
Профессия – газосварщик
5.3. Флюсы
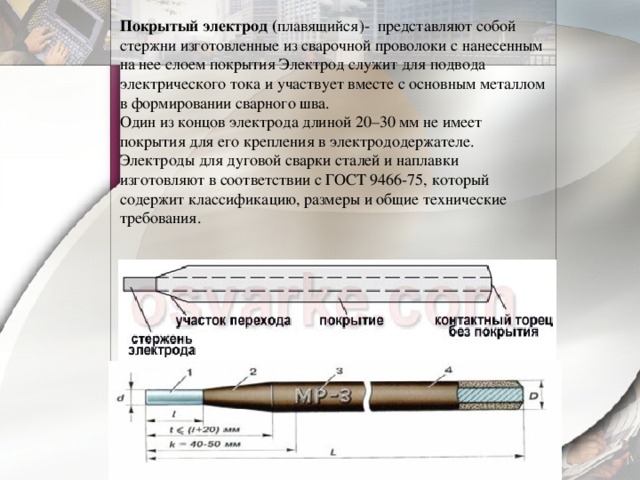
Сварочный флюс — материал, применяемый при сварке для химической очистки соединяемых поверхностей и улучшения качества шва.
Необходимость использования флюсов при сварке цветных металлов и сплавов, легированных сталей и чугуна продиктована тем, что при нагревании металлов до высокой температуры на их поверхности образуется пленка оксида, которая при расплавлении переходит в сварочную ванну и препятствует образованию высококачественного сварного шва.
Флюсы обеспечивают раскисление расплавленного металла сварочной ванны, а также удаление из него образовавшихся оксидов и неметаллических включений. Шлаки, всплывающие на поверхность сварочной ванны, предохраняют металл шва от воздействия атмосферного воздуха.
При сварке углеродистых сталей флюсы, как правило, не применяют.
Требования к флюсам:
- флюс должен быть более легкоплавким, чем основной и присадочный металлы;
- необходимо, чтобы расплавленный флюс обладал высокой жидкотекучестью;
- флюс должен активно раскислять оксиды, переводя их в шлаки;
- флюс не должен выделять вредные газы и вещества;
- необходимо, чтобы образовавшийся шлак хорошо отделялся;
- плотность флюса должна быть меньше плотности основного и присадочного металлов;
- необходимо, чтобы флюс сохранял свои свойства на протяжении всего процесса сварки.
Флюсы для сварки сталей. При создании сварных соединений на основе углеродистых сталей флюс используют при сварке сталей только высокоуглеродистых марок (с содержанием углерода более 0,6 %). Как правило, флюсом служит бура (тетраборат натрия — натриевая соль борной кислоты).
Что касается легированных сталей, то флюс применяют лишь при сварке хромистых и хромоникелевых сталей марок 03Х18Н9Т и 06X15Т толщиной до 2 мм.
Составы флюсов:
- 80 % плавикового шпата и 20 % ферротитана;
- 80 % буры и 20 % оксида кремния.
Флюс разводят в воде и в виде пасты наносят на кромки и обратную сторону шва за 15…20 мин до сварки.
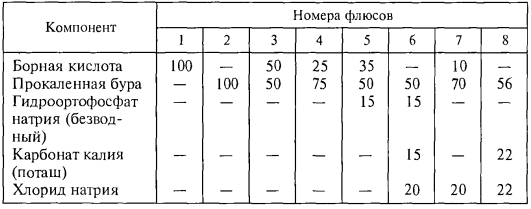
Флюсы для сварки чугуна. Горячая сварка чугуна предполагает обязательное использование флюсов, действие которых тройственно. Во-первых, они предотвращают окисление кромок твердого металла, во-вторых, извлекают оксиды и неметаллические включения из расплавленного металла, а в-третьих, способствуют образованию пленки, защищающей сварочную ванну от воздействия газов пламени и воздуха.
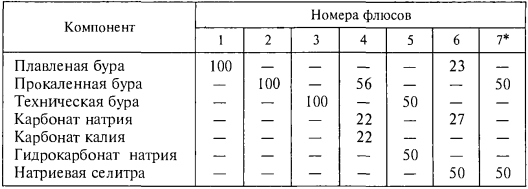
Обычно применяют порошковые кислые флюсы, в состав которых входят боросодержащие вещества (табл. 5.1).
Таблица 5.1
Содержание, %, компонентов флюсов для горячей и холодной сварки чугуна
При низкотемпературной сварке чугуна с помощью чугунных прутков и латунных припоев, а также при пайко-сварке используют флюсы, характеристики которых приведены в табл. 5.2.
Таблица 5.2
Флюсы для низкотемпературной сварки и пайко-сварки чугуна
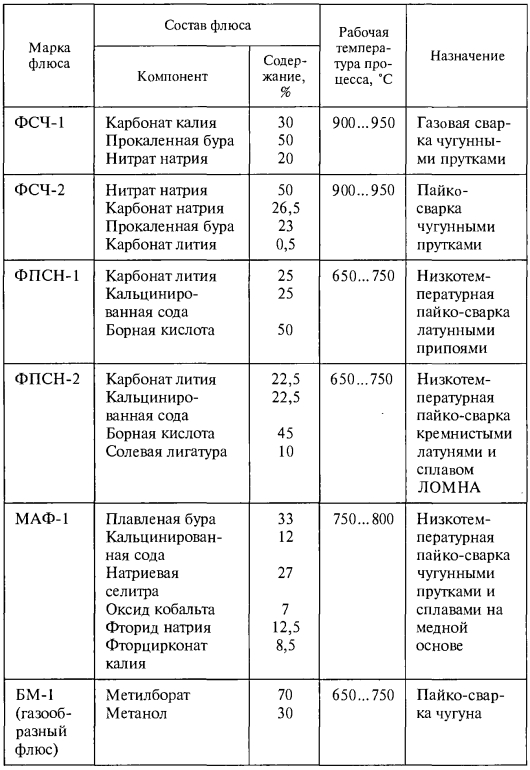
Снижение температуры при низкотемпературной газовой сварке чугуна до 670…750 °С достигается применением специальных флюсов, в то время как процессы пайко-сварки чугуна протекают при температуре 750…950°С.
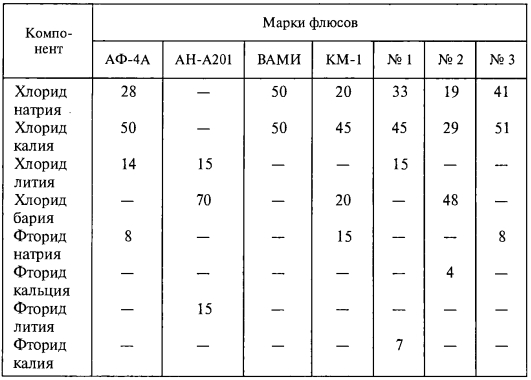
Флюсы для сварки алюминия
При газовой сварке алюминия и его сплавов важное значение имеет состав флюса, поскольку он должен перевести тугоплавкую оксидную пленку (Аl203) на поверхности алюминия в легкоплавкие шлаковые включения, которые образуют корку, защищающую шов. Марки и состав флюсов для сварки приведены в табл
5.3.
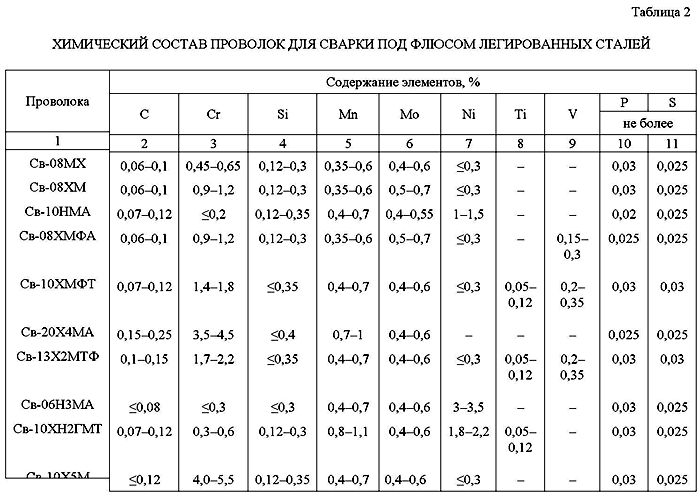


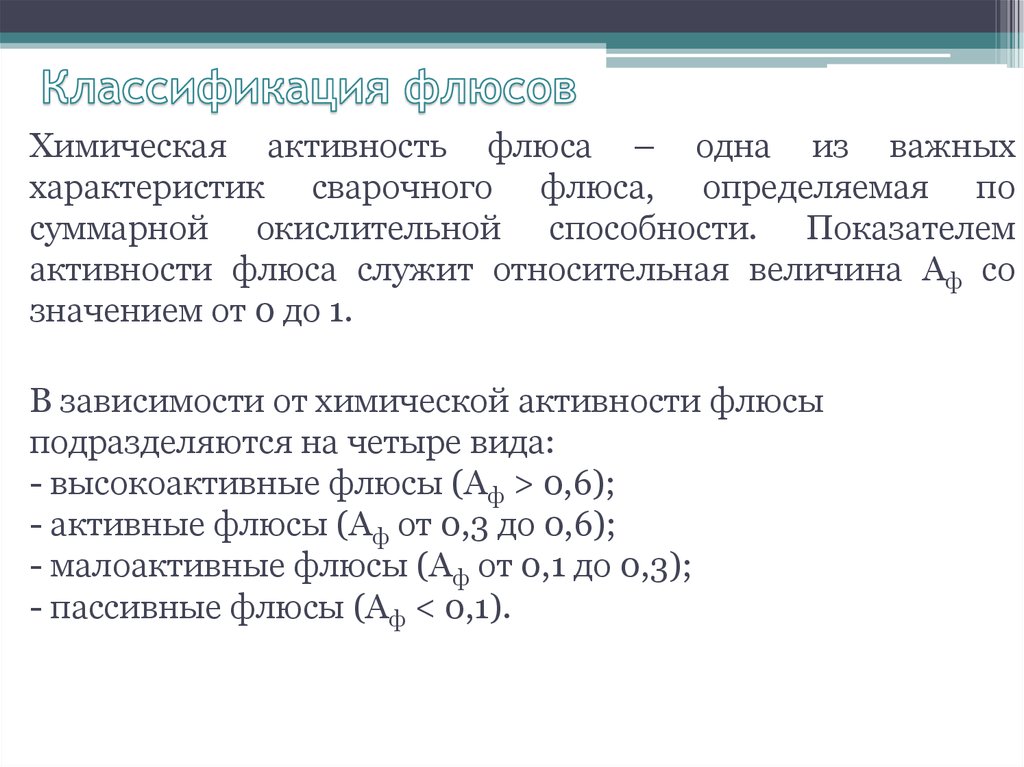
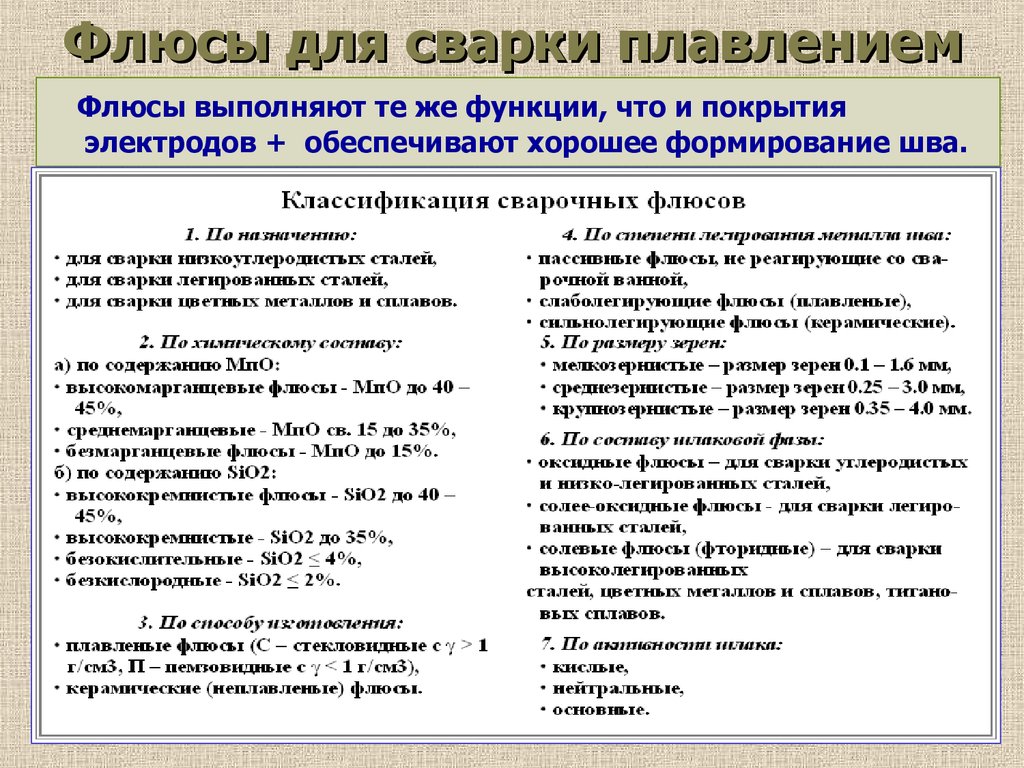
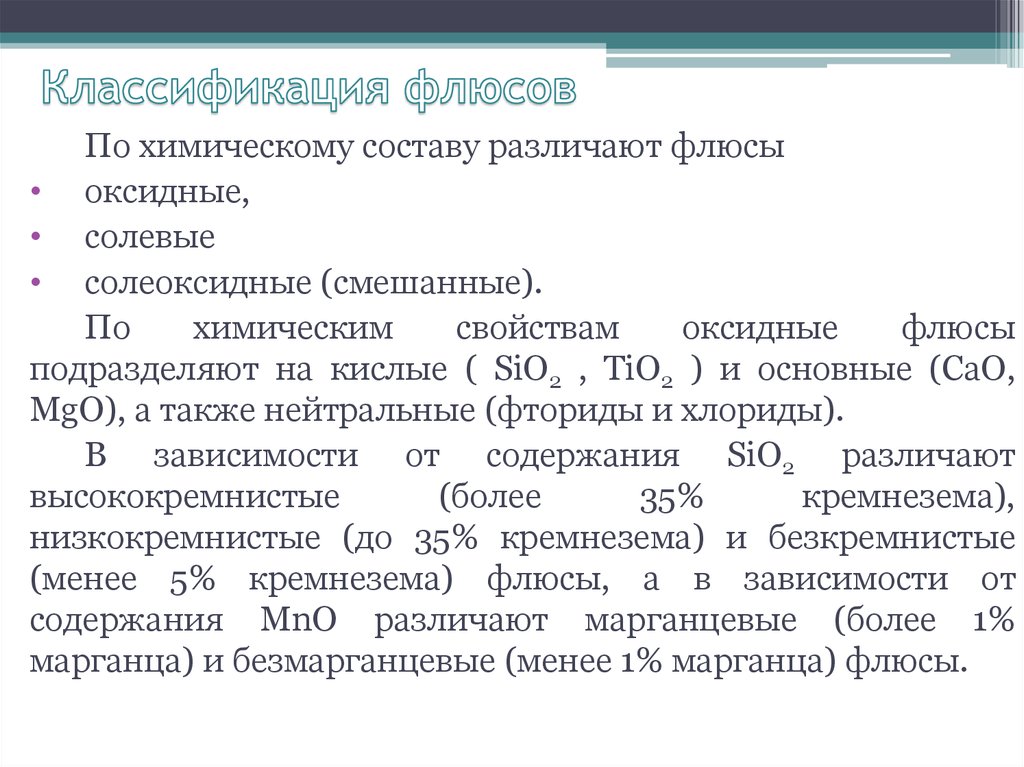
Таблица 5.3
Содержание, %, компонентов флюсов для газовой сварки алюминия и его сплавов
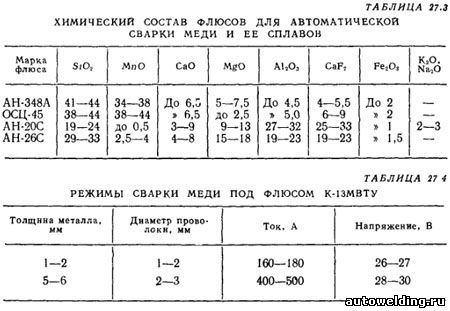
Флюсы для сварки меди. При газовой сварке медь окисляется с образованием на поверхности слоя Сu2O, который вызывает снижение механической прочности и пластичности сварного соединения, а также образование мелких трещин. Поэтому при газовой сварке меди необходимо использовать флюсы.
Рекомендуемые составы флюсов для сварки меди приведены в табл. 5.4.
Таблица 5.4
Содержание, %, компонентов флюсов для газовой сварки меди и ее сплавов
Роль флюсов заключается в растворении образующихся оксидов, в том числе оксида меди, переводе их в легкоплавкие шлаки и предотвращении окисления расплавленного металла.
* Флюс содержит 4% керосина (сверх 100%).
Флюс и его назначение
Обезопасить зону шва от шлаков и окисления можно, используя непрерывную подачу химически инертных и легкоплавких компонентов. Их функции выполняет защитный флюс для сварки стали. Разные его марки состоят из оксидов и солей, предназначаются для черных и цветных металлов, а также для различных сплавов.
Оксидные составы включают в себя 1-30% марганца и кремния – 5-35%. Для заготовок из активных сплавов защитное вещество включает в себя фториды и хлориды кальция, бария, натрия и других элементов.
Для высоколегированных сталей применяют защиту с содержанием оксидов с солями. В них до 15% кремнезема, 1-9% оксида марганца и фторида кальция – около 30%.
Для начала реакции окисления металлов достаточно кислорода, содержащегося в воздухе. Оксидная пленка быстро появляется на алюминиевых деталях. Наличие слоя флюса предотвращает ее образование и обеспечивает:
- активное расплавление металла;
- избежание потерь свариваемого материала вследствие испарения;
- стабильное горение дуги;
- экранирование части пламени;
- правильный расход присадок;
- исключение возможности образования трещин и пор;
- уменьшение разбрызгивания искр.

Таковы положительные свойства средств защиты шва.
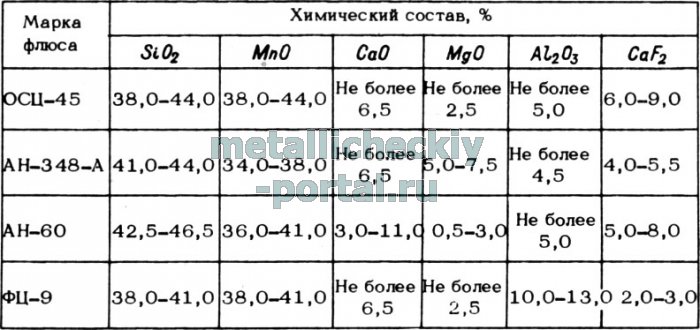
Наиболее распространённые марки флюсов, их состав и область применения
Флюсы используют для газовой сварки
цветных металлов, чугуна и сварки высоколегированных сталей отдельных марок,
а также при выполнении различных наплавок. Флюсы не используют при сварке низкоуглеродистых
сталей, т.к. в процессе их сварки формируются легкоплавкие оксиды железа, которые
скапливаются на поверхности расплавленного металла.
Состав флюса выбирается, исходя из характера оксидов, которые формируются в
процессе сварки. Если в расплавленном металле преобладают щелочные (основные)
оксиды, то флюс должен быть кислым. И наоборот.
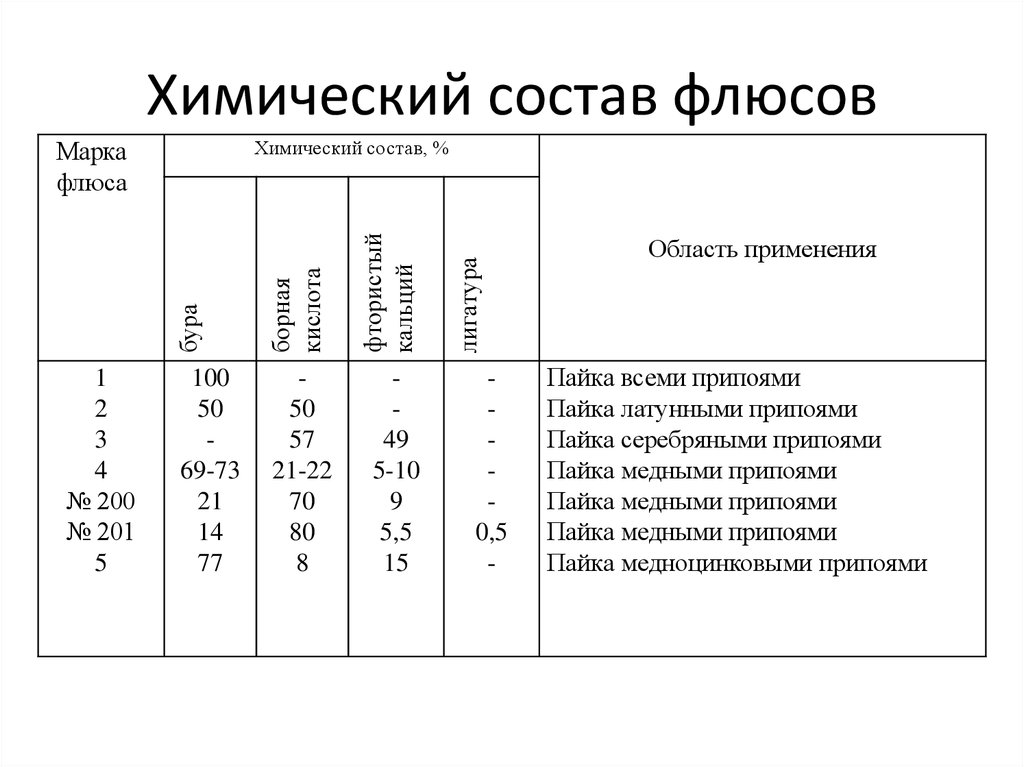
Флюсы для газовой сварки меди, латуни и бронзы
При
сварке меди, а также при
сварке латуни и сварке бронзы, в большинстве случаев используют кислые флюсы.
В их состав ходят борсодержащие химические соединения, такие как бура Na2B4O7,
борная кислота H3BO3 и других. Перед сваркой буру прокаливают, иначе при сварке
бура пузырится, и выделяет кристаллизационную воду. Это отрицательно влияет
на качество сварных швов.
Хорошее качество
сварки обеспечивается при помощи флюса марки БМ-1. В его состав входят 25%
метилового спирта СН3(ОН) и 75% метил бората В(СН3О)3. Используют, также, флюс
МБ-2, в состав которого входит только метил борат.
Смесью ацетилена и парообразных флюсов воздействуют на расплавленный металл
через специальный флюсопитатель, через который ацетилен проходит прежде, чем
поступить в сварочную
горелку. В сварочном пламени происходит сгорание флюса:
2В(СН3О)3 + 2О2 = В2О3 + 2СО2 + 3Н2О
Более подробно о флюсах для меди изложено на странице: “Флюсы
для газовой сварки меди”.
Флюсы для газовой сварки чугуна
При
сварке чугуна применяют основные флюсы в состав которых входят соединения
натрия и калия: едкий натр NaOH, карбонат натрия Na2CO3, гидрокарбонат натрия
NaHCO3, карбонат калия K2CO3 и другие.
Кроме этого, часто использую прокаленную буру Na2B4O7 в чистом виде или её
смесь с солями щелочных металлов. При сгорании, бура распадается на оксид натрия
Na2O и оксид бора В2О3, которые вступают в реакцию с образующимися в жидком
металле оксидами и, переводя их в шлак, способствуют их удалению. Подробнее
об этом и многом другом изложено на странице “Газовая сварка чугуна“.


Флюсы для газовой сварки алюминия и го сплавов
Для сварки
алюминия и его сплавов подбирают флюсы, являющиеся раскислителями и способные
растворять тугоплавкие оксиды свариваемого металла. В их состав входят хлориды
и фториды щелочных металлов (калия, натрия и лития), а также криолит Na3AlF6.
Хлорид лития LiCl лучше других флюсов растворяет оксиды.
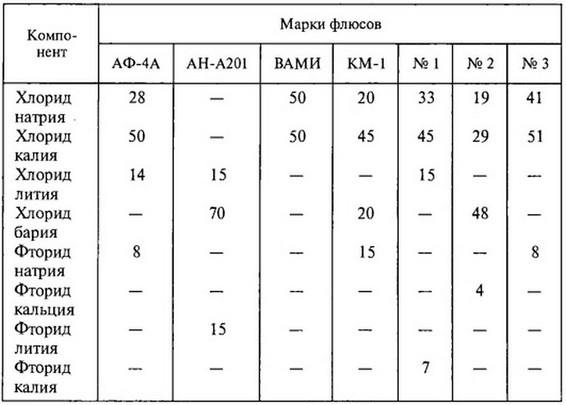
Наибольшее применение при газовой сварке алюминия получил флюс марки АФ-4А.
В его состав входят 50% хлорида калия KCl, 14% хлорида лития LiCl, 8% фторида
натрия NaF, 28% хлорида натрия NaCl. Сухие компоненты разбавляют дистиллированной
водой до пастообразного состояния. Слой пастообразного флюса наносят на свариваемый
металл и присадочную проволоку или пруток.
При этом следует учитывать разъедающее действие этого флюса, т.к он состоит
из соединений химически-активных металлов. Поэтому, необходимо тщательно промыть
сварные швы после сварки 2%-ным раствором азотной кислоты HNO3, а затем смыть
кислоту тёплой водой и ещё раз промыть уже холодной водой. Подробнее об этом
и многом другом изложено на странице “Газовая сварка алюминия и его сплавов”.
Дополнительные материалы по теме:
Газовая | Техника |
Функции флюсовых добавок
Большинство металлов обладают высокой активностью, поэтому покрыты сверху слоем оксидов. Содержания в воздухе кислорода (21 %) вполне хватает для реакции окисления.
При работе с металлами в место контакта неизбежно попадает оксидная пленка. Даже если накануне вы ее сняли каким-либо методом, то она очень быстро образуется заново.
Особенно легко окислительные реакции происходят на алюминиевых поверхностях. Сваривать их обычными методами практически невозможно. Нужно обязательно использовать флюсы, инертную газовую среду.
Оксиды, попадая в сварочную ванну, нарушают процесс формирования шва. Компоненты флюса могут предотвратить контакт металла с кислородом, убрать слой продуктов окисления. Образующееся облако газов уменьшает расход электрода, предотвращает разбрызгивание сварочной массы.
Сварочный шов формируется в нормальных условиях без дефектов. Компоненты флюсов взаимодействуют с расплавом металлов, улучшая свойства и внешнюю поверхность соединения.
Выбор флюса обусловлен составом металла, условиями сварки в каждой производственной ситуации.
Составы флюса

Сам по себе флюс, как правило, выпускается в виде гранулированного порошка с фракцией порядка 0,2–4 мм. Но наполнение и происхождение данного продукта может быть очень разным и не всегда однородным. В связи с этим выделяют следующие виды флюса для сварки:
- Оксидные. Большую часть в содержании составляют металлические оксиды и примерно на 10% приходится доля фторидных элементов. Такой флюс используется для работы с низколегированными и фтористыми стальными сплавами. Также в зависимости от содержания оксидные флюсовые составы делятся на бескремнистые, низкокремнистые и высококремнистые.
- Солеоксидные. Еще такие порошки называют смешанными, так как наполнение может в равной степени формироваться оксидами и солевыми соединениями. Используется такой флюс для обработки легированной стали.
- Солевые. Вовсе исключается наличие оксидов, а основу состава образуют фториды и хлориды. Целевое назначение солевого флюса – электрошлаковый переплав и сварка активных металлов.
Классы

Чтобы распределить их на классы, мы разделим их на подкатегории.
- Внешний вид. В обзоре ранее говорилось, что материал в виде гранул, но иногда изготовители продают кристаллизированный, в форме пасты и газообразный. Все зависит от разновидности работ. Для электрической варки часто пользуются материалом грануллированным или порошкообразным. Для газовой варки пользуются формой пасты или газообразным флюсом.
- Состав. Наполнения флюса сильно отличаются. Складываются из большого количества составляющих. Но основные – это кремнезём и марганец. Подробное содержание возможно найти в инете или изучить на расфасовке. Флюс, которым вы будете пользоваться не должен потерять при варке свои химические свойства. На высоких температурных отметках тоже. Это основное условие материалу хорошего качества.
- Предназначение. Следует учитывать, с какими металлами работаете, и какой разновидностью варки пользуетесь. Например, применение флюса с легированной проволокой задаст хороший результат. Улучшит показатель упругости металла. Есть универсальные флюсы. Но мы советуем пользоваться ими при варке цветных металлов. При варке стали подбирайте флюс внимательнее.
Более масштабно флюсы делятся на расплавляемые и не расплавляемые. Те, которые подвергаются плавке, эффективны. В случае необходимости, произвести наплавку.
Не расплавляемые улучшают физические показатели сделанного варочного соединения. Из-за этого ими постоянно пользуются с высокоуглеродистыми сталями, цветными металлами. Они без флюса варятся не совсем качественно.
Классификация
Флюсы – большая группа многофункциональных смесей. Они отличаются по ряду признаков, которые положены в основу классификации. Классы носят условный характер.
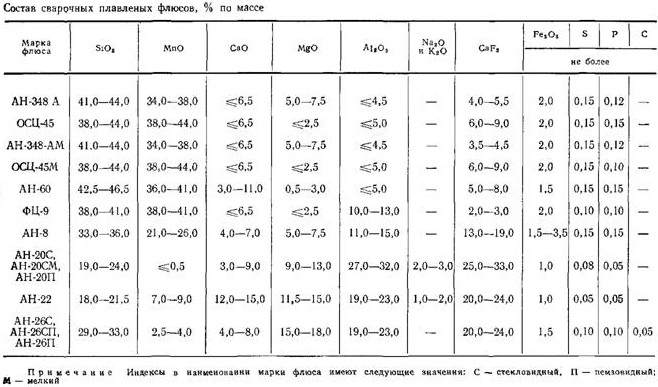
По методу получения композиции подразделяют на смеси, полученные сплавлением, механическим перемешиванием и склеиванием. Последние составы называют керамическими.

Сварочные флюсы бывают прозрачными, похожими на стекло, и пористыми непрозрачными, похожими не пемзу. По вполне понятным причинам плотность пористого состава меньше, чем стекловидного. Плавление проводят в печах при температуре, достигающей 1500 °C.

Сплавлению подвергают неорганические вещества и их смеси. Чаще других используют:
- оксиды кремния (кремнеземы);
- образцы марганцевых руд;
- флюорита (плавикового шпата);
- карбоната магния (каустического магнезита).
Расплавы выливают в раствор. После застывания такой сварочный флюс образует гранулы. Гидрофильные вещества, склонные поглощать воду, гранулируют по отдельной технологической схеме сухими.
Склеенные сварочные флюсы, подобные керамике, используются широко, гораздо чаще, чем механические порошки. Керамика не реагирует на остатки ржавчины, окалины в рабочей зоне, присутствие там следов воды. Если керамическую смесь добавить к стекловидной, можно получить идеальный шов даже на неочищенном металле.
Флюсы имеют различную химическую природу. Они состоят из оксидов, солей, смеси оксидов с солями.
Принцип действия
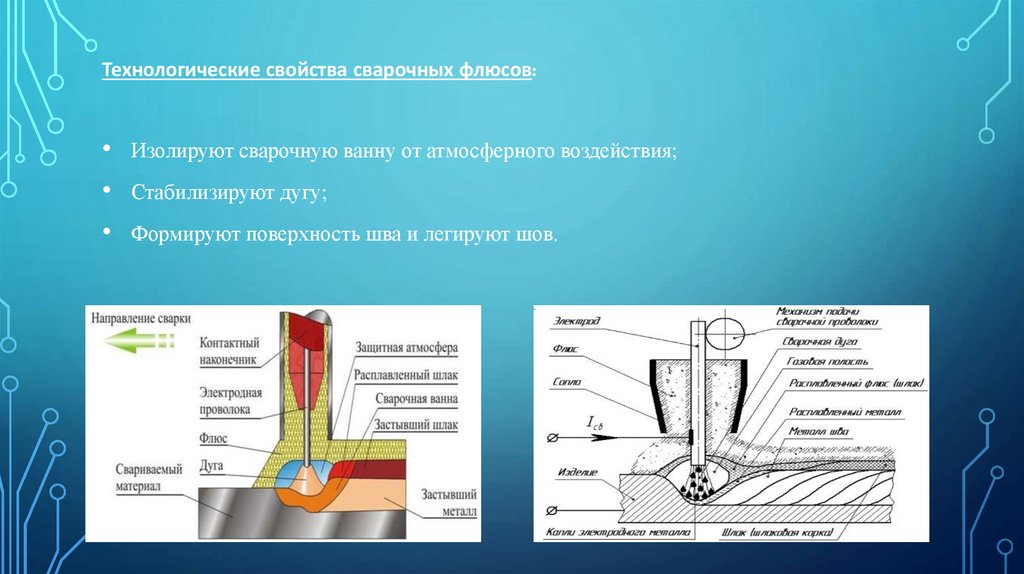
Типовая сварочная зона при установившейся стадии процесса включает в себя следующие области:
- Зону дугового столба с внутренней температурой не менее 4000…5000 °С.
- Зону газового пузыря, которая образуется вследствие интенсивного атомарного испарения компонентов в кислородной среде.
- Шлаковый расплав, который, будучи легче металла, располагается в верхней части газовой полости.
- Слой расплавленного металла в нижней части полости.
- Шлаковую корку, которая образует верхнюю, твёрдую границу сварочной зоны.
Кроме того, свой вклад в поведение свариваемого металла вносит также сварочная проволока. Таким образом, при всех разновидностях сварки в миниатюре моделируется обычный металлургический процесс получения металла, но без защитного покрытия и чёткой протяжённости, которые в первом случае ограничиваются объёмом мартеновской или электропечи. Обезопасить свариваемый металл от окисления и шлаковой корки, ухудшающей качество готового шва можно, применив непрерывную подачу в сварочную зону легкоплавких и в то же время – химически инертных компонентов. Ими и являются сварочные флюсы. Они могут применяться также для целей поверхностной наплавки. Применение флюсов снижает уровень пыли, которая всегда образуется при сварке. При использовании данных материалов должны обеспечиваться следующие условия:
Обезопасить свариваемый металл от окисления и шлаковой корки, ухудшающей качество готового шва можно, применив непрерывную подачу в сварочную зону легкоплавких и в то же время – химически инертных компонентов. Ими и являются сварочные флюсы. Они могут применяться также для целей поверхностной наплавки. Применение флюсов снижает уровень пыли, которая всегда образуется при сварке. При использовании данных материалов должны обеспечиваться следующие условия:
- Сварочный флюс не должен снижать производительность сварки, а, наоборот, стабилизировать её;
- Материал не должен вступать в химические реакции, как с основным металлом, так и с металлом сварочной проволоки;
- На протяжении всего рабочего цикла должна обеспечиваться изолированность зоны сварочного пузыря от окружающей среды;
- После окончания процесса остатки флюса, связываясь со шлаковой коркой, должны легко удаляться из зоны обработки. При этом до 70…80% материала флюса можно, после соответствующей очистки, вновь использовать при сварке.
Эти требования довольно сложны и противоречивы, поэтому оптимальный состав и технология подачи сварочных флюсов определяется под конкретный вид сварки, конфигурацию соединяемых частей металла и производительность процесса.
https://www.youtube.com/watch?v=f65tHnkNnrU
Техника применения флюса
После розжига дуги оператор должен ее поддерживать между окончанием электрода и заготовкой именно под слоем флюса. Порошок насыпается слоем 55-60 мм, после чего дугу следует буквально утопить в этой массе, пока она будет плавиться. При среднем весе флюса его статическое давление на металл может составлять порядка 8-9 г/см кв. Этой величины достаточно для устранения нежелательных механических воздействий на сварочную ванну. При использовании проволоки для сварки с флюсом можно добиться и минимальных показателей разбрызгивания расплава. Это условие выполняется путем обеспечения стабильного контакта зоны расплава с плавящейся проволокой и флюсом, а также за счет регуляции силы тока. Защита со стороны газа в данном случае тоже не требуется, но контроль мощности будет особенно важен. Как правило, комбинация проволоки и флюса используется при сварке на токе высокой плотности, поэтому и автомат должен подбираться с учетом поддержки постоянной скорости направления электродной нити.

При ковке

Самый древний вид сварки – это ковка. Называть этот процесс сваркой можно с натяжкой. Тем не менее, термин «кузнечная сварка» подразумевает именно соединение двух металлов ковкой. Выполняют ее вручную или с помощью оборудования. Ковке обычно подвергают виды стальных сплавов с низким содержанием углерода.
Флюс для кузнечной сварки практически всегда в качестве основы содержит железосинеродистый калий. Массовая доля его различна, варьируется от 1 весовой части до 27 весовых частей.
Остальными компонентами могут быть бура, борная кислота, хлорид натрия. Смесь перед ковкой насыпают на металлическую заготовку, доведенную до температуры 1000 °C.
Флюс вместе с окалиной превращается в жидкую массу шлака, обволакивает рабочую зону, предохраняет ее от дальнейшего окисления.
Грамотный выбор флюса, режима проведения сварки гарантирует образование качественного сварочного шва.
Сварка под флюсом различных типов сталей
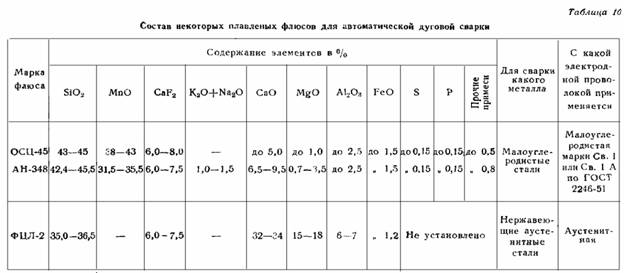
Сварка конструкционных углеродистых сталей
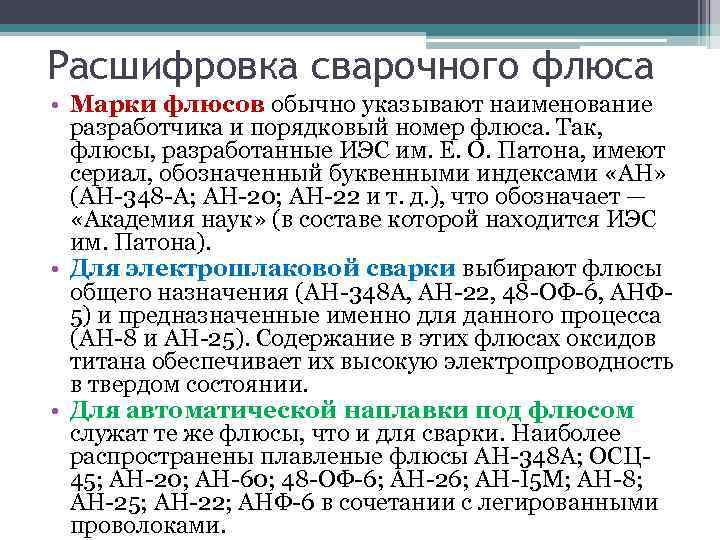
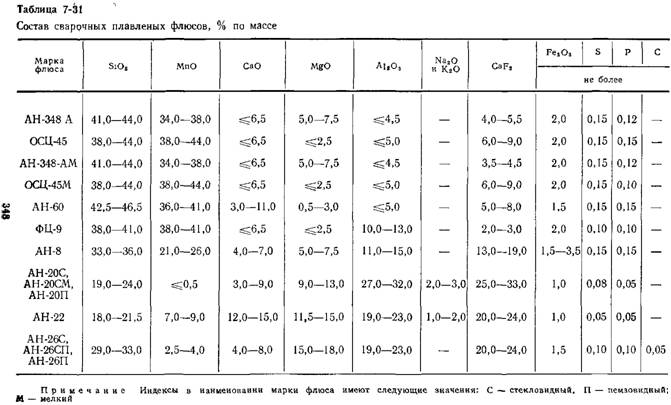
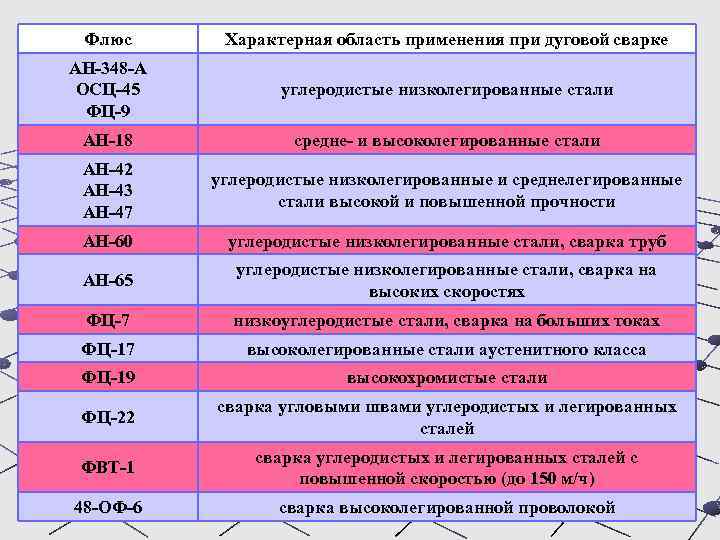
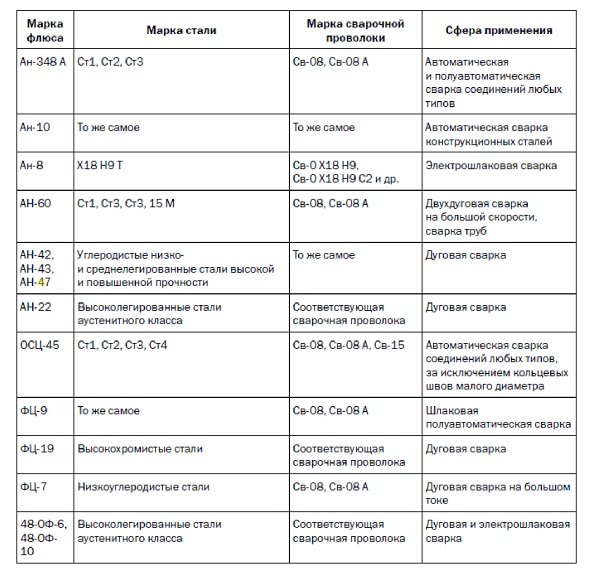
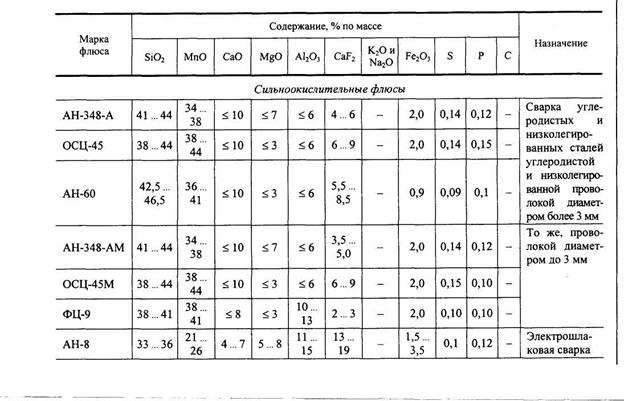
При сварке конструкционных малоуглеродистых сталей используют флюсы марок АН-348А, ОСЦ-45, АНЦ-1 и другие в сочетании с малоуглеродистыми или марганцевыми проволоками марок Св-08А, Св-08ГА, Св-10Г2.
Сварку среднеуглеродистых сталей выполняют при пониженных режимах, что существенно сказывается на производительности, поэтому, при изготовлении конструкции из среднеуглеродистых сталей данный вид сварки не нашёл широкого распространения на практике.
Высокоуглеродистые конструкционные стали содержат 0,46-0,75% углерода и свариваемость их затруднена. Для сварных конструкций эти стали не используются и необходимость в их сваривании возникает, как правило, при ремонтных работах. В большинстве случае, ремонт выполняют методом наплавки.
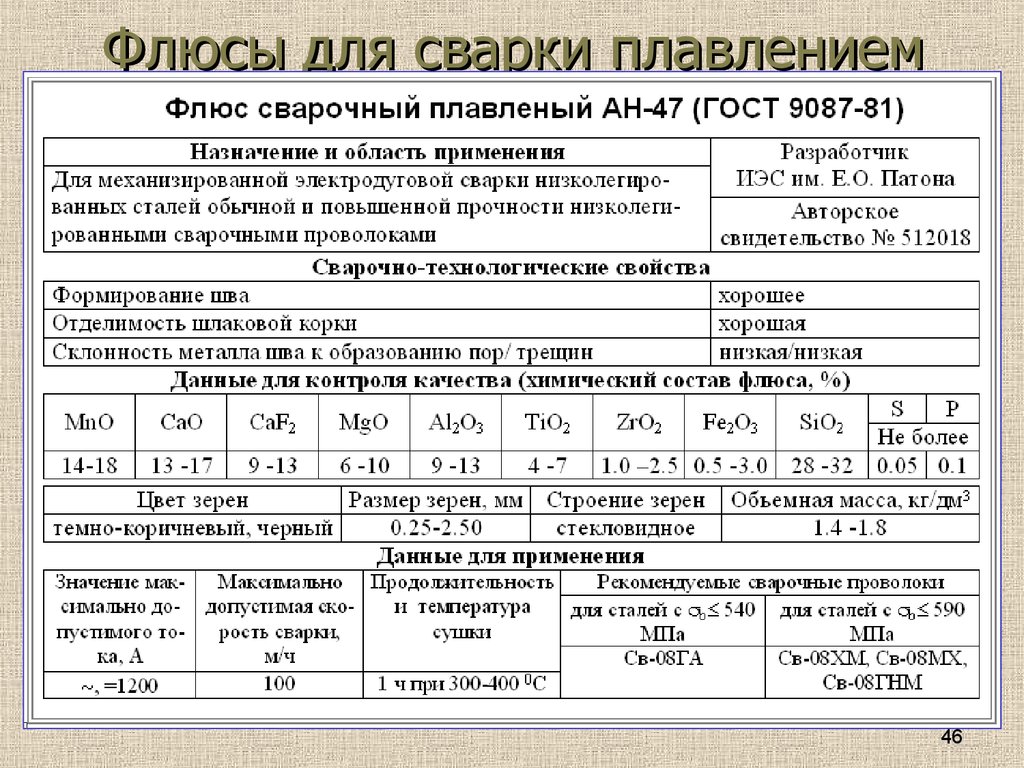
Сварка низколегированных сталей
К низколегированным сталям относят группу сталей, содержащих в составе менее 5% легирующих элементов. Оценивая свариваемость сталей этой группы, можно сказать, что при сварке под флюсом их свариваемость существенно не отличается от нелегированных малоуглеродистых сталей. Но, легирующие элементы в составе стали повышают склонность сталей к росту зёрен в зоне термического влияния, а при высокой скорости охлаждения в них могут возникать неоднородные структуры закалочного характера.
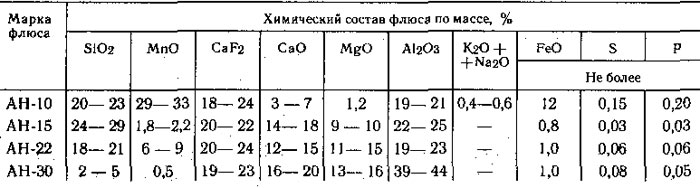
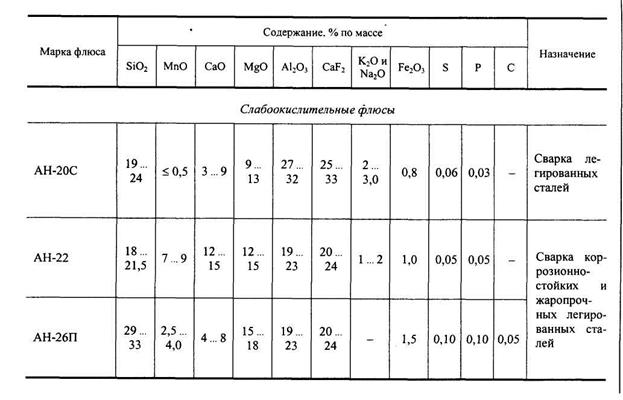
Для сварки металлоконструкций из низколегированных сталей, с температурой эксплуатации до -40°C, используют высококремнистые марганцевые флюсы марок АН-22, АН-22М, АН-47, АН-67А и другие в сочетании с легированной сварочной проволокой марок Св-10НМА, Св-08ХМ, Св-08МХ и др.
Сварка среднелегированных сталей
Среднелегированными являются стали, содержащие в составе 5-10% легирующих элементов. Для современных среднелегированных сталей характерно легирование многокомпонентное, комплексное. Легирование этих сталей только одним элементом применяется редко.
К сварным конструкциям из среднелегированных сталей предъявляются требования повышенной прочности в условиях эксплуатации, а также, нередко, коррозионная стойкость, стойкость к импульсным (резко возрастающим, мгновенным) нагрузкам. Чем выше содержание легирующих элементов, тем труднее сваривать сталь.
Одной из главных проблем свариваемости среднелегированных сталей является их чувствительность к образованию горячих трещин в сварных швах, поэтому при их сварке необходимо тщательно выбирать композицию шва. Кроме этого, необходимо использовать технологические приёмы и выбирать режимы, которые позволят получить хороший коэффициент формы шва и снизить скорость охлаждения.
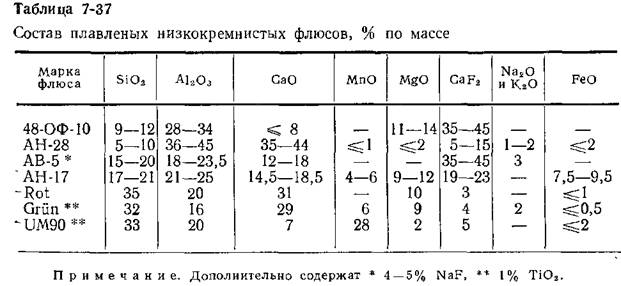
Для сварки конструкций из среднелегированных сталей сварка под флюсом получила достаточно широкое применение. Для такой сварки используются низкокремнистые флюсы марок Ан-15, АН-15М, АН-17М и бескремнистые марок АН-30, ОФ-6, АВ-4 и др.
Применение бескремнистых флюсов предпочтительно в тех случаях, когда к металлу шва предъявляются повышенные требования по ударной вязкости. В сочетании с вышеуказанными флюсами применяется сварочная проволока марок Св-20Х4ГМА, Св-08Х20Н9Г7Т, Св-10Х5М, Св-10ХГСН2МТ.
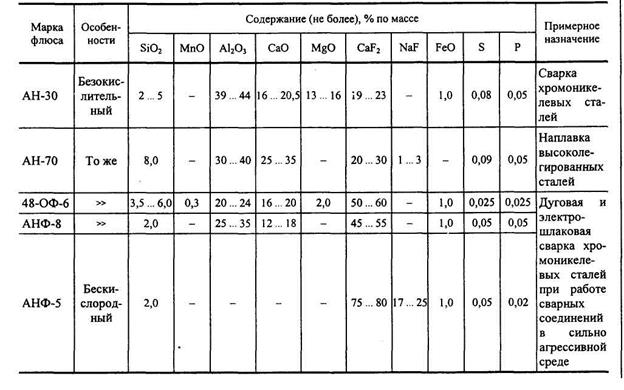
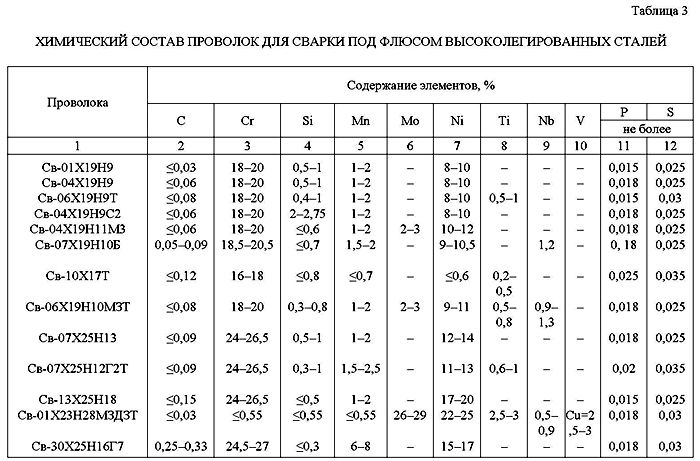
Сварка высоколегированных сталей
Высоколегированными считаются стали, содержащие в составе более 10% легирующих элементов. Сварка под флюсом высокоуглеродистых сталей нашла широкое применение в химической и нефтяной промышленности, где требуется высокая коррозионная стойкость сварных изделий и жаропрочность.
Своим широким применение для этих сталей сварка под флюсом получила благодаря постоянству процесса сварки и, как следствие, химической однородности металла шва
Это очень важно для высоколегированных сталей, учитывая, что даже незначительная химическая неоднородность металла шва может стать причиной образования в нём кристаллизационных трещин или заметно снизить коррозионную стойкость или жаропрочность
Сварка под флюсом способна обеспечить швы с гладкой поверхностью и плавным переходом к основному металлу, что позволяет повысить стойкость к коррозии по сравнению со сваркой электродами.
При сварке под флюсом высоколегированных сталей обычно применяют проволоку диаметром 2-3мм. При этом могут использоваться почти все марки проволоки по ГОСТ 224, а также многие марки проволоки, выпускаемые по ТУ, например, Св-12Х11НМФ, Св-12Х13, Св-10Х17Т, Св-04Х19Н9, ЭП467, ЭП235, ЭП497 и другие.
Для сварки жаропрочных высоколегированных сталей применяются фторидные флюсы марок АНФ-5, АНФ-8, АНФ-24 и бескремнистые флюсы марок АНФ-17, АНФ-22. Для сварки коррозионностойких высоколегированных сталей применяют флюсы с низким содержанием кремния марок АН-26, АНФ-14.
Классификация
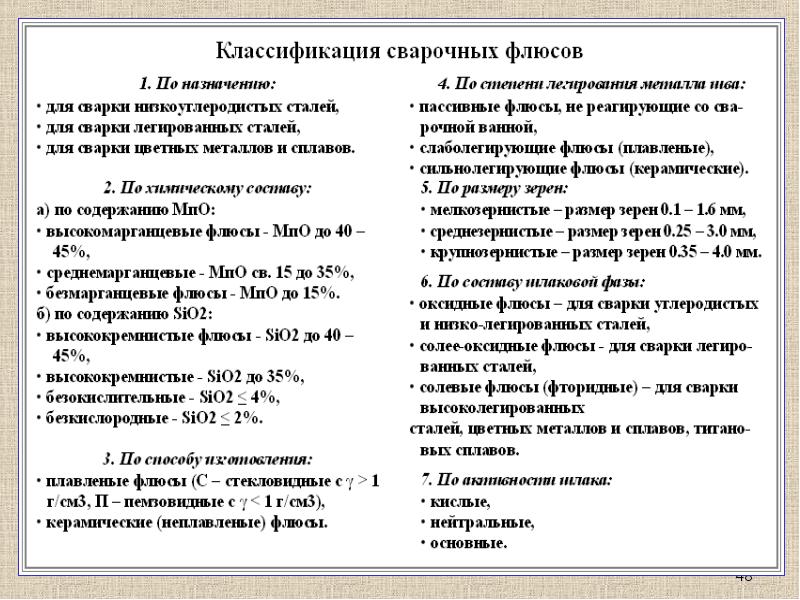
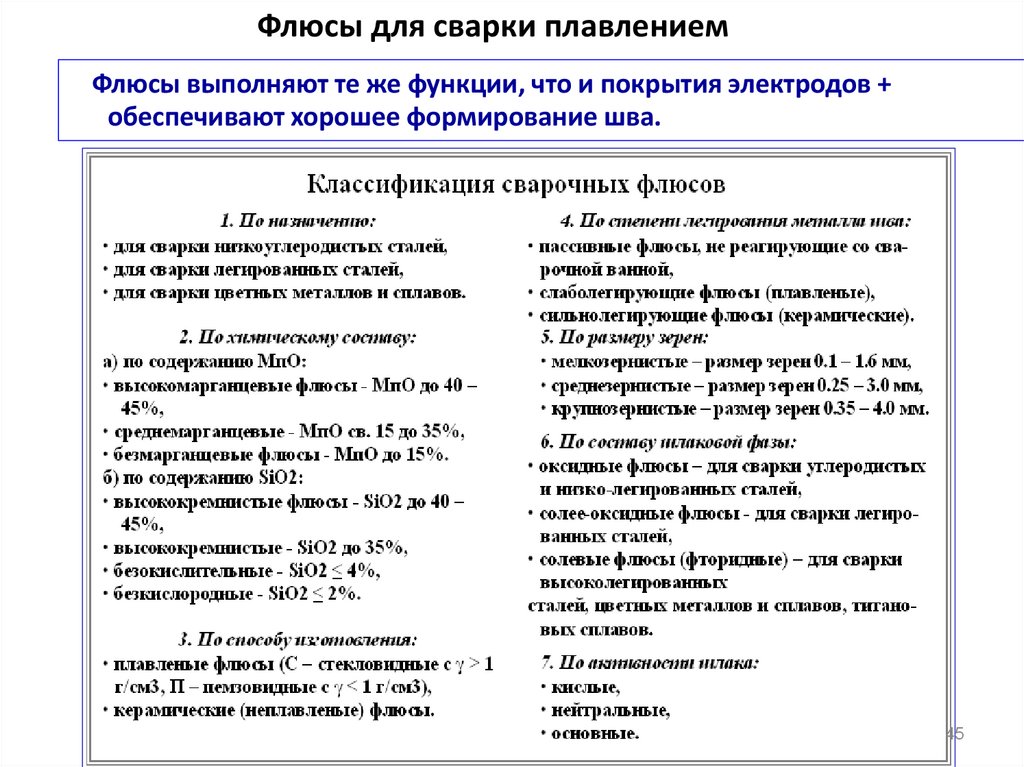
Классификация сварочных флюсов имеет четыре критерия, которые разделяют присадочное средство. Заключаются они в следующих пунктах:
- назначение флюса;
- способ его изготовления;
- структура и физические параметры;
- химический состав.
Назначение
В зависимости от состава и свойств гранулированного средства, оно может быть применено для обеспечения сварочных процессов в работе с углеродистыми, легированными и цветными металлами. Его используют для электродуговой, газовой и электрошлаковой сварки, а также работах с неплавящимися электродами. Некоторые классы флюсов взаимозаменяемы. Так, флюс для сварки алюминия, может быть использован и для создания соединений на легированных сталях. В его состав входят натрий, калий и литий, которые будут положительно сказываться и на других металлах. «Алюминиевый» флюс хорошо подойдет для сварки угольными электродами. Другие гранулированные смеси узко специализированны и не пригодны для широкого применения.
Способ изготовления
В промышленности имеются три способа производства флюса:
- Плавленные. Для этого применяют электрические или угольные печи. Компоненты шихты разогревают до жидкого состояния и, сплавляясь, образуют полезную смесь. Брикеты и комки материала разбиваются до мелких частей. В готовом виде такие порошки имеют мелкодисперсную структуру серого цвета.
- Механические смеси. Это соединение нескольких видов флюса в один состав путем физического перемешивания гранул между собой. Технология применяется для конкретных видом металлов. Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.
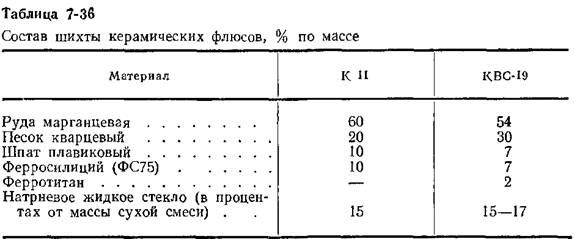
- Керамические. Соединение образовывается за счет скрепления порошкообразных веществ клеем, в роли которого выступает жидкое стекло. Альтернативным методом является спекание без сплавления. Компоненты шихты разогреваются до слипания в комки. После остывания они проходят процедуру измельчения. Благодаря недопущению сплавления сохраняются легирующие вещества.
Структура и параметры
Внешний вид и физическое строение порошкообразных средств для сварки может отличаться. Наиболее распространенными являются стекловидные зерна. Они имеют прозрачный цвет и круглую структуру. Отличаются более высокой насыпной массой, поэтому плотно укрывают соединение, защищая его от внешней среды.
Вторая категория флюсов создается в виде пемзообразного вещества. Это пенистые гранулы овальной или круглой формы. Цвет может варьировать от белого до коричневого. Порошок, из-за легкого веса, требует более высокого слоя присыпания соединения.
Химический состав
Из компонентов, входящих в состав порошкообразного вещества для присыпки сварного соединения, выделяются низкокремнистые смеси, где оксида последнего содержится меньше 35%. При этом участие марганца граничит на уровне 1%. Вторая группа — это флюсы с высоким содержанием оксида кремния, которое начинается от 35%. Третья категория называется бескислородной.
Отличаются флюсы и по степени взаимодействия с основным и присадочным металлами. Пассивные смеси только создают газовое облако, но никак не воздействуют на химический состав стали. Слаболегирующие порошки — это категория флюсов, производимая путем плавления, которые снабжают свариваемые материалы небольшим количеством кремния, марганца, и других полезных включений. Это придает шву большую прочность и ударную вязкость. Легирующие гранулированные составы обогащают металл в значительной степени, улучшая его физические и химические свойства. Швы после такой сварки лучше сопротивляются коррозии.
Классификация
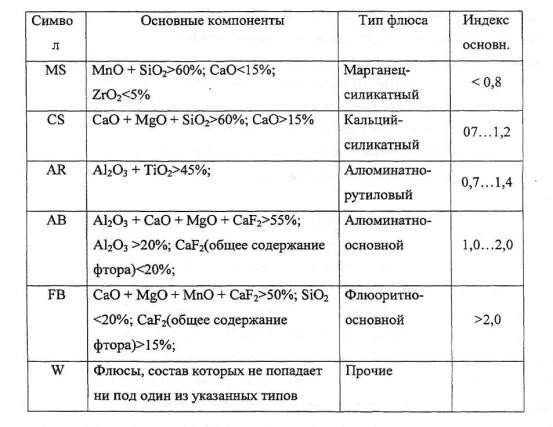
Сварочные флюсы группируют по нескольким признакам, оценивается фазовая структура, химсостав и другие важные свойства химсоединений. Виды объединяют в группы, предназначенные для какого-то одного состава металла, маркируют соответствующим образом. Главный критерий маркировки – базовая основа.
Технологии с использованием флюсов соответствуют нормам стандарта. Например, ГОСТ 8713-89 регламентирует электросварку:
- железоникелевых деталей;
- заготовок на никелевой основе;
- металлоизделий и металлоконструкций из сталей.
Основные критерии группировки сварочных защитных смесей стоит рассмотреть подробнее.
По физическому состоянию
Получаемый порошок для удобства формируют в форме:
- цементированных или стекловидных зерен (для дуговой сварки чаще используют стеклогранулы, обладающие большой насыпной массой);
- пемзообразные – легкие, пористые, овальной или округлой формы, насыпаются плотным слоем;
- газообразные состоят из фтористых и хлористых солей, моментально распадающихся при нагревании с выделением газа;
- пасты формируются на основе органических или водных растворов, сделаны для удобства пользования, когда нужно наносить равномерный слой на вертикальные, наклонные поверхности.
По химическому составу
Классификация сварочных порошков схожа с группировкой плавящихся электродов. Неплавящийся сварочный флюс востребован при соединении цветнины.


Порошки градируются по содержанию двуокиси кремния или заменителя – плавикового шпата:
- В низкокремнистых много марганца, связывающего кислород в рабочей зоне. Кремний снижает риск пористости, угнетает процесс окисления.
- В кремнистых концентрация основного компонента колеблется от 35 до 80%.
- Бескислородные – солевые, универсальные.
Источники Mn, Mg – марганцевые руды, каустический магнезит.
Теперь о взаимодействии флюсов со сплавами:
- Пассивные не влияют на диффузный слой и шовный валик.
- Слаболегирующие насыщают марганцем, кремнием, другими упрочняющими молекулами повышающими показатель ударной вязкости.
Солевые флюсы содержат хлор, фтор, кальций, натрий, барий. Оксидные – металлические окислы и галогениды. Технологи предупреждают, что увлекаться универсальными флюсами чревато. Швы не приобретут устойчивость к изгибающим и вибрационным нагрузкам.
По способу изготовления
Флюсы в больших объемах производят несколькими способами:
- Плавленые получают в электропечах. Компоненты расплавляют до аморфного состояния, затем остужают. Полученные листы или комки измельчают, просеивают через фракционные сетки. Мелкодисперсные обычно серого цвета.
- Неплавленные представляют собой механически перемешанные вещества. Минус – фракционное и химическое деление пороков при транспортировке и подаче.
- Керамические скрепляются жидким стеклом или спекаются без расплавления. Сформированные комки дополнительно разбиваются до нужного размера после остывания. Особенность – сохранность легирующих элементов в несвязанном виде.
По назначению
Для низкоуглеродистых сталей применяют оксидные смеси с содержанием:
- кремниевых компонентов от 5 до 35%;
- марганцовистых от 1 до 30%.
При выборе сварочного флюса учитывают химический состав используемой присадочной проволоки. Чем больше Mg в сухих сварочных защитах, тем меньше должно быть легирующих металлических примесей в проволоке.
Для активных низколегированных сталей нужны флюсы с содержанием галогенов щелочных и щелочноземельных металлов. Должны присутствовать хлориды, фториды элементов I и II групп периодической таблицы Менделеева.
Для высоколегированных сталей пользуются оксидами и солями. Суммарно рекомендованная доля компонентов для сварочного флюса:
- с двуокисью кремния – до 15%;
- марганцем – от 1 до 9%;
- фтором – до 30%.
Флюсы, создающие облако, применяют для:
- тонколистовой стали;
- алюминия;
- другого цветмета;
- литья из пористого чугуна;
- инструментальных ферроплавов с высоким порогом текучести.
Насыпают флюсовые композиции в соответствии со сварочной технологией, регламентированной стандартом для данного вида сварки. Возможные варианты расположения флюса:
- закрывают только свариваемые кромки;
- защищают сварочную ванну полностью, пока идет разогрев;
- присыпают подаваемую присадочную проволоку.
Некоторые группы взаимозаменяемые, другие – узкоспециальные.






