
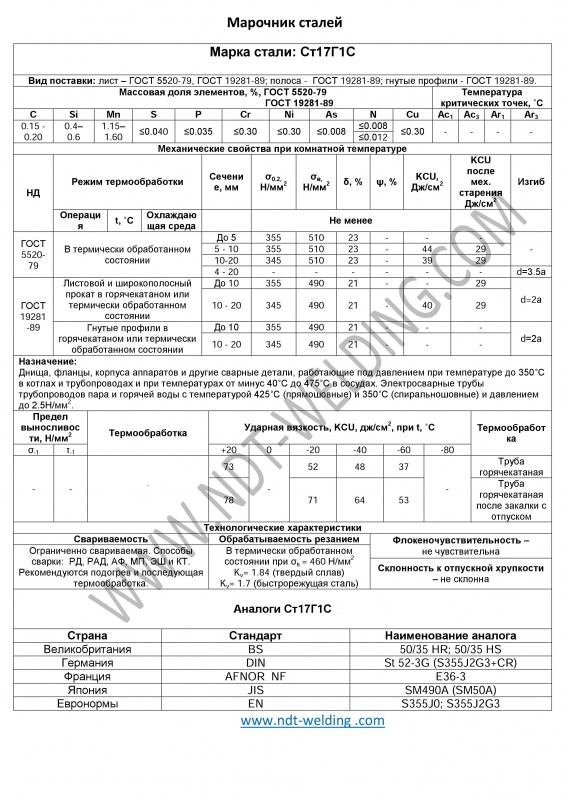
Химический состав 17Г1С
ГОСТ 5520-79
| C (Углерод) | Si (Кремний) | Mn (Марганец) | P (Фосфор) | S (Сера) | Cr (Хром) | Ni (Никель) | Ti (Титан) | Al (Алюминий) | Cu (Медь) | N (Азот) | As (Мышьяк) | Fe (Железо) |
| 0,15 – 0,20 | 0,4 – 0,6 | 1,15 – 1,6 | остальное |
ГОСТ 19281-2014
| C (Углерод) | Si (Кремний) | Mn (Марганец) | P (Фосфор) | S (Сера) | Cr (Хром) | Ni (Никель) | V (Ванадий) | Nb (Ниобий) | Ti (Титан) | Al (Алюминий) | Cu (Медь) | N (Азот) | As (Мышьяк) | Ag (Серебро) |
| 0,15 – 0,2 | 0,4 – 0,6 | 1,15 – 1,60 | 0,02 – 0,05 | остальное |
ТУ 14-1-1921-76
| C (Углерод) | Si (Кремний) | Mn (Марганец) | P (Фосфор) | S (Сера) | Cr (Хром) | Ni (Никель) | Cu (Медь) | N (Азот) | Ce (Церий) | Fe (Железо) | Ca (Кальций) |
| 0,15 – 0,2 | 0,4 – 0,6 | 1,15 – 1,55 | остальное | > 0,02 |
ТУ 14-3Р-1270-2009
| C (Углерод) | Si (Кремний) | Mn (Марганец) | P (Фосфор) | S (Сера) | Cr (Хром) | Ni (Никель) | Nb (Ниобий) | Cu (Медь) | Fe (Железо) |
| остальное |
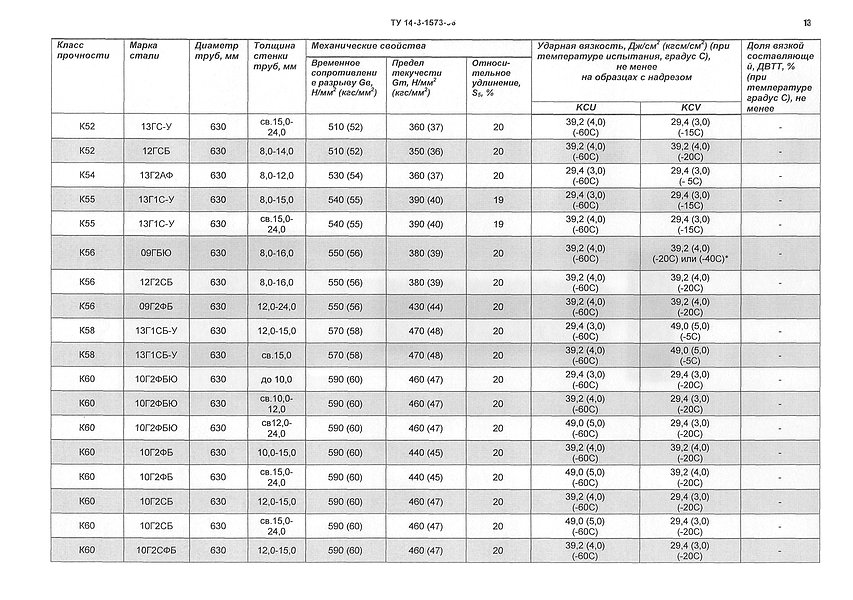
ТУ 14-3-1573-96
| C (Углерод) | Si (Кремний) | Mn (Марганец) | P (Фосфор) | S (Сера) | Cr (Хром) | Ni (Никель) | Cu (Медь) | N (Азот) | Fe (Железо) |
| 0,15 – 0,20 | 0,4 – 0,6 | 1,15 – 1,55 | остальное |
Механические свойства стали 14Х17Н2
Механические свойства стали при повышенных температурах
| Температура испытаний, °С | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж/см2 |
| Пруток. Отжиг при 760-780°С, 2 часа, охлаждение с печью. Закалка при 950-975°С, 1 час, масло. Отпуск при 600 °С, 3-6 часов При 20 °С НВ 269-302 | |||||
| 20 | 680 – 710 | 860 – 880 | 19 – 22 | 60 – 63 | 118 – 147 |
| 300 | 620 – 640 | 720 | 16 | 65 – 67 | – |
| 400 | 580 – 590 | 670 – 680 | 14 – 15 | 63 – 64 | – |
| 500 | 510 | 550 – 570 | 17 – 18 | 68 – 70 | – |
| 550 | 430 | 460 | 20 | 81 | – |
| Поковки дисков диаметром 700 мм и высотой 30-80 мм. Отжиг с двумя переохлаждениями при 200-230°С и при 140-180°С. Закалка при 960-980°С, масло. Отпуск при 640-670°С. (Образцы тангенциальные). При 20°С НВ 285 | |||||
| 20 | 630 – 690 | 870 – 890 | 16 | 52 – 55 | 90 – 101 |
| 200 | 630 – 650 | 780 | 12 – 15 | 47 – 53 | 93 – 108 |
| 300 | 610 – 630 | 730 – 760 | 11 – 13 | 50 – 53 | 108 – 132 |
| 400 | 600 – 630 | 730 – 750 | 11 – 12 | 45 | 98 – 117 |
| 500 | 500 – 540 | 560 – 610 | 15 | 54 – 56 | 108 – 122 |
| 600 | 280 – 310 | 330 – 340 | 28 – 30 | 83 – 84 | 127 |
| Деформированное состояние. Скорость деформирования 2,5 мм/мин | |||||
| 700 | – | 215 | 58 | 90 | – |
| 800 | – | 145 | 70 | 92 | – |
| 900 | – | 98 | 75 | 88 | – |
| 1000 | – | 59 | 80 | 90 | – |
| 1100 | – | 29 | 80 | 90 | – |
| 1200 | – | 20 | 80 | 88 | – |
| 1250 | – | 20 | 68 | 80 | – |
Ударная вязкость из стали, KCU, Дж/см2
| Лист толщиной 10 мм в состоянии поставки. Образцы | Т= +20 °С | Т= -20 °С | Т= -40 °С | Т= -60 °С |
| Поперечные | 56 | 51 | 49 | 47 |
| Продольные | 71 | 53 | 53 | 52 |
Коррозийная стойкость стали
| Среда | Температура, °С | Длительность испытания, часы | Глубина коррозии, мм/год |
| Вода дистиллированная | 900 | 50 | 0,08 |
| Пар – воздух | 1000 | 100 | 0,005 |
Жаростойкость стали
| Среда | Температура, ºС | Глубина, мм/год | Группа стойкости или балл |
| Воздух | 650 | 0,904 | Пониженно – стойкая |
| Воздух | 750 | 2,010 | Малостойкая |
Механические свойства стали в зависимости от температуры отпуска
| Температура испытаний, °С | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж/см2 | Твердость, НВ |
| Пруток. Отжиг при 760-780°С, 2 ч, охлаждение с печью. Закалка при 950-975°С, 1 час, масло | ||||||
| 300 | 930 – 950 | 1260 – 1280 | 16 | 59 – 61 | 78 – 95 | 400 – 444 |
| 400 | 980 – 1050 | 1290 – 1330 | 16 – 17 | 60 – 62 | 61 – 68 | 388 – 444 |
| 500 | 970 – 1000 | 1110 – 1200 | 14 – 15 | 60 | 54 – 98 | 363 – 388 |
Механические свойства при испытаниях на длительную прочность
| Температура испытания, °С | Предел ползучести, МПа | Скорость ползучести %/час | Предел длительной прочности, МПа, | Длительность испытания, часы |
| 400 | – | – | 608 – 686 | 1000 |
| – | – | – | 588 – 666 | 2000 |
| 450 | 274 | 2/100 | 617 | 200 |
| Термообработка | Сечение, мм | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж / см2 | Твердость, НВ |
| Поковки. Закалка при 1000-1030 °С, масло. Двойной отпуск при 665-675 °С, печь или воздух | До 100 | 540 | 690 | 15 | 40 | 59 | 228 – 269 |
| Термообработка | Сечение, мм | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж / см2 | Твердость, НВ |
| Прутки. Закалка при 975-1040 °С, масло. Отпуск при 275-350 °С, воздух | 60 | 835 | 1080 | 10 | 30 | 49 | – |
| Закалка при 1000-1030 °С, масло. Отпуск при 620-660 °С, воздух | 60 | 635 | 835 | 16 | 55 | 75 | – |
ГОСТ 7350-77
| Термообработка | Сечение, мм | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж / см2 | Твердость, НВ |
| Листы горячекатаные или холоднокатаные. Закалка при 960-1050 °С, вода или воздух. Отпуск при 275-350 °С, воздух (образцы поперечные) | Образцы | 882 | 1078 | 10 | – | – | – |
Описание
Из-за невысокого содержания углерода материал S355J2 изначально предназначен для сварных и штампованных изделий. Его свариваемость не имеет ограничений и поэтому налажен выпуск наиболее популярных видов проката из него. Благодаря сбалансированному химическому составу сварные детали, полученные из данного сплава, работают при больших давлениях и температурных границах от -40 до +480 градусов. Благодаря большому пределу прочности широко применяется в различных областях техники. Низколегированный, кремнемарганцевистый сплав подвергают упрочняющей обработке из контролируемой прокатки и усиленного охлаждения. Так как сплав хорошо переносит большие температуры, его используют под трубы переносящие пар и горячую воду. Так же из него изготавливают фланцы, тройники и прочую фасонную арматуру. Большое количество употребляется при протяжке газопроводов, тепловых трубопроводов и магистралей, перемещающих неактивные газы. Российский аналог стали S355J2 — стали 17ГС и 17Г1С. Эти марки стали имеют большой предел прочности на разрыв и большой ударной прочностью. Много такой стали употребляется в вагоностроении, автомобилестроении, при производстве опор ЛЭП. Из неё строятся мосты, нефтяные и газовые морские платформы. Незаменима эта сталь при производстве большегрузных автомобилей, грузоподъёмной техники, бульдозеров. Из неё изготавливаются ответственные детали и узлы в энергетической отрасли. По EN 10025-2 выпускаемая продукция представлена в виде плоского и длинноразмерного проката, а так же заготовок, используемых далее при производстве сортового и нестандартного проката. Компонентный состав, прочностные характеристики регулирует стандарт EN 10025-2:2004
Применяемые технологии обработки
Благодаря своей пластичности сталь устойчива к возможному образованию трещин, хорошо сваривается и может эксплуатироваться в условиях перегрева. Низкое содержание углерода позволяет применение различных сварочных технологий с использованием предварительного подогрева деталей или без него, с возможностью последующей обработки при высоких температурах. Сталь большой толщины сваривается путем применения многослойной сварки.
Для механической обработки стали при изготовлении изделий используется следующее производственное оборудование:
- токарные и фрезерные станки;
- пескоструйная зачистка и обработка дробью;
- сверловка и поперечное разрезание;
- правка и гибка.
При производстве изделий и заготовок на станках прочность и пластичность сталей не меняется.
В результате термической нагрева и охлаждения стали 17Г1Спроизводят закалку, отпуск и отжиг. Нагрев металла не требует наличие сложного прокатного оборудования и не продолжительно по времени. Наиболее часто детали и узлы из этого сплава подвергаются термическому воздействию для использования их в ответственных несущих и опорных конструкциях.
Закалка повышает прочность металла и улучшает эксплуатационные характеристики стали. Термический отпуск позволяет снять внутренние напряжения и увеличить срок службы готовых изделий. Отжиг стали придает материалу более равномерную кристаллическую структуру и может использоваться для уменьшения пластичности. С помощью различных видов термической обработки можно изменять физико-технические свойства стального проката и расширить область возможного применения материалов.
Рейтинг: /5 –
голосов
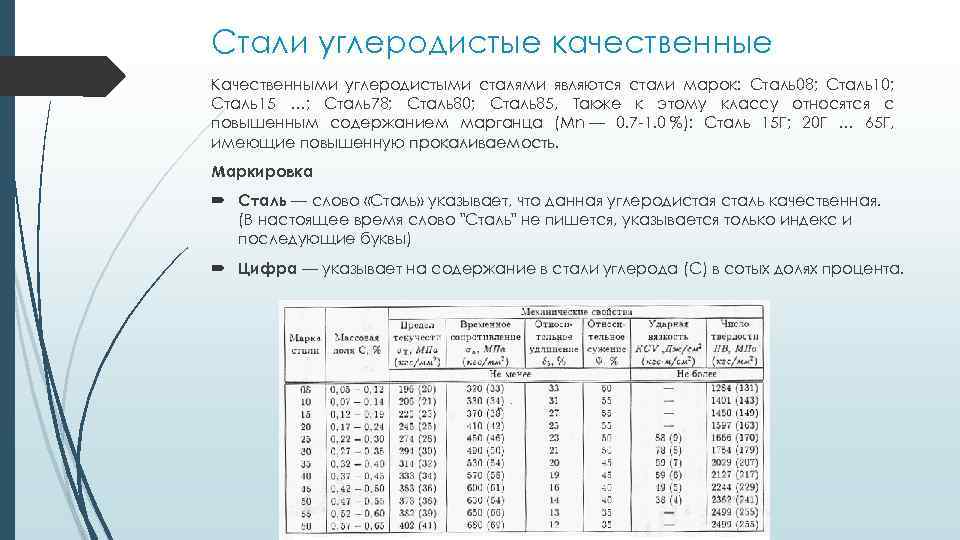
Виды сталей и особенности их маркировки
Сталь представляет собой сплав железа с углеродом, при этом содержание последнего в ней составляет не более 2,14%. Углерод придает сплаву твердость, но при его избытке металл становится слишком хрупким.



Разновидности сталей
Включая в состав стали легирующие элементы, ей можно придать требуемые характеристики. Именно таким образом, комбинируя вид и количественное содержание добавок, получают марки, обладающие улучшенными механическими свойствами, коррозионной устойчивостью, магнитными и электрическими характеристиками. Конечно, улучшать характеристики сталей можно и при помощи термообработки, но легирующие добавки позволяют делать это более эффективно.
Классификация сталей осуществляется и по их назначению. Так, выделяют инструментальные и конструкционные виды, марки, отличающиеся особыми физическими свойствами. Инструментальные виды используются для производства штамповых, мерительных, а также режущих инструментов, конструкционные – для выпуска продукции, применяемой в строительстве и сфере машиностроения. Из сплавов, отличающихся особыми физическими свойствами (также называемых прецизионными), изготавливают изделия, которые должны обладать особыми характеристиками (магнитными, прочностными и др.).

Классификация сталей по назначению
Стали противопоставляются друг другу и по особым химическим свойствам. К сплавам данной группы относятся нержавеющие, окалиностойкие, жаропрочные и др. Что характерно, нержавеющие стали могут быть коррозионностойкими и нержавеющими пищевыми – это разные категории.
Если рассматривать основные вредные примеси, то фосфор увеличивает хрупкость сплава, особенно сильно проявляющуюся при низких температурах (так называемая хладноломкость), а сера вызывает появление трещин в металле, нагретом до высокой температуры (красноломкость). Фосфор, ко всему прочему, значительно уменьшает пластичность нагретого металла. По количественному содержанию этих двух элементов выделяют стали обыкновенного качества (не более 0,06–0,07% серы и фосфора), качественные (до 0,035%), высококачественные (до 0,025%) и особовысококачественные (сера – до 0,015%, фосфор – до 0,02%).
Маркировка сталей также указывает на то, в какой степени из их состава удален кислород. По уровню раскисления выделяют стали:
- спокойного типа, обозначаемые буквосочетанием «СП»;
- полуспокойные – «ПС»;
- кипящие – «КП».
Некоторые важные характеристики металла
Один из наиболее важных параметров для стали 17Г1С ГОСТ 19282-73 – это ее хладостойкость. Благодаря высокому значению именно этой характеристики, сплав успешно применяется для систем охлаждения, а также в металлических конструкциях, которые будут эксплуатироваться в условиях низких температур.
Еще одна очень важная характеристика – это пластичность. Благодаря этому качеству, а также тому, что свариваемость у материала очень высокая, он отлично подходит для производства электросварных труб со швом спиралевидного или продольного вида. Также стоит отметить, что можно использовать любые методы сварки без предварительной термической обработки самого листа стали.

Еще один важный параметр – это ударная вязкость
Здесь важно отметить, что это значение параметра стали 17Г1С сильно зависит от химического состава, эксплуатационной температуры и вида термической обработки, которую прошел листовой металл. По этой причине при эксплуатации изделий из этого сплава очень важно учитывать условия его изготовления
Обработка
Относительно малое содержание углерода в данном металле дает возможность применять различные сварные технологии. Причем они могут использовать как с предварительным разогревом, так и без него.



Заготовки со значительной толщиной обрабатываются посредством многослойной сварки. Чтобы провести механическую обработку, чаще всего используется специальное оборудование, в том числе фрезерные установки, токарные аппараты, сверловка, пескоструйный агрегат.
В процессе таких обработок на специальном оборудовании прочность и пластичность металла не будут изменяться. При помощи нагрева и последующего резкого охлаждения проводится закаливание, отпуск, отжиг.
Предварительный нагрев такой стали не потребует слишком много времени. Закалка заготовок позволит значительно повысить прочность, твердость материала. Отпуск устранит напряжение внутри, увеличит эксплуатационный срок металлических изделий.
Термический отжиг придаст изделиям максимально равномерный кристаллический состав, иногда эта процедура проводится для уменьшения пластичности.

Сталь данной марки отлично поддается сварке. Причем она может проходить без подогрева. Кроме того, после такой процедуры не нужно будет дополнительно нагревать металлические заготовки. Электродами для выполнения работ могут стать Э42А, Э50А.
Иногда заготовки перед сваркой все же нагревают до температуры в 120 градусов. Далее разделку кромок выполняют при толщине материала не более 5 миллиметров. Но даже без этого можно будет качественно варить изделия с толщиной до 40 миллиметров.
Иногда применяется полуавтоматическая сварка. Ее выполняют при токе в 200-230 ампер, давление при этом должно достигать 2-2,2 атмосферы. Сразу после этого проводится охлаждение при обычных условиях, что обеспечивает максимальную надежность соединения.

Чтобы избежать появления закалочной структуры, нужно выполнять отпуск при температурном режиме в 600-650 градусов. Затем заготовки отправляют в специальное печное оборудование, там они остывают. Медленное и равномерное остывание позволяет избежать коробления. Если сечение изделия составляет менее 36 мм, то тогда отпуск можно и не производить.
Термообработка заготовок может выполняться как в специальных печах, так и на механических станках. В процессе станочной обработки применяются резка, правка и прочие операции. Все это позволяет придавать металлу необходимую форму.

Стандарты
| Название | Код | Стандарты |
| Классификация, номенклатура и общие нормы | В20 | ГОСТ 19281-89 |
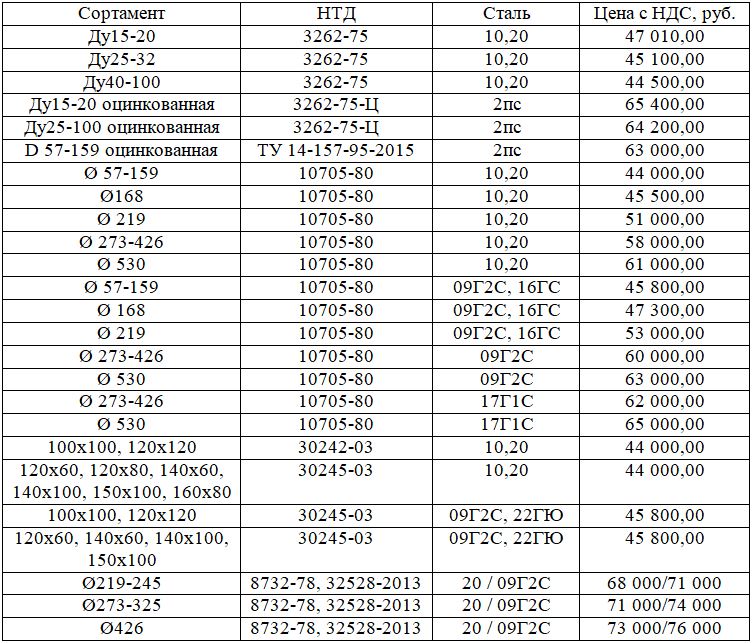
| Трубы стальные и соединительные части к ним | В62 | ГОСТ 20295-85, ГОСТ 24950-81, СТО 79814898 105-2008, TУ 1104-138100-357-02-96, TУ 14-3-1138-82, TУ 14-3-1698-2000, TУ 14-3-684-77, TУ 14-158-153-05, TУ 1303-002-08620133-01, TУ 14-158-146-2004, TУ 14-3-1573-96, TУ 14-3-620-77, TУ У 27.2-00191135-016-2007, TУ 1303-007-12281990-2015 |
| Листы и полосы | В23 | ГОСТ 82-70, ГОСТ 5520-79, ГОСТ 19903-74, ГОСТ 19282-73, ГОСТ 19903-90, TУ 14-1-4632-93 |
| Сортовой и фасонный прокат | В22 | ГОСТ 8278-83, ГОСТ 8281-80, ГОСТ 8282-83, ГОСТ 8283-93, ГОСТ 9234-74, ГОСТ 11474-76 |
| Листы и полосы | В33 | TУ 14-1-1921-76, TУ 14-1-1950-2004, TУ 14-1-2917-80, TУ 14-1-5241-93, TУ 14-1-4431-88 |
| Сортовой и фасонный прокат | В32 | TУ 14-136-367-2008 |
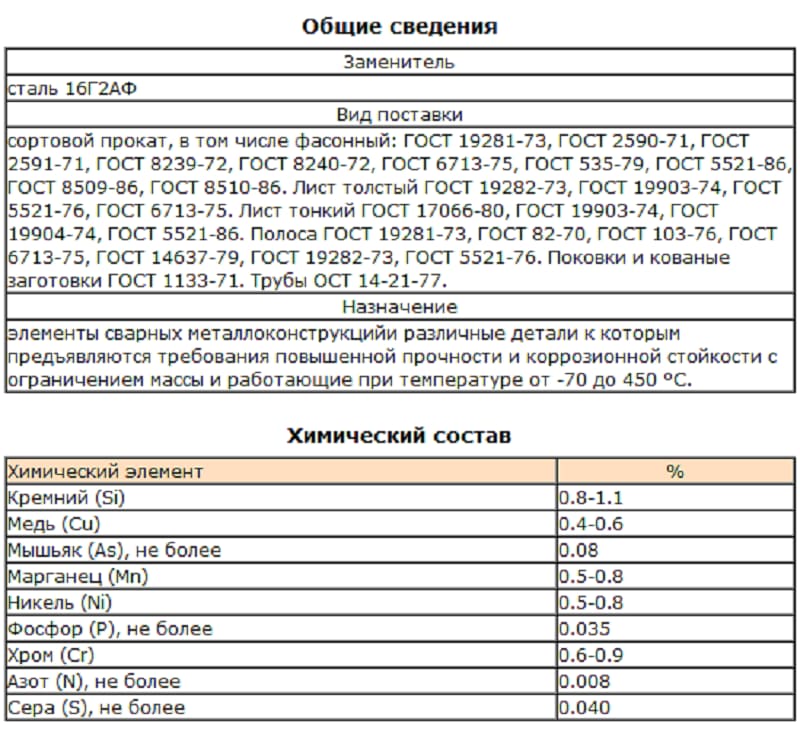
Конструкционная низколегированная сталь для сварных конструкций 17Г1С
Марка 17Г1С – назначение
Конструкционная низколегированная кремнемарганцовистая сталь 17Г1С используется для изготовления сварных конструкций, работающих под давлением в температурном интервале -40+4750С.
Характеристики
| Марка | ГОСТ | Зарубежные аналоги | Классификация |
| 17Г1С | 5520–79 | есть | Сталь конструкционная низколегированная для сварных конструкций |
| 10705–80 |
Марка 17Г1С – химический состав
Массовая доля элементов не более, %:
| Азот | Кремний | Марганец | Медь | Мышьяк | Никель | Сера | Углерод | Фосфор | Хром |
| 0,008 | 0,4–0,6 | 1,15–1,6 | 0,3 | 0,08 | 0,3 | 0,04 | 0,15–0,2 | 0,035 | 0,3 |
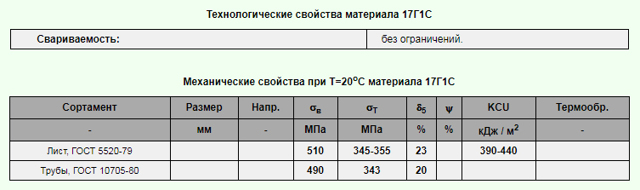
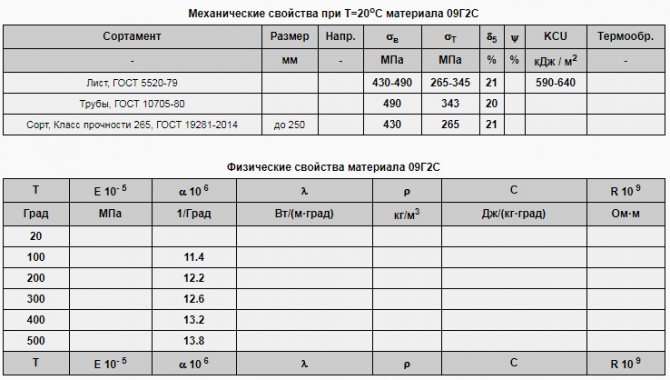
Сталь 17Г1С – механические свойства
| Сортамент | ГОСТ | Размеры – толщина, диаметр | Термообработка | KCU | y | d5 | sT | sв |
| мм | кДж/м2 | % | % | МПа | МПа | |||
| Лист | 5520–79 | 390–440 | 23 | 345–355 | 510 | |||
| Трубы | 10705–80 | 20 | 343 | 490 |
Материал 17Г1С – ударная вязкость, Дж/см2
| Сортамент | Термообработка | KCU при температурах | |||
| -60С | -40С | -20С | +20С | ||
| Труба | Закалка. Высокий отпуск | 53 | 64 | 71 | 78 |
| горячекат. | 37 | 48 | 52 | 73 |
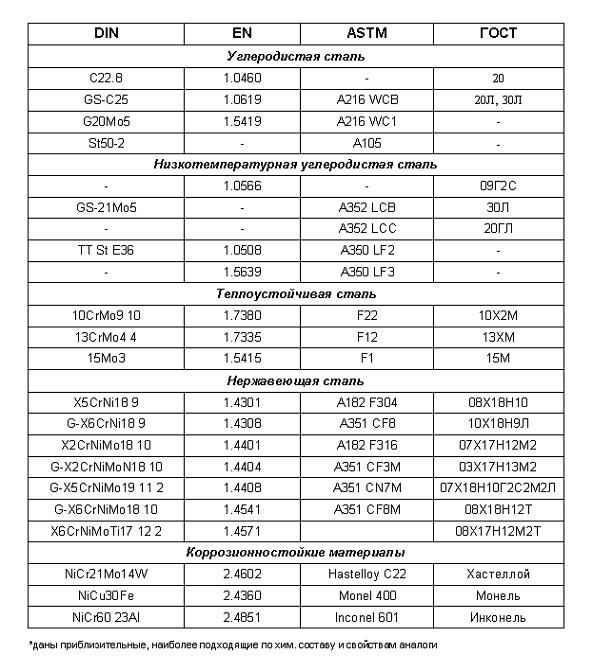
Марка 17Г1С – точные и ближайшие зарубежные аналоги
| Австрия | Англия | Бельгия | Болгария | Венгрия | Германия | Евросоюз | Испания | Италия |
| ONORM | BS | NBN | BDS | MSZ | DIN, WNr | EN | UNE | UNI |
| St52F |
1449-50/35HR
| 1449-50/35HS |
| 4360-50C |
| 4360-50D |
| CEW5 |
| ERW5 |
| Fe510D1FF |
| S355J0 |
| S355J2G3 |
| SAW5 |
FE510D1FF
S355J2G3
B50.36
| Fe355C/FF |
| S355J2G3 |
1.0570
| Fe510D1 |
| P355N |
| S355J0 |
| S355J2G3 |
| St52-3 |
| St52-3G |
1.0117
| Fe52CFN |
| Fe52DFN |
| S235J2G4 |
| S335JO |
| S355 |
| S355J2G3 |
AE355D
| Fe510D1FF |
| S355J2G3 |
| S355J2G4 |
Fe510
| Fe510B |
| Fe510C |
| Fe510CFN |
| Fe510D |
| FeE420 |
| S355J0 |
| S355J2G3 |
| S355JR |
| Канада | Китай | Польша | Румыния | Франция | Чехия | Швеция | Юж.Корея | Япония |
| HG | GB | PN | STAS | AFNOR | CSN | SS | KS | JIS |
| 350W | ||||||||
| 350WT |
16Mn
| 16MnDR |
| 16Mng |
| 16MnL |
| 16MnR |
| HP345 |
16G2
| 18G2 |
| 18G2A |
| 18G2AA |
| G355 |
OL52.3
| OL52.4 |
E36-3
| E36-4 |
| S355J0 |
| S355J2G3 |
| S355K2G3 |
11438
| 11483 |
| 11523 |
2132
| 2133 |
| 2134 |
| 2172 |
| 2174 |
STKM16C
SM490A
| SM490B |
| SM490C |
| SM490YA |
| SM490YB |
| SM50A |
| SM520B |
| SM520C |
| STK490 |
| STKM16C |
| STKR490 |
Химический состав
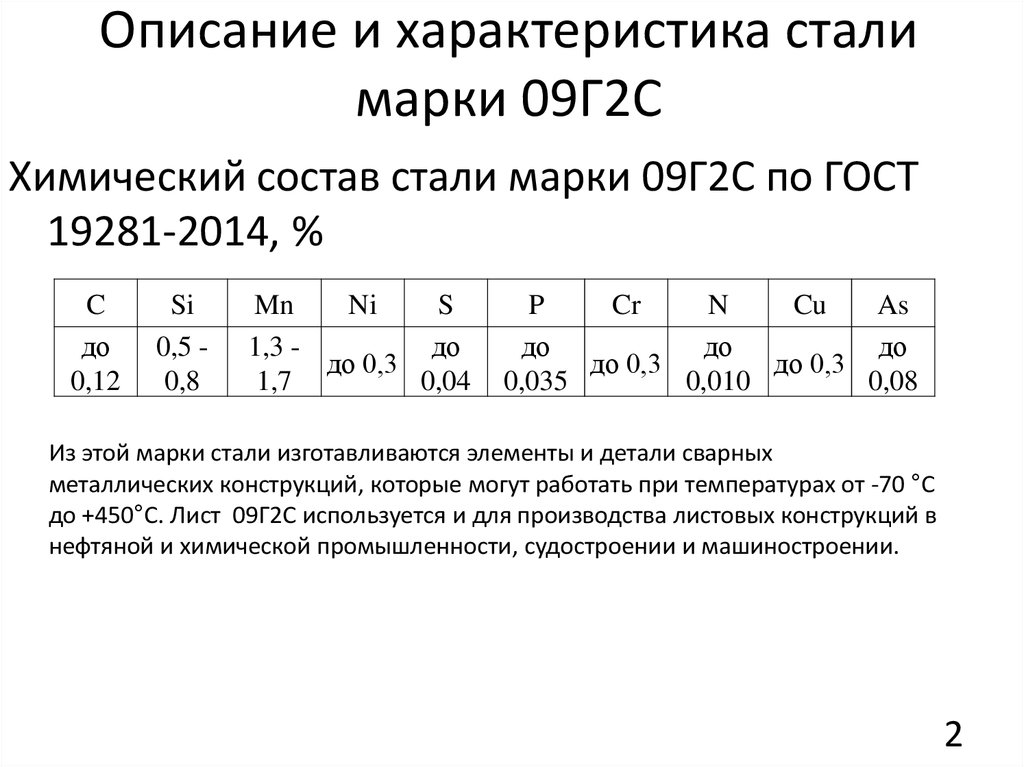
Расшифровка марки стали 09Г2С дает информацию о веществах, составляющих ее основу:
- первые две цифры указывают на содержание углерода, в данном случае – 0,09%;
- следующий символ означает наименование легирующего элемента – марганца;
- на его концентрацию указывает цифра – до 2%;
- буква «С» свидетельствует о присутствии кремния, количество его не превышает 1%.
Легированная сталь 09Г2С изготавливается по ГОСТу 27772-88. Маркировка указывает на низкое содержание главных легирующих добавок. Кроме них в ее состав входят и другие элементы, общее содержание которых не превышает 2,5%:



- никеля – до 0,03%;
- серы – 0,04;
- фосфора – 0,035;
- хрома – 0,3;
- азота – 0,008;
- меди – 0,3;
- мышьяка – до 0,08%.
Сера и фосфор – вредные добавки, ухудшающие качество материала. Однако в данном сплаве их количество минимально и не оказывает заметного влияния на его свойства.
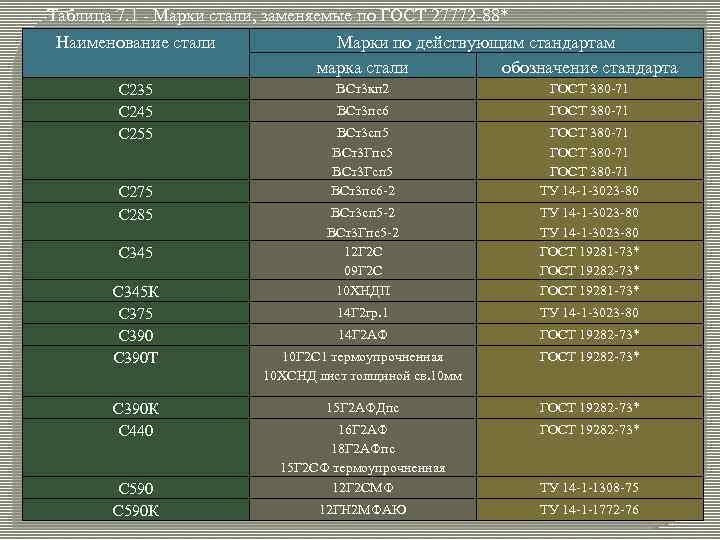
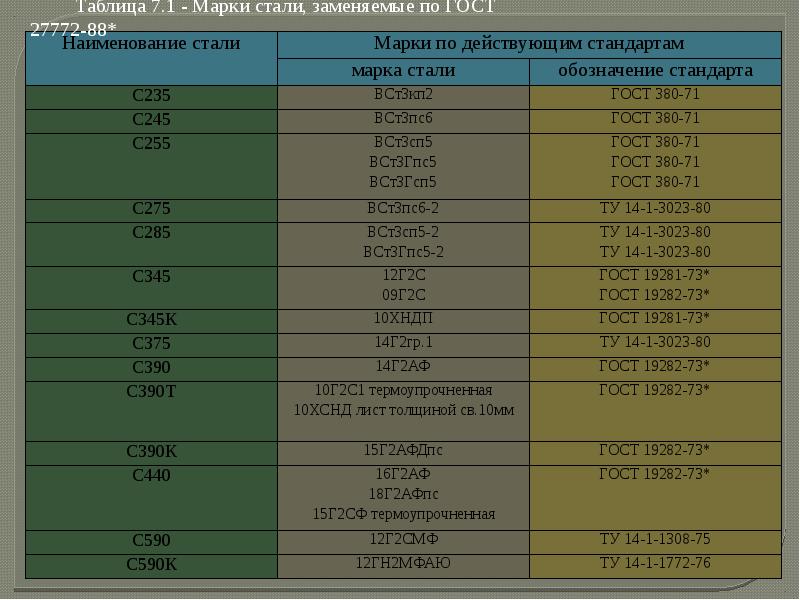
Маркировка стали зависит от отрасли, в которой она применяется. Например, в строительной сфере данный сплав маркируется, как С345, то есть, по показателю текучести.
В качестве заменителей стали 09Г2С может выступить целая группа сплавов, например:
- 09Г2;
- 09Г2ДТ;
- 09Г2Т;
- 10Г2С.
Зарубежными аналогами являются:
- 13Mn6 и 9MnSi5 – Германия;
- SB49 – Япония;
- AS90 A3 и A36-207 – Франция;
- 12Mn – Китай;
- А516-55 – США;
- 09G2S – Болгария;
- VH2 – Венгрия;
- 9SiMn16 – Румыния.
В России сталь 09г2с идет на изготовление:
- сортового и фасонного проката по ГОСТу 19281-73;
- листов и полос, согласно ГОСТу 19282-73;
- листов горячекатаных (ГОСТУ 17066-80);
- кованых заготовок по ГОСТу 1133-71.
Большой ассортимент позволяет выбрать наиболее подходящий по назначению и оптимальный в экономическом плане вариант.

ЛИСТ Г/К 09Г2С
Лист г/к 09Г2С 2х1200х2300 ГОСТ 17066-94
49 000,00
Лист г/к 09Г2С 3х1100х2400 ГОСТ 17066-94
49 000,00
Лист г/к 09Г2С 4х1500х6000 ГОСТ 19281-14
49 000,00
Лист г/к 09Г2С 5х1500х6000 ГОСТ 19281-14
49 000,00
Лист г/к 09Г2С 6х1500х6000 ГОСТ 19281-14
49 000,00
Лист г/к 09Г2С 8х2120х6500 ГОСТ 19281-14
38 500,00
Лист г/к 09Г2С 10х2100х8000 ГОСТ 19281-14
38 500,00
Лист г/к 09Г2С 12х2350х7400 ГОСТ 19281-14
38 500,00
Лист г/к 09Г2С 14х2200х10800 ГОСТ 19281-14
38 500,00
Лист г/к 09Г2С 16х1900х11200 ГОСТ 19281-14
38 500,00
Лист г/к 09Г2С 20х2350х8500 ГОСТ 19281-14
38 300,00
Лист г/к 09Г2С 25х1800х10500 ГОСТ 19281-14
38 300,00
Лист г/к 09Г2С 27х2100х9900 ГОСТ 19281-14
38 300,00
Лист г/к 09Г2С 30х2050х10500 ГОСТ 19281-14
38 300,00
Лист г/к 09Г2С 32х2300х8550 ГОСТ 19281-14
38 300,00
Лист г/к 09Г2С 36х2450х10500 ГОСТ 19281-14
38 300,00
Лист г/к 09Г2С 40х2300х10000 ГОСТ 19281-14
38 300,00
Лист г/к 09Г2С 45х2500х5500 ГОСТ 19281-14
38 300,00
Лист г/к 09Г2С 50х2500х6800 ГОСТ 19281-14
38 300,00
Наличие, размеры листа, цену уточняйте в отделе продаж.
В наличии листы: толщина 2мм-60мм ширина 1500-2500 мм длина 2500-12500 мм
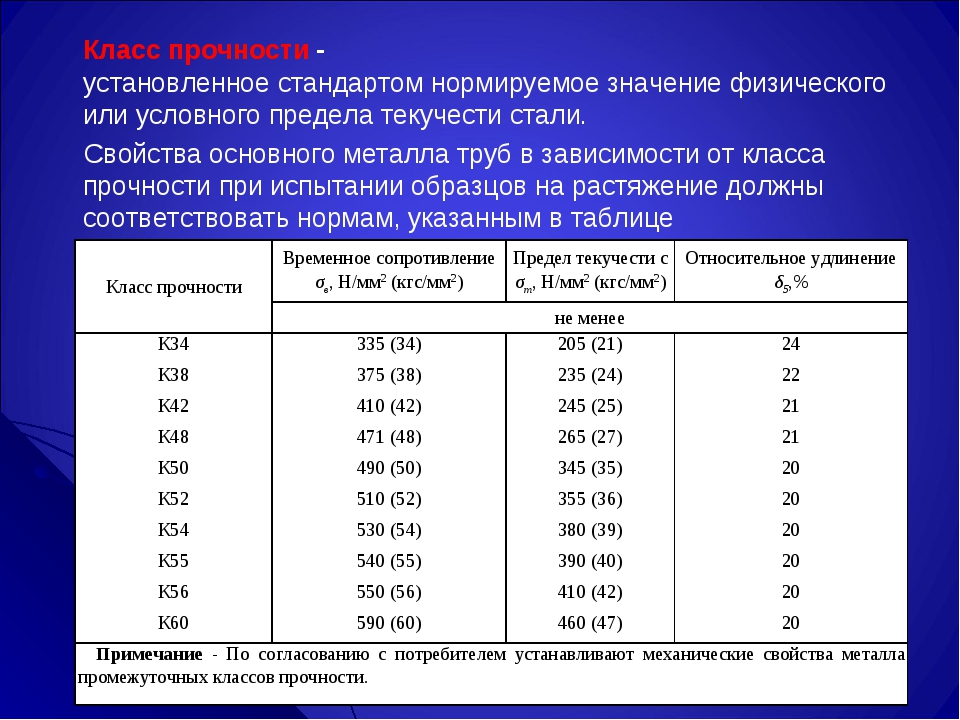
Сталь 17г1с у расшифровка что означает у
Стоит обратит внимание на физические характеристики стали 17Г1С. Они позволяют использовать материал при температуре от -40 до +475 градусов по Цельсию, а также при достаточно высоких показателях давления
Сама марка стали принадлежит к низколегированному классу конструкционного сплава и без ограничения по свариваемости.
Благодаря своим характеристикам материал широко используется в строительстве, так как он легко сваривается и достаточно устойчив к механическим нагрузкам. Толщина некоторых видов фасонного проката достигает 60 см.
Примеры маркировки сталей различных видов
Определение марки стали и причисление сплава к определенному виду – это задача, которая не должна вызывать никаких проблем у специалиста. Не всегда под рукой есть таблица, в которой дается расшифровка названий марок, но разобраться с этим помогут примеры, которые приведены ниже.
Конструкционные стали, не содержащие легирующих элементов, обозначаются буквосочетанием «Ст». Цифры, стоящие следом, – это содержание углерода, исчисляемое в сотых долях процента. Несколько иначе маркируются низколегированные конструкционные стали. К примеру, в стали марки 09Г2С 0,09% углерода, а легирующие добавки (марганец, кремний и др.) содержатся в ней в пределах 2,5%. Очень похожие по своей маркировке 10ХСНД и 15ХСНД отличаются разным количеством углерода, а доля каждого легирующего элемента в них составляет не больше 1%. Именно поэтому после букв, обозначающих каждый легирующий элемент в таком сплаве, не стоит никаких цифр.
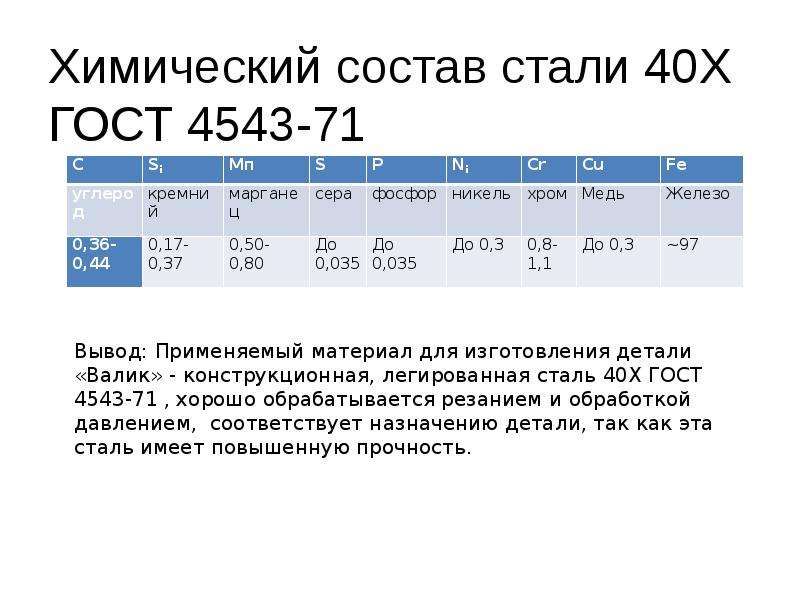
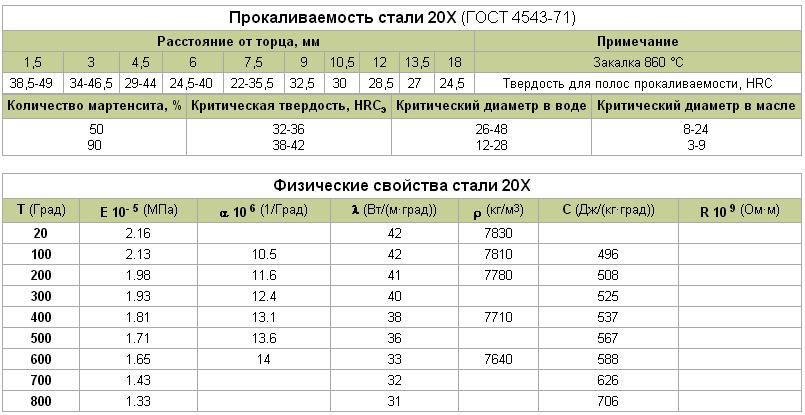
20Х, 30Х, 40Х и др. – так маркируются конструкционные легированные стали, преобладающим легирующим элементом в них является хром. Цифра в начале такой марки – это содержание углерода в рассматриваемом сплаве, исчисляемое в сотых долях процента. За буквенным обозначением каждого легирующего элемента может быть проставлена цифра, по которой и определяют его количественное содержание в сплаве. Если ее нет, то указанного элемента в стали содержится не больше 1,5%.
Маркировка тех сталей, которые входят в категорию быстрорежущих, начинается с буквы «Р», за которой идут цифры, указывающие на количественное содержание вольфрама. В остальном марки таких сплавов называются по стандартному принципу: буквы, обозначающие элемент, и, соответственно, цифры, отражающие его количественное содержание. В обозначении таких сталей не указывается хром, так как его стандартное содержание в них составляет около 4%, а также углерод, количество которого пропорционально содержанию ванадия. Если количество ванадия превышает 2,5%, то его буквенное обозначение и количественное содержание проставляют в самом конце маркировки (З9, Р18, Р6М5Ф3 и др.).
Обработка материала
Пластичность материала не позволяет образовываться трещинам и прочим дефектам, улучшает качество сварного соединения, позволяет использовать его в сложных условиях работы. Благодаря малому количеству углерода в составе стали 17Г1С сварка осуществляется с предварительным нагревом и без него, последующая обработка может происходить при значительной температуре. Для создания сварного шва в детали значительной толщины, ее проваривают несколько раз, послойно.
Мехобработка металла осуществляется с помощью:
- правки и гибки;
- сверловки и поперечного реза;
- пескоструйной машины и обработки дробью;
- токарных и фрезерных работ.
При обработке сохраняются основные характеристики материала, что является существенным преимуществом. В качестве основных способов термообработки выступают отжиг, закалка и отпуск. Нагрев осуществляется в печи, он не занимает много времени. При этом значительно повышается прочность изделия, что позволяет использовать его для строительства сооружений с высокой степенью ответственности.

Марка стали 17Г1С подвергается закалке для повышения прочностных и эксплуатационных свойств металла. Отпуск снимает внутренние напряжения и повышает долговечность проката. Отжиг предназначен для создания однородной кристаллической решетки, снижения пластичности. Термообработка позволяет менять физические свойства металла, тем самым позволяя использовать ее в различных сферах.
Вернуться к содержанию
Стоимость 14х17н2
На стоимость влияют не только наличие легируемых элементов, основная стоимость складывается из затрат на производство, его сложности, оборудования и дополнительных расходных материалов. Выплавке этой марки усложняется:
- Повышенным расходом кислорода, т. е. энергоносителя (чтобы большое количество элементов усвоилось с высоким процентным содержанием, расплав подвергают повышенному окислению, при котором содержание углерода снижено до 0,03-0,04 %);
- Из-за высокого содержания 3 элементов снижается коэффициент усвоения, что приводит к перерасходу сырья;
- Ni — дорогой материал, который поставляется в листах (что само по себе является полуфабрикатом);
- Применяется процедура вакуумирования, для удаления вредных газообразных элементов (О, N, Н), так как они в последствии увеличивают хрупкость, образуют флокены и вызывают ускоренное старение стали;
- Увеличение времени на охлаждение слитков, чтобы получить нужную структуру.
При дальнейшей термомеханической обработке 14х17н2 должна получить окончательные свойства. Но это также увеличивает затраты, которые неизбежно влекут повышение стоимости.
- Изделия проходят окончательную обработку закалка — охлаждение в масле, что требует расхода дорогостоящего вещества;
- При подгоне по размерах лишний слой снимается, что увеличивает расходы материала;
- Для обработки твердой стали используются режущие инструменты повышенной прочности.
Но затраты на марку 14х17н2 оправданны ее высокими технологичными свойствами.
Рейтинг: 5/5 – 2 голосов
Основные достоинства
К достоинствам этой стали отнесем следующие:
- Структура способна переносить воздействие низкой температуры без изменения основных эксплуатационных качеств. Именно поэтому металл получил распространение в применении на Крайнем Севере.
- Высокий показатель сопротивления на разрыв и прочность определяет то, что металл может использоваться при изготовлении машин, мостов и других ответственных конструкций.
- Низкие затраты на выполнение монтажных работ характеризуются хорошей свариваемостью. Для соединения металла не нужно проводить временный нагрев.
- Предел текучести при температуре 355 градусов Цельсия составляет 175 МПа, что позволяет получать изделия сложных конфигураций.
Читать также: Инструменты и приспособы своими руками
Допускаемое напряжение на материал этой категории зависит от:
- класса прочности;
- толщины, линейных размеров и иных конфигураций заготовок.
Эквивалент рассматриваемой марки производят более чем в 12 странах. Примером назовем то, что в Германии подобной стали получил название DIN, WNr, в Китае G. B. .

Химический состав
| Стандарт | C | S | P | Mn | Cr | Si | Ni | Fe | Cu | N | As | Al | V | Ti | Nb | Ce |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| TУ 14-1-1921-76 | 0.15-0.2 | ≤0.025 | ≤0.03 | 1.15-1.55 | ≤0.3 | 0.4-0.6 | ≤0.3 | Остаток | ≤0.3 | ≤0.012 | ≤0.08 | ≤0.05 | – | ≤0.03 | – | ≤0.03 |
| TУ 14-1-1950-2004 | ≤0.2 | ≤0.02 | ≤0.025 | ≤1.55 | ≤0.3 | ≤0.6 | ≤0.3 | Остаток | ≤0.3 | ≤0.012 | ≤0.08 | ≤0.05 | – | ≤0.03 | – | – |
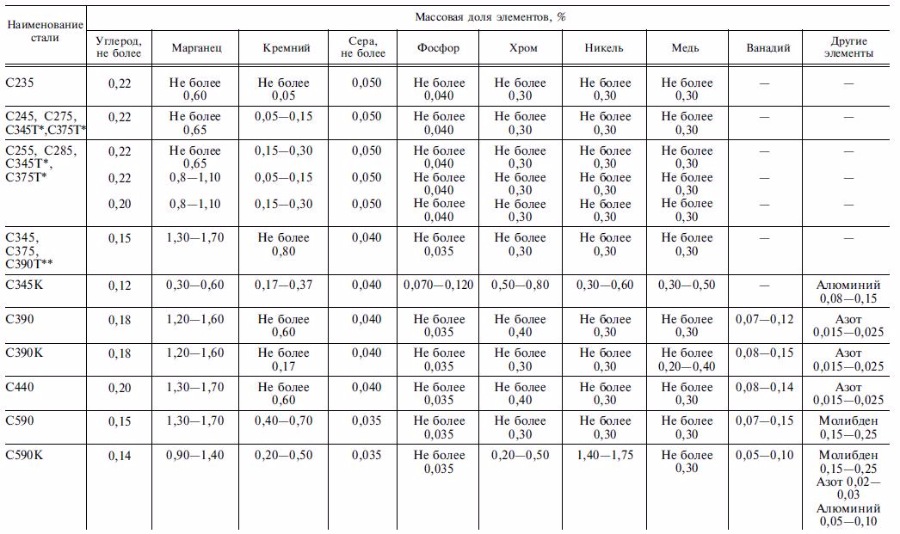
| ГОСТ 19282-73 | 0.15-0.2 | ≤0.04 | ≤0.035 | 1.15-1.6 | ≤0.3 | 0.4-0.6 | ≤0.3 | Остаток | ≤0.3 | ≤0.008 | ≤0.08 | ≤0.05 | – | ≤0.03 | – | – |
| TУ 14-3-1138-82 | 0.15-0.2 | ≤0.02 | ≤0.025 | 1.15-1.55 | ≤0.3 | 0.4-0.6 | ≤0.3 | Остаток | ≤0.3 | – | – | 0.015-0.05 | – | – | – | – |
| TУ 14-158-146-2004 | ≤0.18 | ≤0.015 | ≤0.02 | 1.15-1.5 | – | 0.4-0.6 | – | Остаток | – | ≤0.012 | – | – | ≤0.08 | – | ≤0.07 | – |
| TУ 14-3-1573-96 | 0.15-0.2 | ≤0.03 | ≤0.035 | 1.15-1.55 | ≤0.3 | 0.4-0.6 | ≤0.3 | Остаток | ≤0.3 | ≤0.012 | – | – | – | – | – | – |
Fe – основа.
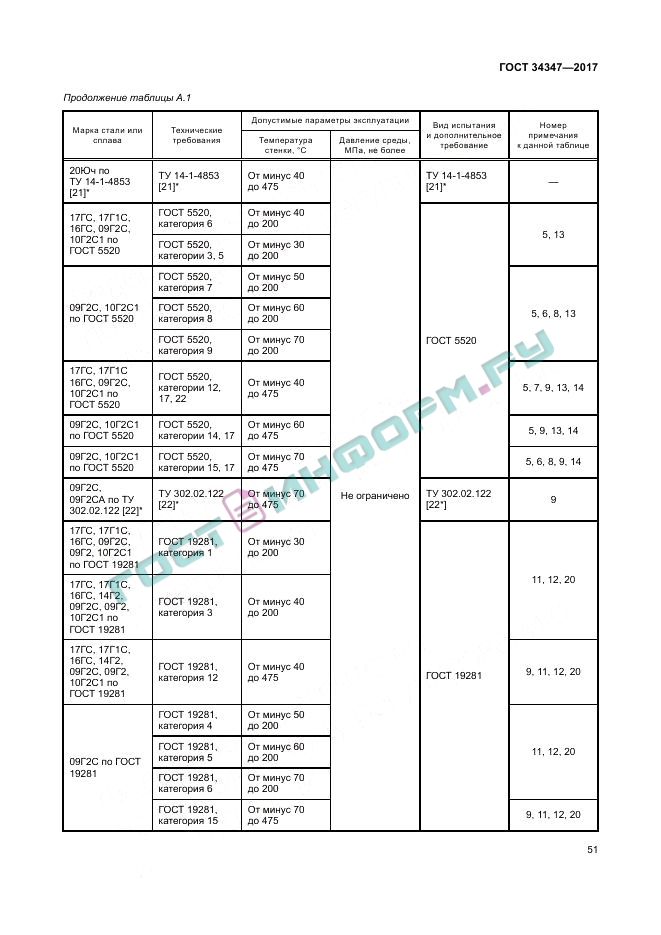
По ГОСТ 19282-73 допускается модифицирование стали кальцием и редкоземельными элементами из расчета введения в металл не более 0,02 % кальция и 0,05 % редкоземельных элементов.
По ГОСТ 19281-89 и ГОСТ 19282-73 допускается допускается добавка алюминия и титана из расчета получения массовой доли в прокате алюминия – не более 0,050 %, титана – не более 0,030 %.
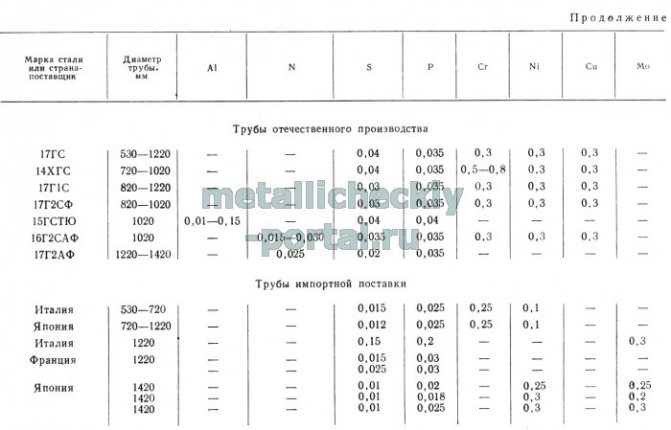
По ГОСТ 5520-79 при выплавке стали из керченских руд допускается массовая доля мышьяка до 0,15 %, при этом массовая доля фосфора должна быть не более 0,030 %. По требованию потребителя массовая доля серы не должна превышать 0,025, 0,030 или 0,035 %, а фосфора 0,030 или 0,035 %. При выплавке стали в электропечах массовая доля азота должна быть ≤ 0,012 %.
По ТУ 14-1-1921-76 вместо Се может быть введен Ca≤0,020%.
По ТУ 14-1-1950-2004 химический состав представлен для стали марки 17Г1С-У. В стали марки 17Г1С-У производства ОАО «МК «Азовсталь», предназначенной для производства труб диаметром 1020 мм для транспортирования малосернистого газа, массовая доля серы не должна превышать 0,007%, фосфора – 0,020%. Для газонефтепроводов повышенной коррозионной стойкости с увеличенным ресурсом эксплуатации листы изготовляют из природнолегированной стали марки 17Г1С-У:
– первой категории – с массовой долей хрома и никеля по 0,20-0,50%, фосфора – не более 0,030%;
– второй категории – с массовой долей хрома и никеля по 0,20-0,50%, меди – 0,15-0,35% и фосфора – не более 0,030%.
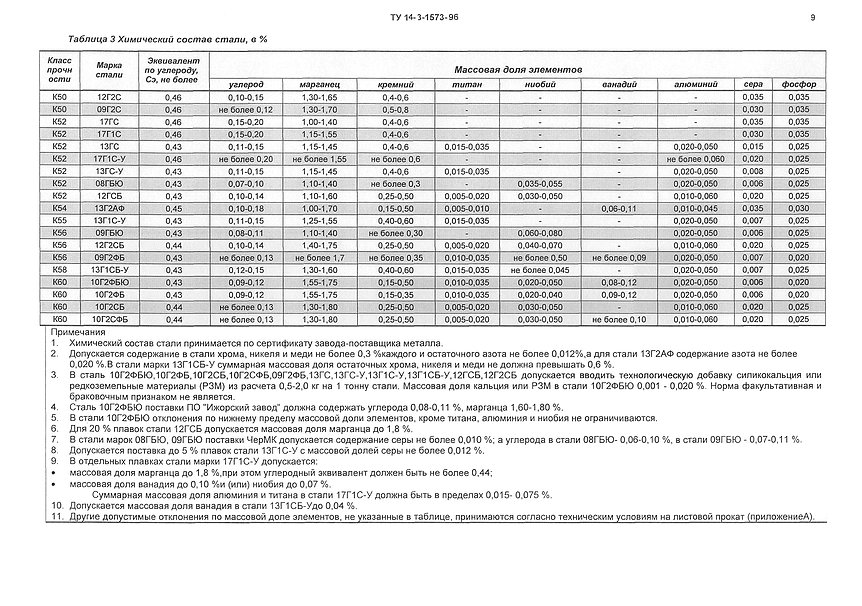
Сталь марки 17Г1С-У раскисляют алюминием и титаном, суммарная массовая доля которых (по ковшевой пробе) должна быть в пределах 0,015-0,075%, при этом массовая доля алюминия должна быть не более 0,06%. Для глобуляризации сернистых включений допускается присадка церия или кальция. Массовая доля церия или кальция не должна быть более 0,03% и 0,02% соответственно. Углеродный эквивалент должен быть не более 0,46, а для производства труб диаметром 1020 мм для транспортирования малосернистого газа, должен быть не более 0,42.
По ТУ 14-3-1138-82 химический состав представлен для стали марки 17Г1С-У. Химический состав стали и эквивалент по углероду принимаются по сертификату завода-поставщика листового проката. В таблице указано допустимое остаточное содержание никеля, хрома, меди и алюминия. Допускается, для глобуляции сернистых включений, обработка стали добавками церия (до 0,03 %) и кальция (до 0,03 %) соответственно. В отдельных плавках допускается содержание марганца до 1,60 %, ванадия до 0,10 %, азота до 0,02 %. Допускается поставка отдельных плавок стали с суммарным содержанием остаточного алюминия и титана в пределах 0,010-0,060 % при условии обеспечения требуемых механических свойств.
По ТУ 14-3-1573-96 химический состав приведен для стали марки 17Г1С. Сталь марки 17Г1С-У имеет отличие в химическом составе: С ≤ 0,20 %, Mn ≤ 1,55 %, Si ≤ 0,60 %, Al ≤ 0,060 %, S ≤ 0,020 %, P ≤ 0,025 %. Углеродный эквивалент для обеих марок Сэ ≤ 0,46 %. В отдельных плавках стали марки 17Г1С-У допускается: массовая доля марганца до 1,80 %, при этом Сэ ≤ 0,44; массовая доля ванадия ≤ 0,10 % и (или) ниобия ≤ 0,070 %. Суммарная массовая доля алюминия и титана в стали марки 17Г1С-У должна быть в пределах 0,015-0,075 %.
По ТУ 14-158-146-2004 химический состав приведен по ковшевой пробе для 1-го уровня качества труб из стали марок 17Г1С, 17Г1С ПЛ-1, 17Г1С ПЛ-2, 17Г1С-У, предназначенных для производства труб класса прочности К52 и стали 17Г1С-У, для производства труб класса прочности К55. Ниобий и ванадий являются необязательными и вводятся в сталь по расчету при согласовании изготовителя с потребителем.
Химический состав
Химический состав стали 17Г1С регламентируется ГОСТом. Что касается точного химического состава этого сплава, то он следующий:
- Содержание углерода (С) от 0,15% до 0,2%. Основная цель добавления углерода — это увеличение плотности.
- Добавляется химическое вещество Si — кремний. Количественное содержание 0,4-0,6%, а цель — это закалка сплава.
- В состав добавляется Mn — марганец. Его содержание 1,15-1,6%, он предназначен для удаления кислорода.
- Содержание таких веществ, как никель, хром и медь, не превышает 0,3%. Они предназначены для повышения устойчивости к коррозии, а также для защиты от возникновения трещин во время механических нагрузок.
- Количество серы составляет всего 0,04%, а предназначается материал для улучшения свойств при будущей обработке, если она будет.
- Основное химическое вещество — это железо. Содержится в количестве 96% от общей массы.
- В составе имеется мышьяк в количестве 0,08%. Такое количество не делает материал токсичным, но при этом немного улучшается устойчивость к ржавчине.





