
Инверторные аппараты — лучшее решение для домашнего мастера
Самыми популярными сварочными устройствами сегодня являются инверторы, имеющие другое название импульсные аппараты для сварки. С появлением инверторов, они произвели настоящий переворот в сфере сварочного оборудования. Сначала они стоили очень дорого, и имели множество недостатков. Однако вскоре недостатки, в том числе, и высокая стоимость, были устранены. Это повлекло за собой популяризацию этих устройств. Сегодня практически у каждого домашнего мастера имеются сварочные аппараты инверторного типа. Если собираетесь купить сварочный аппарат для дома, то без выяснения их достоинств и недостатков рекомендуется сразу же выбирать инверторные аппараты.
Однако все же не помешает разобраться с конструктивными особенностями инверторов, чтобы в итоге покупаемый аппарат удовлетворял всем потребностям мастера. Инвертор — это аналог трансформаторных и выпрямительных устройств, которые лишены громоздкого элемента — трансформатора. Роль источника понижения тока играют полупроводниковые элементы. В конструкции устройства присутствует трансформатор, который в десятки раз меньше, и предназначен он для уменьшения входного сетевого напряжения.
Инверторы потребляют намного меньше электроэнергии, по сравнению со своими древними аналогами — трансформаторными и выпрямительными моделями. Прибор исключен необходимости затрат энергии на нагревание конструктивных элементов. Дуга создается достаточно быстро, и характеризуется стабильностью горения, обеспечивая достойное качество шва. В конструкции инверторов применяются также стабилизаторы, осуществляющие преобразование тока, а также электрические микросхемы, состоящие из полупроводниковых элементов.
Входное переменное напряжение 220В поступает на выпрямительный блок, в котором происходит его преобразование в постоянное. В качестве выпрямителя выступает диодный мост. Преобразуется вместе с переменным напряжением и сила тока. Постоянная величина тока поступает на блок инвертора, где повторно происходит его преобразование из постоянного в переменный, но уже с более высокой частотой. Снижение переменного напряжения способствует увеличению величины высокочастотного тока. Ток большой величины и высокой частоты преобразуется в постоянный, на основании которого происходит выполнение сварочных манипуляций. Ниже представлена схема работы сварочного инвертора.
Увеличение частоты тока достигается за счет полупроводниковых элементов — транзисторов. Их переключение происходит с частотой в 60-80 Гц. В процессе функционирования аппарата наблюдается сильный нагрев элементов, поэтому немаловажный момент — это применение радиаторов с вентиляторами, способствующие отводу тепловой энергии. Чтобы предотвратить выход из строя выпрямительного блока, в конструкции прибора установлен датчик, отключающий подачу питания, когда температура выпрямителя достигнет критического значения в 90 градусов.
Теперь выясним все преимущества инверторов, и узнаем, почему же именно эти виды сварочных аппаратов получили широкую популярность среди домашних мастеров:
- Качественный сварочный шов
- Высокая производительность оборудования
- Большой КПД — свыше 90%
- Экономичный расход потребления электрической энергии
- Незначительная степень разбрызгивания металла
- Плавность регулировки сварочного тока
- Универсальность — возможность варить любой металл
- Небольшие габариты и вес, что делает такое оборудование мобильным и простым в транспортировке
Это интересно! Когда же стоит выбирать инверторные сварочные аппараты? Их выбирают 80% домашних мастеров, которые выполняют сварочные работы самостоятельно. Все дело в том, что они стоят достаточно не дорого, и при этом имеют массу преимуществ, необходимых для обычного пользователя. Инвертор не заменит полуавтомат, но при этом первый вариант не требует приобретения газовых баллонов и проволоки. Сварка осуществляется электродами разных размеров.
Выше представлены основные разновидности сварочных аппаратов, которые подходят для дома и дачи. Следует сделать вывод о том, что для домашнего применения подходят лучше всего модели инверторного типа, а для профессиональной эксплуатации лучше выбирать полуавтоматы. Трансформаторы и выпрямители — это прошлый век, которые по причине своих недостатков, встречаются все реже.
Как защитить себя при работе с разными видами сварочного оборудования

Во время работы сварщик подвержен воздействию множества опасных и вредных факторов: высокой температуре раскаленного металла и шлака, яркому свечению дуги в разных диапазонах, выделениям токсичных газов и аэрозолей. Кроме того, несоблюдение правил техники безопасности при работе с электрическими аппаратами может привести к поражению электрическим током. Чтобы защититься от всех названных факторов, специалист должен быть в маске и защитной одежде.
Сварочная маска или щиток. Это основной элемент защиты, призванный обезопасить глаза сварщика и лицо в целом. В качестве материала маски и щитка используют пластик или электрокартон (фибру). Разница между этими двумя видами защиты невелика: маску крепят на голову, тогда как второй нужно держать рукой в процессе работы. Согласно ГОСТу, такая защита должна состоять из защитного стекла и подложки из оргстекла. Глаза оберегает затемненное стекло или фильтр «хамелеон» – он сам затемняется, когда загорается дуга.
О гораздо удобнее, однако нужно быть готовым, что и заплатить за него придется больше. Степень затемнения стекла подбирается в соответствии с условиями работы, в «хамелеоне» она почти всегда регулируется. Для сварки в сложных условиях можно купить маску с фильтром для дыхания или внешней системой подачи воздуха. Кроме того, в некоторых видах масок может быть предусмотрена возможность крепления каски и наушников.
Одежда и другие средства защиты. Для изготовления одежды и перчаток используют слабогорючие и нетлеющие ткани, такие как брезент, прорезиненные материалы, кожа. Обувь должна быть очень прочной, поскольку она защищает ноги не только от попадания искр и капель металла, а также от удара случайно уроненной металлической деталью. Самым практичным видом такой защиты являются ботинки из толстой кожи или резиновые сапоги.
Перед работой со сварочным оборудованием нужно застегнуть всю одежду, также она должна быть заранее пригнана, чтобы избежать попадания капель металла в складки, защитить кожу от воздействия горящей дуги.
Еще одним обязательным видом защиты являются коврики из резины или других диэлектрических материалов – они призваны обезопасить сварщика от электрического тока.
Кроме того, защитить себя во время работы можно, если вовремя убедиться в исправности оборудования, наличии заземления, надежной фиксации всех проводов в и отсутствии повреждений на их изоляции. Также необходимо проверить, надежен ли электрический контакт обратного провода на детали, крепко ли скреплены между собой свариваемые заготовки, пр. Если вы грамотно подошли к организации своего рабочего места, здраво оцениваете собственные возможности, никуда не торопитесь, то вы получите результат хорошего качества.









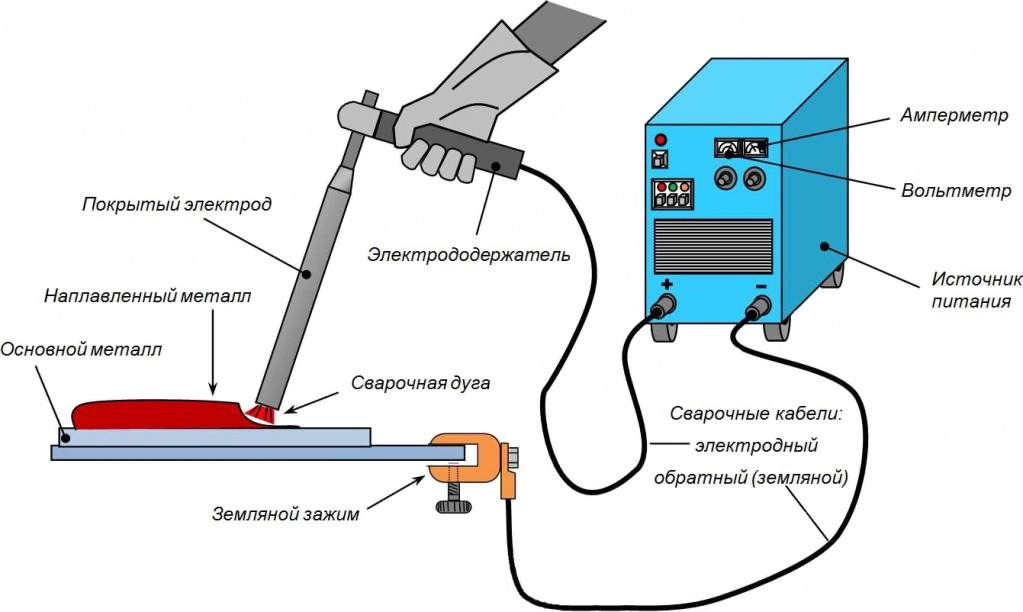
Технология ручной дуговой сварки: преимущества и недостатки
Преимущества, которыми обладает ручная дуговая сварка заключаются в следующем:
- Низкая себестоимость оборудования и оснащения в сравнении с другими технологиями;
- Высокая оперативность настройки и отсутствие необходимости в подготовительных работах;
- Отсутствие рисков, связанных с использованием горючих и взрывоопасных веществ (в частности, газов);
- Возможность ведения работ с конструкциями в любом пространственном положении и в минимальном располагаемом пространстве;
- Компактность инверторного аппарата и необходимого обеспечения;
- Возможность подключения инвертора ММА в бытовой сети;
- Широкий выбор аппаратов для сварки с различными параметрами;
- Внушительный спектр электродов с различным химическим составом, позволяющий выбрать оптимальную марку расходника для конкретной задачи.
Но, разумеется, технология ручной сварки не является совершенной. В противном случае, не понадобились бы другие типы подобных работ. К числу недостатков применения ММА-аппаратов относятся:
- Слабая защита образуемого шва от внешних факторов и, как следствие, его малая прочность в сравнении со швами, что выполнены по другим сварочных технологиям. При неблагоприятных внешних условиях (сильном ветре, дожде, снеге) есть высокая вероятность образования брака;
- Высокая скорость выполнения шва требует от исполнителя определенных навыков и аккуратности;
- Сложность соединения элементов из цветных металлов, нержавейки, высоколегированных сталей и некоторых других сплавов;
- Необходимость в большом количестве флюса и других материалов, что способны повысить качество шва.
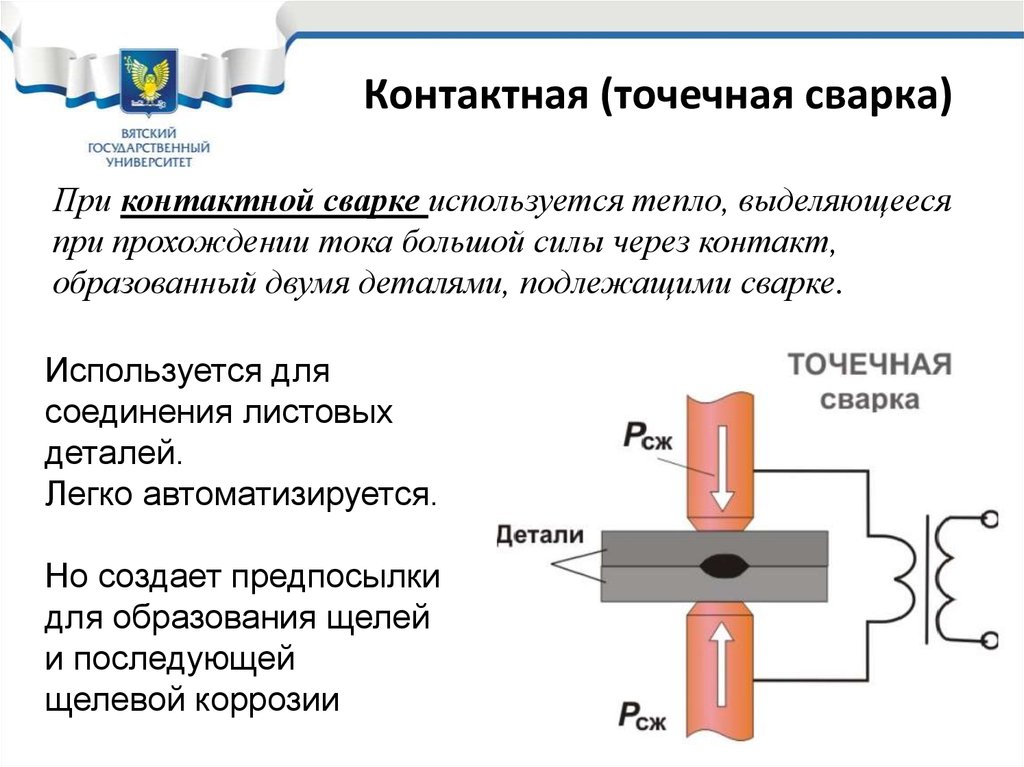
Аппарат для точечной сварки
Точечная сварка из цехов промышленных предприятий шагнула и в домашние мастерские. Она применяется там, где нужно быстро и надежно соединить тонкостенные детали, а герметичность соединения необязательна.
Аппарат для точечной сварки генерирует короткие, но очень мощные импульсы, которые расплавляют небольшую зону контакта двух свариваемых деталей на очень короткий срок, которого достаточно, однако, для надежного соединения деталей в этой точке.

Точечная контактная сварка
Такие аппараты применяют для соединения тонкостенных конструкций из конструкционной стали, нержавейки и цветных металлов.
Механический класс
Все виды, о которых говорилось выше, относятся к первому термическому классу. Главным героем в нем выступает тепловая энергия с плавлением. Следующий класс – механический. Главные «механические» слова в данном контексте – давление и пластическая деформация.
В нем также есть стройная классификация сварки:
- Холодная сварка (ковка)
- Сварка трением
- Ультразвуковая
- Взрывом
Иногда механические методы объединяют под названием «сварка давлением», здесь есть логика, но речь идет об одном и том же.
Одна из перспективных механических технологий – сварка трением. Тепло в ней тоже присутствует, но образуется оно от силы трения. Поверхности, которые нужно сварить, вращаются, с силой сжимаются. Технология сварки трением особенно эффективна при работе с деталями круглого сечения – сверл, резцов, разверток.
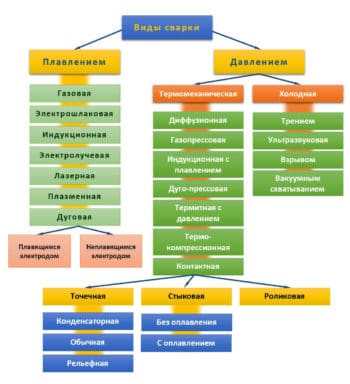
Таблица видов сварки.
Виды сварки трением:
- Сварка трением с перемешиванием.
- Радиальная сварка трением.
- Штифтовая сварка трением.
- Линейная.
- Инерционная.
Рассмотрим эти типы сварки подробнее:
- Сварка трением с перемешиванием – довольно новый способ, в нем необходимо специальное оборудование для сварки трением – инструмент для вращения с двумя элементами – основанием (буртом) и наконечником (пином). Шов формируется с помощью двух процессов выдавливания и перемешивания.
- Радиальная сварка трением применяется в работах с трубами: в ней вращается кольцо между стыками, которое создает трение.
- Штифтовая сварка трением: просверливается отверстие, вводится штифт из того же металла, что детали. Штифт вращается, выделяет тепло, формирует соединение в виде металлических нитей. Великолепная технология сварки трением, когда «нужно заделать дырку».
- Линейный способ. Здесь вращения нет. Детали просто трут друг об друга до выделения тепла, повышения пластичности, затем увеличивают давление, вплоть до необратимого соединения. При этом способе образуется идеальная ровная поверхность, ни в каких других методах такой нет.
- Инерционная сварка. Движение поверхностей происходит за счет массивного вращающегося маховика, который разгоняется специальным двигателем.
Механический класс подразумевает применение давления и механического воздействия, энергии.
Сварка трением (фрикционная)
Этот способ отличается от остальных – основа его метода состоит в получении повышенных температур при помощи трения металлических заготовок. Одна из деталей вращается, затем заготовки прижимаются друг к другу с постепенным усилением прижима.

Сварка трением
Холодная сварка
Холодная сварка выполняется на пластической деформации, которая разрушает окисную пленку на поверхностях и сближает металлические элементы до образования связи между ними без применения повышенных температур. Этот метод применим к тем металлам, которые обладают хорошими пластическими свойствами: алюминий, серебро, холосто, цинк, никель и тд.







Сварка взрывом
Этот метод не сильно распространен из-за отсутствия точности технологического процесса. Подвижную деталь располагают под углом к основной детали, параллельно, при помощи контролируемого детали соединяются путем совместной пластической деформации.
Ультразвуковая сварка
Соединение и скрепление деталей происходит за счет их сдавливания между собой и воздействия ультразвуковых колебаний. Этот метод применим для точечной и контурной сварки. Ультразвук нагревает изделия и активирует диффузию, затем образуются молекулярные связи и в конце шов кристаллизуется, таким образом возникает прочное соединение.
Гарантия
Производители оборудования для сварки устанавливают различный гарантийный срок. В среднем он составляет от 1 до 3 лет. Условия гарантийного обслуживания для каждой модели индивидуальны. С ними можно ознакомиться в техническом паспорте или на сайте производителя.
Гарантия исчисляется с момента передачи аппарата покупателю. В дополнение может быть предложено бесплатное регламентное обслуживание оборудования в рамках гарантийной программы.
Оно включает в себя:
- диагностику;
- замену электродов по согласованию с владельцем;
- настройку;
- чистку;
- тестирование параметров.
Гарантия не распространяется на оборудование:
- имеющее внешние повреждения;
- доработанное владельцем;
- используемое в недопустимых условиях;
- имеющее следы несанкционированного ремонта;
- эксплуатируемое с нарушениями требований;
- с поврежденной маркировкой;
- полностью исчерпавшее ресурс, заявленный производителем;
- с истекшим гарантийным сроком.
Также обязательства производителя не распространяются на:
- отдельные детали, подверженные естественному износу;
- детали, износ которых зависит от условий эксплуатации;
- регулировку оборудования.
При поломке сварочной техники по вине изготовителя пользователь имеет право на бесплатный ремонт. Для этого необходимо лично или почте (использую защитную транспортную упаковку) отправить оборудование в гарантийный сервисный центр. При этом обязательно следует предъявить гарантийный талон.
Важно! Срок гарантийного обслуживания продлевается на время ремонта и пересылки. Претензионная работа с покупателями регулируется «Законом о защите прав потребителей»
В соответствии с его требованиями, срок ремонта не может превышать 45 календарных дней. За каждый день просрочки потребитель вправе потребовать уплату пени
Претензионная работа с покупателями регулируется «Законом о защите прав потребителей». В соответствии с его требованиями, срок ремонта не может превышать 45 календарных дней. За каждый день просрочки потребитель вправе потребовать уплату пени.
Инвертор со своими фишками
Самая продвинутая и популярная модель аппаратов, в основном благодаря которой произошла революция в сварке. Еще несколько лет назад они расценивались как техническая дорогая и не очень удобная экзотика. Совсем не то сегодня: доступность и простота в использовании – вот главные качества многочисленной группы современных инверторов.
Остальные характеристики также значительно улучшены: уменьшение размеров, отличная дуга, оптимизация энергоемкости и скорости процесса, минимальное разбрызгивание металла и т.д.
Весьма немаловажный «энергетический» нюанс: в сравнении со своими сварочными предшественниками трансформатором и выпрямителем инверторный аппарат потребляет электроэнергии на порядок меньше. Благодаря компактности и легкому весу нет необходимости тратить энергию на нагревание массивных металлических деталей.

Дополнительная экономия происходит за счет быстрого поджигания и ровного стабильного горения электрической дуги.
Инвертор
В дальнейшем этот высокочастотный переменный ток идет на трансформатор, где он снова превращается и идет на дугу с теми характеристиками, которые идеально подходят для сварки здесь и сейчас.
Принципиальная новизна инверторной технологии заключается в достаточно сложной конструкции самого аппарата, которая дает возможность для последовательных процессов преобразования тока следующим образом:
- Из обычной электрической сети поступает переменный ток, который сразу же трансформируется в переменный в выпрямителе. Выпрямитель работает на основе диодного моста.
- Полученный в выпрямителе постоянный ток направляется к инверторной части, играющей роль генератора электрических импульсов высокой частоты. На этом участке силовые транзисторы превращают постоянный ток снова в переменный, но уже с совсем другой частотой – намного выше, чем в первоначальном сетевом варианте.
- Теперь уже высокочастотный переменный ток идет к трансформатору для того, чтобы понизить напряжение и одновременно повысить силу тока. В итоге получается высокочастотный ток с силой, которая отлично регулируется.
- Финишным пунктом для переменного тока является выпрямитель, который в конце концов превращает высокочастотный переменный ток в постоянный. Именно он используется для сварки.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.








Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
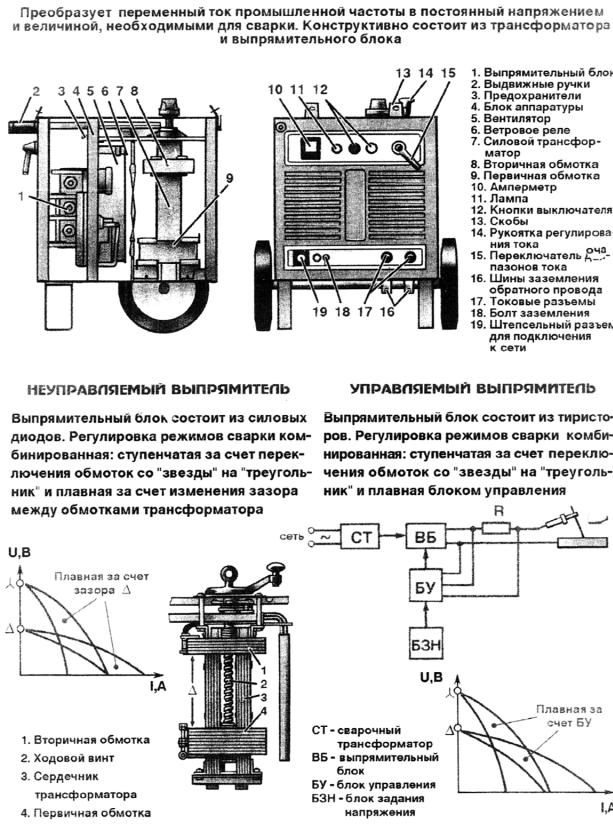
Выпрямители
Сварочные выпрямители можно считать усовершенствованием аппаратов-трансформаторов. В сварочных швах, полученных при помощи выпрямителей, практически исключены те изъяны, что обусловлены применением переменного тока. Устройства, кроме понижающего трансформатора, имеют в конструкции диодный блок (выпрямитель), элементы регулирования, запуска и защиты. Переменный ток не только меняет напряжение, но и преобразуется в постоянный. Это даёт возможность получить ровную, устойчивую дугу. Соответственно, снижается разбрызгивание металла, шов получается более качественным. Работать можно любыми электродами.
Расширяется также сфера использования сварочника — можно соединять не только низколегированные «чёрные» стали, но и цветные металлы, нержавейку, чугун (применяя соответствующие электроды). Поскольку постоянный ток обладает полярностью, не следует об этом забывать — при подключении электродов этом параметр следует учесть. Некоторые сварочные работы целенаправленно выполняются на обратной полярности (сварка алюминия).
Многие производители сегодня снижают изготовление этого вида бытовых аппаратов. Если же говорить о профессиональном использовании, они до сих пор используются довольно широко. Недостатками можно считать большой вес, необходимость работы квалифицированного сварщика, серьёзную «просадку» напряжения в электросети в процессе сварки. Достоинства — невысокая цена, надёжность и неплохое качество шва.

Процесс сварки
Вне зависимости от количества видов сварки существуют 3 основных этапа процесса сварки, присущей всем технологическим разновидностям, это:
- Формирование контакта;
- Образование связи;
- Создание шва.
Формирование контакта
Формирование контакта происходит в результате доведения металла до температуры плавления или кипения, главное не перепутать сварочную ванну с плавкой железа.
Образование химической и металлической связи
Второй, наиболее важный шаг – образование сварочной ванны, она всегда выглядит одинаково вне зависимости от вида сварки. Ванна возникает в результате сплавления металла и вспомогательного материала, к примеру электрода под воздействием, температуры, на вид как белое пятно. От ширины и длины этого пятна зависит качество шва.
Создание и типы прочного соединения
Основными качественными характеристиками швов являются их ширина и высота.
По типу соединения выделяют (самые распространенные):
- стыковые – детали в одной плоскости (сваривают трубы, листы и тд).
- нахлесточные – детали располагаются параллельно, только одна идет внахлест к другой (сваривают листы, толщина которых не более 12 мм).
- торцовые – сваривают 2 торца элементов.
- угловые – элементы располагаются под углом друг к другу.
Выпрямительные аппараты для сварки — чем отличаются от трансформаторов
Для увеличения эффективности проведения сварочных работ, трансформаторные аппараты были модернизированы, в результате чего появились выпрямители. Отличительная особенность между трансформаторной сваркой и выпрямителем заключается в подаче на создание дуги не переменного тока, как в первом случае, а постоянного. Варить постоянным током не только легче, но еще и шов получается гораздо качественнее.
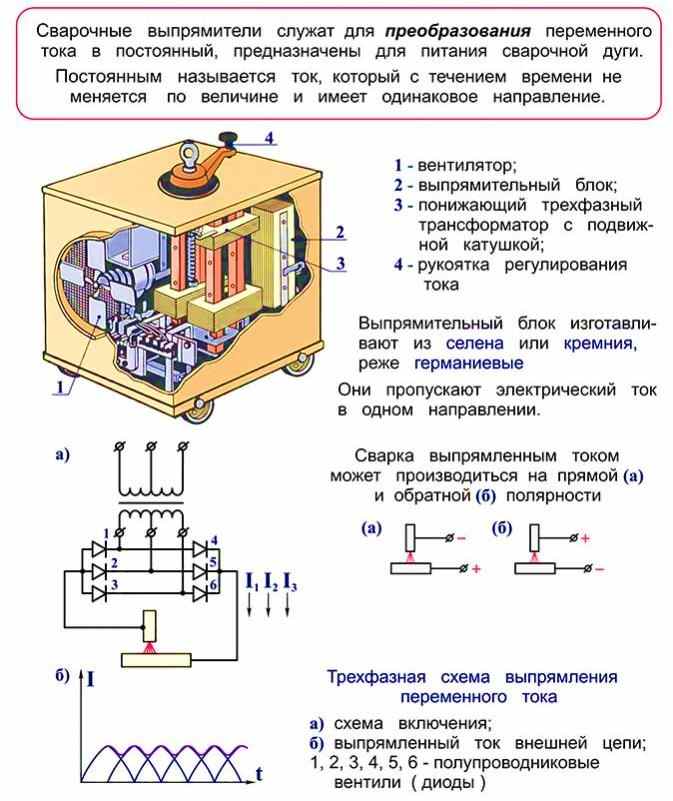
Чтобы сделать из трансформаторного аппарата выпрямитель, в конструкцию понижающего трансформатора добавили диодный мост, состоящий из кремниевых или селеновых диодов. За счет этого моста происходит преобразование переменного тока в постоянный. Сварка постоянным током позволяет получить устойчивую дугу, а также исключить возникновение разбрызгивание металла. Для работы с выпрямителями подходят любые виды электродов.
Выпрямительные сварочные устройства поспособствовали расширению сферы их применения. С их помощью можно работать не только с низколегированными сталями, но и чугуном, цветными металлами, нержавейкой и т.п.
Это интересно! На выпрямительных сварочных аппаратах используются не только диодные, но и тиристорные блоки, способствующие преобразованию входящего переменного тока в постоянный.
Исходя из вышесказанного следует выделить ряд следующих преимуществ выпрямительных аппаратов для сварки:
- Простота применения. В отличие от трансформаторных устройств, на выпрямительных установках могут без особого труда научиться работать новички
- Получение более качественного сварочного шва
- Расширенный список видов металлов, которые подлежат сварочному соединению посредством выпрямителя
- Относительная дешевизна, что связано с их конструктивными особенностями

Если говорить о недостатках, то они у выпрямителей также имеются. Главный минус их в том, что они имеют такие же большие габариты, как и трансформаторные. В случае перепадов входного напряжения, происходит оказание негативного влияния на качество сварочного соединения. Несмотря на малое количество недостатков, встречаются сегодня выпрямительные сварочные аппараты не часто. Хотя их производство продолжается и сегодня, однако это вопрос времени, так как уже достаточно давно были разработаны более усовершенствованные разновидности сварочных устройств.










Это интересно! Выпрямительные устройства подходят для той категории людей, которые имеют ограниченный бюджет на приобретение аппарата, и при этом хотят научиться пользоваться им.
Главные критерии выбора
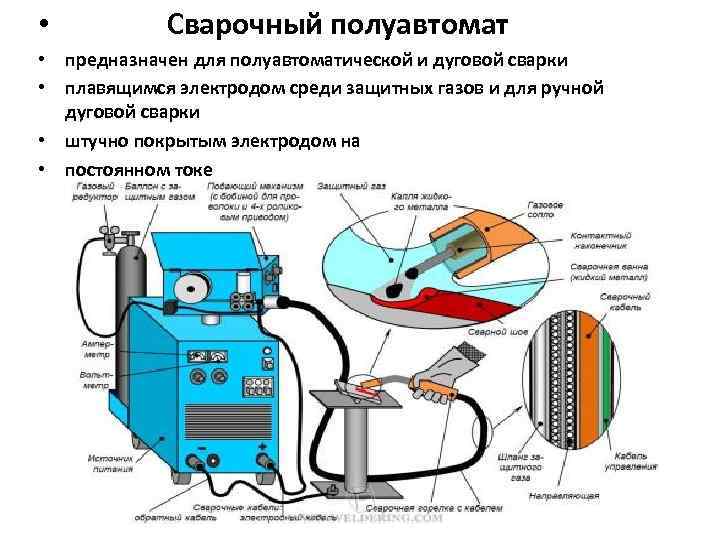
Любой обзор следует начинать со знакомства с характеристиками прибора. Важнейшей технической характеристикой сварочного полуавтомата является максимальный ток сварки.
Именно этот параметр определяет, какая толщина металла под силу этому аппарату, и с каким диаметром сварочной проволоки он может работать. Большое значение допустимого рабочего тока обеспечивает запас по этому параметру, благодаря которому, работа сварочного полуавтомата осуществляется в менее напряженном режиме, что снижает вероятность возникновения неисправности и увеличивает срок его службы.
Вторым по важности параметром, который следует учитывать, выбирая сварочный полуавтомат для дома, считается показатель времени непрерывной работы аппарата. В целях унификации этого показателя, принята специальная методика его определения
За основу берется десятиминутный период работы оборудования
В целях унификации этого показателя, принята специальная методика его определения. За основу берется десятиминутный период работы оборудования.
Затем определяется, какую часть этого времени аппарат может нести некоторую нагрузку без перегрева. Эта величина выражается в процентах от общей продолжительности контрольного периода.
Эту характеристику часто называют коэффициентом постоянного включения (ПВ). Она присутствует во всех обзорах сварочных полуавтоматов. Очевидно, что данный коэффициент взаимосвязан со значением сварочного тока, при котором проходят испытания.
Например, таблица технических характеристик сварочного полуавтомата может содержать такие данные: ПВ = 100% при I = 100 А, ПВ = 50% при I = 150 А. Эта запись означает, что при значении сварочного тока 100 Ампер, аппарат способен работать в непрерывном режиме, а при токе 200 Ампер, должен производиться пятиминутный перерыв после каждых пяти минут сварки.
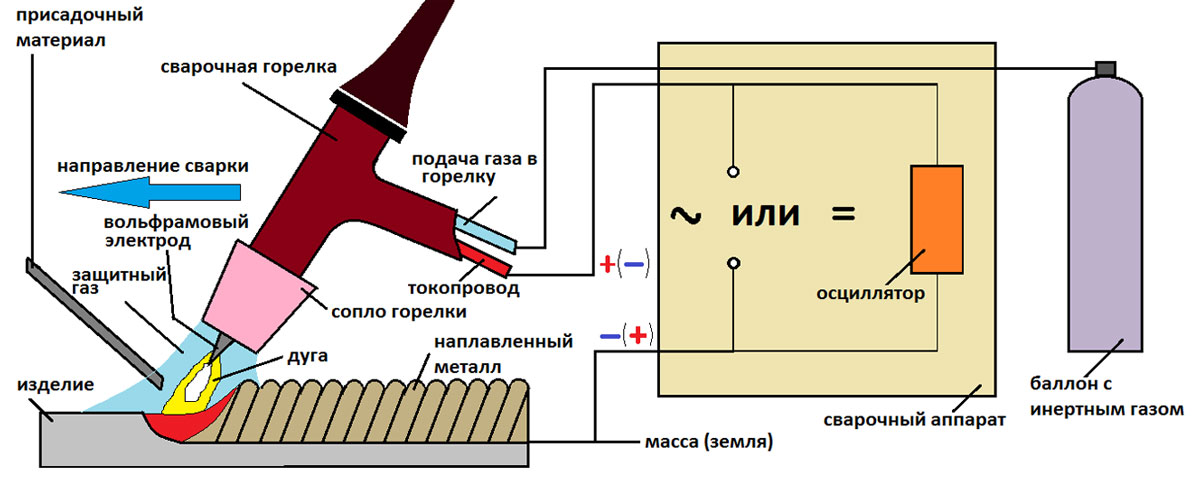
Критерии выбора аргоно-дугового сварочника
Выбирая инвертор аргонно дуговой сварки, следует ориентироваться на те задачи, которые предполагается решать с его помощью
В первую очередь нужно обратить внимание на технические характеристики выбираемого аппарата
Максимальное значение тока сварки. С этого параметра следует начинать выбор, так как он в большой степени определяет возможности инвертора. От величины сварочного тока зависит толщина и состав сплава, с которым может работать данный экземпляр.
Например, если предполагается сваривать алюминий, для определения необходимого тока можно ориентироваться по таблице 1. Сварка алюминиевых сплавов осуществляется на переменном токе.
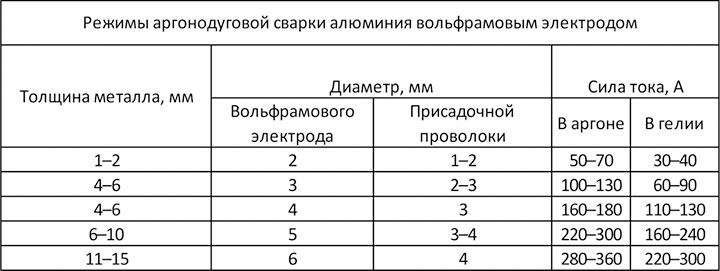
Таблица 1. Режимы аргонодуговой сварки алюминия
Сварка стальных сплавов производится с применением постоянного тока сварки. Определить требуемый ток при этом можно по таблице 2.

Таблица 2. Режимы аргонодуговой сварки стальных листов
Продолжительность нагрузки. Иногда называется продолжительностью включения. Измеряется в процентах. Эта характеристика показывает, какую часть десятиминутного цикла аппарат может работать в режиме сварки. При выборе конкретной модели нужно учесть предполагаемую загрузку агрегата.









Заниженное значение этого параметра приведет к увеличению времени выполнения сварочных операций, так как придется часто прерывать сварку для охлаждения инвертора.
Аппарат, обладающий повышенным значением этой характеристики, может иметь слишком высокую цену.
Напряжение питания. Как любой подобный преобразователь, инверторный аргонный сварочный аппарат выпускается в однофазном или трехфазном варианте. Здесь нужно учесть возможности своей электросети. Трехфазные инверторы обладают лучшими характеристиками. Аппараты профессионального назначения с большими токами сварки, как правило, производятся в трехфазном варианте.
Наличие регулирования режимов
Выбирая сварочный аргонно дуговой инвертор, не лишним будет обратить внимание на наличие некоторых специальных функций, делающих процесс сварки еще более простым и удобным
Приведем перечень основных функциональных установок:
- Возможность варить как постоянным, так и переменным током. На аппарате должно быть написано «TIG AC DC»;
- Наличие осциллятора, обеспечивающего бесконтактное зажигание дуги;
- Регулируемая продувка газа непосредственно перед сваркой и сразу после нее;
- Функция регулирования нарастания и спада сварочного тока;
- Функции «Hot start» и «Anti stick». Первая обеспечивает розжиг дуги при высокой температуре электрода, вторая препятствует залипанию электрода при коротком замыкании.
Оценка общей функциональности аппарата. Осуществляя выбор, человек слабо знакомый с современной сварочной техникой, должен знать, что инвертор, являющийся «сердцем» современного сварочного аппарата любого назначения, устройство очень гибкое и весьма универсальное. Эти свойства инвертора используют производители, выпуская изделия расширенного назначения.





