
Резьбошлифовальные станки
Резьбошлифовальные станки используются для обработки резьбы повышенной точности на сырых и закаленных ответственных деталях.
Резьбошлифовальные станки по конструктивным признакам различают по средствам настройки для получения заданного шага резьбы; способу установки на угол подъема винтовой линии резьбы для получения точного профиля резьбы; видам движения заты-лования при шлифовании инструментов с затылованными зубьями.
Резьбошлифовальные станки применяются для чистовой обработки резьб повышенной точности, предварительно нарезанных на других станках.
Резьбошлифовальные станки являются представителями самых точных металлорежущих станков в машиностроении.
| Способы шлифования резьбы. |
Резьбошлифовальные станки предназначены для шлифования резьб повышенной точности узкими ( однониточными) и широкими ( многониточными) кругами.
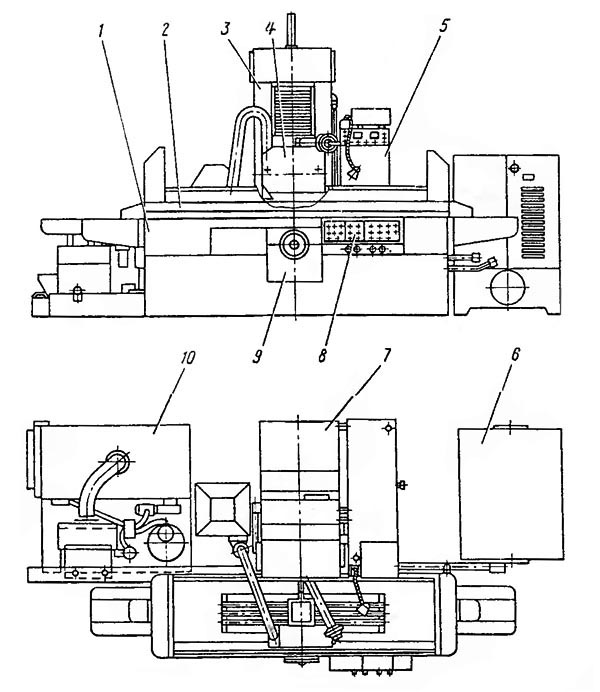
| Плоскошлифовальный ставок ЗБ756. |
Резьбошлифовальные станки применяют для чистовой обработки точных резьб, например, резьбы метчиков, резьбовых калибров, точных ходовых винтов. Мелкие резьбы нарезаются сразу шлифовальным кругом, а крупные – шлифуются после предварительной их нарезки, Существуют три способа шлифования резьбы.
Резьбошлифовальные станки изготовляют различных конструкций в зависимости от назначения. Высокие требования к точности шага шлифуемой резьбы привели к попыткам создать конструкции резьбошлифовальных станков, отличные от принципиальной схемы винторезного станка. Ввиду того, что сменные колеса вносят дополнительные погрешности к погрешностям ходового винта, имеются конструкции резьбошлифовальных станков, в которых применяют сменные ходовые винты для каждого шага шлифуемой резьбы. Для этих станков изготовляют набор точных ходовых винтов с гайками. При настройке станка на требуемый шаг на станке устанавливают винт и гайку с соответствующим шагом.
| Схемы резьбошлифования. |
Резьбошлифовальные станки применяют для чистовой обработки резьб повышенной точности, предварительно нарезанных на других станках. Шлифование резьбы без предварительной обработки может применяться лишь при шаге не более 2 мм.
Резьбошлифовальные станки находят широкое применение в инструментальном производстве для получения резьб более высоких классов точности.
Резьбошлифовальные станки предназначены для обработки абразивным кругом поверхностей профиля резьбы на закаленных деталях.
| Работа на резьбошлифовалыюм станке. |
Резьбошлифовальные станки предназначены для обработки абразивным кругом поверхностей профиля резьбы на закаленных деталях.
Полуавтоматический резьбошлифовальный станок
Полуавтоматическое устройство создается по конкретному техническому договору. Отвечает стандарту качества. В работе станок проявил себя исключительно с лучшей стороны. Полуавтоматический вариант лучше всего подходит для шлифовки внешних винтовых структур на изделиях. Выполнены для проведения профильной шлифовки, где дополнительно применяются смазочно-охлаждающие средства.
В виде обыкновенных кругов для шлифовальных работ применяются однониточные шлифовальные круги, назначенные для шлифовки точных резьб (шлифует две стороны впадины и ее основное днище). Если понадобится, их можно заменить профильными кругами, изготовленными в конкретном формате, где дополнительно во время их изготовления были применены маленькие частицы из кубического нитрида бора. Шлифовка поверхности изделия на полуавтоматическом станке сформировывается по подобранной программе. Она может разрабатываться пользователем или создаваться с помощью системы автоматического управления. Дополнительную систему для управления станком можно нанять отдельно. Таким образом вы облегчите себе всю работу и увеличите эффективность оборудования во много раз.







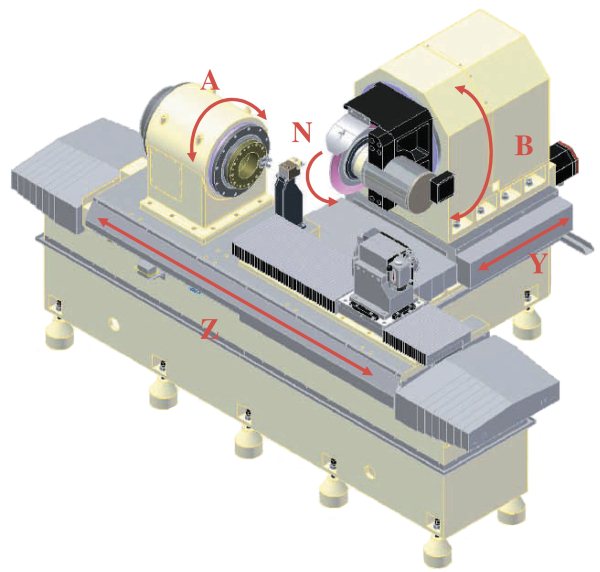
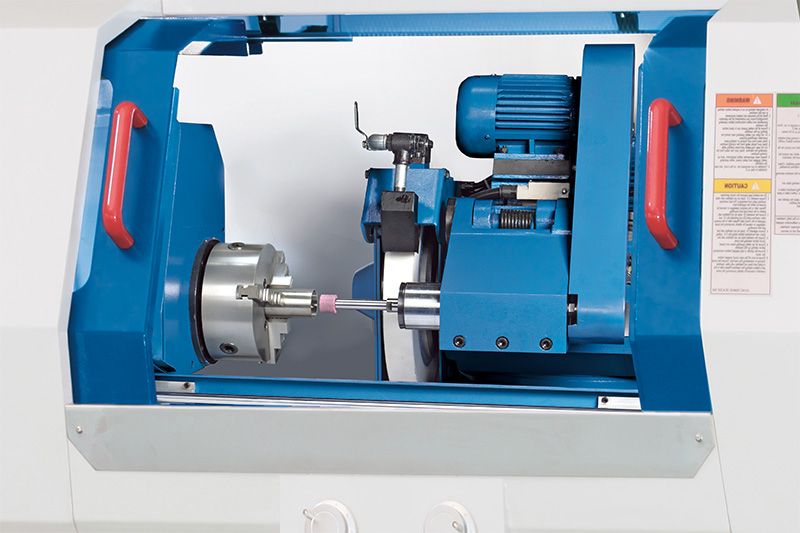
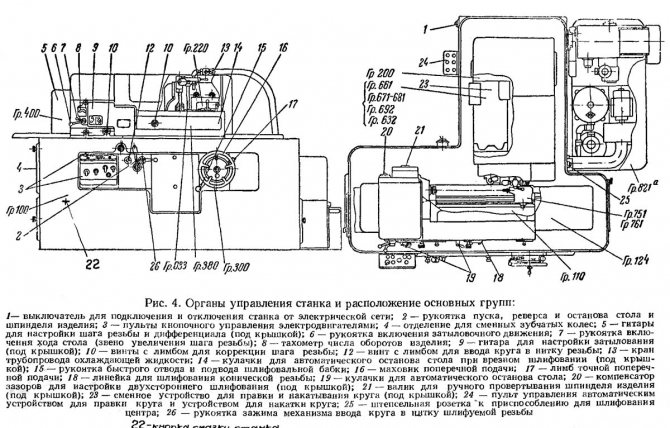
Состав и конструкция станка 5К822В
Передняя бабка
В передней бабке смонтированы шпиндель изделия и механизм (звено) увеличения шага шлифуемой резьбы. С целью обеспечения одновременности начала вращения изделия и начала поступательного движения стола, что необходимо при двустороннем шлифовании, предусмотрен механизм уравнивания мертвых ходов в винторезной цепи между точкой присоединения привода (блок 2,3 на рис.5) и шпинделем изделия. Механизм предназначен для уравнивания мертвых ходов участка винторезной цепи от точки присоединения привода до обрабатываемого изделия с мертвыми ходами второй ветви этой цепи от точки присоединения привода до обрабатываемого изделия, включая гитару шага и ходовой винт с гайкой.
Механизм увеличения шага позволяет, не меняя настройку гитары шага, изменять передаточное отношение винторезной цепи для станка 5К822В в четыре раза и для станка 5К821В в два раза.
На левом торце бабки расположена гитара настройки станка на шаг шлифуемой резьбы.
Шпиндель смонтирован в прецизионных регулируемых бронзовых подшипниках.
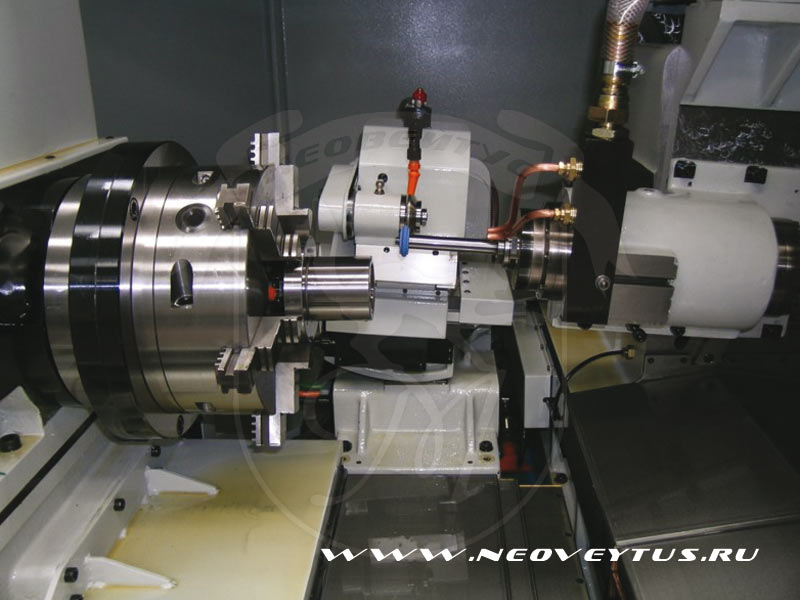
Шлифовальная бабка
Шлифовальная бабка состоит из двух основных частей: поворотного барабана и салазок.
На барабане смонтированы корпус шлифовального шпинделя, привод шлифовального круга, механизм подачи правящих устройств, механизм компенсирующей подачи и сменные устройства для правки шлифовального круга.
Поворот барабана на угол подъема шлифуемой резьбы осуществляется вокруг горизонтальной оси, пересекающей ось обрабатываемого изделия и располагающейся в плоскости симметрии рабочего профиля однониточного шлифовального крута.
На салазках смонтированы механизм поворота барабана и механизм компенсирующей подачи. Назначение механизма компенсирующей подачи – поддерживать постоянным расположение режущей кромки шлифовального круга относительно оси обрабатываемого изделия при уменьшении диаметра шлифовального круга после каждой правки.
На верхней плоскости барабана смонтированы механизм подачи правящих устройств, механизм привода перемещения алмазов, электродвигатель привода шлифовального круга и редуктор накатки, устанавливаемый по требованию Заказчика за отдельную плату.
Передняя стенка механизма подачи правящих устройств представляет собой подвижную вертикальную плиту, на которой закрепляются съемные правящие устройства.
Редуктор накатки позволяет уменьшать скорость вращения шлифовального круга при профилировании круга с помощью накатного ролика.
Механизм поперечной подачи
Механизм поперечной подачи смонтирован в передней нише станины. Механизм позволяет осуществлять следующие перемещения шлифовальной бабки:
- перемещения вручную на сравнительно большие расстояния при настройке станков в зависимости от размеров обрабатываемого изделия и шлифовального круга
- точные малые перемещения шлифовального круга для достижения заданного размера обрабатываемого изделия, а также для подачи на глубину резания
- быстрый отвод шлифовального круга от обрабатываемого изделия и быстрое возвращение его в исходное положение
- точное непрерывное перемещение шлифовальной бабки, согласованное с продольным перемещением стола, при шлифовании конических резьб
- возвратно-поступательное затыловочное движение шлифовальной бабки, согласованное с вращением обрабатываемого изделия
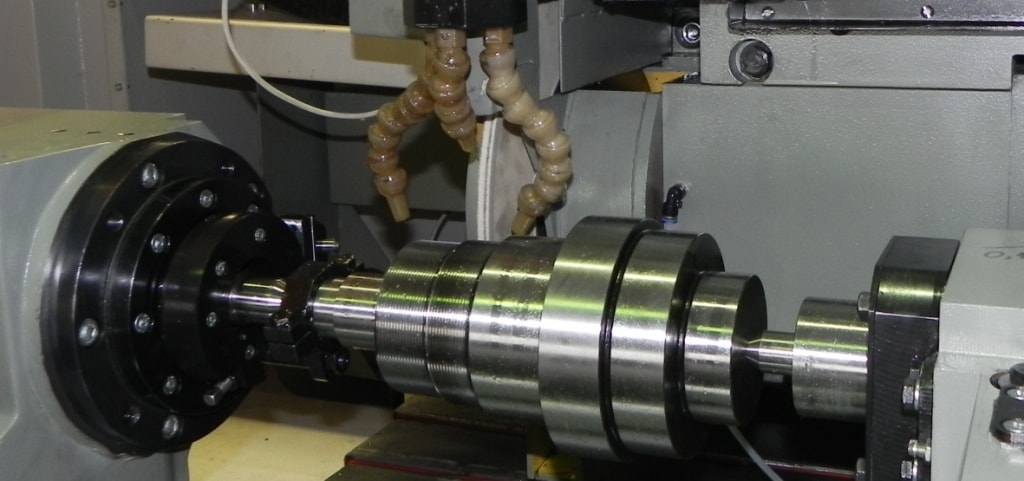
Задняя бабка
Задняя бабка установлена на верхних направляющих стола и переставляется по ним в зависимости от длины обрабатываемого изделия.
Для удобства установки обрабатываемого изделия в центрах станка пиноль задней бабки автоматически фиксируется в отведенном (нерабочем) положении.
Для тонкой настройки станка при шлифовании конических резьб, а также для компенсации износа шлифовального круга при обработке цилиндрических резьб задний центр можно перемещать в горизонтальной плоскости.
Поджим заднего центра к обрабатываемому изделию производится при помощи пружины с регулируемым усилием. Это позволяет компенсировать тепловые деформации обрабатываемого изделия и предохранять длинные и тонкие изделия от деформации при их установке в центрах станка.






Предназначение оборудования
Шлифовальный станок – устройство, которое используется для обработки различных изделий из металла, древесины, пластика и другого материала. Несколько десятилетий назад оборудование создавали для обработки с малой точностью, технически конструкция не позволяла доводить размеры деталей до высокой точности, но все же характеристики, которыми обладает шлифовальный станок, давали возможно проводит финишную отделку.
https://youtube.com/watch?v=i5fXVcclliQ
Использовать шлифовальный станок можно для решения следующих технологических задач:
- Изменения формы поверхности цилиндрической, квадратной и иной заготовки. Шлифовальное оборудование в зависимости от абразивного материала может использоваться для обработки различного металла, можно провести снятие относительно небольшого слоя материала.
- Изменения шероховатости поверхности – основное предназначение, для которого создавался шлифовальный станок. Устройство может снимать десятки миллиметров металла или другого материала.
- В некоторых случаях шлифовальный станок используется для проведения заточки. Это связано с тем, что устройство используется для снятия металла, если правильно расположить режущую кромку, то есть возможность провести заточку.
Достигнуть результата при использовании ручных инструментов, как если использовать шлифовальное оборудование, практически невозможно. Производительность также очень велика, существует как домашний, так и промышленный вариант исполнения. Эксплуатация устройства требует технического обслуживания, что также следует учитывать.
Классификация
Существуют различные виды шлифовочных инструментов для обработки дерева. Они отличаются конструкционными элементами.
Бытовое и промышленное оборудование представлено следующими моделями:
- ленточно-шлифовальным станком, в том числе торцевым;
- вибрационным агрегатом, включая дельташлифмашины;
- тарельчатым (эксцентриковым или орбитальным образцами);
- угловыми (болгаркой);
- щеточно-шлифовальными станками;
- комбинированным. Яркий пример – «Корвет» фирмы «Энкор» .

Функциональность
В зависимости от конструкционных особенностей, комплектации, станки шлифовальной группы отличаются функционалом. Ленточный по дереву (гриндер) предназначен для грубой обработки поверхностей, снятия старого лакокрасочного покрытия. Для выполнения более точной, аккуратной шлифовки мастера применяют виброшлифмашины, выполняющие круговые обороты небольшой амплитуды. Прямоугольная рабочая поверхность таких образцов позволяет обрабатывать углы. У их подвидов – дельташлифмашин – подошва выполнена в форме утюга. За счет сглаженной треугольной формы агрегата можно добраться до небольших выемок, углублений. Это удобно, если заготовка имеет острые внутренние углы.
Для бесцентрово шлифовальных станков (эксцентриков) характерна идеальная шлифовка. Выполняется полировка колебательно-вращательным движением тарелки. Единственный недостаток – тарельчатый шлифовальный станок из-за своей конфигурации не может обрабатывать труднодоступные места и миниатюрные детали.

Шлифование дерева выполняют привычной для всех болгаркой. Инструмент универсален, так как легко меняются насадки.
Популярен универсальный шлифовальный станок с набором функций: шлифовка, полировка, резка, демонтаж старых материалов с поверхностей. Реноваторы экономичны, недороги, укомплектованы целым набором сменных насадок.
Деревообрабатывающее оборудование щеточного типа не включает в свою комплектацию абразив, который здесь заменен металлической щеткой, двигающейся по аналогии с тем, как это действует в ленточных моделях. Ими очень удобно работать на поверхностях большой площади, с крупными объектами, проводя их очистку от загрязнения или старого покрытия.
Ленточные агрегаты: конструкция и применение
Станок для шлифовки древесины ленточного типа включает роликовое крепление, при помощи которого на подошве агрегата крепится абразивная лента. Роликовый механизм выполняет вращательные движения со скоростью, которая напрямую зависит от мощности (400–1200 Вт). Некоторые модели допускают регулировку скоростных параметров с учетом рельефа поверхности. Тогда функциональность машинки зависит от ширины ленты: чем больше абразивный элемент, тем большую площадь можно обработать за один цикл, хотя сама конструкция станет более тяжелой.









Стоит помнить о зернистости материала, так как, меняя наждачно абразивный сменный элемент с зерном разной фракции, можно варьировать качество шлифовки. Оснастка устройств может быть расширена за счет приспособлений для сбора древесной пыли, которыми могут быть бытовые пылесосы. Отдельные модели оснащены автоматической центровкой ленты с регулировкой скорости вращения. Чаще всего пользуются точильно-шлифовальным станком, более известным как точило. Это оборудование служит для заточки ножей, топоров, пил, цепей.

Проблемы
Хотите узнать все о станках ЧПУ? Что же, тогда промолчать о проблемах будет некорректным. Есть определенные сложности на этапе постпроцессирования СПУ. По идее G и М-коды должны быть универсальны для всех станков, и если программист пишет в УП код M5, то предполагает, что эта команда остановит шпиндель, а не запустит цикл сверления. Но, по факту, зачастую возникает масса нестыковок, и станок не может правильно отработать запрограммированные перемещения. Еще одна проблема — недостаток квалифицированных наладчиков и технологов-операторов.
Для молодых специалистов программное управление станками — открытая книга, но они плохо разбираются в технологии обработки металла или дерева. Опытные токаря и слесаря, напротив, не знают компьютера, и их приходится обучать работе с фрезерным, расточным или токарным станком буквально заново, с нуля. Словом, проблема, о которой говорили уже давно, (в стране не хватает грамотных токарей и программистов) распространяется и на эту сферу производства.
Что же, проблемы есть, но главное — они решаемы. Тот, кто хоть раз видел, что такое ЧПУ, и как работает станок по программному управлению, уверен — за автоматизированным оборудованием будущее, и в этом сомнений нет.
О типах шлифовальных устройств
Обычно системы с числовым запрограммированным управлением устанавливают на устройства такого типа:
- плоско-шлифовальные для обрабатывания обычных плоскостей;
- кругло-шлифовальные устройства, для шлифовки коленчатых валов;
- внутришлифовальные станки для профильной шлифовки отверстий;
- точильно-шлифовальные, для затачивания инструментов станочного и ручного типа, зачистки деталей, обработки сварных или простых конструкций;
- контурно-шлифовальные;
- заточные, для слесарных работ, типа снятия фасок, заусенцев, затачивания любых инструментов, вплоть до заточки фрез разного вида и сверл;
- бесцентрово-шлифовальные виды устройств, для врезной и непрерывно-сквозной шлифовки.
ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ
Производственная система представляет собой группу станков, последовательно обрабатывающих одну заготовку. Для массового изготовления, например, автомобильных деталей применяются специализированные производственные системы, называемые автоматическими линиями. Такая линия состоит из отдельных станков (фрезерных, сверлильных, расточных), связанных между собой системой перемещения деталей от одного станка к другому. Автоматические линии позволяют удешевить массовое производство однотипных деталей.
Однако в машиностроении преобладают серийное и единичное производства, требующие частой переналадки оборудования. Применение обычных автоматических линий в таких производствах малоэффективно. Основу комплексной механизации здесь составляют групповая технология, станки с ЧПУ, промышленные роботы, автоматические транспортно-складирующие системы. На их базе с применением координирующих компьютеров создаются быстропереналаживаемые автоматизированные комплексы, называемые гибкими производственными системами (ГПС). При изготовлении, например, головок цилиндра дизельного двигателя ГПС способна обрабатывать головки цилиндра от 5 до 100 разных размеров и типов, причем их заготовки могут поступать в случайном порядке.
Изготовление своими руками
Создание станка своими руками потребует на начальном этапе понять, какими характеристиками он должен обладать, а затем подобрать готовый чертёж или найти готовый подходящий в специальной литературе. Далее нужно создать смету затрат на основе деталировки, оценить необходимость изготовления оригинальных деталей либо закупить готовые аналоги.
Для создания внутришлифовального станка потребуется подготовить следующие компоненты и инструменты:
- станину, являющейся основой конструкции, минимальный размер должен составлять 180х160 мм, конструируется из дерева или стальной плиты;
- основание, создаётся из тонколистовой стали, толщина которой не менее 0,5 мм;
- подобрать подходящий по мощности электродвигатель, проводку, выключатель;
- закупить крепёжные элементы;
- сконструировать из стали направляющие для перемещения станины;
- приобрести ручки для регулировки положения режущего диска относительно заготовки;
- тиски для крепления заготовки;
- шлифовальный диск;
- крепления для шлифовального диска.
Процесс сборки:
- Изготавливается стальная станина. На ней вырезается место под установку площадки с двигателем.
- На нижнюю часть крепится основание.
- С противоположной от двигателя стороны на станину устанавливаются тиски или зажимной барабан для заготовок с креплением на болты. Центрируется положение относительно осевой линии.
- Устанавливаются параллельно салазки, на которые крепится двигатель на специальной платформе.
- На вал двигателя крепится фланец для установки шлифовального диска.
- К платформе двигателя крепится барабан, предназначенный для её смещения относительно закреплённой заготовки.
- Подключается к двигателю проводка, пусковая кнопка.
- Монтируются защитные экраны.
- Станок ставится на место для его эксплуатации, выполняется тестовый запуск. При обнаружении проблем, устраняются неполадки.
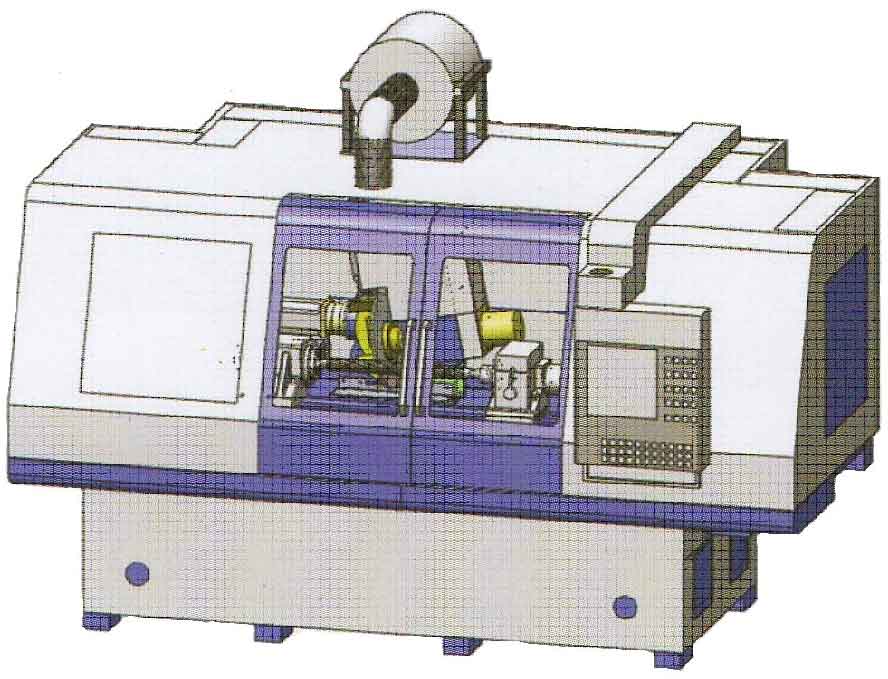
Резьбошлифовальный станок с ЧПУ
Данный вид оборудования предназначен для обеспечения высокого качества по управлению, а также для поддержания постоянной и надежной функциональности. Благодаря специальному контроллеру можно решить множество разнообразных расчетных задач и плавно управлять основным движением с применением интерполяции.

Резьбошлифовальный станок с ЧПУ
Системный блок управления может сохранить большое количество выбранных программ, а также рассматривать вероятность выбора для обработки изделий, в том числе режим шлифовки. Мощнейшая система, предназначенная для проведения диагностики, позволяет визуально определить проблему в конструкции устройства. В результате все это выводится на монитор. Здесь же оператор сможет подобрать параметры, а также размер штриха резьбовой шлифовки. Данное устройство необходимо, чтобы оператор смог проконтролировать общее состояние приводных деталей при очередной бесперебойной эксплуатации. В качестве приводных элементов обычно используются цифровые приводы.









О технических особенностях некоторых устройств с ЧПУ
Изготовление подобных станков для работ по шлифовке бывает связано с определенными сложностями, которые характеризуются такими техническими факторами:
- с одного боку, необходимо добиваться хорошего качества и довольно высокой точности шлифовальных работ, с наименьшим рассеиванием по размерам кругов;
- с другого, необходимо учитывать погрешность в точных размерах шлифовального рабочего круга, зависимые от его износа.
В таких случаях требуется, чтобы на подобном шлифовальном станке ЧПУ, имелись специальные механизмы для автоматического компенсирования изнашиваемости этого инструмента. Подобные механизмы призваны компенсировать (возместить):
- некоторую деформацию;
- небольшую погрешность в температурном режиме;
- изменения в припусках, допустимых на обрабатываемых заготовках;
- любые погрешности станочных приспособлений по заданным координатам.
Обычно для шлифовочного типа устройств употребляют специальные системы CNC (от англ. ЧПУ), управление которыми реализовывается по ординатам от 3 до 4. А если в станках задействовано несколько шлифовочных кругов, то такое управление будет производиться по 5-6-8 разным ординатам. Причем взаимодействие оператора со встроенной системой ЧПУ часто производится в режиме диалога при помощи дисплея. К тому же для повышения надежности такие системы обустраиваются специальными диагностическими модулями.
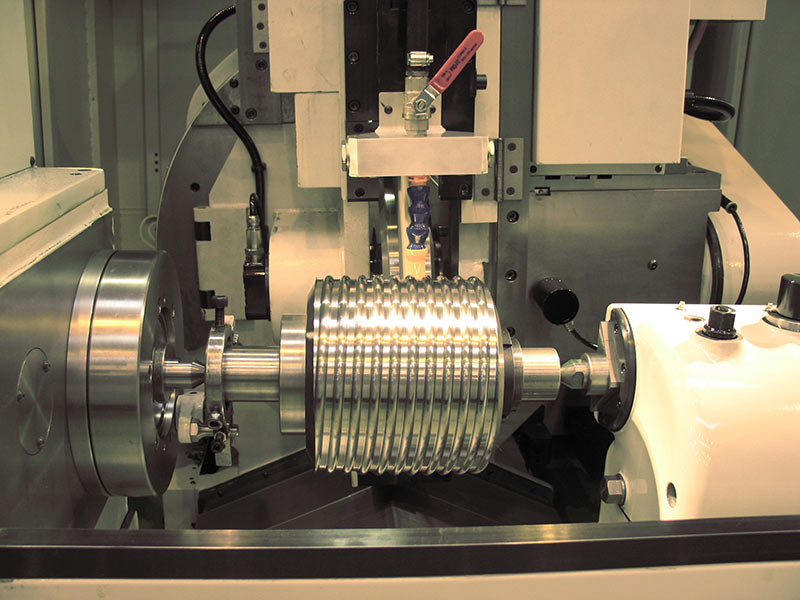
Назначение резьбошлифовальных станков
Один из вариантов по появлению профильной резьбы на поверхности любого типа путем шлифования именуется абразивной резьбовой резкой. С ее применением можно обеспечить точность для получения резьбовой нарезки. Благодаря станку, шлифовка может быть выполнена как с боковых частей, так и с профильной стороны, что делает лучше старую резьбу каждого изделия и хранит качество нового.
Абразивная нарезка резьбы и резьбошлифование может выполняться с помощью однониточного круга для шлмфовки. Это единственный метод, являющийся одним из точнейших. С помощью него можно реализовать врезное и даже осциллирующее шлифовка с применением многониточных шлифовочных кругов. Данный вариант используется в любом крупносерийном или промышленном производстве.
Разновидности резьбошлифовальных станков по назначению:
- многофункциональные;
- предназначающиеся для шлифовки удлиненных резьбовых изделий, в том числе ходовых винтов;
- автоматизированные или полуавтоматические, предназначающиеся для работы метчиков;
- предназначающиеся для создания, шлифовки производственных резьбовых изделий.
В больших цехах в большинстве случаев используются многофункциональные резьбошлифовальные станки, необходимые ГОСТу. Они тоже рассчитаны для нанесения на изделия многообразной резьбы. Каждый станок оборудуется разными хорошими устройствами, которые в значительной степени дают возможность создать внутреннее и внешнее шлифовка. Более того станок предназначен для нанесения резьбы на любых плоских изделиях.
О торце-кругло-шлифовочных устройствах с ЧПУ
Обычно, в устройствах, управляемых программами, предусматривают большое число координат. К примеру, в шлифовальном приспособлении этого типа может быть до 10 управляемых ординат, из них три основных и минимум шесть вспомогательных для лучшего позиционирования:
- осевой ориентации заготовок относительно круга;
- смещения бабки заднего типа для корректировки и обработки заготовок;
- правки кругов для обеспечения возможности обработки любых профилей;
- осей устройства для активного контроля;
- лучшего поворота столов для обрабатывания конусов.

Для обработки разного вида геометрических форм изделий шлифовальными станками ЧПУ, установлены специальные программы:
- диспетчер выбора режимов;
- специальный модуль, управляющий приводом;
- определяющий координаты точек интерполятор.
При серийном производстве такие шлифовальные станки с ЧПУ используются с применением программных систем, что дает возможность для гибкой настройки цикла правки, шлифовки, существенно влияет на скорость переналадки станков и обрабатывания самых разных деталей. К тому же такие многокоординатные системы придают больше универсальности станкам, стабильной эффективности управления всеми процессами.
Классификация станков ЧПУ, их характеристика и обозначения
Для расшифровки обозначений моделей станков используются буквенно-цифровые обозначения, поэтому вы должны знать, какую букву (цифру) используют для определения степени автоматизации, класса точности, назначения станка.
Технологические группы
Если проводить классификацию станочного оборудования по виду основных операций, то их можно разделить на следующие технологические группы:
- Фрезерная группа и сверлильно-расточная. Так как современное фрезерное оборудование довольно универсально, и может растачивать, сверлить, зенкеровать, то грань между фрезерной, сверлильной и расточной группой довольно условна.
- Токарная.
- Шлифовальная.
- Зубообрабатывающая.
- Многоцелевые станки или обрабатывающие центры.
Этой же классификацией каждой из групп присвоен свой номер. У токарных станков — 1-й номер, фрезерных — 6-й, сверлильных и расточных — 2-й, у разных станков — 9-й
Когда приходится расшифровывать маркировку, обращайте внимание на первую цифру. Именно она означает технологическую группу оборудования
Степень автоматизации
В управляющих системах СЧПУ, которыми оборудуются станки с программным обеспечением, тоже есть свои схемы классификации. Здесь разделение идет по следующим параметрам:
- Назначение. Выпускаются позиционные, прямоугольные, непрерывные, комбинированные станочные системы управления.
- Способ загрузки. Программное обеспечение в систему может устанавливаться через диск, флеш-носитель, магнитную или перфорированную ленту.
- Тип привода: шаговый, ступенчатый, регулируемый.
- Число управляемых (одновременно) координат и погрешности их задания.






Степень автоматизации оборудования обозначается Ф «N», и в его маркировке стоит на последнем месте.
- Ф1 — механизм оснащен устройством цифровой индикации. Координаты перемещения вводятся с клавиатуры, каждый раз на один кадр программы.
- Ф2 — в оборудовании используется позиционная (в сверлильных и координатно-расточных группах) или прямоугольная (во фрезерных, токарных и расточных группах) система управления.
- Ф3 — оборудование с контурными или непрерывными СЧПУ. Используя их можно обрабатывать поверхности любой степени сложности.
- Ф4 — ЧПУ станком управляет многооперационная комбинированная СЧПУ, в которой совмещаются возможности контурного и позиционного управления.
- Ц — цикловое программное управление. Самая дешевая и простая система автоматизации. Устанавливается на машины для производства однотипных деталей. Система циклового управления используется на станках с 2-3 точками позиционирования.
В маркировку обязательно вводятся индексы, отражающие наличие устройств автоматической смены инструмента (АСИ). Обозначаются они буквами: «Р» — смена и фиксация инструмента, осуществляются поворотом револьверной головки, «М» — смена инструмента из специального барабана, так называемого, инструментального магазина. В маркировке моделей отечественных станков ЧПУ это буквенное обозначение ставят перед видом системы программного управления Ф «N».





