Виды углеродистой стали по степени раскисления
Степень раскисления – это ещё один фактор, влияющий на разделение углеродистых сталей по типам. Всего их 3 типа: спокойные, полуспокойные и кипящие.
Спокойные стали отличаются более однородной внутренней структурой – их расклисление осуществляется добавлением в расплавленный металл ферросилиция, ферромарганца и алюминия. В составе практически нет закиси железа. Структура мелкозернистая за счёт остаточного алюминия. В итоге получается качественный металл, подходящий для изготовления наиболее ответственных деталей и конструкций. Однако у сплавов этого типа есть существенный недостаток – их выплавка обходится достаточно дорого.
Кипящие углеродистые стали – более дешёвая, но и менее качественная альтернатива спокойным сплавам. При их выплавке используется минимальное количество специальных добавок, а процесс раскисления в печи не доводится до конца, в результате чего в структуре кипящей углеродистой стали присутствуют растворённые газы, негативно влияющие на её характеристики.
Полуспокойные стали занимают промежуточное положение и по свойствам, и по степени раскисления. Перед заливкой в изложницы в состав добавляется небольшое количество раскислителей – благодаря этому металл затвердевает практически без кипения, при этом в нём продолжается процесс выделения газов. В итоге, в структуре полуспокойной углеродистой стали меньше газовых пузырей, чем в кипящей стали. Чаще всего полуспокойные углеродистые стали применяют в качестве конструкционных материалов.
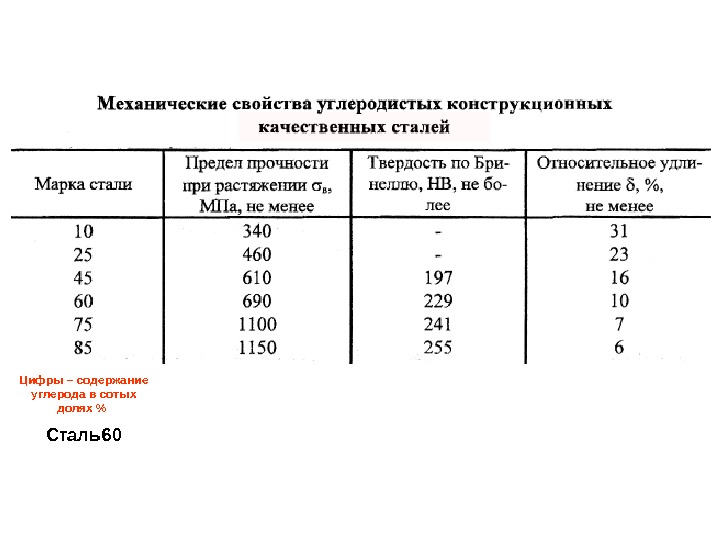
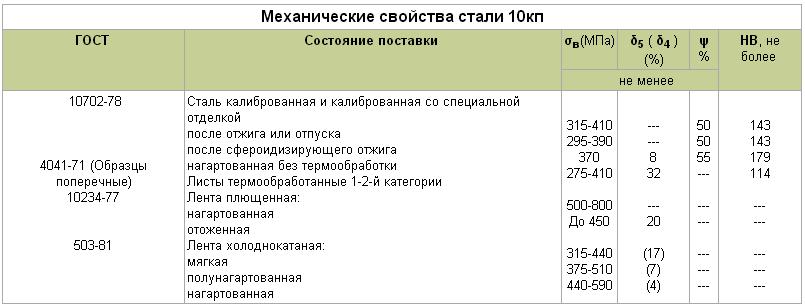
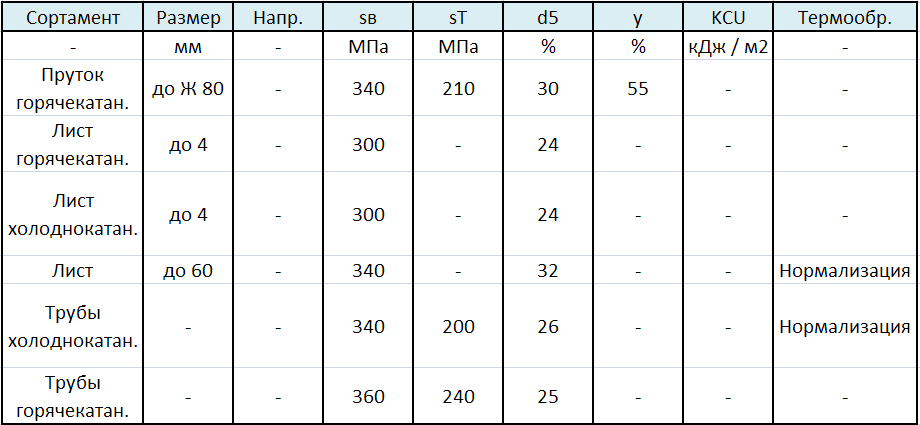
Механические свойства сталь 10
| ГОСТ | Вид поставки, режим термообработки | σв(МПа) | δ5 (%) | ψ % | НВ, не более |
| 1050-88 | Сталь горячекатаная, кованая калиброванная и серебрянка 2-й категории после нормализации | 335 | 31 | 55 | |
| 10702-78 | Сталь калиброванная и калиброванная со специальной отделкой: | ||||
| после отжига или отпуска | 335-450 | 55 | 143 | ||
| после сферодизирующего отпуска | 315-410 | 55 | 143 | ||
| нагартованная без термообработки | 390 | 8 | 50 | 187 | |
| 1577-93 | Полосы нормализованные или горячекатаные | 335 | 8 | 55 | |
| 16523-70 | Лист горячекатаный (образцы поперечные) | 295-410 | 24 | ||
| Лист холоднокатаный (образцы поперечные) | 295-410 | 25 | |||
| 4041-71 | Лист термически обработанный 1-2й категории | 295-420 | 32 | 117 | |
| 8731-87 | Трубы горячедеформированные термообработанные | 355 | 24 | 137 | |
| 8733-87 | Трубы холодно- и теплодеформированные термообработанные | 345 | 24 | 137 | |
| Цементация 920-950 °С. Закалка 790-810 °С, вода. Отпуск 180-200 °С, воздух. | 390 | 25 | 55 | сердц. 137 | |
| поверхн. 57-63 |
Производство
Изготовлением металлических сплавов занимается металлургическая промышленность. Специфика процесса получения углеродистой стали, заключается в переработке чугунных заготовок с уменьшением таких взвесей, как сера и фосфор, а также углерод, до требуемой концентрации. Различия методики окисления, посредством которой удаляют углерод, позволяет выделить различные виды плавки.
Кислородно-конвертерный способ
Основой методики был бессемеровский метод, который предусматривает продувку жидкого чугуна воздухом. Во время этого процесса, углерод окислялся и удалялся из сплава, после чего, чугунные слитки постепенно превращаются в сталь. Производительность данной методики высока, но сера и фосфор оставались в металле. Кроме того, углеродистая сталь насыщается газами, в том числе, азотом. Это улучшает прочность, но снижает пластичность, сталь становится более склонной к старению и изобилию неметаллическими элементами.
Учитывая низкое качество стали, получаемой бессемеровским методом, его перестали использовать. На замену пришел кислородно-конвертерный способ, отличием которого является использование чистого кислорода, вместо воздуха, при выполнении продувки жидкого чугуна. Использование определенных технических условий, при продувке, значительно снизило количество азота и других вредных примесей. В результате, углеродистая сталь, полученная кислородно-конвертерным способом, по качеству приближена к сплавам, переплавляемым в мартеновских печах.
Технико-экономические показатели конверторного способа подтверждают целесообразность такой плавки и позволяют вытеснить устаревшие методы изготовления стали.
Мартеновский метод
Особенностью способа получения углеродистой стали, является выжигание углерода из чугунных сплавов не только с помощью воздуха, но и за счет добавления железных руд и ржавых изделий из металла. Этот процесс обычно происходит внутри печей, к которым подводят подогретый воздух и горючий газ.
Размер таких плавильных ванн очень велик, они могут вмещать до 500 тонн расплавленного металла. Температура в таких емкостях поддерживается на уровне 1700 ºC, а выжигание углерода происходит в несколько этапов. Сначала, благодаря избытку кислорода в горючих газах, а когда образуется шлак над расплавленным металлом, посредством оксидов железа. При их взаимодействии образуются шлаки фосфатов и силикатов, которые, в дальнейшем удаляются и сталь приобретает требуемые по качеству свойства.
Плавка стали в мартеновских печах проходит около 7 часов. Это позволяет отрегулировать нужный состав сплава, при добавлении различных руд или лома. Углеродистая сталь давно изготавливается этим методом. Такие печи, в наше время, можно найти на территории стран бывшего Советского Союза, а также – в Индии.
Электротермический способ
Изготовить качественную сталь с минимальным содержанием вредных примесей, удается при плавке в вакуумных топках электродуговых или индукционных печей. Благодаря улучшенным свойствам электростали, удается изготовить жаростойкие и инструментальные сплавы. Процесс преобразования сырья в углеродистую сталь, происходит в вакууме, благодаря чему качество полученных заготовок, будет выше, относительно рассмотренных ранее методов.
Стоимость такой обработки металлов дороже, поэтому данный метод используют при технологической необходимости в качественном изделии. Для удешевления технологического процесса используют специальный ковш, который разогревают внутри вакуумной емкости.
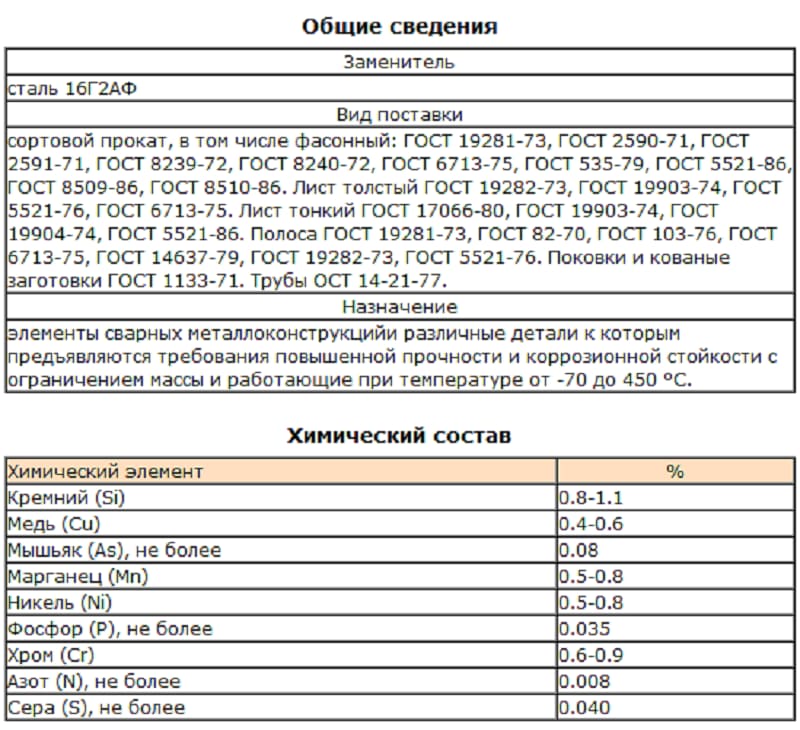
Характеристики стали 15ХСНД
| Классификация | Сталь конструкционная низколегированная для сварных конструкций |
| Применение | Из данной стали изготавливают элементы сварных металлоконструкций и различные детали, к которым предъявляются требования повышенной прочности и коррозионной стойкости с ограничением массы и работающие при температуре от -70 до +450°С |
Общие рекомендации по технологии сварки стали 15ХСНД (и некоторых подобных низколегированных марок): в зависимости от требований, предъявляемых к сварным соединениям, толщины металла, размеров и жесткости конструкций, выбирают сталь, которую можно сваривать без последующей нормализации, либо используют рекомендуемую сталь и выбирают способ электрошлаковой сварки, уменьшающий перегрев, либо назначают высокотемпературную термообработку (нормализацию или отжиг в межкритическом интервале температур). Выбор сталей с высокой стойкостью против перегрева необходим в случае изготовления толстостенных крупногабаритных конструкций особо ответственного назначения (например, сосудов высокого давления, работающих при низких температурах), когда другие методы повышения свойств соединений неприменимы. Конструкции, работающие при нормальных, а иногда и пониженных температурах, но не подвергающиеся тяжелым динамическим и ударным нагрузкам, например, станины ковочных прессов, гидрогенераторов и. электрических машин, корпуса и бандажи цементных печей, обшивки судов, баллеры рулей, изготовляют из низколегированных сталей типа 20ГСЛ, 15ХСНД и 08ГДНФЛ с применением электрошлаковой сварки без нормализации. Высокая работоспособность подобных соединений подтверждена безукоризненным многолетним опытом их эксплуатации. Требуемая прочность сварных соединений сравнительно легко достигается путем применения низкоуглеродистых проволок, легированных повышенными количествами марганца (Св-10Г2, Св-08Г2С) либо марганцем, кремнием, никелем, хромом или молибденом в количестве до -1 % в различных сочетаниях (Св-08ГС, Св-10НМА, Св-08ГСМТ, Св-08ХМ и др.). Запас прочности швов, выполненных низколегированными проволоками, обычно небольшой. По этой причине для сварки соединений, подвергающихся многократной термообработке, рекомендуется применять проволоки с повышенным легированием (Св-08Г2С и Св-08ГС взамен Св-10Г2, Св-04Х2МА и 10Х2МА взамен Св-08ХМ, Св-08ГСМТ взамен Св-10НМА и т. д.). Плавящиеся мундштуки обычно изготовляют из стали СтЗ или М16С, а электродную проволоку -из сталей, содержащих повышенное количество легирующих элементов. Хорошие результаты получаются, например, при сварке сталей типа 08ГДНФЛ или 20 (25) ГСЛ проволокой Св-08ХН2М. Для сварки термоупрочненных низколегированных высокопрочных сталей рекомендуются электродные проволоки Св-10НМ и Св-08ХН2ГМЮ. Помимо равнопрочности, к металлу шва могут предъявляться специальные требования, например жаропрочность и жаростойкость. Это учитывают при выборе марки проволоки. Для сварки соединений, работающих в различных агрессивных средах, предпочтительно используют проволоки той же системы легирования, что и основной металл. При сварке конструкций из низколегированных сталей обычного назначения используют флюс АН-8. В случае сварки конструкций, не подвергаемых последующей перекристаллизационной термообработке, предпочтение следует отдавать низкокремнистому флюсу АН-22 или безокислительным флюсам типа АНФ-6. Режимы электрошлаковой сварки низколегированных сталей мало отличаются от тех, которые рекомендованы для низкоуглеродистых сталей.
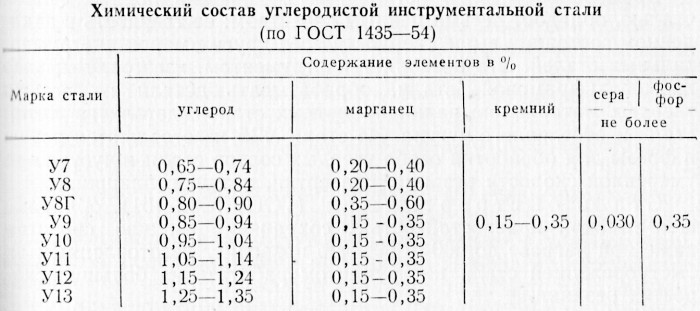
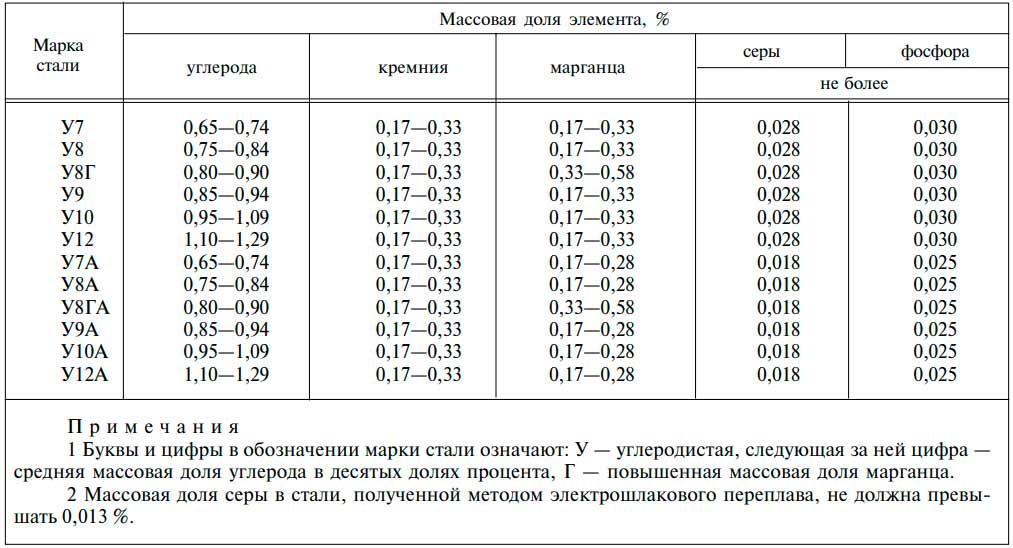
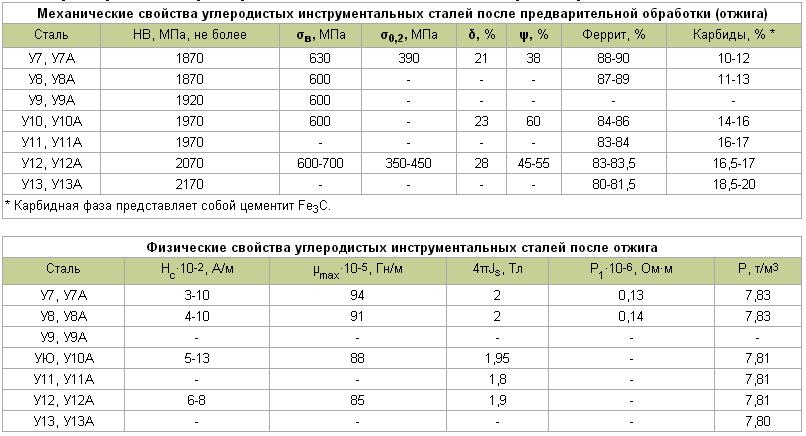
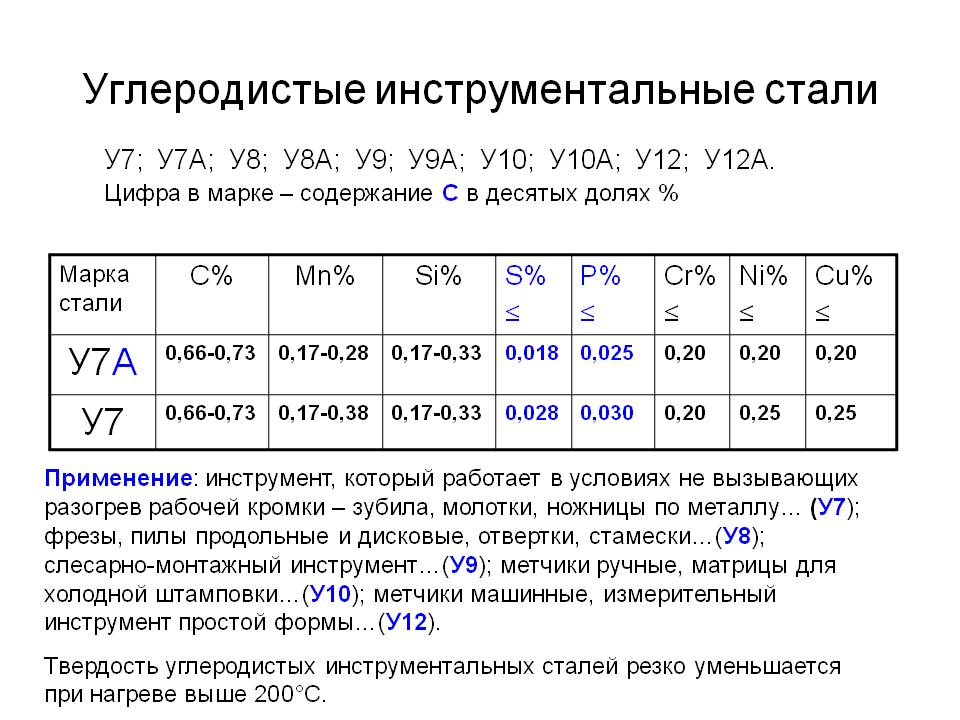
Область применения стали У10А
- Производство сердечников и игольной проволоки;
- Изготовление инструментов, эксплуатируемых в условиях, не вызываемых разогрева кромки;
- Производство инструментов, используемых при обработке дерева (спиральных сверл, пил, машинных столярных пил):
- Изготовление деталей холодной штамповки (обрезных, вытяжных, высадочных и вырубных) без резких переходов по сечению;
- Производство калибров пониженных классов и простой формы;
- Изготовление роликов, шаберов, напильников;
- Производство термообработанной ленты до 0.02 мм, используемой при изготовлении пружин и пружинных деталей сложной конфигурации.
Из стали У10А изготавливают клапаны, щупы, ламели двоильных ножей, конструкционные мелкие детали. Она также незаменима при производстве термообработанной ленты толщиной 0.35 – 0.7 мм, которая в свою очередь используется для изготовления голосовых язычков для музыкальных инструментов.
Сталь У10А – основной материал для производства холоднокатаной термообработанной ленты толщиной 0,05-1,30 мм. Сталь У10А также незаменима при изготовлении плющеной термообработанной ленты толщиной 0,15-2,00 мм, из которой, в свою очередь, производят различные детали сложной конфигурации.
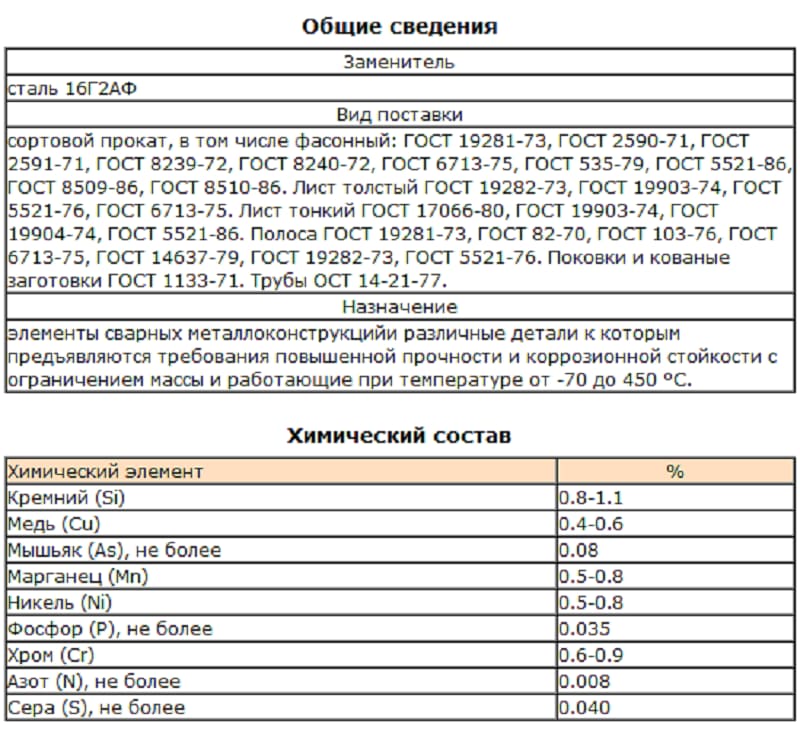
Состав и характеристики металла
Химический состав
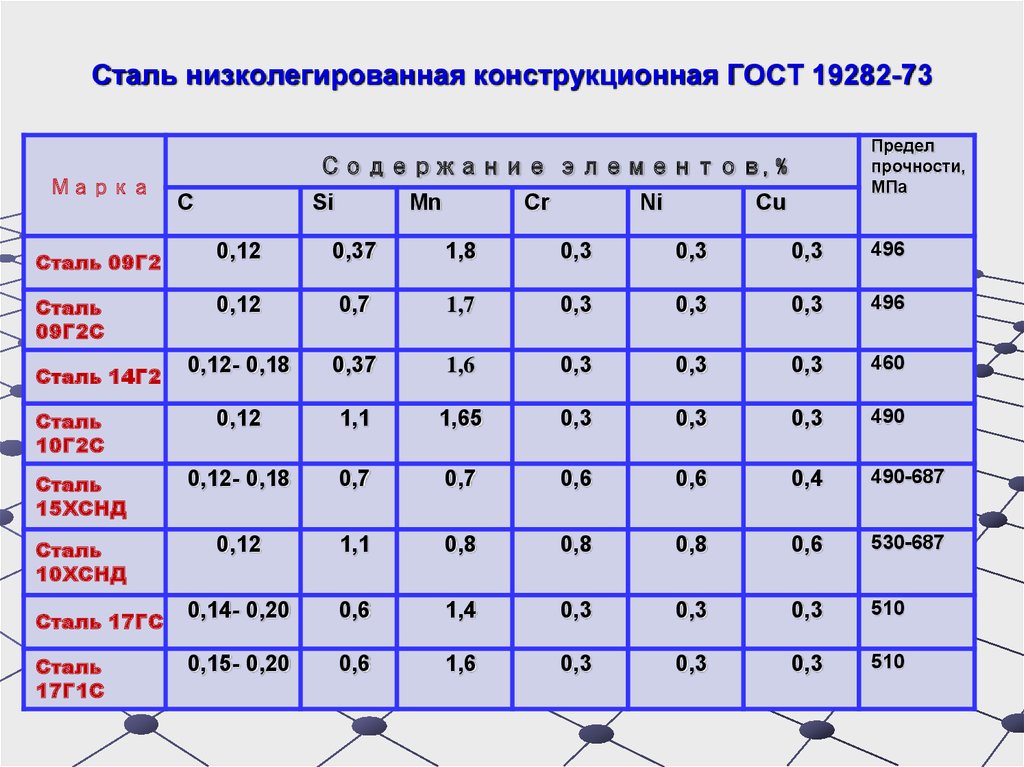
Эта марка стали относится к категории низкоуглеродистых сталей. Государственный стандарт определяет следующий химический состав сплава. Она состоит из 96% железа, 0,12% углерода, около 1% хрома, на такие элементы как медь, кремний, марганец и никель приходится по 0,8%. Такой состав стали 10ХСНД соответствует ГОСТ.
Химический состав марки 10ХСНД
Физические свойства
Основные физические свойства соответствуют установленным гостам и имеют следующие значения:
- коэффициент линейного расширения составляет 40 Вт/(м×град);
- модуль упругости от 1,97 МПа при температуре 100 °С, понижается до коэффициента 1,25 МПа при температуре 900 °С и более;
- плотность сплава около 7800 кг/м3;
- удельная теплоёмкость около 500 Дж/(кг×град);
- удельное электрическое сопротивление R×109 Ом.
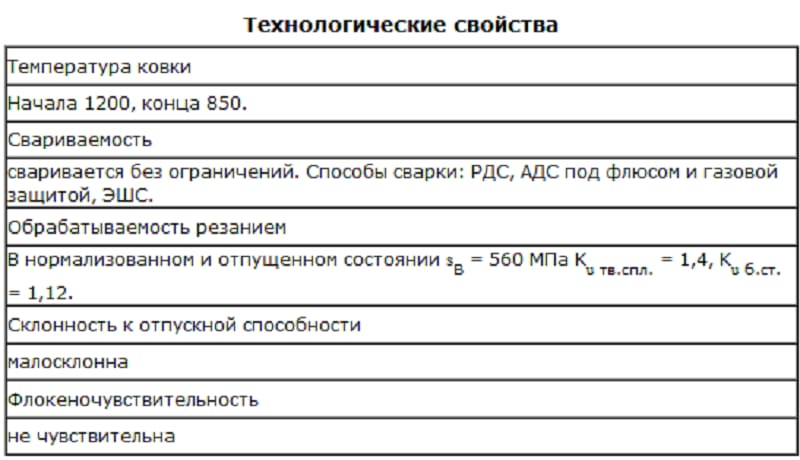
Технологические свойства стали 10ХСНД
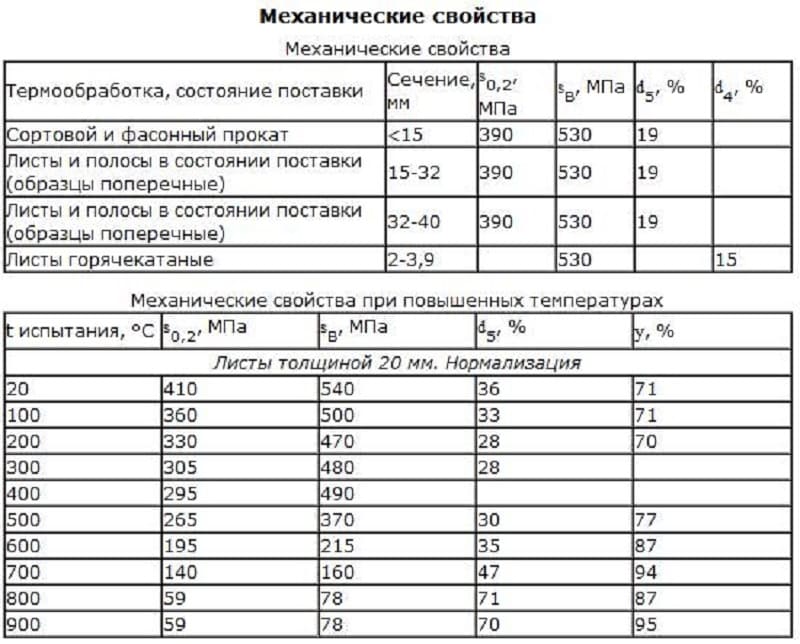
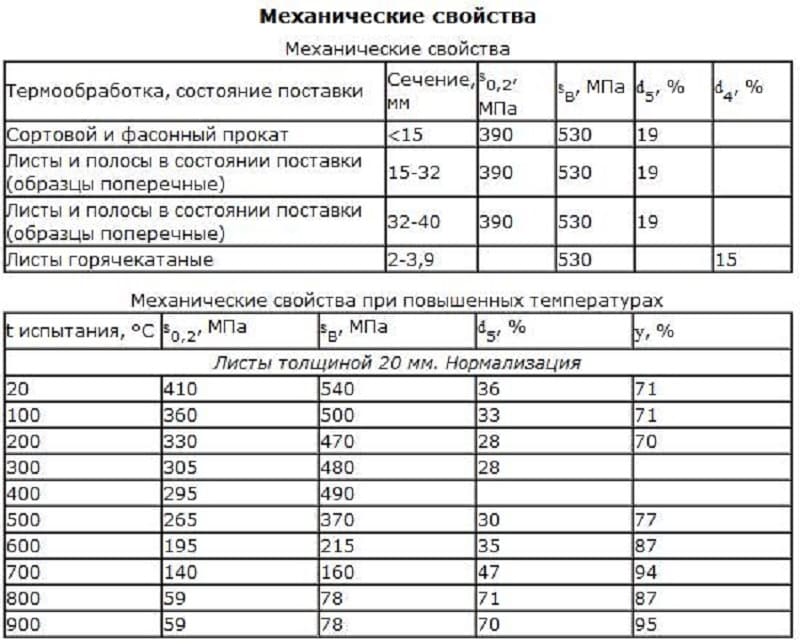
Механические свойства
Механические свойства стали 10ХСНД определяется входящими в состав сплава химическими элементами. Основные механические свойства при температуре в 20 °С находятся в пределах следующих значений:
- ударная вязкость KCU равна 290 кДж/м2;
- предел кратковременной прочности находится в интервале от 510 до 685 МПа;
- предел текучести равен 390 МПа;
- относительное удлинение достигает 19%.
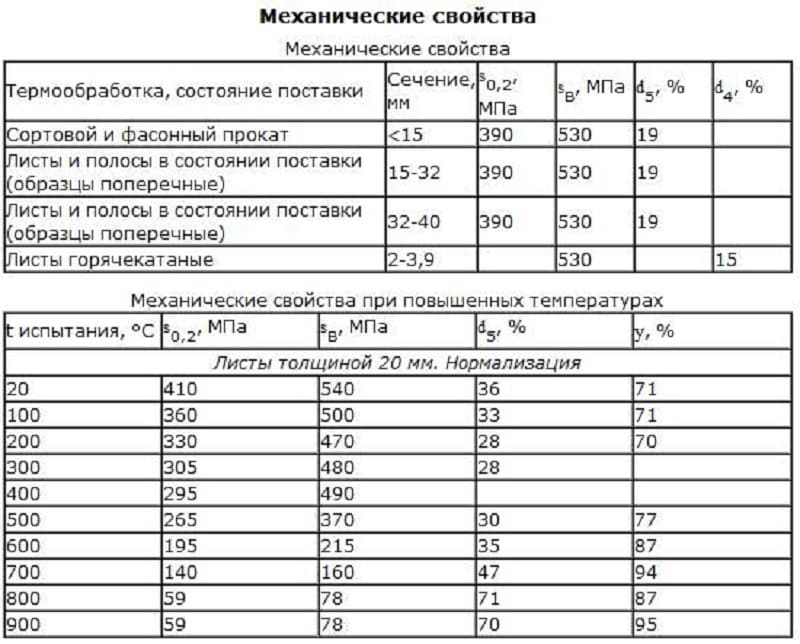
Механические свойства марки 10ХСНД
Все приведенные характеристики удовлетворяют требованиям, установленным ГОСТ для всего сортамента стали 10ХСНД .
К достоинствам стали 10ХСНД можно отнести:
- устойчивость к длительному воздействию высоких и низких температур;
- хорошие показатели прочности;
- высокая износоустойчивость;
- отличная свариваемость.
Особенности производства коррозионностойких сталей
Все производственные процессы в металлургии регулируются нормативными документами ГОСТ и ТУ.
Это касается и металлов с антикоррозийными свойствами.
Стандарты на изготовление прослеживаются по ряду параметров:
- Максимальная твердость по шкале Бринелля (НБ). Этот метод подразумевает испытание с помощью вдавливания с использованием способа восстановленного отпечатка или невосстановленного отпечатка и определяется по таблице.
- Относительное удлинение, измеряемое в %. Параметр определяет пластические свойства металла. Относительное удлинение – увеличение длины испытываемого образца после прохождения предела текучести до разрушения.
- Предел текучести в Н/м2. Характеристика механических особенностей материала, связанных с напряжением, при котором деформация увеличивается, когда нагрузка закончилась. Единица измерения – паскаль или ньютон на м квадратный.
- Сопротивление на разрыв или предел прочности в Н/м2. Максимальное значение напряжений материала перед тем, как он разрушится.
- Допуска по отклонениям процентного отношения химических элементов в готовой продукции
Помимо этих параметров в производстве нержавеющих сталей по запросу заказчика могут изменяться и контролироваться показатели:
- Пределы процентного содержания химических элементов.
- Нижний предел массовой доли отдельных легирующих компонентов, таких как марганец.
- Процентное отношение вредных примесей цветных металлов: олова, свинца, висмута, сурьмы, кадмия, мышьяка и других.

Состав и характеристики металла
Химический состав
Эта марка стали относится к категории низкоуглеродистых сталей. Государственный стандарт определяет следующий химический состав сплава. Она состоит из 96% железа, 0,12% углерода, около 1% хрома, на такие элементы как медь, кремний, марганец и никель приходится по 0,8%. Такой состав стали 10ХСНД соответствует ГОСТ.
Химический состав марки 10ХСНД
Физические свойства
Основные физические свойства соответствуют установленным гостам и имеют следующие значения:
- коэффициент линейного расширения составляет 40 Вт/(м×град);
- модуль упругости от 1,97 МПа при температуре 100 °С, понижается до коэффициента 1,25 МПа при температуре 900 °С и более;
- плотность сплава около 7800 кг/м3;
- удельная теплоёмкость около 500 Дж/(кг×град);
- удельное электрическое сопротивление R×109 Ом.
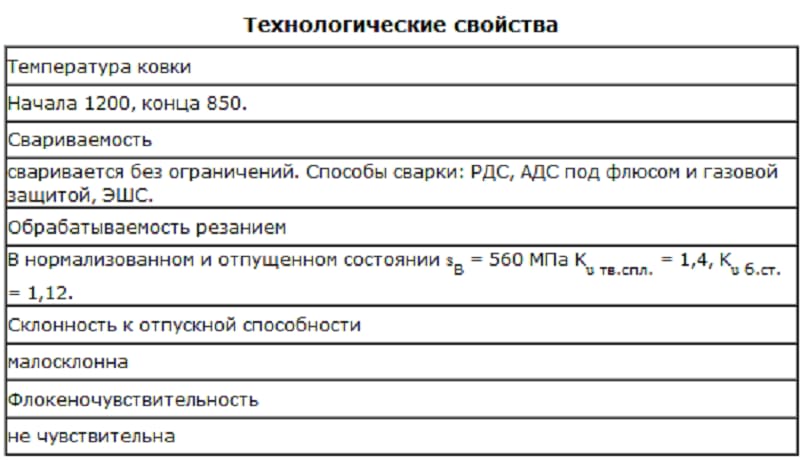
Технологические свойства стали 10ХСНД
Механические свойства
Механические свойства стали 10ХСНД определяется входящими в состав сплава химическими элементами. Основные механические свойства при температуре в 20 °С находятся в пределах следующих значений:
- ударная вязкость KCU равна 290 кДж/м2;
- предел кратковременной прочности находится в интервале от 510 до 685 МПа;
- предел текучести равен 390 МПа;
- относительное удлинение достигает 19%.
Механические свойства марки 10ХСНД
Все приведенные характеристики удовлетворяют требованиям, установленным ГОСТ для всего сортамента стали 10ХСНД .
К достоинствам стали 10ХСНД можно отнести:
- устойчивость к длительному воздействию высоких и низких температур;
- хорошие показатели прочности;
- высокая износоустойчивость;
- отличная свариваемость.
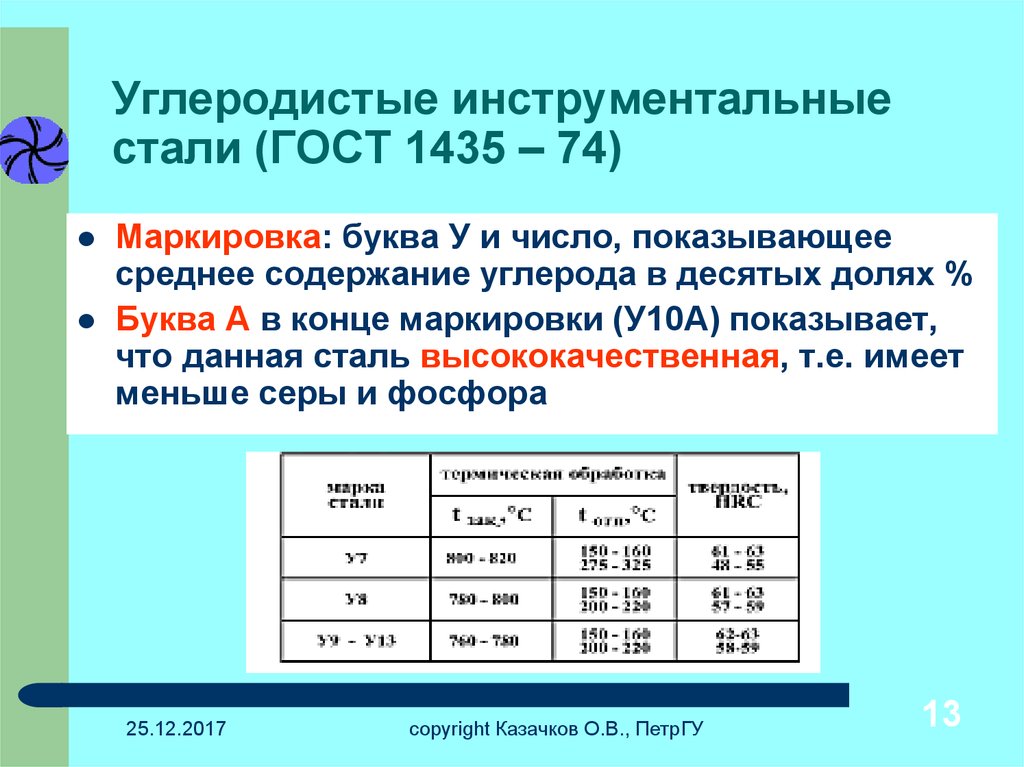
Термическая обработка метчиков
Заготовки для метчиков помещают в соляную ванну. В ней и производят их нагрев под закалку. Это позволяет выполнить термическую обработку таким образом, что поверхностные слои получают дополнительную твёрдость, а сердцевина остаётся вязкой. Такой способ закалки позволяет уменьшить изменение резьбы и в то же время в целом стойкость метчика растёт. В результате увеличивается срок действия инструмента.
После нагрева, заготовки метчиков, изготовленных из У10А, и имеющим диаметр до 8 мм охлаждают в масле. Заготовки для метчиков более 8 мм охлаждают в воде. Затем оба типа заготовок переносят в масляную ванну. Температура отпуска до 180 ºС, а время – составляет до 2 часов. Контроль твердости можно выполнить, используя тарированный напильник. Твердость, в зависимости от диаметра метчика составляет от 57 до 63 по HRC.
Технолог, выбирая режущий инструмент, должен понимать, что инструмент, изготовленный из стали марки У10А и аналогов, теряет свои прочностные характеристики при температуре в зоне резания порядка 190 – 200 ºС.
На самом деле, инструментальные стали можно разделить на три группы:
- с низкой теплостойкостью, к ним относят материалы, в которых доля легирующих добавок не превышает 4%;
- полутеплостойкие, в их состав входит не более 7% углерода и не более 18% хрома.
- с высокой теплостойкостью. К ним относят высоколегированные стали иногда их называют быстрорезами.
Всякий, кто когда-то занимался слесарным делом наверняка обращал внимание на их длительный срок работы. Все дело в том что для производства напильников, надфилей применяют марку У10А, которую относят к сплавам с повышенной твёрдостью
Между тем то, что хорошо для напильников не всегда может быть хорошо для ножей. Дело в том, что твердость – это не самое главное свойство ножей. Ножи, выполненные из стали У10А, и прошедшие соответствующую закалку способны длительное время держать заточку.





Но между тем, этот материал обладает высокой хрупкостью и может расколоться в любую секунду. Поэтому для производства качественных сталей применяют композицию, состоящую их сталей У10А и 7ХНМ. Такая композиция позволяет получать качественные ножи, которые применяют туристы, охотники и другие экстремалы.
Рейтинг: /5 –
голосов
Конструкционная качественная углеродистая сталь 08пс
Марка 08пс – назначение
Конструкционная качественная углеродистая сталь 08пс используется для изготовления: труб, вилок, шайб, прокладок. Также применяется для деталей, которые подвергаются химической/ термической обработке – проушины, тяги, втулки.
Характеристики
Марка | ГОСТ | Зарубежные аналоги | Классификация |
|---|---|---|---|
08пс | 4041–71 | есть | сталь конструкционная качественная углеродистая |
10702–78 | |||
10705–80 | |||
1577–93 |
Материал 08пс – технологические свойства
Флокеночувствительность | Свариваемость | Способы сварки | Склонность к отпускной хрупкости |
|---|---|---|---|
не чувствительна | без ограничений | КТС, РДС, АДС (флюс + защитный газ) | не склонна |
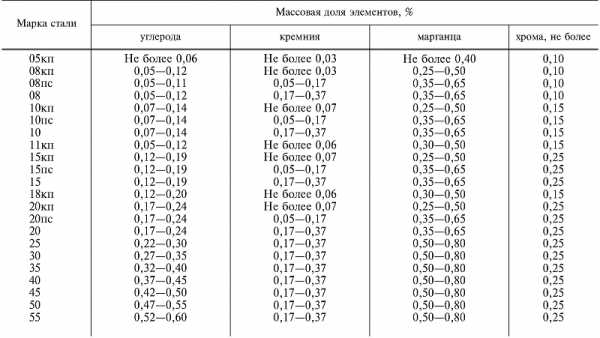
Марка 08пс – химический состав
Массовая доля элементов не более, %:
Кремний | Марганец | Медь | Мышьяк | Никель | Сера | Углерод | Фосфор | Хром |
|---|---|---|---|---|---|---|---|---|
0,05–0, 17 | 0.35–0.65 | 0.3 | 0.08 | 0.3 | 0.4 | 0.05–0.11 | 0.035 | 0.1 |
Сталь 08пс – механические свойства
Сортамент | ГОСТ | Размеры – толщина, диаметр | Термообработка | y | d5 | sT | sв |
|---|---|---|---|---|---|---|---|
мм | % | % | МПа | МПа | |||
Прокат | 1050–88 | до 80 | нормализация | 196 | 320 | ||
калиброван. нагартован. | 10702–78 | 370 | |||||
Пруток калибров. | 10702–78 | отжиг | 310-410 | ||||
Лист | 4041–71 | от 4 до 8 | есть | 270–410 | |||
Полоса | 1577–93 | от 6 до 60 | 196 | 320 |
Материал 08пс – твердость, Мпа
Сортамент | ГОСТ | HB 10-1 |
|---|---|---|
Прокат | 10702–78 | |
горячекатанный | 115 | |
калиброван. | 143 | |
Лист | ||
после термообработки | 4041-71 | 109 |
толстый | 1577-93 | 131 |
Сталь 08пс – физические свойства
Т | R 109 | E 10-5 | l | a106 | r | C |
|---|---|---|---|---|---|---|
Град | Ом·м | МПа | Вт/(м·град) | 1/Град | кг/м3 | Дж/ (кг·град) |
МПа | ||||||
100 | 178 | 2.03 | 12.5 | 7846 | 482 | |
200 | 252 | 2.06 | 13.4 | 7814 | 498 | |
300 | 341 | 1.83 | 7781 | 514 | ||
400 | 448 | 14.5 | 7745 | 533 | ||
500 | 575 | 14.9 | 7708 | 555 | ||
600 | 725 | 15.1 | 7668 | 584 | ||
700 | 898 | 15.3 | 7628 | 626 | ||
800 | 1073 | 7598 | 695 | |||
900 | 1124 | 7602 | 703 | |||
1000 | 695 |
Материал 08пс – точные и ближайшие зарубежные аналоги
Болгария | Германия | Индия | Китай | Польша | США | Франция | Чехия | Япония | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
BDS | DIN, WNr | IS | GB | PN | — | AFNOR | CSN | JIS | ||||||||||||||||||
08ps |
| O | 08F | 08Y |
| 3C |
| SPHE |
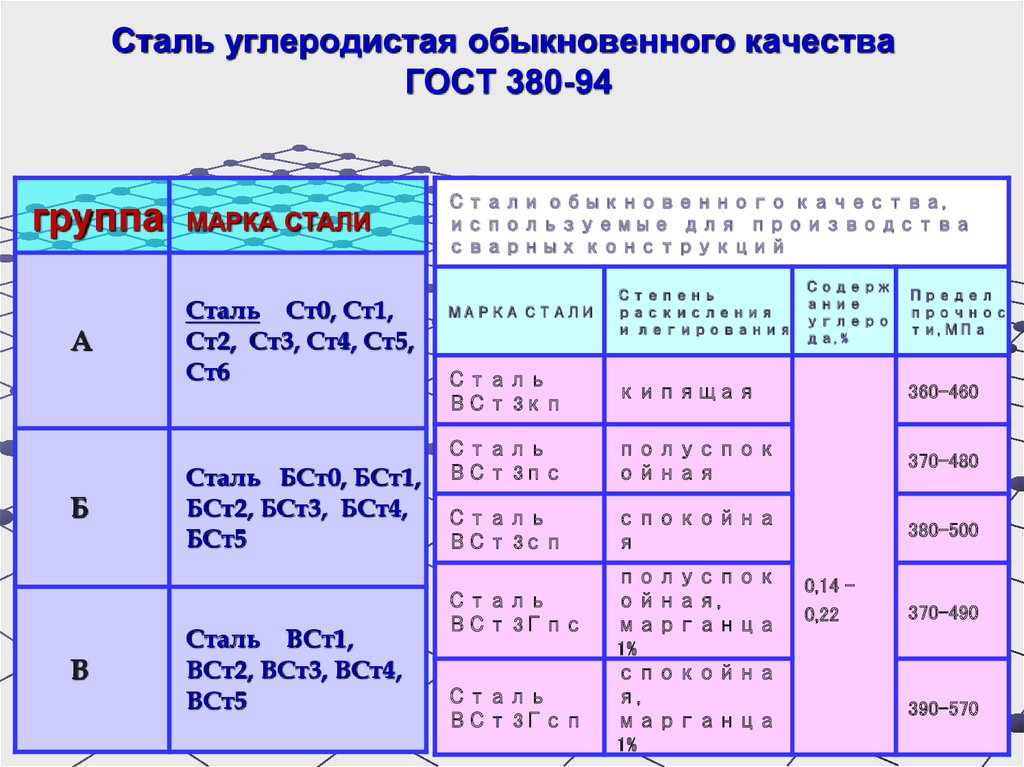
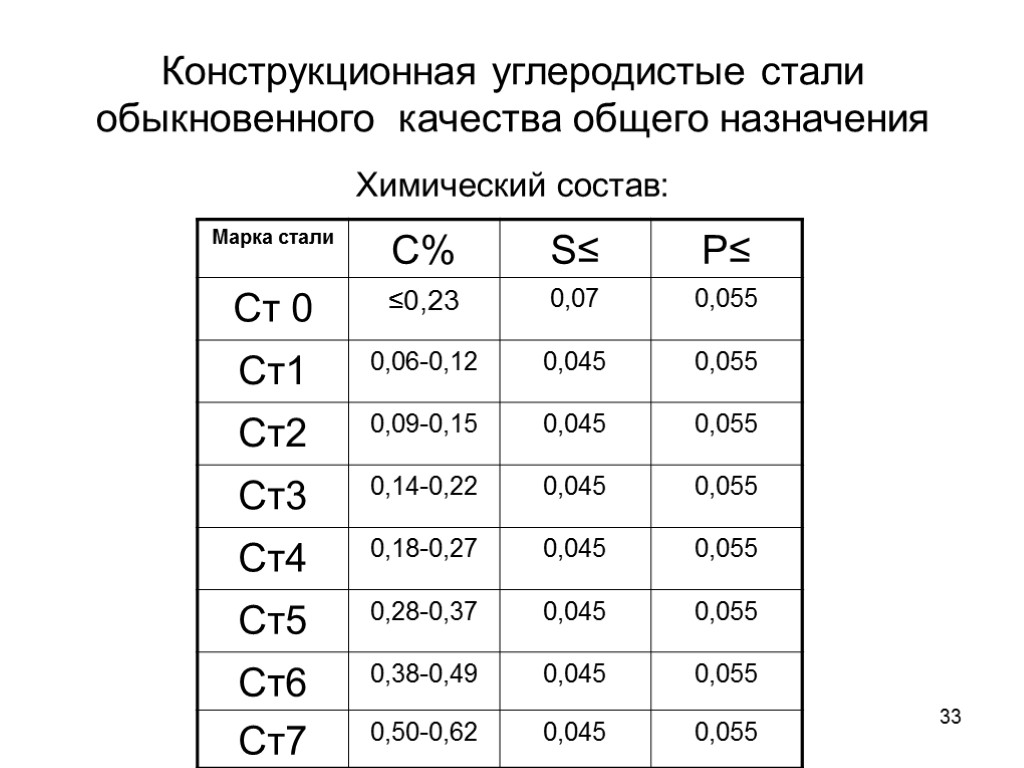
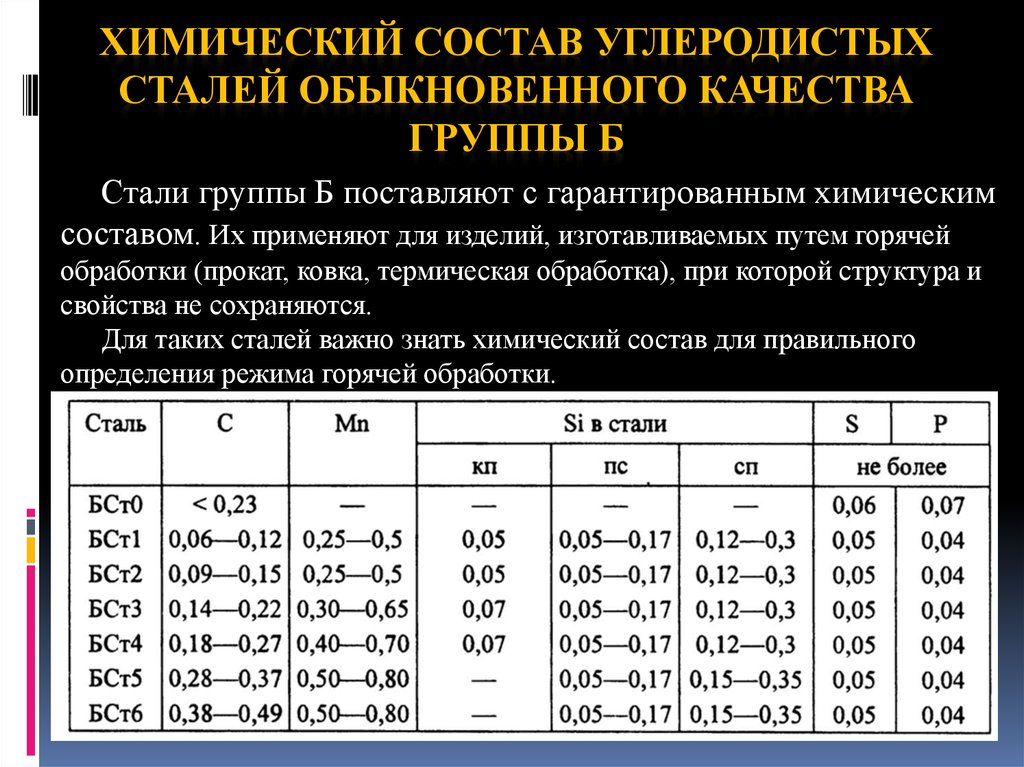
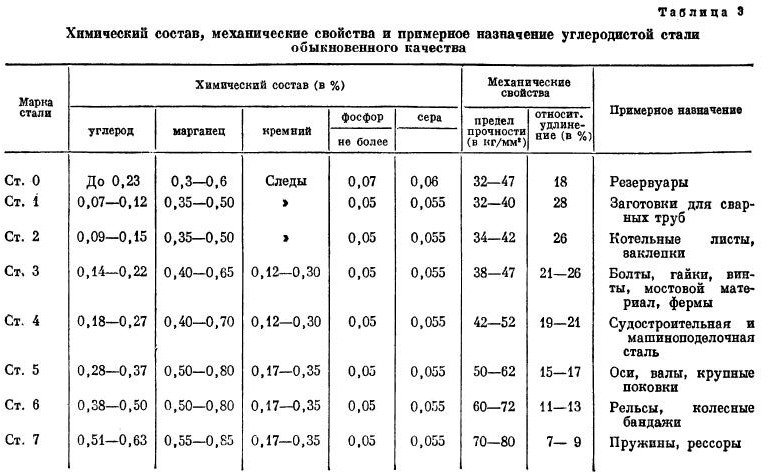
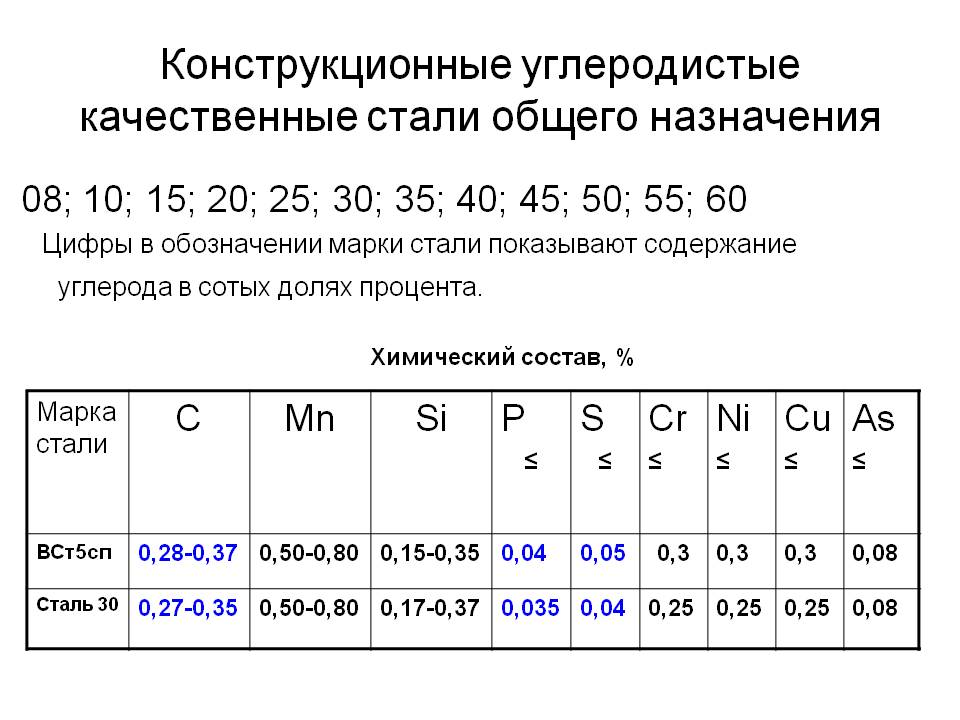
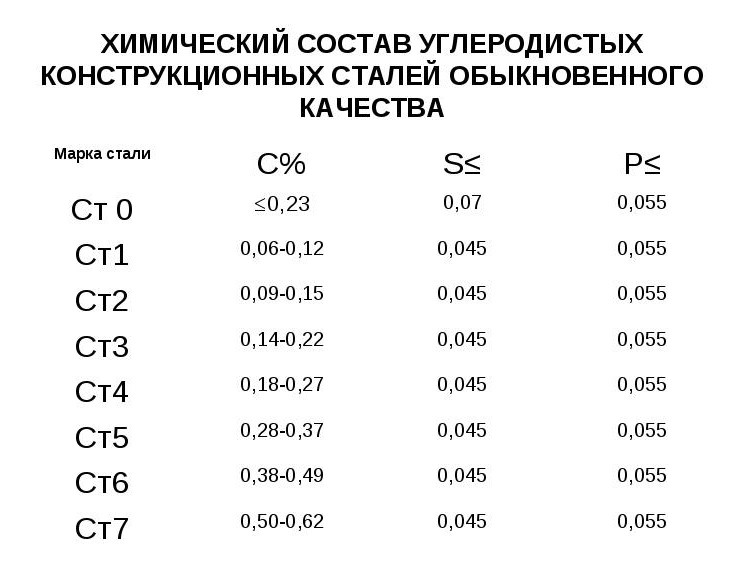
Стали углеродистые обыкновенного качества
Относятся к числу наиболее дешевых и широко применяемых. Из них получают до 70% всего проката – горячекатаного, сортового и фасонного толсто- и тонколистового, широкополосного и холоднокатаного тонколистового. Из этих сталей изготовляют трубы, поковки, штамповки, ленту, проволоку, металлические изделия (метизы): гвозди, канаты, сетки, болты, гайки, заклепки, а также мало- и средненагруженные детали; штифты, шайбы, шпонки, крышки, кожухи, а из стали номеров 4-6 – валы, винты, зубчатые колеса и шпиндели. Стали обыкновенного качества хорошо свариваются.
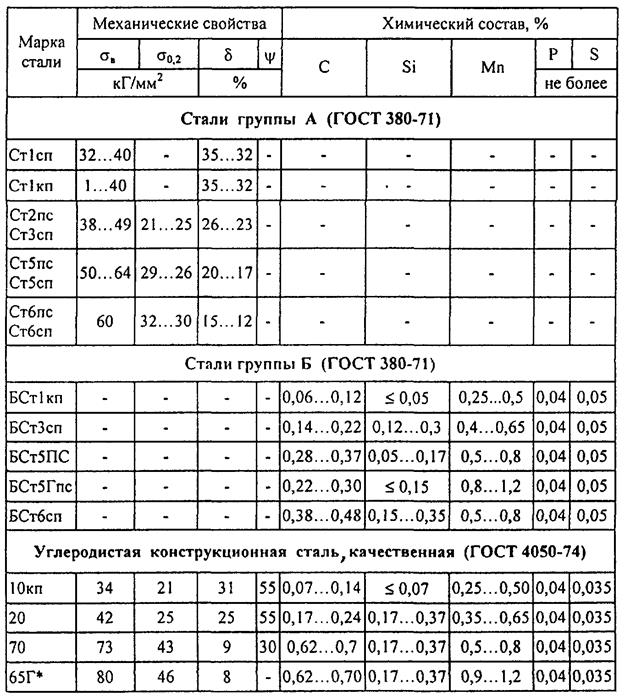

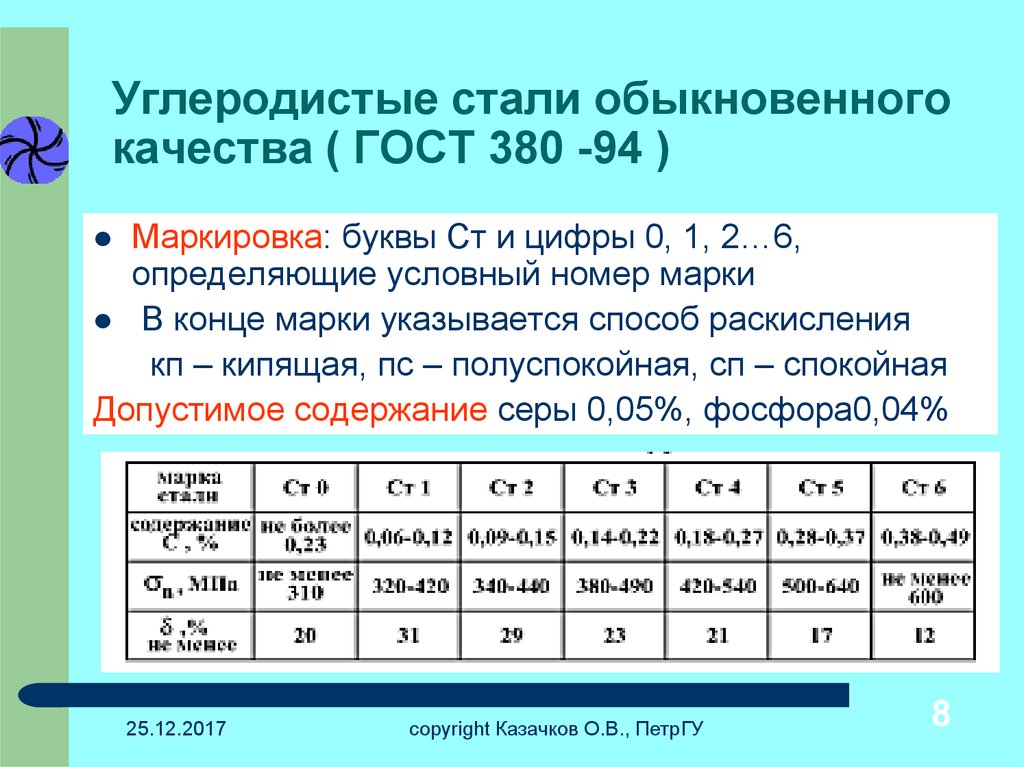


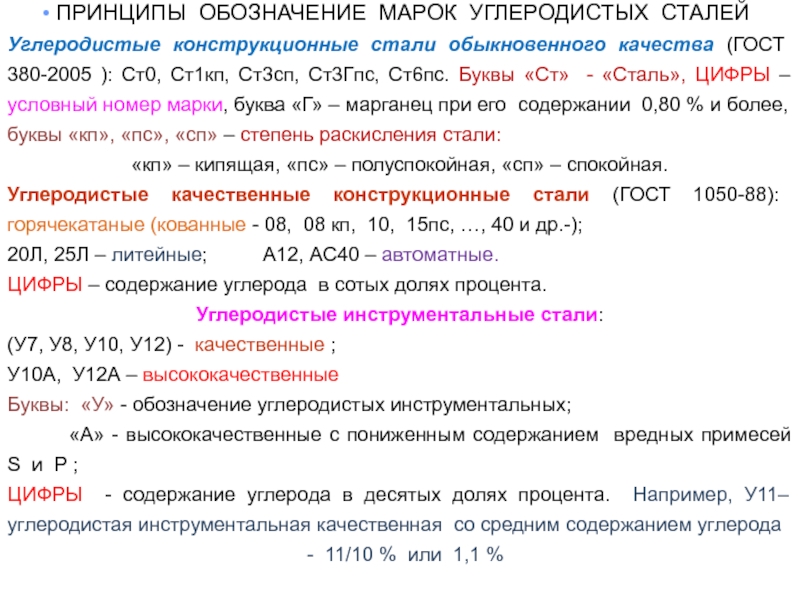
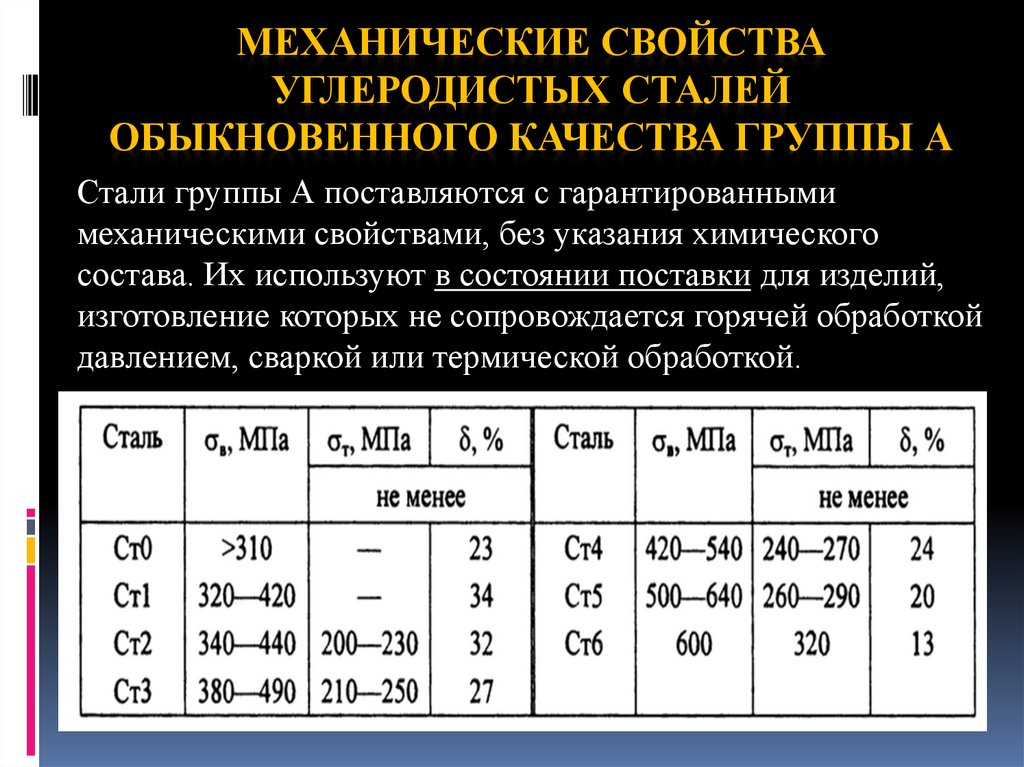
В зависимости от назначения углеродистые стали обыкновенного качества подразделяют (ГОСТ 380- 94) на три группы: А – поставляемые по механическим свойствам, Б – поставляемые по химическому составу и В – поставляемые по механическим свойствам и химическому составу. В зависимости от нормируемых показателей (прочностная характеристика, химический состав) сталь каждой группы подразделяют на группа А – 1, 2 и 3-я; группа Б – 1, 2,-я; группа В – 1, 2, 3, 4, 5, 6-я.
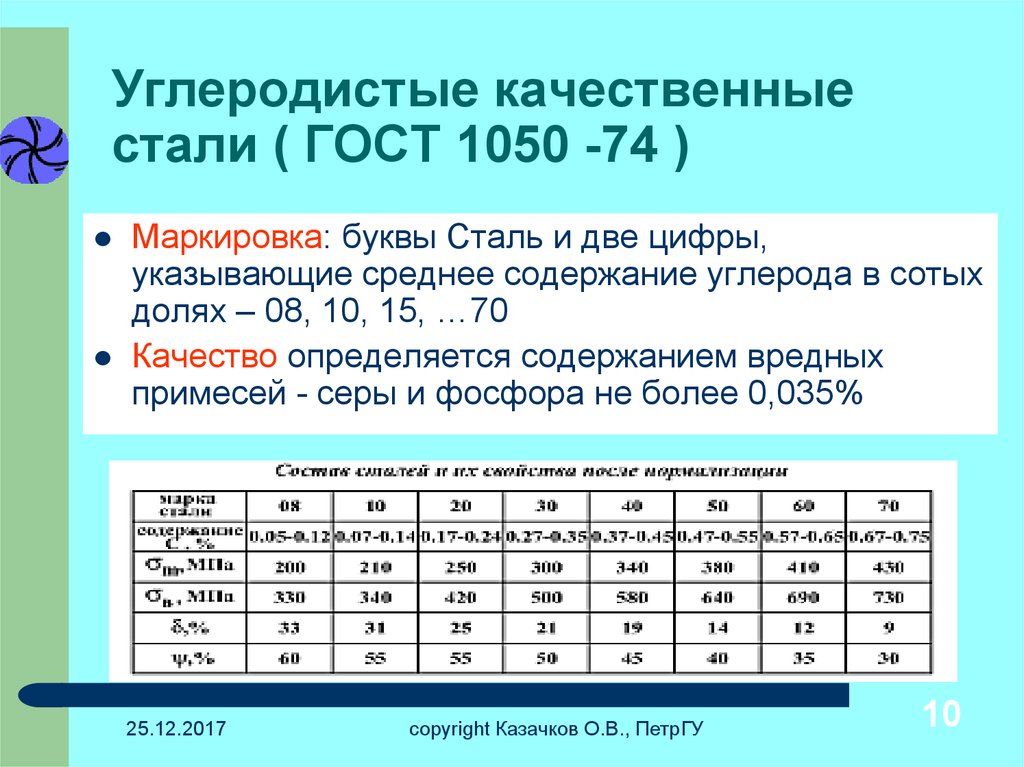
Буквы Ст означают «сталь», цифры от 0 до 6 – условный номер марки, характеризующий механические свойства стали. С увеличением номера марки повышаются предел прочности σв и предел текучести σт и уменьшается относительное удлинение δ. Для обозначения степени раскисления после номера марки ставятся индексы: кп – кипящая, пс – полуспокой- ная, сп – спокойная (например: СтЗкп, СтЗпс, СтЗсп; табл. 8 и 9).
Механические свойства углеродистой стали обыкновенного качества группы А и примерное назначение углеродистой стали обыкновенного качества приведены в табл. 8
Таблица 8. Стали углеродистые, их механические свойства и назначение
| Марка стали | Свойства | Примерное назначение | ||
| σв, МПа | σт, МПа | δ, % | ||
| Ст0 | Не менее 300 | – | 23 | Неответственные строительные конструкции, прокладки, шайбы, кожухи. Свариваемость хорошая |
| Ст1кп Ст1пс, Ст1сп | 300-390 310-410 | – – | 35 | Малонагруженные детали металлоконструкций – заклепки, шайбы, шплинты, прокладки, кожухи. Свариваемость хорошая |
| Ст2кп Ст2пс, Ст2сп | 320-410 330-430 | 215 225 | 33 | Детали металлоконструкций – рамы, оси, ключи, валики, цементируемые детали. Свариваемость хорошая |
| СтЗкп СтЗпс, СтЗсп СтЗГпс СтЗГсп | 360-460 370-480 370-490 390-570 | 235 245 245 – | 27 – | Рамы тележки, цементируемые и цианируемые детали, от которых требуется высокая твердость поверхности и невысокая прочность сердцевины, крюки кранов, кольца, цилиндры, шатуны, крышки |
| Ст4кп Ст4пс, Ст4сп | 400-510 410-530 | 255 265 | 25 | Валы, оси, тяги, пальцы, крюки, болты, гайки, детали при невысоких требованиях к прочности |
| Ст5пс, Ст5сп Ст5Гпс | 490-630 540-590 | 285 285 | 20 | Валы, оси, звездочки, крепежные детали, зубчатые колеса, шатуны, детали при повышенных требованиях к прочности |
| Ст6пс Ст6сп | Не менее 590 | 315 315 | 15 | Валы, оси, бойки молотов, шпиндели, муфты кулачковые и фрикционные, цепи, детали с высокой прочностью |
Для возможности распознания марок стали при складировании, прокат маркируют несмываемой краской. Для этого, независимо от группы и степени раскисления стали, используют краску цветов, указанных в табл. 9.
Таблица 9. Цвет маркировки стали углеродистой обыкновенного качества
| Марка стали | Цвет маркировки | Марка стали | Цвет маркировки |
| Ст0 | Красный и зеленый | СтЗГпс | Красный и синий |
| Ст1 | Белый и черный | Ст4 | Черный |
| Ст1Гпс | Белый и красный | Ст4Гпс | Черный и красный |
| Ст2 | Желтый | Ст5 | Зеленый |
| Ст2Гпс | Желтый и красный | Ст6Гпс | Зеленый и белый |
| Ст3 | Красный | Ст6 | Синий |