
Особенности изготовления литых дисков
Литые диски изготовляются методом расплавления алюминия, меди и магния в определённых пропорциях. Расплавленный металл заливают в форму, где он застывает. Преимущество таких дисков состоит в повышенной прочности и сопротивлению к деформации. В России существует ГОСТ литых дисков для пневматических шин.
При езде по неровной дороге на большой скорости литые диски могут дать трещину. Игнорирование трещин может привести к поломке диска без возможности его восстановления. Решить проблему можно с помощью сварки
Следует принять во внимание, что не каждый диск можно заварить. Далее мы рассмотрим, какие поломки можно решить с помощью сварки, а какие сваривать запрещено
Почему важно правильно заварить диск аргоном
 Заваренная трещина
Заваренная трещина
Сварка литых дисков сейчас достаточно востребованная услуга, поэтому многие монтажники предлагают ее, не обладая при этом достаточными навыками или «обучаясь еще в эпоху просвещения». Такие случаю нередки, и алюминиевый диск могут «качественно и быстро, за 5 минут» отремонтировать на обочине возле шоссе. Необходимо ориентироваться при выборе на такие фирмы с опытом как, например, РЛД-групп.
Во время движения автомобиля диск на оси вращается с большой скоростью и нагрузки испытывает немалые
Важно качество проработки сварных швов и предварительная подготовка присадки перед сваркой.. Может произойти некачественное заполнение сварной полости присадочным материалом
В полости, на границе соприкосновения диска и сварного шва, могут возникнуть каверны, места плохого соединения металла, которые при изменении температур или физическом ударе (попадании в яму, преодолении «лежачего полицейского» на большой скорости) могут разрушиться
Может произойти некачественное заполнение сварной полости присадочным материалом. В полости, на границе соприкосновения диска и сварного шва, могут возникнуть каверны, места плохого соединения металла, которые при изменении температур или физическом ударе (попадании в яму, преодолении «лежачего полицейского» на большой скорости) могут разрушиться.
Варка дисков легкосплавной проволокой должна проводиться после правильной процедуры подготовки и с соблюдением технологии. Просто наложение сварного шва поверх существующей трещины совершенно недопустимо.
Разновидности повреждений
Литые диски пользуются заслуженной популярностью среди автовладельцев. При всех достоинствах, которыми обладают, а это низкий вес, хороший отвод тепла от тормозов, у этих изделий есть один существенный недостаток – возможность повреждения при получении сильного удара. Надо всегда помнить, что поврежденный диск – это серьезная предпосылка к возникновению аварийной ситуации.
https://youtube.com/watch?v=xUlXfb9dheM
Одна из причин, по которым может произойти повреждение, кроется в технологии его производства. Все дело в том, что эти диски производят с помощью литья. Именно поэтому диски становятся хрупкими и не имеют достаточной пластичности.
В результате этого, при получении даже не самых сильных ударов на диске могут образовываться трещины, сколы. Это приводит к тому, происходит изменение геометрии диска и он начинает бить. После этого машина начинает «рыскать» и легко может потерять управление, создав тем самым предпосылки для дорожно – транспортного происшествия.
Автовладелец должен четко понимать то, что использование на машине диска с некоторыми дефектами создает реальную опасность для всех участников движения, а в первую очередь автовладельцу и тем, кто находятся рядом с ним внутри машины.

Поврежденный литой диск
Наиболее часто встречающимися дефектами литых дисков являются:
- трещины;
- смещение по оси и радиусу;
- сколы;
- повреждение нанесенного покрытия.
Повреждения, которые получают диски, происходят по следующим причинам:
- Дефекты дорожного покрытия. При попадании колеса в яму или трещину оно получает сильный удар, приводящий к определенному дефекту. Особенно такие повреждения часто получат автомобили, эксплуатирующие низкопрофильную резину.
- Колесо может начать бить после наезда на бордюрный камень или при попадании в яму. После этого на поверхности диска появляется вмятина.
- Осевое биение, в народе его называют восьмерка, начинает проявляться после бокового удара, полученного при столкновении с препятствием, например с автомобилем, движущимся параллельным курсом.
- Поврежденное покрытие, которое нанесено поверхность диска не приводит к явным повреждениям, но через некоторое время под ними активно начинает развиваться коррозия и ремонтировать его уже будет поздно.
Какие повреждения литых дисков не поддаются ремонту
Перед обращением в мастерскую, занимающуюся ремонтом литых дисков, автовладелец должен представлять какие дефекты не подлежат ремонту. Для чего это надо? Все дело в том, что иногда нечистые на руку мастера, пользуясь тем, что владелец машины не всегда ориентируется в этом вопросе, стараются извлечь дополнительную выгоду, навязывая потребителю не нужных ему услуги. Которые, кстати, могут привести к непоправимым последствиям.

Серьезные изменения геометрии литого диска
Даже высокопрофессиональные мастера не возьмутся за исправление нижеперечисленных дефектов:
- трещины и сколы больших размеров;
- дефектов в районе ступицы;
- критичное искажение геометрии.
Это интересно: Сварка алюминия аргоном для начинающих — пошаговая инструкция
Технология ремонта литых автомобильных дисков аргоном
Проехав с ветерком по бездорожью, вы в очередной раз повредили диск на автомобиле.
В голове пронесся рой мыслей: что делать, можно ли заварить дорогую сердцу деталь машины или придется покупать обнову?!
Сварка дисков аргоном поможет решить эту проблему! Аргонодуговой метод устранит скол, трещину на литом материале и даже восстановит расколотое пополам изделие.

Можно обратиться к профессионалам, которые быстро и качественно выполняют ремонт дисков. Правда цена на услуги не маленькая, например для Москвы:
- стоимость сварочного шва за 1 см — 150 рублей;
- в 300 рублей за 1 см обойдется наплавление борта диска внутри;
- 400 рублей — наплавление борта с внешней стороны.
В целях экономии, отреставрировать изделие можно самостоятельно в гаражных условиях.
Подготовка диска к сварочным работам
В подготовку входит: снятие оксидной пленки, краски, нарезка фасок. Зачистить и подготовить кромки можно с помощью болгарки с установленным тонким диском на 1 мм и фрезами.










- Продольную трещину нужно прорезать насквозь;
- Поперечную прорезать с небольшим раздатием.

Нарезка кромки для поперечной трещины V-образная разделка трещин выполняется для тонкого металла, а Х-образная для толстого. Концы трещин рекомендуется засверливать для снятия напряжения в металле. Правильно подготовленные кромки поспособствуют лучшему провару детали.
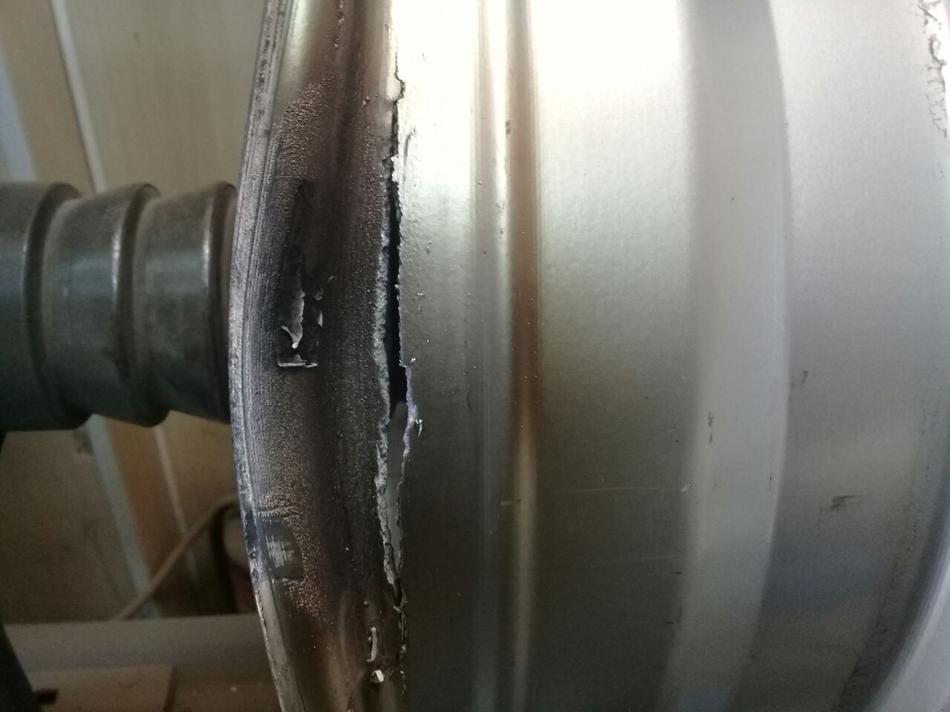
При отсутствии небольшой части боковой кромки (борта), место облома тоже зачищается болгаркой.

Отсутствует кусок борта
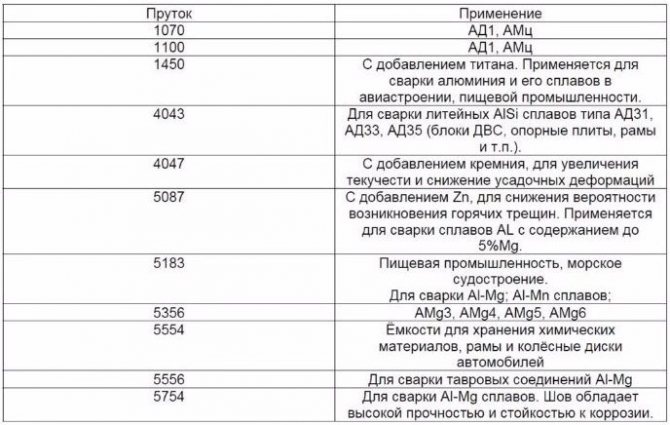
Присадочный материал подбирается по составу диска. Например:
- если диск лопнул, значит в его составе много кремния — берется кремневая проволока;
- если погнуло — в составе преобладает магний.
Представляю вашему вниманию таблицу с номерами прутков и их применением:
Технология соединения
Аргоновая сварка дисков начинается обычно с наплавления отсутствующей части.

Процесс восстановления куска борта
При наплавке на аппарате выставляется небольшая сила тока — 120-140 А. Для лучшего контроля за сварочной ванной, баланс переменного тока — 55-60%. Чтобы кратер не образовывался, настраивается правильно функция «Down Slope» плавного спада тока в конце сварки.
Наращивание выполняется постепенно, наложили 1 слой, поверх накладывается второй и так далее. Наплавление следует производить с запасом с внешней и внутренней стороны. Лишнее в процессе обработки обрежется.
Далее в процессе аргонной сварки накладывается шов с внутренней стороны на продольную и поперечную трещину. Необходимо, чтобы наплавленный шов заходил за трещину с обоих сторон на 1 см. Подстраховка на случай утечки воздуха, при постановке бескамерной шины.
После проварки внутри, диск переворачивается — трещины снаружи тоже зачищаются, прорезаются фаски и подвергаются провариванию.

Подготовка внешних трещин
Если случился казус, то можно с помощью болгарки срезать наплавленный шов, прорезать фаску снова и повторно наложить шов.
Всё — сварка аргоном литых дисков закончена. Начинается кропотливая, ювелирная работа по обработке.
В обработку детали входит:
- очистка кромок от лишнего металла;
- вывод боковых плоскостей и под посадку шины.
Советы сварщиков:
- для снижения напряжения с детали, свариваемый участок необходимо нагревать до 250-300 градусов. Мыло хозяйственное поможет определить температуру. Провести куском мыла по диску и нагревать, приобрела отметина коричневый цвет, значит температура — 250 градусов. При черном цвете, температура нагрева уже — 300 градусов;
- с обратной стороны лучше подкладывать подкладки (нержавейка, медь);
- если не получается за 1 проход заварить трещину, тогда с обратной стороны необходимо вырезать корень шва;
- для избежания попадания в шов абразива, вырезы желательно делать фрезой.
Видео:
https://www.youtube.com/watch?v=fZVnOL6VXn8
Ремонт диска с сильной деформацией
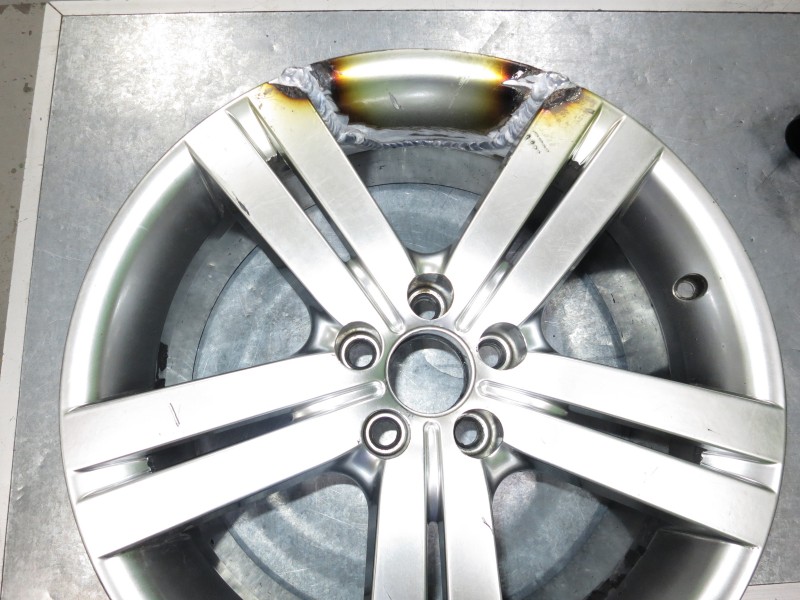
Когда набьете руку на простых трещинах и сколах, только тогда можно браться за сложные вещи. Например, при сильном повреждении борта диска — сварка литых дисков аргоном тоже поможет в ремонте.

Сильное повреждение
Сначала нужно удалить непригодную часть, неподлежащую ремонту и восстановить конфигурацию борта.
Поиск донора, найти другой диск схожий по составу, диаметру и геометрии борта. Отрезать аналогичный кусок от донора и подогнать к нашему.

Подгонка вставки
Вставку приварить аргонодуговой сваркой и восстановить геометрию борта гидравлическим прессом. Также в домашней мастерской необходим токарный станок. Который поможет вывести с микронной точностью окружность отремонтированного изделия.
P.S. Аргоновая сварка дисков всегда будет востребованной. С нашими дорогами, прибыль у вас будет постоянно.









Как заварить алюминиевые литые диски
Несмотря на высокую устойчивость к механическим повреждениям, при попадании в яму или бровку, а также при проезде «лежачих полицейских» на высокой скорости может появиться трещина в литом алюминиевом диске. После таких ударов диск может потерять свою геометрическую форму, то есть согнуться, но в некоторых случаях все-таки может появиться трещина. Степень повреждения напрямую зависит от скорости движения по рельефу дорожного покрытия, которое в зависимости от своего качества определяет силу удара, который приходится на диск.
В большинстве случаев алюминиевые литые диски с трещинами не подлежат восстановлению, однако точно узнать, безнадежен ли ремонт, можно только определив степень повреждения диска. В зависимости от степени повреждения, стоит подбирать способ сваривания, который наиболее качественно сварит диск и сделает его пригодным для дальнейшей эксплуатации.
Трещины, отломанные части и сколы диска в шинных центрах предлагают ремонтировать с помощью аргонового сваривания. Таким способом можно не только восстановить внешний вид литого диска, но и сделать его пригодным для использования по назначению.
Видя структуру сплава в литом диске, можно понять, что литой диск нельзя нагревать ни полностью, ни частично. Нагревание запрещено потому, что литые диски – это не просто металлическая деталь автомобиля, а потому, что они прокалены, и повторное нагревание до высоких температур неблагоприятно скажется на его свойствах.
Как бы сварщик не хвалил свои навыки сваривания, помните, что полноценно восстановить структуру и прочность литого алюминиевого диска Вам не удастся. Для оценки структуры требуется мощность научно-исследовательского института, а для воспроизведения этого в жизнь,- полноценные заводские условия.
Чтобы долгот не объяснять правильность данной позиции, стоит просто обратить внимание, что говорится по этому поводу в рекомендации безопасности, которые опубликовала Ассоциация европейских производителей колесных дисков. Там записано, что любой ремонт повреждений диска или обода с помощью нагревания, ударения или добавления материала абсолютно запрещается
Таким образом, алюминиевый литой диск после сваривания аргоном уже не будет пригоден для использования в том назначении, в котором использовался до этого. От нарушений в его составе, он теряет свои свойства и езда на нем, да еще и на большой скорости может оказаться чреватой последствиями. Даже если Вы не производили сваривание литого диска, его не стоит использовать для езды на автомобиле, потому что это будет подвергать Вашу жизнь опасности.
Так же обстоит дело и с устранением деформации диска. Вмятины или впадины на диске можно только выгнуть или выстучать, не подвергая его повышенной температуре.
Сварка алюминия инвертором
Порядок выполнения работ
 После подготовки поверхности и приобретения хотя бы какого-то опыта можно приступать к ремонту дисков. Порядок работы таков:
После подготовки поверхности и приобретения хотя бы какого-то опыта можно приступать к ремонту дисков. Порядок работы таков:
- Место сварки прогрейте горелкой. При этом нужно следить, чтобы металл не перегрелся.
- Поднесите электрод к месту шва после появления определённого цвета (он зависит от материала изделия). Если вы будете соблюдать все правила, то металл с электрода расплавится быстро и заполнит швы.
- При приваривании дискового скола не помешает прихватить его по краям. Так вы закрепите положение заплатки. После этого можно сваривать элементы по всей их длине.
- Шов при правильной сварке должен быть виден с двух сторон. Жидкий горячий металл должен заполнять пространство полностью и входить в металлическую структурную решётку диска.
При большой толщине диска сварка проводится в несколько этапов с двух сторон. Швы при этом накладываются друг на друга. Такая сварка гораздо надёжнее. После того как диск полностью остынет его следует зашлифовать и подготовить к работам по покраске. В этом вам поможет болгарка со шлифовальной и заточной насадками. После полной обработки поверхности литой восстановленный диск готов к дальнейшему использованию.
Разновидности повреждений
Литые диски легче гнутся, кованые отличаются хрупкостью. Динамические перегрузки действуют на металл разрушительно. На ободе появляются:
- искривления;
- глубокие осевые разломы;
- трещины в области ступицы (они ремонту не подлежат);
- сколы.
Трещина на литом диске
Важно добиться целостности автомобильных дисков, сохранения окружности, чтобы колесо не восьмерило – нагрузка на обод возрастет. Ремонт начинают с правки
При механическом исправлении обода на металле нередко появляются структурные дефекты разной глубины и вида. Трещины и сколы устраняют наплавкой с предварительной разделкой.
Это интересно: Что такое двутавр сварной и какова сфера его применения? (видео)
Ремонт литых дисков
Перед тем как производить какие-либо ремонтные работы, необходимо разобраться с характером повреждения. Есть такие дефекты, которые уже не подлежат ремонту, а есть совсем незначительные, легко поддающиеся исправлению. К видам неисправностей литых автодисков можно отнести:
 Легкосплавные диски
Легкосплавные диски
- трещины;
- царапины;
- сколы;
- вмятины;
- осевые биения.
Если трещина либо скол небольшой, то решить такую проблему можно. А вот когда наблюдаются длинные и глубокие трещины либо большие вмятины, то ремонтировать автодиск нет смысла.
Его уже никак не спасти, да и производители совсем не рекомендуют производить какие-либо ремонтные работы с литыми дисками. Все потому, что использование даже отремонтированного варианта не гарантирует полную безопасность при движении. А если еще восстановление будет проводиться неквалифицированными работниками, то есть большой риск при эксплуатации такого колесного диска.
Ремонт автодисков может производиться несколькими методами:
- сварка;
- рихтовка;
- окрашивание;
- наплавка;
- косметический ремонт.
При помощи сварки можно решить такие проблемы, как неглубокие трещины, зазубрины.
Также можно восстановить поцарапанные участки. Но несмотря на утверждения работников шиномонтажа, исправить литой диск полностью никак не получится. Ведь специалисты знают, что их совсем нельзя нагревать. И к тому же в точности повторить химический состав, из которого изготавливаются автодиски, практически невозможно. В общем, отремонтированный таким способом обод будет не способен выдерживать нагрузки. Термическая обработка может привести к изменению геометрии диска и использовать его в дальнейшем крайне не рекомендуется.










 Термообработка обода
Термообработка обода
Рихтовка, или как чаще называют прокатка, может помочь убрать незначительные повреждения обода. На безопасность эксплуатации в будущем это практически не влияет, если только во время рихтовки не применялось нагревание. Небольшие изъяны можно убрать при помощи молотка. Аккуратно постукивая по поврежденному месту, необходимо придать авто диску правильную форму. Это может занять много времени, но зато не понадобится прибегать к нагреву.
Окраска литых дисков считается очень распространенной услугой в автосервисах. Это помогает скрыть мелкие изъяны и продлить период его использования. Качество окрашивания должно быть на высоком уровне, поэтому этим делом обязаны заниматься только профессионалы.
Неправильная окраска может привести к статическому дисбалансу, так как краска будет нанесена неравномерно. Важным нюансом является подготовка диска к окрашиванию. Предварительно необходимо удалить с него всю грязь, бензин, масло и снять прежнее покрытие.
Наплавка также предусматривает термообработку обода, при которой используется аппарат аргонно-дуговой сварки. Таким методом производится ремонт выбоин на автодиске. Но его также не рекомендуют использовать, как и обычное нагревание. В данном случае вместо качественного диска получается просто красивый.
Косметический ремонт заключает в себе восстановление глянца, и, при надобности, окрашивание. Такая реставрация практически не влияет на безопасность дальнейшего использования.
 Отреставрированный автомобильный диск
Отреставрированный автомобильный диск
Технология сварки
Ремонт литых дисков сваркой аргоном требует предварительного определения химического состава основного материала, поскольку металлические заплатки должны ему соответствовать для хорошей свариваемости и иметь приблизительно такие же характеристики. Возможно соединение только однородных металлов.
В зависимости от степени повреждения на оборудовании выставляют соответствующую мощность. Если толщина металла менее трех миллиметров, то предварительная разделка кромок не требуется. Сварка литых дисков должна осуществляться на повышенной скорости, что сведет к минимуму тепловое воздействие на обрабатываемый металл. Для лучшего розжига дуги следует осуществлять предварительный прогрев электродов.
Сохранение длины дуги в диапазоне 1-1,5 миллиметров будет способствовать разрушению оксидной пленки на поверхности, что необходимо для получения качественного шва. Чтобы не было нарушено облако защитного газа, сварщик должен вести электрод ровно, не допуская колебательных движений. Равномерность подачи присадочного материала будет обеспечена при использовании полуавтоматического оборудования.
Для освобождения металла от грязи потребуются механические способы, а от жиров, масел, краски – химические. Когда для того, чтобы убрать дефекты, используются металлические заплатки, то вначале необходимо их прихватывать для обеспечения фиксации, после чего уже можно начинать проваривать швы. Для сваривания алюминиевых дисков устанавливают обратную полярность.
Если предстоит сварка участков, значительных по толщине, то место сварки необходимо предварительно разогреть во избежание появления в металле трещин. Для этого используется горелка или резак.
Начинать ремонт дисков сварочным методом следует с установки тока силой 150 Ампер. Сварку рекомендуется осуществлять в два прохода, сваривая вначале корень шва, а затем производить заполнение соединения. Горелкой также можно пройтись с изнанки шва для его выравнивания.
Если необходимо произвести наплавку на недостающую часть, то выставляется ток небольшой величины, порядка 120-140 Ампер. Наращивание следует осуществлять в несколько слоев, удалив после окончания сварки излишки методом шлифовки. Если заваривается трещина, то необходимо следить за тем, чтобы металл шва покрывал стороны с запасом. Если после зачистки шва найдутся непроплавленные участки, то следует пройтись по шву повторно, а затем подвергнуть очистке.
В рабочую зону аргон следует начать подавать за несколько секунд до начала сварки. Для возникновения дуги горелка должна быть расположена близко к поверхности диска. Слишком быстро подавать присадочную проволоку не рекомендуется, чтобы не вызвать избыточного разбрызгивания. Проволоку следует вести несколько впереди горелки. Дуга должна быть максимально короткой. Оптимальное расстояние между поверхностью диска и концом электрода – полтора миллиметра.
Заваривают кратер шва, не прерывая горения дуги, путем постепенного снижения напряжения. Подачу аргона прекращают только через несколько секунд после завершения сварки диска. Помимо ремонта этих частей автомобиля таким же образом может осуществляться сварка дисков мотоцикла.
Преимущества аргоновой сварки
Сварка дисков аргоном, в отличие от многих других обладает рядом преимуществ, которые им недоступны.
- Аргон – инертный газ, который не вступает в реакцию ни с одним из известных металлов. Кроме того этот газ не растворяется в расплаве металлов.
- За счет того, что аргон тяжелее воздуха он надежно прикрывает сварочную ванну, защищая ее от воздействия атмосферного воздуха. Ко всему прочему, электрическая дуга работает куда, как более стабильно.
- Аргон – это один из самых распространенных газов, и поэтому он стоит довольно низко.
- При проведении сварочных работ расход аргона минимален.
Перечисленные свойства этого газа привели к тому, что сварочные работы получили широкое распространение на производстве и в небольших автомастерских. Между тем, выполнение сварки под аргоном в ручном режиме сопряжено с определенными трудностями. Так, электрод должен идти ровно и сварщик не должен допускать колебательных движений. В противном случае может быть нарушено облако защитного газа и в результате чего качество шва упадет.
Преимущества и особенности аргонодуговой сварки
- Основными преимуществами аргонодуговой сварки являются:
- Не нужно менять полностью диск на новый из-за трещины или скола. Скол можно исправить с помощью аргонной сварки литого диска
- При сварке аргоном диск не повреждается и остается таким же прочным как был раньше
- Использование аргоновой сварки позволяет надежно соединять детали из тонкого металла в труднодоступных местах.
Ремонт дисков аргонной сваркой состоит из таких этапов:
Определение конкретной марки сплава, из которого изготовлен диск. Для этого рассматривается клеймо и другая маркировка нанесенная производителем на поврежденный колесный диск;
Выбор электродов. Материал электродов должен максимально точно совпадать с материалом дисков;
Подготовка поврежденного участка состоит из нескольких этапов. В первую очередь мастера зачищают диск от грязи и краски;
Трещины в диске незначительно расширяются, для улучшения заполнения расплавленным металлом;
Для сколов, если отломавшийся фрагмент утерян, сварщики подбирают подходящий по размеру кусок другого диска из такого же сплава;
Место сварки прогревается
Тут важно удерживать температуру в заданном диапазоне, чтобы получить качественный шов и не испортить материал перегревом. Мастера нашей СТО знают рабочие температуры для всех видов сплавов, а также пользуются справочными материалами;
В трещину подается присадочная проволока
Она плавится и заполняет полость повреждения;
На месте скола, заплатка прихватывается в нескольких местах, а потом обваривается по периметру;
Сколы на кромке заполняют наплавкой — слой за слоем выемка заполняется расплавленной присадочной проволокой, пока углубление не будет устранено.
Наши преимущества:
- Мы пользуемся только новейшим оборудованием и инструментарием.
- Наш персонал ̶ это исключительно профессиональные работники с большим стажем.
- Работаем с 9:00 до 22:00, потому что ценим и понимаем потребности своих клиентов.
- Ценообразование всех услуг абсолютно прозрачно. Стоимость аргонной сварки вы узнаете до начала работы.
Без лишней скромности, мы можем утверждать, что шиномонтаж в Жилебино – один из лучших в Москве! Стоимость минимальной работы по аргонной сварке (трещина на диске до 5 см): 1000 руб., свыше 1 см: 200 руб. Обращайтесь в наш автосервис «Низкий профиль» и любое повреждение легкосплавных или штампованных дисков будет оперативно устранено. С помощью эффективной аргонно-дуговой сварки мы восстановим форму диска, его баланс и прочность.
Как осуществляется сварка литых дисков
Для того чтобы устранить деформацию, которая образовалась в литой конструкции, очень важно правильно подготовить поверхность перед непосредственной сваркой. При контакте с воздухом на поверхности алюминия формируется оксидная пленка с очень высокой температурой плавления
Поэтому место соединения предварительно зачищают механическим способом или посредством применения химических средств. Делается это непосредственно перед сварочным процессом, поскольку оксидная пленка быстро восстанавливается.











Восстановление и ремонт — приварка фрагмента к диску
К подготовительным мероприятиям также относится обработка кромки, форма которой зависит от толщины металла:
- до 5 мм – соединение стык в стык;
- 5-20 мм – V-образная разделка с углом раскрытия 30-40°;
- свыше 20 мм – X-образная (двухсторонняя) разделка с углом 30°.
Для реализации сварочного процесса применяется аргон – инертный газ, который изолирует свариваемую поверхность от воздуха. Подача присадочной проволоки может осуществляться в автоматическом, полуавтоматическом или ручном режимах. Первые два варианта больше относятся к профессиональным мастерским, где рабочий персонал обладает соответствующими навыками для настройки оптимальной подачи проволоки с учетом характеристик свариваемого металла. Ручная аргоновая сварка обычно используется в домашних условиях, однако требует подготовки, чтобы конечный результат соответствовал ожиданиям. Подробнее об этой технологии и режимах использования сварочного оборудования можно прочитать здесь.
Применение газовой смеси вместо чистого аргона
Для алюминия и его сплавов рекомендуется использовать чистый Ar или его смесь с еще одним инертным газом – гелием. Добавление гелия позволяет улучшить качество шва и уменьшить расход электрода. Кроме того, гелий способствует повышению продуктивности дуги, вследствие чего нагрев получается более эффективным.
Для других металлов для более глубокого проплавления в аргон может добавляться активный газ (водород или кислород), который повышает мощность дуги, если того требует технология. Концентрация активного компонента подбирается с таким расчетом, чтобы он полностью сгорал в процессе работы и не оказывал какого-либо воздействия на обрабатываемую поверхность. Подобные смеси используются для сварки не только дисков, но и выхлопных систем автомобилей, о чем более детально написано в этой статье.
Наши Сроки
Очень быстро после звонка приступаем к работам
Приступая к заказу,не перескакиваем на другие
Заканчиваем работу точно в срок, но не в ущерб качеству*
Рекомендации от мастеров
Начинающим сварщикам могут оказаться полезными советы опытных коллег.
От глубины сколов зависит наносимое количество слоев металла. Шов делается длиной до 3 см. Трещины заплавляются изнутри, потом снаружи. Место сваривания предварительно нагревают до 250-300°С. Проверить температуру можно хозяйственным мылом: коричневый цвет отметки свидетельствует о достижении 250°, черный – 300.
Вырезы лучше выполнять фрезой, которая не даст остаткам стружки попасть в шов. Учиться следует на простых деталях, постепенно переходя к более сложным работам. В аргон можно добавлять до 5% углекислого газа. При замене отколотого куска в качестве донора используется диск из того же материала, что и ремонтируемый. Обрабатывать полученный шов можно на токарном станке. Он позволяет операции провести с точностью до микрон.
Оформить заказ
Вы можете оформить заявку on-line заполнив форму ниже, по телефону +7 (495) 191 45 93 или на электронную почту info@svarka-argonom.ru
Порядок выполнения сварочных работ
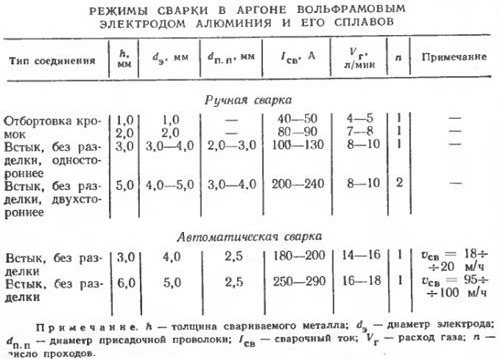
Режимы при выполнении сварочных работ.
Итак, вы подготовили поверхности, имеете определенный опыт с аргонной сваркой и можете приступать к работе. Изначально горелкой прогревается место сварки. Следим за тем, чтобы металл не перегревался. При появлении определенного цвета (зависит от материала изделия) к месту шва подносится электрод. При соблюдении всех правил металл с электрода быстро расплавится и заполнит шов.
Если вы привариваете скол на колесном диске, то будет целесообразно «прихватить» его по краям, чтобы придать заплатке окончательное положение, и после этого можно произвести сварку по всей длине разлома. При правильной сварке шов должен быть виден с обеих сторон (расплавленный металл должен заполнить все пространство и войти в структурную металлическую решетку диска).
Если толщина диска большая, то сварку лучше проводить в несколько этапов с обеих сторон, накладывая швы друг на друга. Получится значительно надежнее. После полного остывания (ремиссии) диска шов необходимо зашлифовать и подготовить к покраске. И здесь вам поможет все та же болгарка с заточной и шлифовальной насадкой. После обработки поверхности восстановленный литой диск готов к эксплуатации.
Ремонт литых дисков в автосервисе
Виды повреждений литых дисков, которые можно устранить своими руками, – это повреждения лакокрасочного покрытия и небольшие царапины. Они портят только внешний вид диска и не являются причиной его разбалансировки или биений. Если повреждено не менее 30% диска, то частичное восстановление не производят – поврежденный диск просто меняют на новый. Таким образом, перед тем, как самостоятельно браться за ремонт и покраску литого диска, нужно провести его диагностику в автосервисе.
В случаях трещин или сколов на ЛКП, появившихся в результате некачественной покраски или неудачной парковки, поможет восстановление покрытия литых дисков.
Если на покрытии имеются только шероховатости и мелкие царапины, то, для их устранения, используют полировку. Если же произошел скол покрытия на каком-то участке, то там сначала нужно восстановить покрытие, и только затем производить полировку. Восстановление покрытия можно выполнить, заполнив скол эпоксидной пастой, или нанеся на него новую краску, иногда его затирают специальной шпатлевкой.









Рассмотрим, как избавиться от скола, с помощью эпоксидной пасты.
Процесс частичного восстановления ЛКП
Средства и инструменты для работы:
- Двухкомпонентная эпоксидная паста (желательно одного цвета с покрытием или белая);
- Грунтовка;
- Абразивные полоски от P280 до P600;
- Обезжиривающая жидкость;
- Краска;
- Лак;
- Малярный скотч, чтобы приклеить защитную пленку (если не снимать колесо).

- Наждачной полоской P280 обработать скол, с целью выравнивания поверхности;
- Завершить выравнивание наждачкой P400;
- Скотчем закрепить пленку на резине и деталях из пластика;
- Приготовить эпоксидную пасту, по указанной на ней инструкции;
- Заполнить пастой скол или царапину, с помощью резинового шпателя;
- Через 20 минут паста начнет подсыхать, до этого нужно убрать лишнее и подровнять поверхность;
- Оставить сушиться пасту на ночь. А можно высушить место ее нанесения под под инфракрасной лампой – тогда, до полного высыхания, потребуется до 4-х часов;
- Подготовить высохшую поверхность к покраске: обработать наждачной бумагой P600 (или еще мельче), затем обезжирить и высушить салфеткой.
В конце статьи смотрите подборку видео.
Для покраски нужно взять кисть, краскопульт и распылять краску с расстояния 25 см. В качестве альтернативы, подойдет баллончик. Кистью нужно наносить краску в труднопроходимые места.
Нанести 1-й слой эмали и дать ему просохнуть в течение 30 минут. Затем нанести 2-й слой эмали и также дать ему такое же время, чтобы просохнуть. Если краска легла ровно, то можно наносить лак, если нет – нанести третий слой эмали.
Полный ремонт литого диска
Иногда, чтобы выровнять поверхность литого диска, бывает необходимо обработать наждачной бумагой весь диск. Тогда колесо приходится снимать, обрабатывать всю поверхность литого диска, а затем делать покраску переходом. Эмаль для покраски должна совпадать с цветом предыдущей окраски.
Средства и инструменты для ремонта диска:
- Специальная щетка или насадка на дрель, для удаления ЛКП (вручную это делать очень долго);
- Абразивные полоски от P280 до P600;
- Грунтовка с отвердителем;
- Обезжиривающая жидкость;
- Краска;
- Паста для полировки 2-х видов: содержащая абразивы и не содержащая;
- Лак;
- Снять колесо, резину с колеса;
- Промыть и очистить диск от старой краски и ржавчины. Сначала, ножом или шпателем, следует удалить все отслоившиеся участки краски, а потом уже приступать к работе дрелью;
- Если вы снимали старое ЛКП железной щеткой, и поверхность не гладкая, то нужно обработать поверхность наждачкой P280;
- Если ЛКП снимали дрелью, и поверхность достаточно гладкая, то можно готовить ее под грунтование, обработав наждачной бумагой P400 или еще мельче; если есть видимые царапины, то их нужно удалять наждачкой с более крупным зерном;
- Обезжирить поверхность литого диска и высушить салфеткой;
- Прогрунтовать в 1 или 2 слоя;
- Отшлифовать наждачной бумагой P600 или еще мельче, можно применить и мокрую шлифовку: мочить поверхность диска и наждачки водой, во время ошкуривания, чтобы процесс шлифовки шел более мягко;
- Обезжирить поверхность диска.
Теперь диск готов к покраске.
Видео: Подготовка и покраска литых дисков. Часть 1
Если видео не показывает, обновите страницу или нажмите здесь
Видео: Подготовка и покраска литых дисков. Часть 2
Если видео не показывает, обновите страницу или нажмите здесь
Видео: Подготовка и покраска литых дисков. Часть 3
Если видео не показывает, обновите страницу или нажмите здесь





