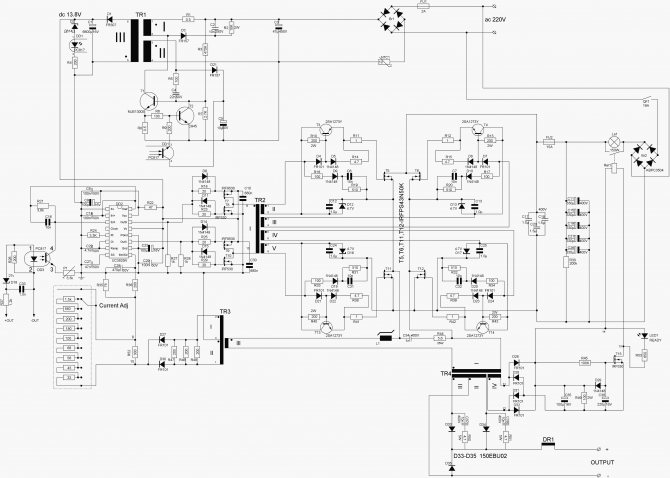
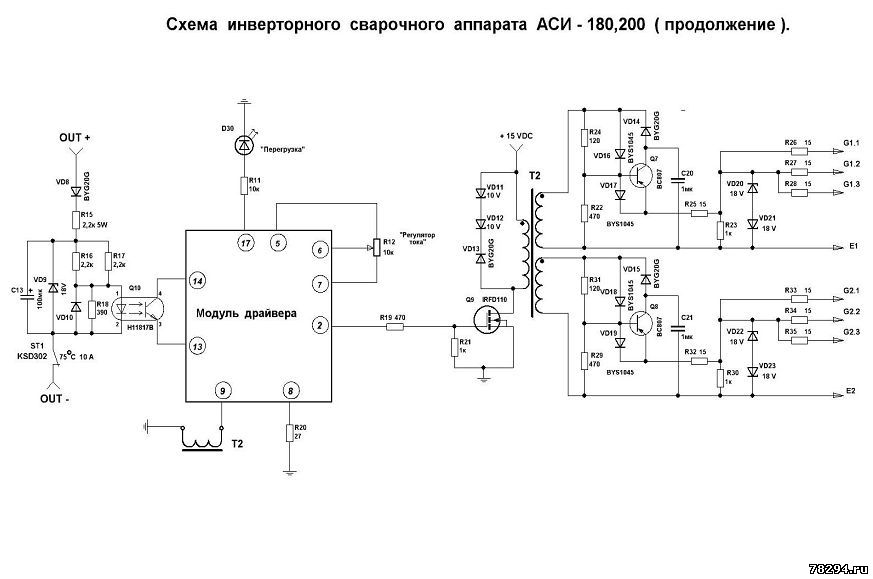
Сварочный инвертор САИ 200, схема которого не существенно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.
В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.

Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Как сделать своими руками?
Хотя инверторные сварочные аппараты в широкой продаже в современном исполнении, стали доступны относительно недавно, они не являются чем-то новым. По сути, добавилось только удобное цифровое управление и более современные электронные компоненты.
Принцип же работы, как и сам аппарат были разработаны несколько десятков лет назад, да и сегодня, многие схемы сборки актуальны. Собрать самостоятельно инвертор можно имея старые электротехнические детали, на основе современных электронных компонентов. Такой аппарат выйдет значительно дешевле, чем заводской аналог.
Необходимые материалы и инструменты
Для сборки аппарата понадобятся:
- Ферритовый сердечник для силового трансформатора.
- Шина из меди или проволока для создания обмоток.
- Фиксирующая скоба для соединения половинок сердечника.
- Термостойкая изолента.
- Компьютерный вентилятор.
- Транзисторы.
- Паяльник, пассатижи, кусачки.
Схемы
На сегодняшний день, все схемы сварочных инверторов унифицированы и построены на основе использования импульсного трансформатора и мощных транзисторов типа MOSFET.
Каждый из производителей вносит незначительные изменения в виде фирменных разработок, однако, в общем функционал аппарата не претерпевает каких-либо существенных изменений.
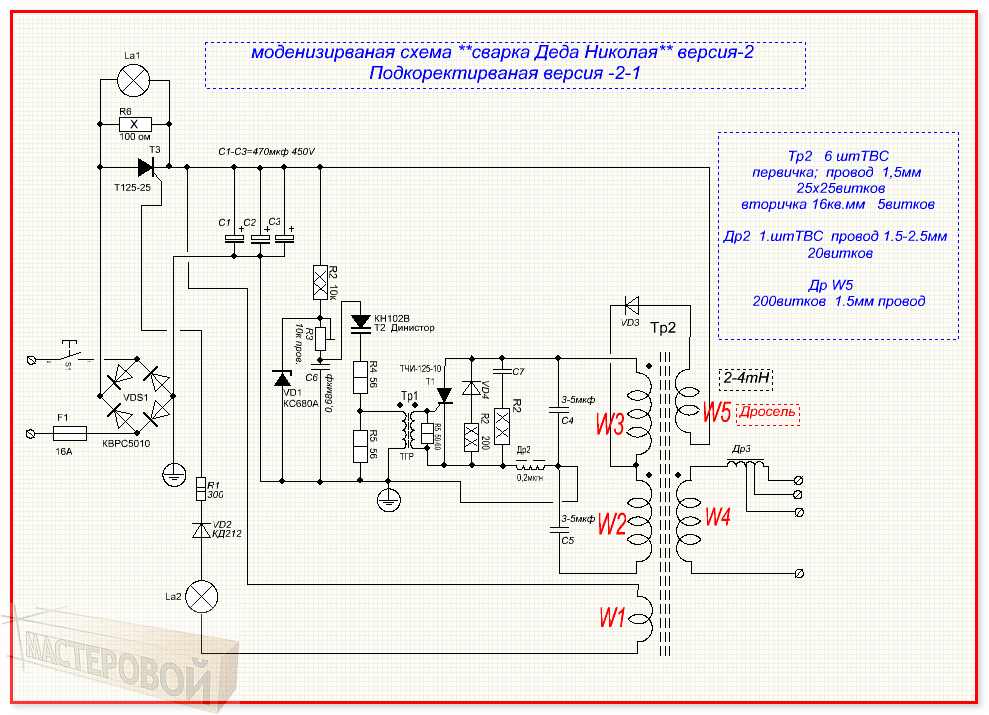
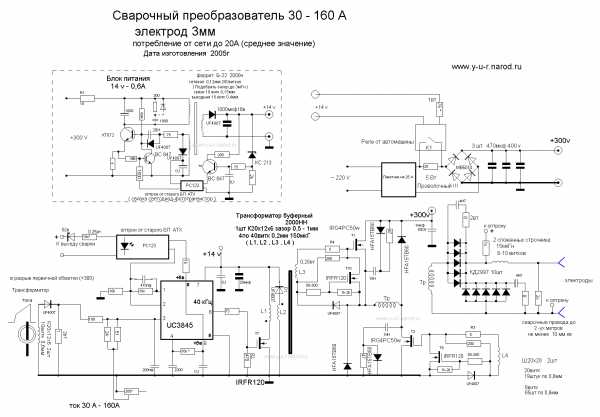
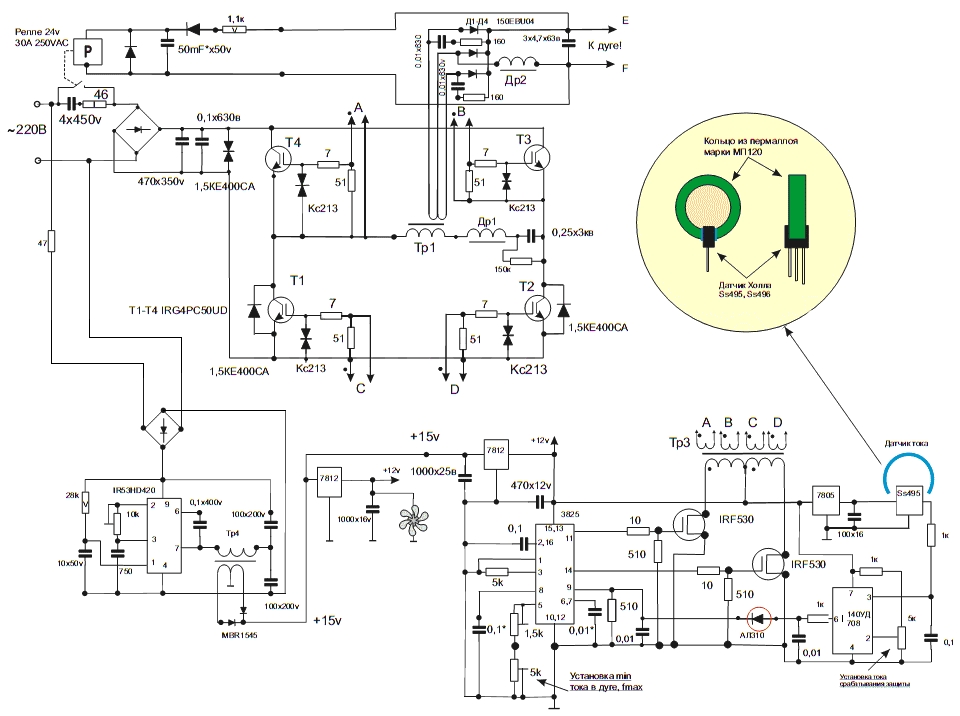
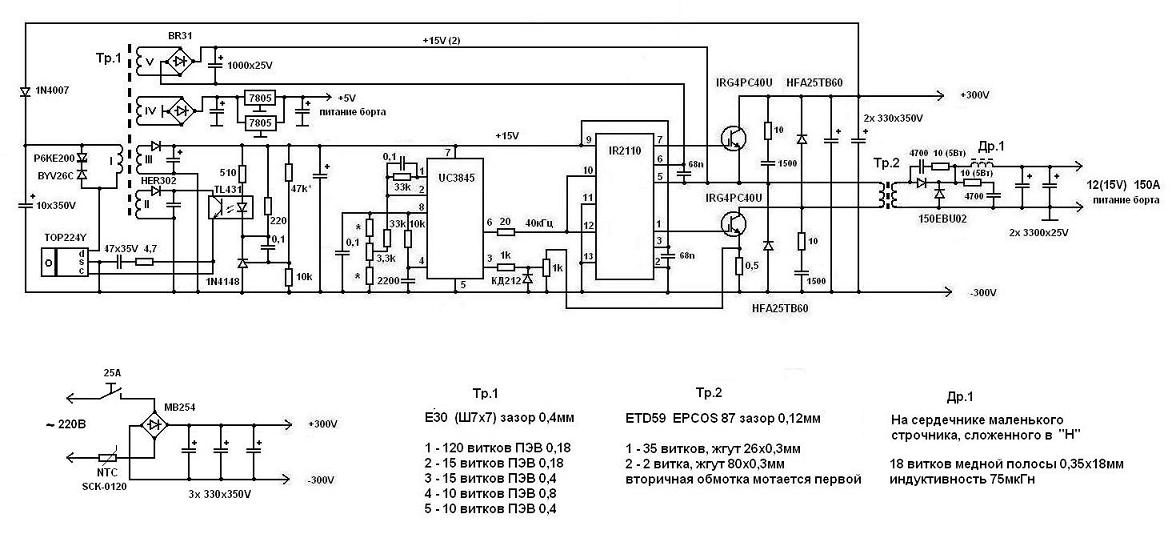
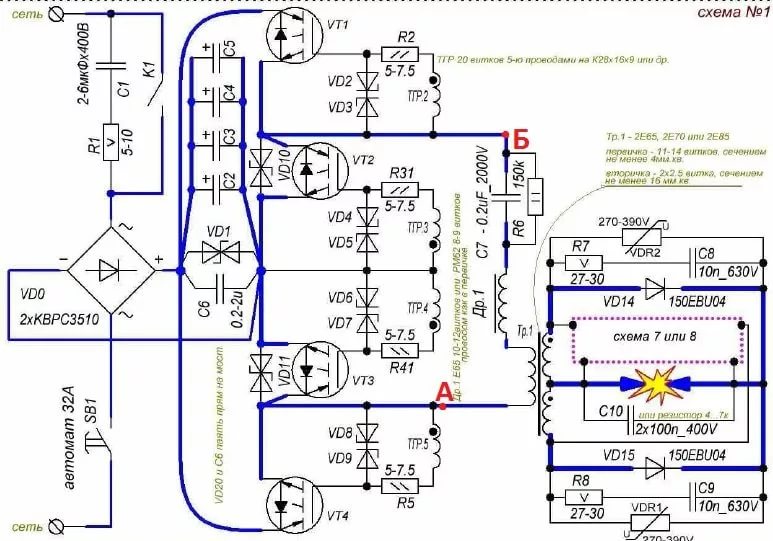
За основу также может браться принципиальная схема Юрия Негуляева – ученого и разработчика отечественного сварочного аппарата инверторного типа.
Пошаговое руководство
- Для размещения всех элементов необходимо подобрать корпус. Рекомендуется использовать старый системный компьютерный блок, так как там уже предусмотрены отверстия для вентиляции.
- Необходимо увеличить прочность корпуса, так как вес агрегата может достигать до десяти килограмм. Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже.
- Первичная обмотка трансформатора – намотка проволоки производится по всей ширине каркаса, это способствует стабильной работе трансформатора при перепаде напряжений. Для намотки используются только медные провода, при отсутствии шины, несколько проводов соединяются в пучок.
- Вторичная обмотка трансформатора – наматывается в несколько слоев, для этого используют несколько проводов сечением 2 мм, соединенных в пучок.
- Между обмотками необходим усиленный слой изоляции, во избежание попадания на вторичную обмотку сетевого напряжения.
- Между сердечником трансформатора и обмотками предусматривается воздушный зазор, для обеспечения циркуляции воздуха.
- Отдельно на ферритовом сердечнике выполняется трансформатор тока, при сборке закрепляющийся на плюсовой линии и соединяющийся с панелью управления.
- Транзисторы необходимо прикрепить к радиатору, но обязательно через термопроводящую диэлектрическую прокладку. Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.
- Диоды выпрямляющего контура крепятся аналогичным способом, к пластине из алюминия. Выходы диодов соединяются неизолированным проводом сечением 4 мм.
- Силовые проводники внутри корпуса разводятся таким образом, чтобы исключить короткое замыкание.
- Вентилятор устанавливают на задней стенке, что сэкономит пространство и позволит обдувать сразу несколько радиаторов.
Электросхема сварочного инвертора
Преимущества самодельного сварочного аппарата
Самодельные сварочные аппараты постоянного тока обладают множеством преимуществ перед заводскими аппаратами. Мы перечислим основные из них, чтобы вы понимали целесообразность сборки самодельного инвертора, полуавтомата или контактного аппарата.
Стоимость
Первое преимущество это цена самодельного аппарата. Себестоимость сварочника, собранного своими руками, редко превышает 100$ и это очень выгодно. Да, в продаже есть дешевые инверторы за 100$ и даже меньше, но вы уверены, что сможете полноценно пользоваться им на протяжении долгих лет? Мы не уверены. Дешевые сварочные аппараты заводского производства редко бывают долговечными и функциональными. А вам ведь нужен полноценный помощник в быту, а не пародия на сварочный аппарат.
Все еще не верите, что дешевый аппарат просто по определению не может быть качественным? Подумайте сами. Для производства аппарата недостаточно иметь одни лишь детали. Нужен еще персонал, работники, оборудование, плюс оплата налогов, зарплат и т.д. Это все большая доля расходов, и чтобы хоть как-то снизить цену на конечный продукт производители просто используют некачественные комплектующие при изготовлении.

Вы можете поступить иначе. Чтобы собрать сварочный аппарат на постоянном токе для своих нужд, нужно сразу купить более-менее качественные детали. Себестоимость собранного вами аппарата будет такой же, как и цена на бюджетный заводской аппарат. Но при этом ваш самодельный сварочник будет гораздо надежнее, долговечнее и сможет работать в тяжелых условиях.
Ремонтопригодность
Еще одно преимущество аппарата, собранного в домашних условиях — это ваша полная уверенность в нем. Вы с точностью до детали знаете, из чего он собран, что может выйти из строя, как починить такой аппарат и сколько это будет стоить. В случае с заводским аппаратом предсказать исход практически невозможно. К тому же, сейчас ассортимент настолько велик, что сварщикам старой закалки просто не хочется тратить время и силы на изучение всех типов аппаратов. Им проще собрать свой добротный инвертор или тот же полуавтомат.
Саморазвитие
И последний не очевидный, но все же плюс — самоделки развивают вас и ваши навыки в сборке электроприборов. Если вы давно хотели начать собирать электроинстументы или модернизировать бытовую технику, то самодельный сварочник может стать первой ступенью.Это очень занятный и интересный процесс, который понравится вам и может стать полноценным хобби или даже подработкой.Ну а если самостоятельная сборка аппарата вас не заинтересует, то вы хотя бы сможете выполнять мелкий ремонт дома.
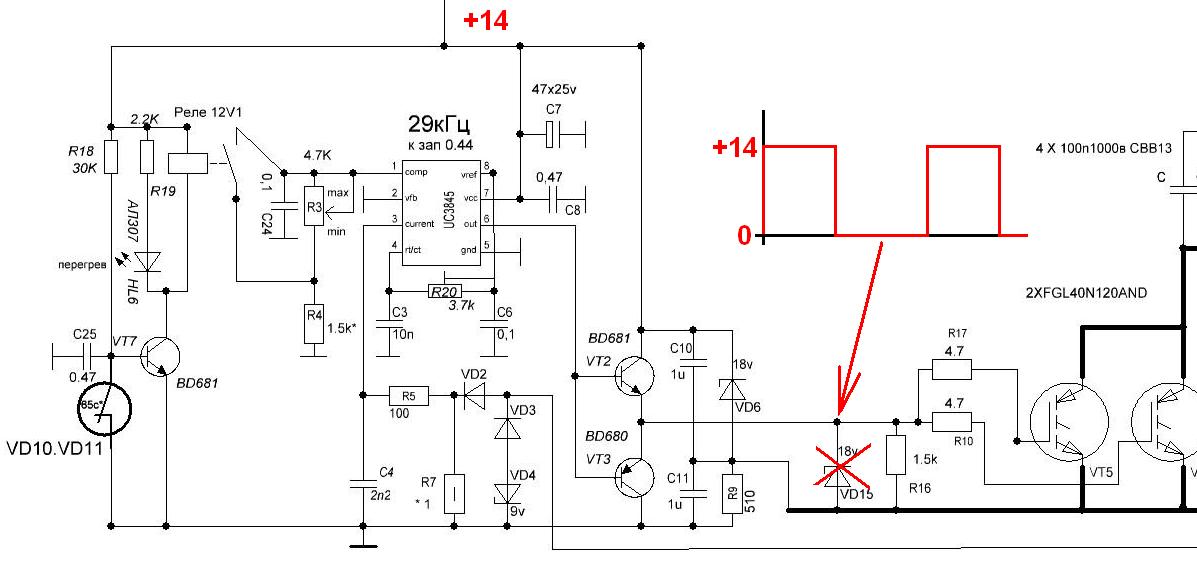
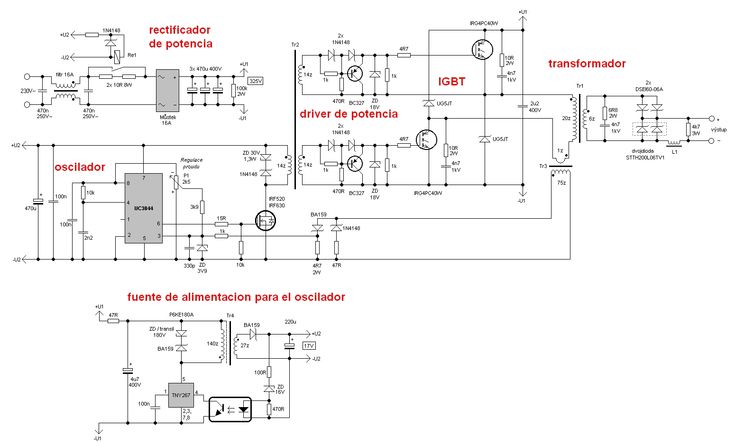
Импульсный преобразователь
На выходе выпрямительного модуля увеличенное напряжение 310 Вольт поступает на участок схемы с транзисторами. Они в сварочном инверторе выполняют функцию импульсных ключей.
Основное функциональное назначение транзисторов – обеспечение коммутации подводимого к ним напряжения с целью получения импульсного сигнала прямоугольной формы частотой в диапазоне от 60 до 80 килогерц.
Ключевые транзисторы так же, как и диодные мостики, всегда монтируются на радиаторах, обеспечивающих возможность их постоянного охлаждения. Для защиты этих элементов от перенапряжения в схеме предусмотрены специальные демпферные RC-цепочки. Работу остальных преобразовательных модулей сварочного инвертора стоит рассмотреть отдельно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.
Сварочный инвертор не включается
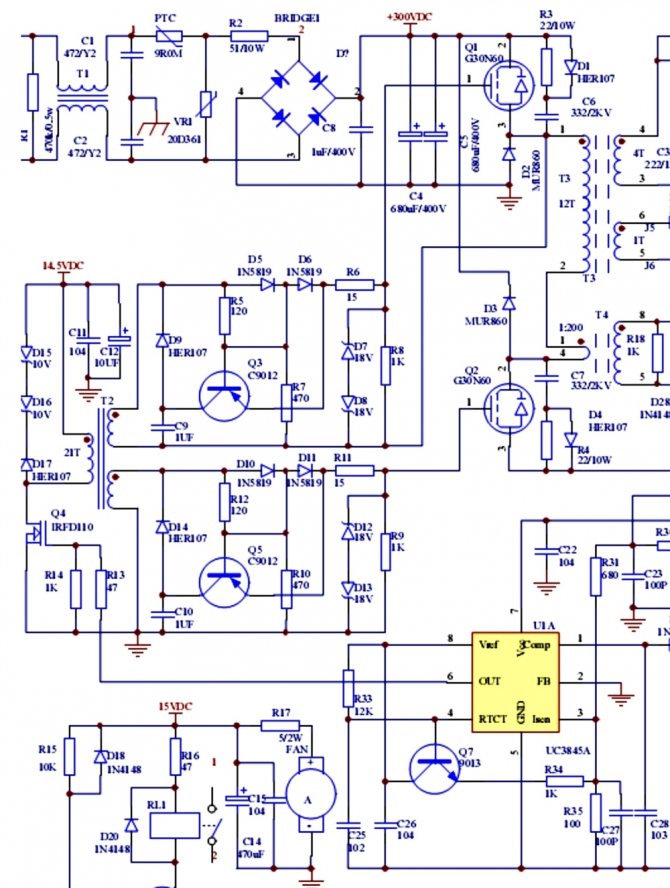
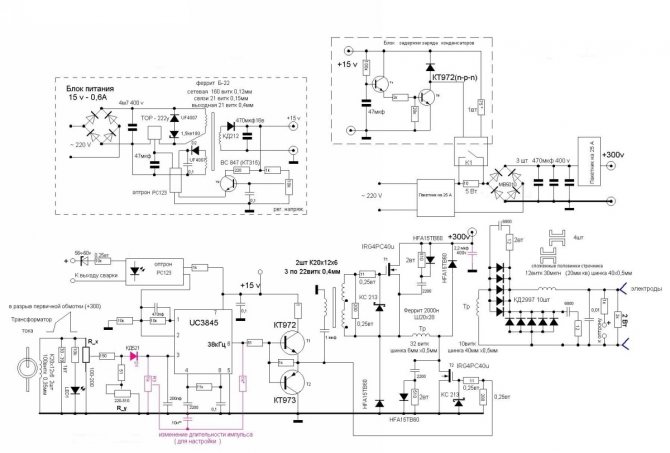
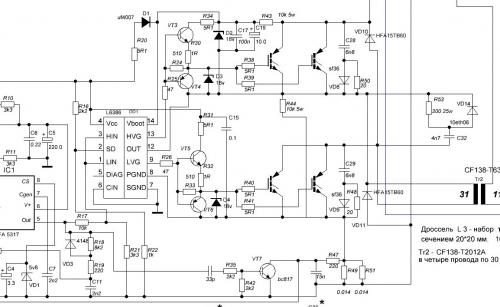
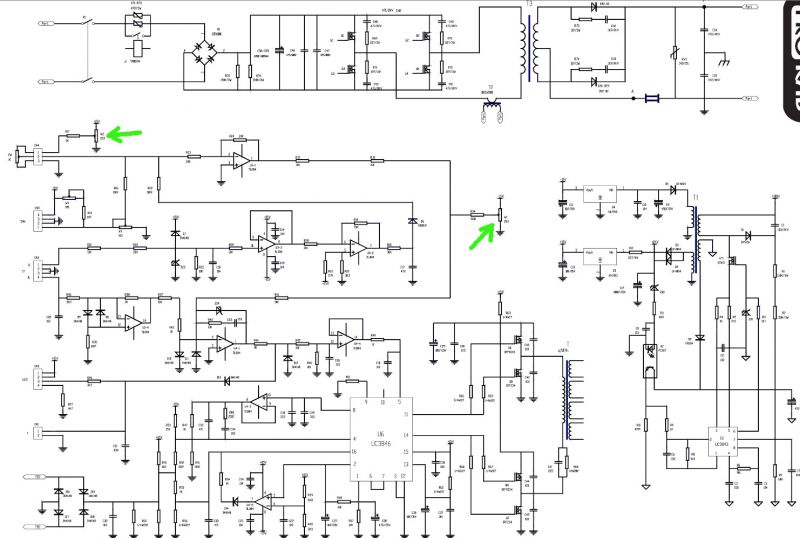
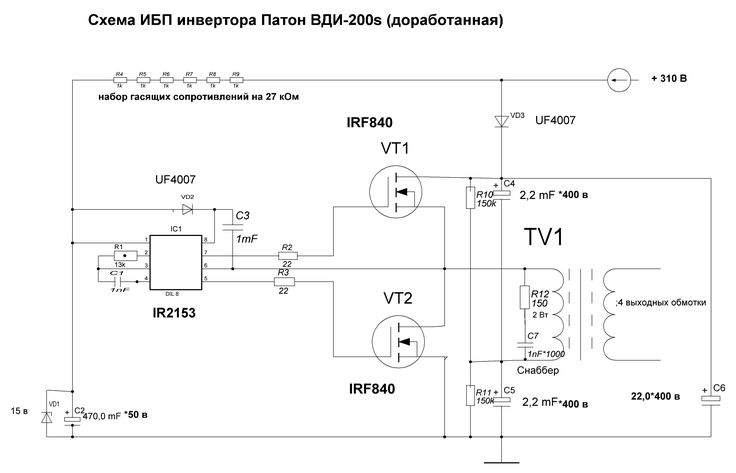
«Титан — БИС — 2300»- именно эта модель инвертора поступила в ремонт, схемотехника повторяет сварочный аппарат аналогичной мощности «Ресанта» и как я предполагаю ещё многие другие инверторы. Посмотреть и скачать схему можно здесь.
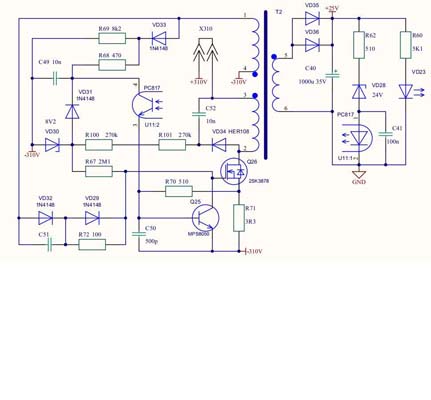
В этом сварочном аппарате для питания низковольтных цепей применяется импульсный блок питания, как раз он и был неисправен. ИБП выполнен на ШИМ контролере UC 3842BN. Аналоги — отечественный 1114ЕУ7, Импортные UC3842AN отличается от BN только меньшим потребляемым током, и КА3842BN (AN). Схема ИБП ниже. (Кликните по ней для увеличения) Красным отмечены напряжения которые выдавал уже рабочий ИБП
Обратите внимание на то, что измерять напряжения 25V нужно не относительно общего минуса, а именно с точек V1+,V1- и также V2+,V2- они не связанны с общей шиной
Ключ ИБП выполнен на транзисторе, полевик 4N90C. В моём случае транзистор остался целым, а вот микросхема потребовала замены. Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
Однако радоваться было рано, замерив напряжение на выходе сварочника, оказалось что его нет, а в режиме холостого хода должно быть примерно 85 вольт. Попробовал пошевелить плату, помните со слов хозяина это влияло, но ничего.
Дальнейшие поиски выявили отсутствие одного из напряжений 25 вольт в точках V2-,V2+. Причина, обрыв в трансформаторе обмотки 1-2. Пришлось выпаивать транс, использовал медицинскую иглу для освобождения выводов.
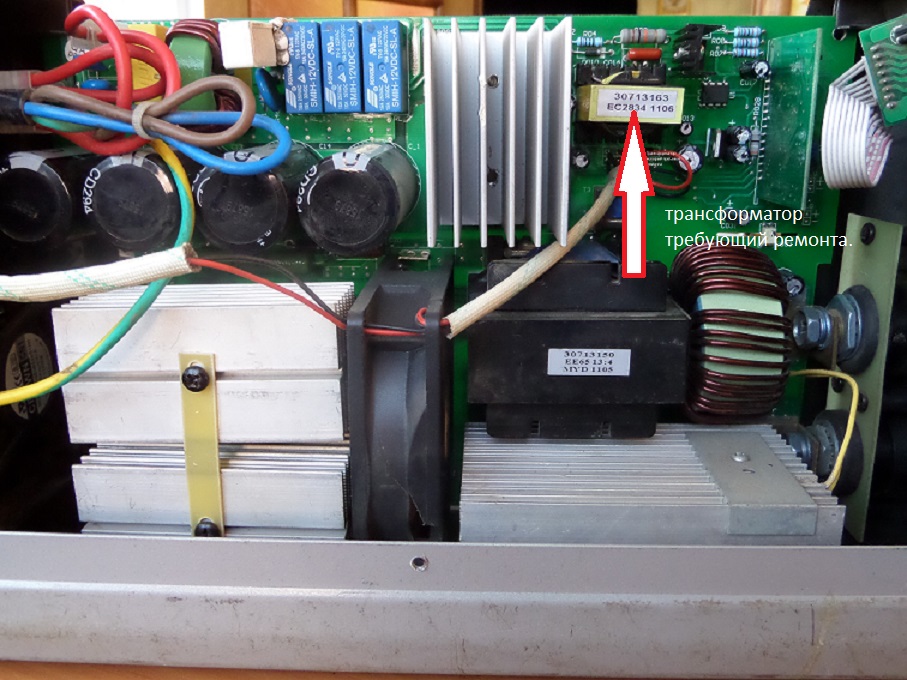
В трансформаторе один из концов обмотки был оборван от вывода.

Аккуратно восстанавливаем соединение используя подходящий проводок, восстановленное соединение не будет лишним зафиксировать капелькой клея или герметика. У меня под руками оказался полиуретановый клей им и воспользовался, делаем ревизию других выводов, если необходимо пропаиваем.

Перед установкой трансформатора следует подготовить плату, чтобы он без усилий вошёл в своё место. Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.
После установки трансформатора сварочный инвертор заработал.
Как проверить микросхему
Как проверить микросхему не выпаивая её из платы и на что ещё обратить внимание. Частично проверить микросхему можно при наличии вольтметра и регулируемого стабилизированного источника постоянного напряжения
Для полной проверки нужны генератор сигналов и осциллограф
Частично проверить микросхему можно при наличии вольтметра и регулируемого стабилизированного источника постоянного напряжения. Для полной проверки нужны генератор сигналов и осциллограф.
Поговорим о том, что проще. Перед проверкой обязательно выключите инвертор от сети питания. Далее — от внешнего регулируемого блока питания на вывод 7 микросхемы подаём напряжение 16 — 17 вольт, это напряжение запуска МС. При этом на выводе 8 должно быть 5 В. это опорное напряжение от внутреннего стабилизатора микросхемы.
Оно должно оставаться стабильным при изменении напряжения на 7 выводе. Если это не так МС неисправна.
Изменяя напряжение на микросхеме имейте в виду, что ниже 10 В микросхема отключается, и включится при 15-17 вольт. Не следует повышать напряжение питания МС выше 34 В Внутри микросхемы стоит защитный стабилитрон и при сильно завышенном напряжении его просто пробьёт.
Ниже приведена структурная схема UC3842.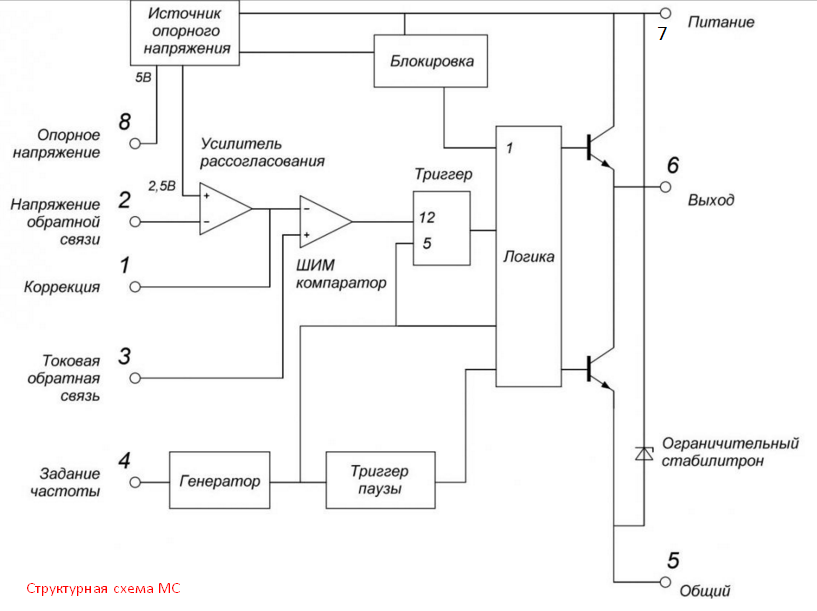
Дополнение к этой статье: Через некоторое время принесли ещё один аппарат. Вышел из строя из за падения на бок. Это произошло потому, что за время работы винты скрепляющие корпус разболтались, а некоторые просто потерялись, поэтому при падении плата сыграла и коснулась корпуса монтажной стороной В результате замыкания вышли из строя все 4 выходных транзистора K 30N60HS Аналоги G30N60A4D, G40N60UFD. После замены всё заработало.
На этом всё! Если нашли полезной эту статью, оставляйте Ваши комментарии, делитесь с друзьями нажав на кнопки соцсетей.
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.

Импульсный трансформатор
 Важнейшим элементом схемы любого сварочного агрегата, определяющим особенности технологического процесса сварки, является понижающий трансформатор.
Важнейшим элементом схемы любого сварочного агрегата, определяющим особенности технологического процесса сварки, является понижающий трансформатор.
В сварочных инверторах он отличается особой компактностью. Другое существенное отличие этого узла от традиционных трансформаторов – наличие ещё одной (дополнительной) выходной обмотки, предназначенной для запитывания схемы управления.
На приёмную обмотку инверторного преобразователя поступает последовательность прямоугольных импульсов величиной порядка 310 Вольт и частотой 60-80 килогерц. При этом наводимое во вторичной обмотке напряжение снижается до 60-70 Вольт (за счёт меньшего количества витков).
Одновременно с этим величина тока в выходных цепях сварочного инвертора возрастает до 110-130 Ампер, после чего ток подвергается окончательному выпрямлению.
Это интересно: Сварочный инвертор Ресанта САИ-250 – характеристики и особенности
Сборка корпуса
На следующем этапе можно приступать к сборке корпуса установки. Для этого можно использовать железо, толщина которого равна 1,5 мм, углы предстоит соединить методом сварки. В качестве основания механизма рекомендуется использовать нержавеющую сталь.
В роли мотора может выступить та модель, которая применяется в стеклоочистителе машины марки ВАЗ-2101. Необходимо избавиться от концевика, который работает на возврат в крайнее положение. В подкатушечнике для получения тормозного усилия используется пружина, можно для этого применить совершенно любую, которая есть в наличии. Тормозной эффект будет более внушительным, если на это станет влиять воздействие сжатой пружины, для этого предстоит закрутить гайку.
Для того чтобы сделать полуавтомат своими руками, нужно подготовить следующие материалы и инструменты:
- эмальпровод;
- проволоку;
- однофазный автомат;
- трансформатор;
- сварочную горелку;
- железо;
- текстолит.
Изготовление такой установки окажется посильной задачей для мастера, который заблаговременно ознакомился с представленными выше рекомендациями. Этот автомат окажется намного более выгодным в плане стоимости по сравнению с той моделью, что была произведена в условиях завода, а ее качество не окажется ниже.
В самом простом виде дроссель — это катушка из толстого медного провода, намотанного на магнитный сердечник, которая включается в выходную цепь сварочного аппарата последовательно с электродом. Дроссель для полуавтомата необходим для сглаживания токовых пульсаций, которые возникают при краткосрочных изменениях входного напряжения и мгновенных коротких замыканиях на электроде. При выполнении полуавтоматической сварки без этого устройства высока вероятность возникновения дефектов сварного шва, т. к. при таких отклонениях в электрических параметрах проволока продолжает подаваться с неизменной скоростью.
Дроссель для полуавтомата по силам изготовить любому домашнему мастеру. Его расчет производится очень укрупненно (в основном, в части сечения проводов), а параметры самодельного дросселя подбираются регулировкой зазора сердечника в процессе пробных включений полуавтомата на разных режимах. Тем не менее, все же желательно иметь хотя бы общие представления об основных электротехнических принципах, лежащих в основе работы этого устройства, а также о конструктивных особенностях его изготовления.
Работа дросселя сварочного полуавтомата основывается на так называемом «первом законе коммутации», согласно которому в катушке индуктивности ток мгновенно измениться не может. В очень упрощенном виде можно сказать, что дроссель выступает в роли своеобразного накопителя энергии, но в отличие от конденсатора он аккумулирует не напряжение, а ток. При прохождении через катушку поток электронов порождает магнитное поле, величина которого зависит не только от силы тока, но и от параметров сердечника. Путем регулирования зазора между его элементами можно управлять величиной магнитного потока и таким образом регулировать индуктивное сопротивление дросселя.
Величина индуктивности дросселя непосредственно влияет на скорость увеличения силы тока при коротком замыкании. При этом она напрямую зависит от сварочного режима полуавтомата и диаметра проволоки. В случае использования тонкой проволоки требуются более быстрое нарастание тока и, соответственно, меньшая индуктивность, чем при применении толстой проволоки. К примеру, при уменьшении диаметра проволоки в полтора-два раза индуктивность понижается в 2,5–3 раза.
Специфика сварки аргоном
От сварки ММА аргонную отличает несколько деталей процесса:
- Сварка проходит при постоянном обдуве шва аргоном.
- Вольфрамовый электрод (для ручной сварки). Для автоматической аргонной сварки могут применяться и плавящиеся электроды.
- Дуга разжигается с помощью осциллятора — прибор для бесконтактного розжига.
- Специфическая техника прохода электрода.
- Необходима присадочная проволока. Без нее можно варить только очень тонкие листы.
- Работает как на постоянном токе (обратная полярность), так и на переменном.
Сделать аргонную сварку из инвертора вполне реально, и самодельная установка будет проходить самые сложные швы, выдавая отличное качество. Аргон отличается от других рабочих газов полной инертностью к большинству веществ. Он дешев, достаточно тяжел, чтобы плотно окутать ванну в процессе сварки, и предотвращает образование оксидной пленки. В этом также его минус — при работе на открытом воздухе ветер может снизить качество, укрытие из подручных материалов исправит ситуацию.
Функциональные возможности сварочного инвертора
В среде инертного газа сварка проходит с силой тока 20-200 А и напряжением в 30-80 В. Параметры выбираются из диапазона по специальным таблицам, зависят от толщины соединяемого листа и диаметра электрода. Вольфрам для аргонной сварки не плавится при рабочих температурах, позволяет получить узкий аккуратный, но прочный шов за счет очень тонкой дуги и показывает малый расход (испарение — 0,01 г/м).

Присадочная проволока на толстых деталях нужна для получения монолитного шва и выбирается с учетом материала свариваемых элементов. Для алюминия нужна алюминиевая проволока, для нержавейки — легированная сталь определенной марки, и так по каждому материалу. При рабочей температуре аргонной сварки она плавится и качественно заливает шов.
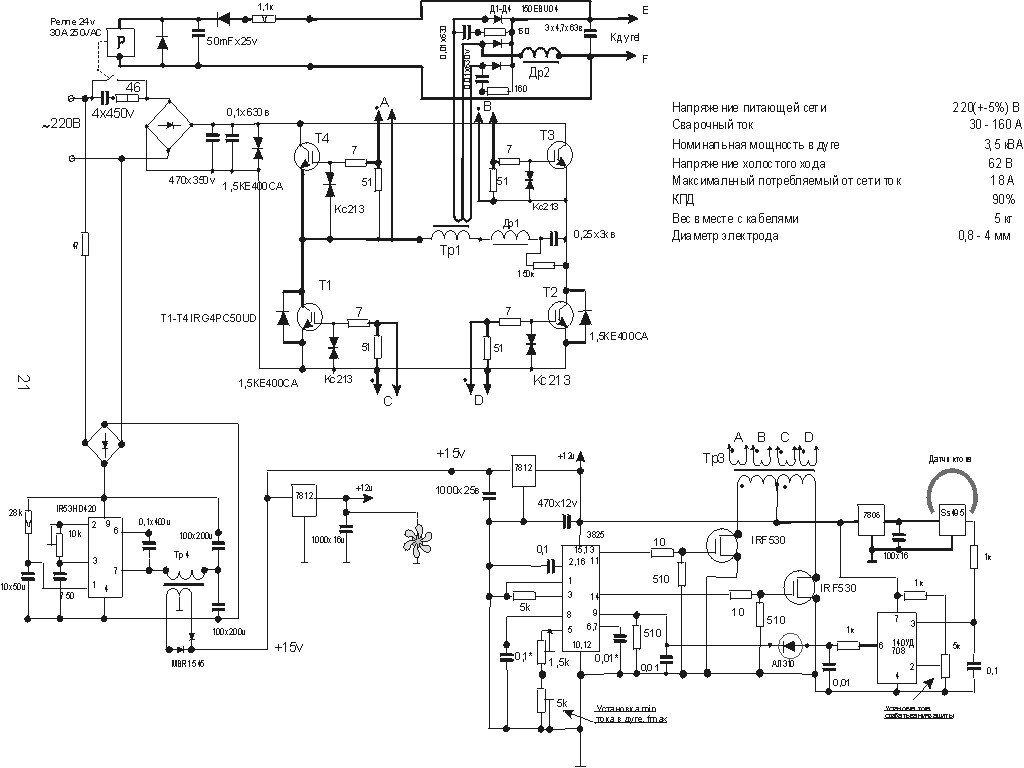
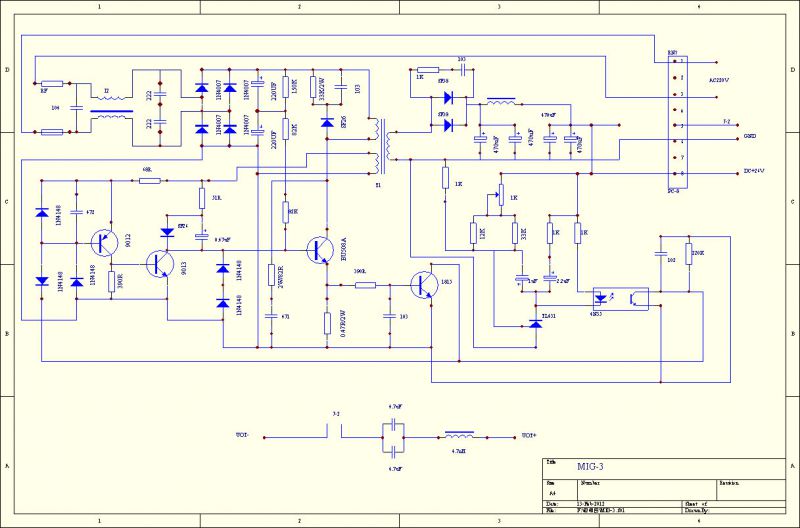
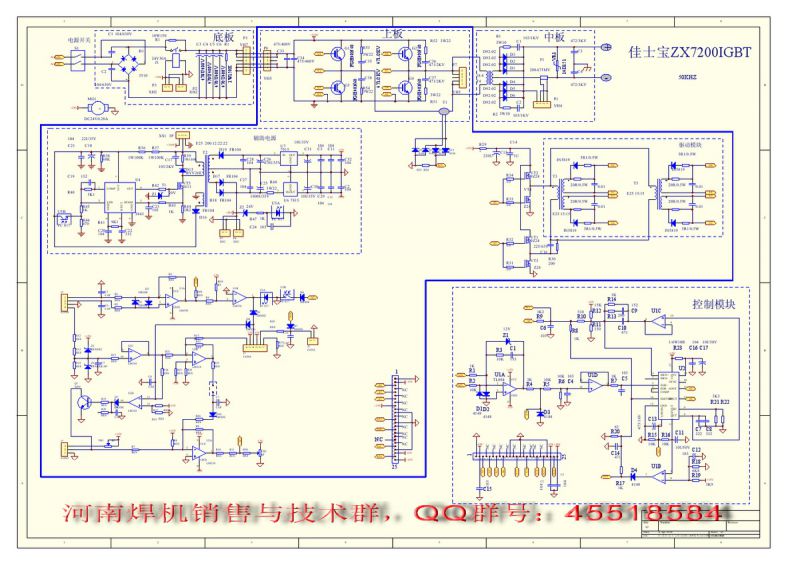
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.
Появление сварочных инверторов

Шествие ИИСТ по планете началось в 90-х годах двадцатого века и сейчас можно с уверенностью заявить, что на рынке сварочных агрегатов как промышленного, так и домашнего назначения лидером являются именно инверторные сварочные установки. Сейчас они повсеместно используются:
- в дуговой сварке неплавящимися и штучными электродами;
- в сварке автоматической и полуавтоматической;
- в сварке алюминиевых деталей, плазменной резке и в иных видах электросварки.
Что такое ИИСТ и чем он отличается от классических, трансформаторных источников сварочного тока? Это аппарат для сварки, работающий по принципу компьютерного блока питания, то есть, как импульсный БП. От трансформаторных агрегатов сварочный инвертор отличается гораздо меньшими размерами и, наоборот, значительно превосходящими частотами. То есть, если трансформаторные аппараты работают на частоте 50 Гц (частота тока в сети в РФ и других странах), то сварочные инверторы имеют частоту 55-75 кГц.
Такой подход позволяет серьёзно уменьшить размеры аппарата, а также снизить издержки на его производство — катушка в инверторном источнике тока меньше трансформаторной в разы, соответственно, меньше требуется дорогостоящей меди.
Процессы в электрической схеме
Сварочный аппарат должен вырабатывать ток высокой силы, помогающий удерживать дугу. Последняя расплавляет края соединяемых деталей и присадочную проволоку, формируя шов.
Принцип действия электрической схемы сварочного инвертора:
- Переменный электроток попадает в преобразователь. Здесь он превращается в постоянный и подвергается обработке, помогающей сгладить перепады напряжения. Для этого используется выходной выпрямитель.
- Постоянный электроток попадает в инвертор, где преобразуется в переменный. На этом же этапе наблюдается повышение частоты.
- На последнем этапе задействуется трансформатор, снижающий напряжение, сохраняя при этом силу и частоту тока. Это способствует усилению мощности электрической дуги.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.





