
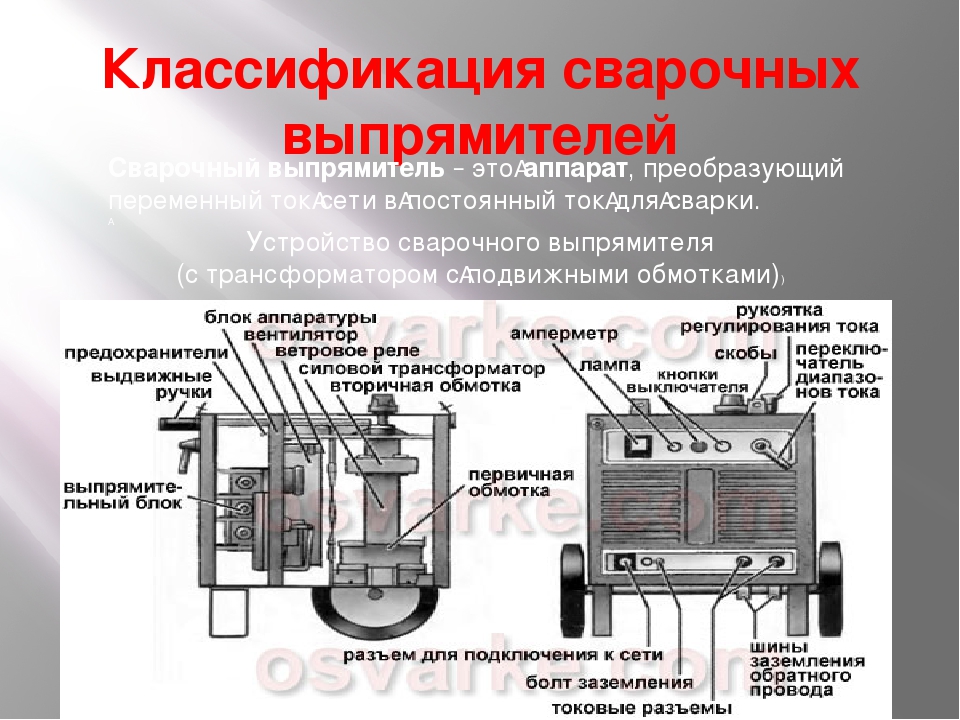
Устройство и принцип работы
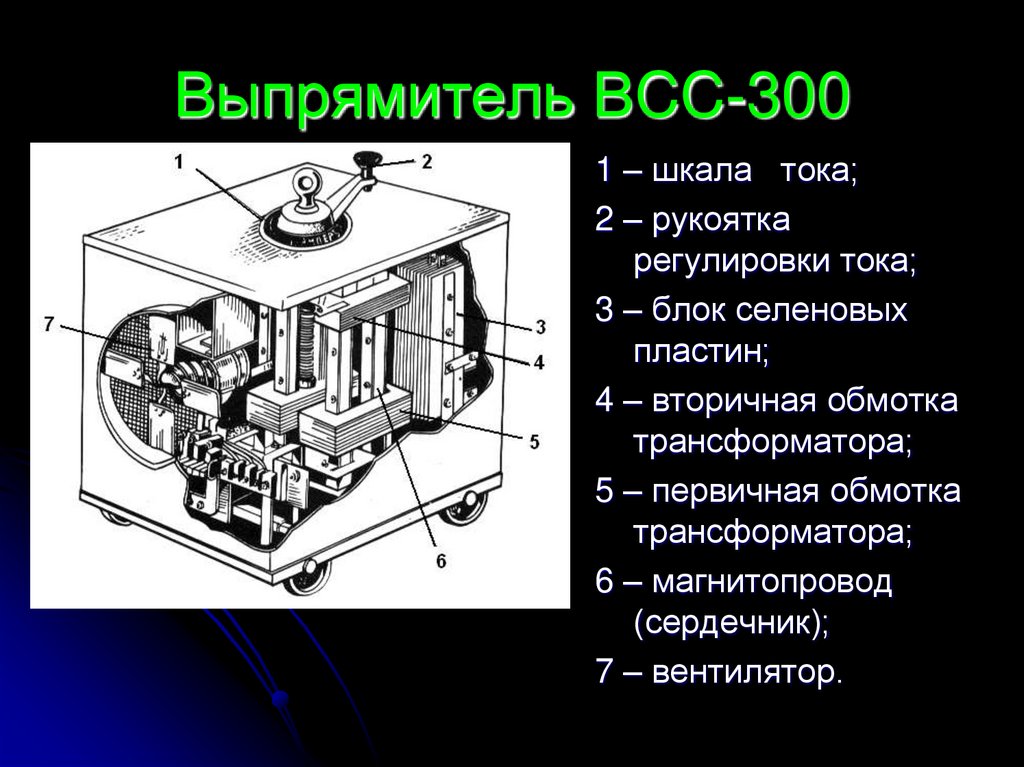
Классическая конструкция представлена сочетанием нескольких устройств, которые и обеспечивают контроль показателей тока. Основными блоками можно назвать:
- диоды;
- понижающий трансформатор;
- охлаждающую систему, которая зачастую представлена вентилятором;
- приборы для измерения показателя тока;
- регуляторы различного типа.
Устройство сварочного выпрямителя позволяет с высокой точностью проводить регулировку показателей тока. В отличие от конструкции трансформатора оно может не только увеличивать силу тока, но и делать показатель постоянным, за счет чего и обеспечивается высокая устойчивость дуги.
Устройство сварочного выпрямителя
Принцип работы сварочного выпрямителя имеет следующие особенности:
- Входящий ток изначально подается на первичную обмотку встроенного трансформатора понижающего типа.
- За счет электромагнитной индукции происходит процесс понижения значения напряжения и повышения силы тока на вторичной обмотке. Схема современного сварочного выпрямителя определяет максимальное значение напряжения при холостом ходу 48В.
- Создаваемое напряжение подается на установленные диоды. Новые модели изготавливаются при применении диодов на кремневой основе. Устанавливаются они в качестве полупроводника, который обеспечивает ход тока только в одну сторону. Именно за счет диодов обеспечивается постоянное напряжение, так как они устраняют колебание при реверсном ходе электричества.
- Стоит учитывать, что на момент работы диоды существенно нагреваются. Именно поэтому все модели сварочных выпрямителей имеют систему охлаждения, которая в большинстве случаев представлена вентиляторами. При активном применении устройства постоянный обдув воздухом позволяет снизить температуру применяемых полупроводников. Некоторые модели снабжаются датчиком, который фиксирует перегрев системы.
- Устанавливаются датчики, контролирующие напряжение. Они работают совместно с автоматом и могут отключить устройство в автоматическом режиме при высоком значении напряжения.
- Регулятор устанавливается для того, чтобы можно было выбирать напряжение в зависимости от толщины свариваемого металла.
Создать выпрямитель сварочного аппарата своими руками достаточно сложно, так как для этого нужно владеть определенными навыками работы с электротехникой. Промышленные варианты исполнения обладают высокой точностью работы и надежностью, что определят их высокую популярность.
К особенностям устанавливаемых устройств регулировки отнесем нижеприведенные моменты:
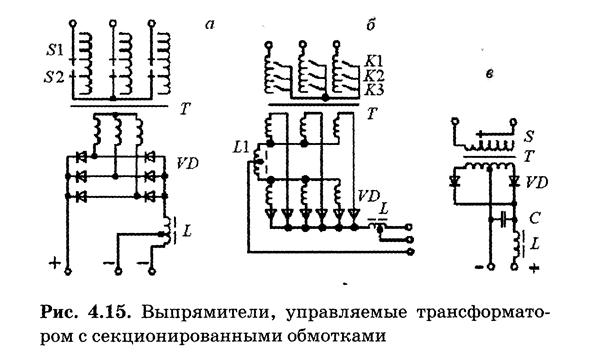
- В большинстве случаев регулировка ступенчатая. Она представлена секционным подключением обмотки.
- При ступенчатой регулировке имеет значение шаг. Для управления секционным подключением обмотки устанавливается рычаг.
- Большинство моделей для использования сильных токов имеют конструкцию, которая предусматривает отсекание части обмотки. За счет этого ток подается по короткой схеме.
Приведенная выше настройка достаточно грубая. Встречаются модели с тонкой настройкой, которая основана на применении метода дроссельного насыщения: устанавливается устройство между двумя кремневыми диодами и понижающим трансформатором. Дроссель – конструкция, представленная сочетанием нескольких катушек, через которые во время работы оборудования также подается ток. За счет переключения позиции регулятора изменяется и длина пути обмотки.
Большинство моделей имеет большую рукоятку на корпусе, за счет движения которой приводится в движение винтовой вал со вторичной обмоткой трансформатора. За счет изменения ее положения также регулируется протяженность пути, который преодолевает ток. Однако подобная настройка также характеризуется низкой точностью.
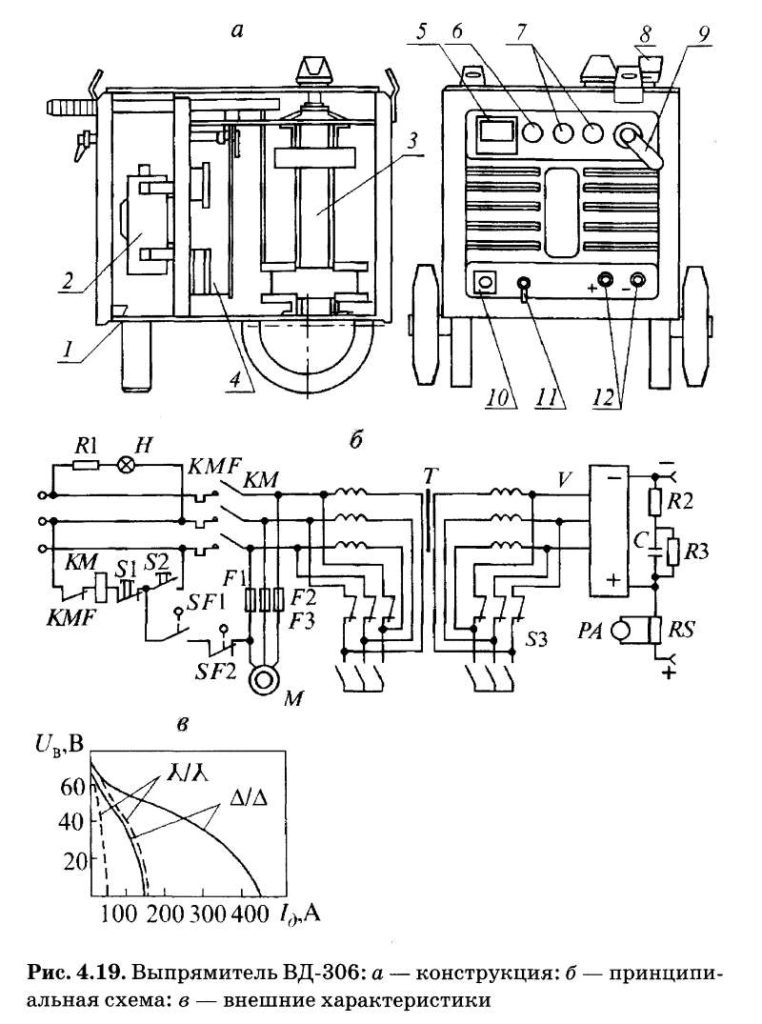
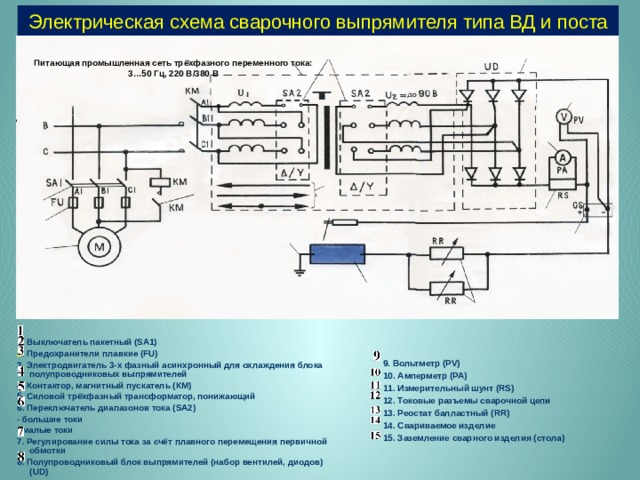
Схема сварочного выпрямителя
Практически все сварочные выпрямители имеют блок управления в виде сочетания различных рычагов и выключателей. За счет изменения их положения проводится регулировка характеристик подаваемого тока.
Виды сварки и устройство выпрямителя
Существует масса новейших методов соединения металлов и их сплавов, как правило, они основаны на лёгких и надёжных мобильных, инверторных, сварочных аппаратах. Эти изделия работают на принципе выпрямителя, но их конечные характеристики, отличаются от традиционных устройств. К относительно новым видам сварки относятся следующие способы соединения металлов:
- Сварка методом MIG/MAG, которая работает на принципах сварки металлов в активной или защитной среде газа с полуавтоматической подачей присадочной проволоки в зону плавления;
- сварка методом TIG, где процесс происходит в защитной среде инертного газа, с использованием неплавких электродов и наплавляемой полосы присадочного материала;
- сварка методом ММА, где используются принципы инвертора в режиме постоянного тока, но электроды, покрытые и возможна смена полярности.
https://youtube.com/watch?v=u7kZJEIf4Y4
Популярность высокотехнологичных методов вполне объяснима, но не утрачивает значение и использование старых методов сварки металлов. Причина заключается в предсказуемости параметров, глубине провара и использовании доступных комплектующих.
Основным недостатком метода сварки, с применением выпрямителя, кроме большого веса, является его нагрузка на питающие электросети общего использования. Это воздействие снижается за счёт питания через трёхфазное напряжение 380 V, оно же позволяет перераспределить нагрузку во вторичной цепи и создать многопостовые выпрямители.
Нулевая схема выпрямления
Рассмотреть принцип действия самого простого выпрямителя однофазного тока целесообразно на так называемой нулевой схеме. Хотя она сейчас встречается относительно редко (о чем речь пойдет далее), знание физических процессов, которые происходят в этой схеме, очень важны для понимания дальнейшего материала.
Нулевая схема выглядит так:

Трансформатор Тр имеет на вторичной стороне две обмотки, соединенные последовательно таким образом, что относительно средней точки а напряжения на свободных концах обмоток в и с одинаковые по величине, но противоположные по фазе. Выпрямительное устройство образовано двумя диодами D1 и D2, которые соединены вместе своими катодами, тогда как каждый анод соединен с соответствующей обмоткой. Нагрузка Zн присоединена между катодами диодов и точкой трансформатора.




Рассмотрим, как возникает пульсирующее напряжение на нагрузке. Сначала будем считать нагрузку чисто активным сопротивлением, Zн=Rн. Когда напряжение в обмотках будет изменяться по синусоидальному закону, то в тот полупериод, когда к аноду диода приложен положительный потенциал, будет проходить прямой ток. Поскольку напряжение на диоде составляет доли вольта, пренебрежем им. Тогда вся положительная полуволна переменного напряжения будет приложена просто к нагрузке Rн. Когда напряжение приложенное минусом к аноду, тока не будет (малым обратным током диода также пренебрежем). Таким образом, до нагрузки будем доходить лишь положительная полуволна переменного напряжения в течении половины периода. Вторая половина периода будет свободна от тока.
Вторичные обмотки соединены противофазно, нагрузка общая для обеих обмоток, таким образом, в то время, когда в одной из них (например в верхней) ток будет проходить, другая будет от него свободна и наоборот.
Поэтому в нагрузке каждый полупериод будет заполнен полуволной переменного напряжения:
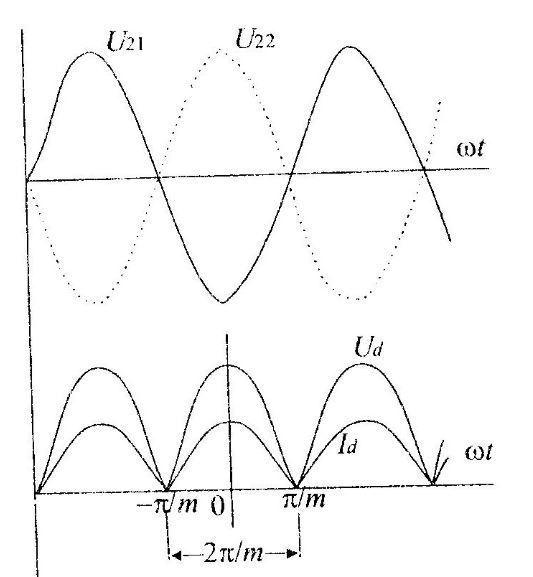
И выпрямленное напряжение Ud будет иметь вид одинаковых полуволн, которые повторяются с периодом, вдвое меньшим, чем период переменного напряжения в сети питания (2π радиан). Для обобщения, что будет удобно, далее будем считать, что период изменения выпрямленного напряжения меньше 2π в m раз и равняется 2π/m (в нашем случае m-2). Если нагрузка активное сопротивление Rн, то и ток в нем id , будет повторять кривую напряжения.
Рассмотренная схема будет иметь тот недостаток, что во вторичных обмотках по сравнению с первичной имеют место значительные пульсации тока, потому что эти обмотки работают по очереди. Поскольку они намотаны на один сердечник, магнитный поток в последнем будет переменным, поэтому и в первичной обмотке ток будет переменным, имея как положительную, так и отрицательную полуволны. Как известно из курса электротехники, действующие и средние значения тока или напряжения одинаковые только для постоянного тока. Чем больше пульсации, тем больше будет действующее значение относительно среднего. Поэтому мощности обеих сторон трансформатора не будут одинаковыми. Однако трансформатор один, и объем железа для его сердечника следует выбирать, исходя из какого-то одного значения мощности.
Советуем изучить — Гост 7746-89
Поэтому условно ввели понятие типовой мощности трансформатора, которая равняется среднему мощностей обеих сторон:
Разновидности аппаратов
В продаже встречается просто огромное количество разновидностей рассматриваемого оборудования, все они имеют свои определенные достоинства и недостатки. Классификация промышленных сварочных выпрямителей проводится следующим образом:
- однофазный;
- двухфазный;
- трехфазный.
Выпрямитель для проведения ручной дуговой сварки трехфазного типа состоит из 6-12 диодов, которые зачастую подключаются параллельно. Двухфазные характеризуются параллельным и последовательным подключением мостов.

Управляемый и неуправляемый выпрямители
Кроме этого, классификация может проводится по следующим критериям:
- Сила тока на выходе. С увеличением этого показателя существенно повышается толщина обрабатываемого металла. Если устройство выдает небольшой ток, то можно будет проводить обработку тонких элементов. Также слишком высокий показатель силы тока позволяет применять сварочный аппарат для проведения резки металла.
- Точность регулировки. Как ранее было отмечено, выпрямитель может использоваться для установки самых различных параметров тока. Чем выше показатель точности регулировки, тем более оптимальные условия для работы может себе обеспечить мастер.
- Количество выходов для подключения. Сложное сварочное оборудование может применяться для одновременного подключения нескольких держателей для электродов. Подобная модель может понадобиться в том случае, когда работу поблизости одновременно выполняют несколько сварщиков. Однако, за счет усложнения конструкции она становится больше и дороже.
- Эффективность охлаждения. Недорогие модели предназначены для бытового применения, так как могут эксплуатироваться на протяжении короткого промежутка времени. Это связано с тем, что конструкция не имеет эффективной системы охлаждения. Профессиональное оборудование может использоваться для сварки на протяжении длительного периода.
- Размеры конструкции. Как правило, сварочные работы проводятся на выезде. Доставка всей аппаратуры может быть затруднена в случае, если оно имеет большой вес и габаритные размеры. В продаже встречаются компактные модели, которые просты в транспортировке.
Большой популярностью пользуются модели трехфазного типа. Это связано с тем, что они могут применяться для работы с металлом самой различной толщины. Однопостовой выпрямитель больше всего подходить для бытового применения, так как применяется при использовании только одного держателя электродов. В продаже есть и модели, которые позволяют подключать одновременно сразу несколько электрододержателей.
Универсальные современные сварочные выпрямители выпускаются достаточно большим количеством различных производителей. Марки во многом определяют качество сборки, срок службы и стоимость оборудования.
Для бытового применения подходить инверторный выпрямитель. Подобные модели можно охарактеризовать следующим образом:
- За понижение напряжения отвечает трансформатор.
- Устанавливается выпрямляющий блок, который отвечает за подачу постоянного напряжения.
- Далее проводится преобразование в переменное электричество с высоким показателем частоты.

Сварочный выпрямитель
Подобное оборудование предусматривает использование переменного тока. Однако за счет существенного увеличения частоты подаваемого тока есть возможность применять инверторный выпрямитель для получения соединительных швов высокого качества. За счет существенного упрощения конструкции инверторы имеют относительно небольшие размеры, а также просты в эксплуатации.




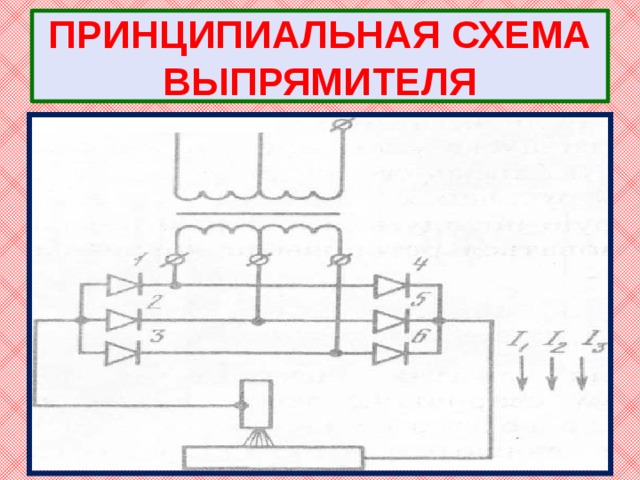
Трехфазная схема выпрямителя
Большинство промышленных источников питания для электродвигателей и сварочных применений используют трехфазное напряжение AC. Это означает, что устройство для этих цепей должен использовать трехфазный мост, который имеет шесть диодов для обеспечения полноволнового выпрямления (два диода для каждой линии трёх фаз). На этом рисунке показана электрическая трехфазная мостовая схема выпрямления.
На диаграмме вторичная обмотка трехфазного трансформатора на диоде устройства. 1D, 3D и 5D соединены вместе, чтобы обеспечить общую точку для отрицательного вывода DC выходной мощности. 2D, 4D и 6D соединены, чтобы обеспечить общую точку для постоянного положительного вывода выходной мощности.

Электронная схема трехфазного мостового выпрямителя, где он соединён со вторичной обмоткой трехфазного трансформатора. Трехфазные входные синусоидальные волны (б). Шесть полуволн для выхода DC. Хорошим правилом для определения соединений на диодных устройствах является то, что входное напряжение (U) переменного тока будет подключено к мосту, где соединяются анод и катод любых двух диодов.
Так как это происходит в двух точках моста, входное U не имеет определённую полярность. Положительный вывод для источника питания будет подключён к мосту, где два катода диодов соединены, а отрицательный вывод будет соединён с мостом и соединяются два анода диодов.
Поскольку шесть полуволн перекрываются, напряжение DC не имеет шансов добраться до нулевой точки напряжения, таким образом, среднее выходное напряжение DC очень велико.
Трехфазный полноволновый мостовой выпрямитель используется там, где требуемое количество мощности DC велико, а эффективность трансформатора должна быть высокой. Поскольку выходные сигналы полуволн перекрываются, они обеспечивают низкий процент пульсаций.
Виды выпрямителей
Существует несколько видов выпрямителей:
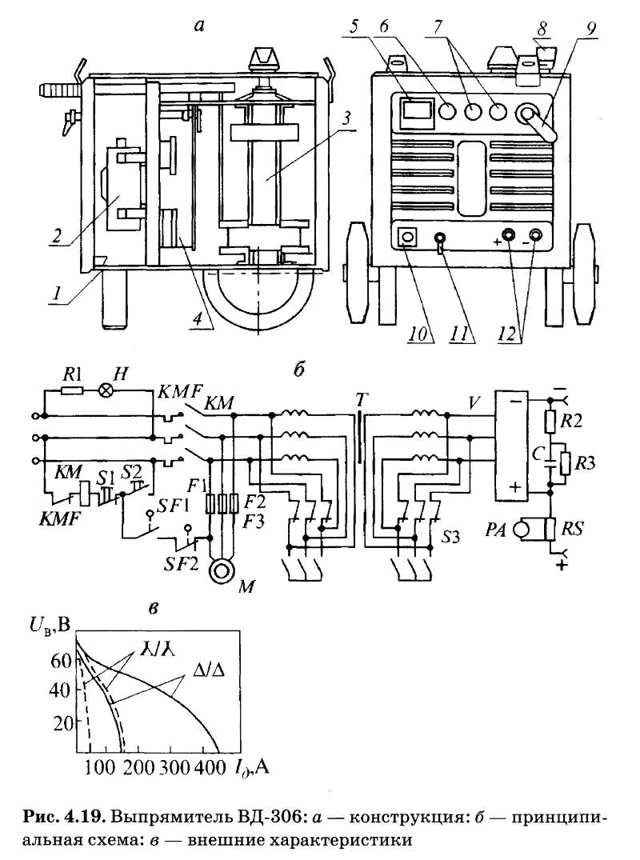
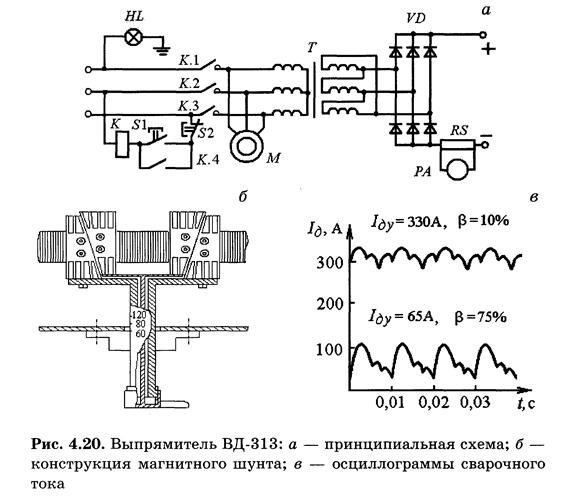
- сварочный тиристорный выпрямитель вд 313 сэ, вд 306;
- инверторный выпрямитель силовой (сварочный);
- дроссельный;
- транзисторный (универсал).
В чем разница таких аппаратов?
Тиристорные источники питания подходят для различных видов электродов при дуговой сварке и могут быть использоваться для сварочных работ на прутках.
Преимущества:
- Более высокая эффективность по сравнению с обычными выпрямителями.
- Отличные характеристики дуги, искра намного меньше.
- Одиночный ряд текущего контроля
- Легко реализуется функция дистанционного контроля
- Хорошие показатели прочности от колебания напряжения
- Подходит для использования вне помещения.
- Это сварочный многопостовой выпрямитель — вдм – 1201, 2х313, вдм-1202 с, 1001, сэлма (selma), ВС ма, 6303 с.
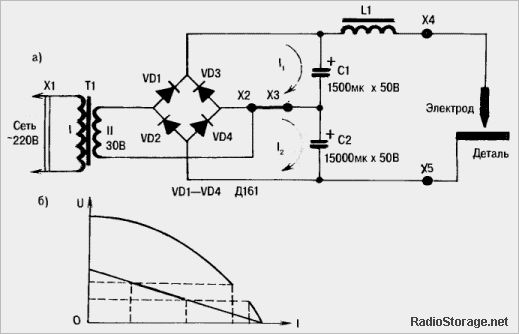
Дроссельный выпрямитель предназначен для сварки в самых тяжелых условиях эксплуатации (карьеры, шахты, трубопроводы и т.д.). Он обеспечивает сварку-полуавтомат и наплавки на токи до 650А. По полуавтоматической сварке рабочее напряжение регулируется ступенчато. Сварочный однопостовой выпрямитель представлен ВДУ 505, 504, вду 506, ДУГА проф и ДУГА индустриал.
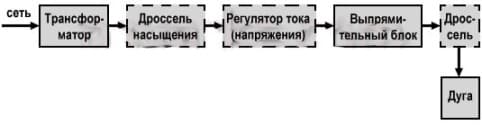 Схема: Дроссельный выпрямитель
Схема: Дроссельный выпрямитель
Система питания сварочной дуги помимо основного дросселя имеет встроенный в параметрическом отделе еще один, что позволяет значительно улучшить качество сварного шва, в связи со стабилизацией сварки. Как правило, помимо основной обмотки мощности, еще используется вспомогательная, которая служит для регулирования индуктивности дросселя и, тем самым, контролирует пик-точку при замыкании или скачках напряжения.
Инверторный выпрямитель применяется для преобразования входящего переменного тока в постоянный, представлен моделями esab, man, . Этот ток включается и выключается очень быстро, чем создает импульсные, высокие частоты постоянного тока. Типичные частоты в диапазоне от 10000 до 20000 Гц, но возможны данные до 100000 Гц. Инвертор, как и весь выпрямитель сварочный, нуждается в поверке каждые полгода. Сварочный инверторный выпрямитель представлен моделями электрон 125, вс 600, 318м1, arc, neon (накс), форсаж, power, патон, терминатор и анод (СССР).
Видео экономичной работы сварочного выпрямителя
https://youtube.com/watch?v=aCpY2NQdI2o
Транзисторные источники сварочной энергии были разработаны для точного контроля параметров сварки. Скорость работы и реакции транзисторов очень высока, следовательно, такие источники энергии можно регулировать, чтобы получить любое желаемое показание вольт-амперной характеристики между постоянным током и напряжением постоянного типа. Кроме того, можно программировать систему управления, с целью задать переменную тока и напряжения во время фактической операции сварки. Эти технические особенности делают универсальный сварочный транзисторный выпрямитель особенно привлекательным для сварки труб, вентиляционных проходов и шахт. Сварка может проводиться электродами всву.
Практически каждый мастер имеет в наличии бензиновые сварочные выпрямители (Эсва, лорис). Это достаточно удобные портативные устройства, при помощи которых удобно проводить работы на выезде или открытом воздухе. Очень хорошие отзывы про выпрямитель сварочный fubag, причем его характеристика говорит о том, что устройство подходит и для эксплуатации в локальной сети питания. Кроме того, данные аппараты часто комплектуют портативным зарядным устройством.
Если распределять выпрямители по области применения, то получим такую таблицу:
| Область применения | Название выпрямителя |
| Для наплавки металла под флюсовым слоем | вду |
| Для одновременного питания нескольких сварочных постов | вксм |
| Применяется для питания сварочного аппарата при работе с конструкционными и легированными сталями. Широко используется в коммунальном хозяйстве, быту, небольших мастерских и цехах. | вдмш |
| В холодных двигателях автомобилей часто применяется дуговой частотный универсальный аппарат | ВДУЧ и ВДЧ |
3 Подготовка выпрямителя к работе и порядок его использования
Перед тем, как начать пользоваться агрегатом (пуск после длительного простоя либо первый запуск), необходимо:
- продуть аппарат струей сжатого сухого воздуха, чтобы удалить из него пыль;
- проверить все имеющиеся контактные зажимы и затянуть их;
- зажать вторичную цепь и выполнить заземление корпуса установки;
- произвести подключение агрегата к электросети через специальное приспособление (выключатель автоматического типа, рубильник с тремя полюсами и так далее).

После запуска установки следует убедиться в работоспособности ее вентилятора. Если данный механизм выпрямителя не вращается, работать с аппаратом нельзя.


К электрической сети описываемую установку желательно подключать изолированными медными проводами сечением не менее 4 квадратных миллиметров. А сварочный кабель желательно подбирать сечением от 35 квадратных миллиметров.

Выбор конкретного режима электродуговой сварки следует осуществлять в соответствии с инструкцией для сварочного процесса. При этом нужно учитывать тип сварочного электрода и толщину обрабатываемого материала. Ток во время выполнения сварки можно контролировать по амперметру, встроенному в агрегат, и своевременно его корректировать, используя управляющую рукоятку.
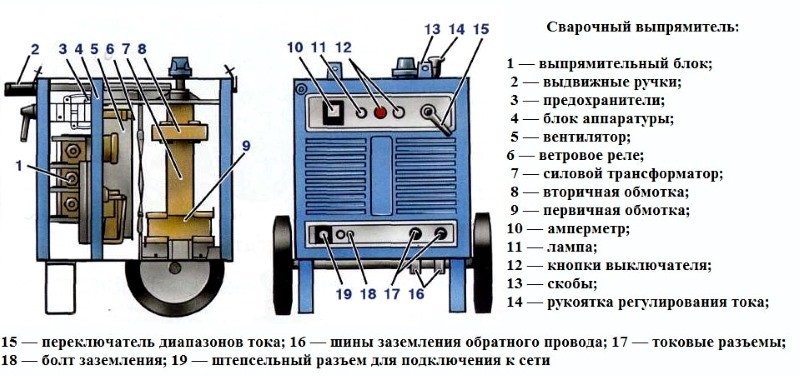
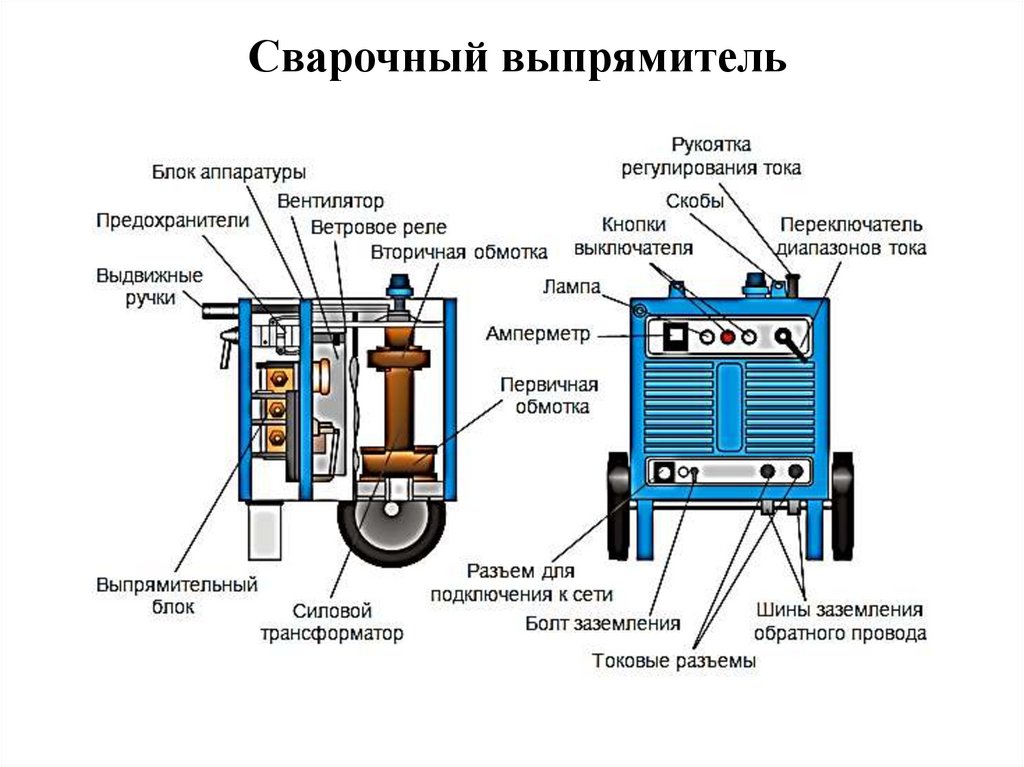
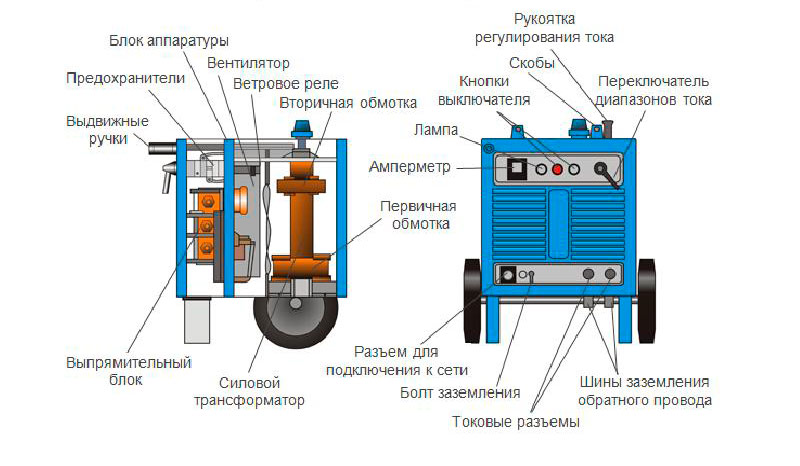
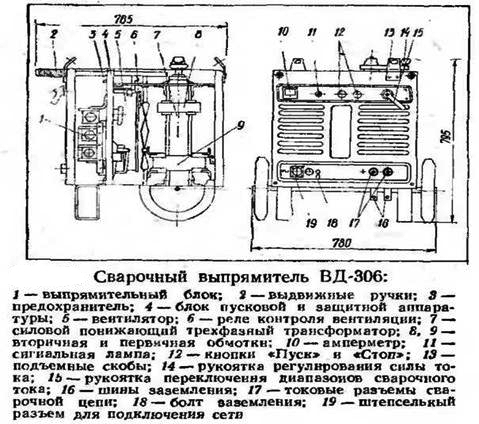
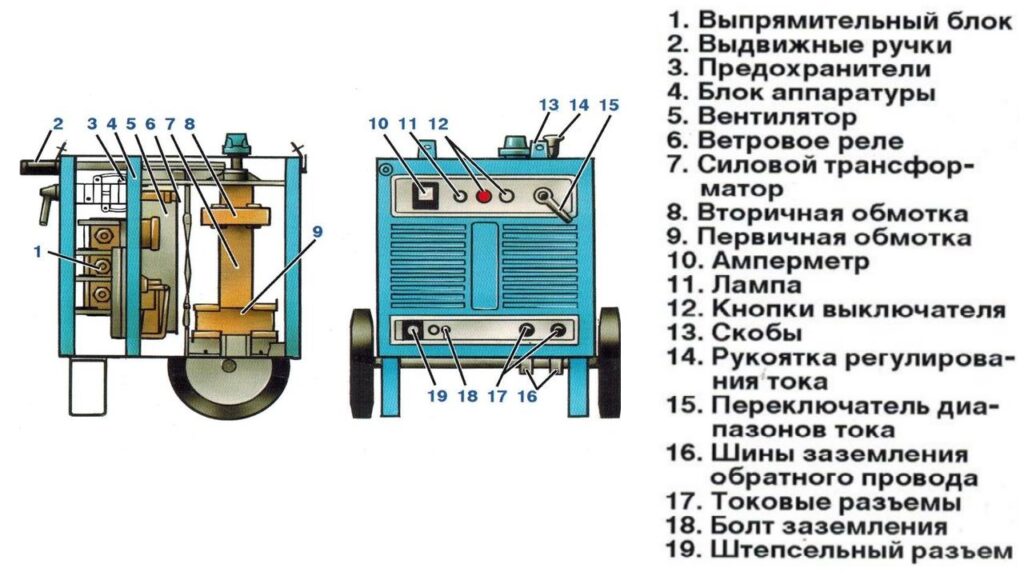
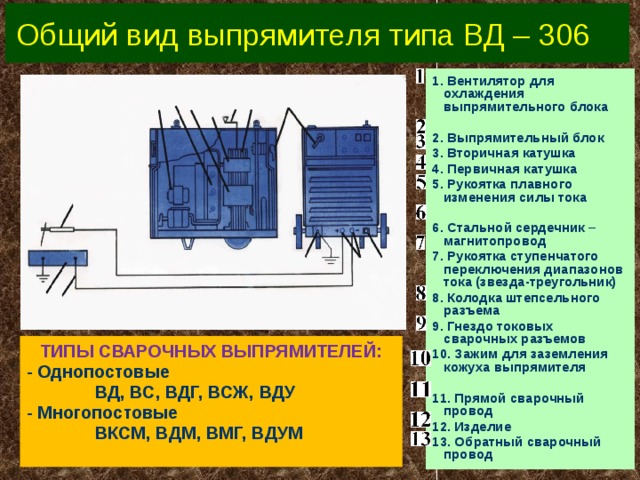
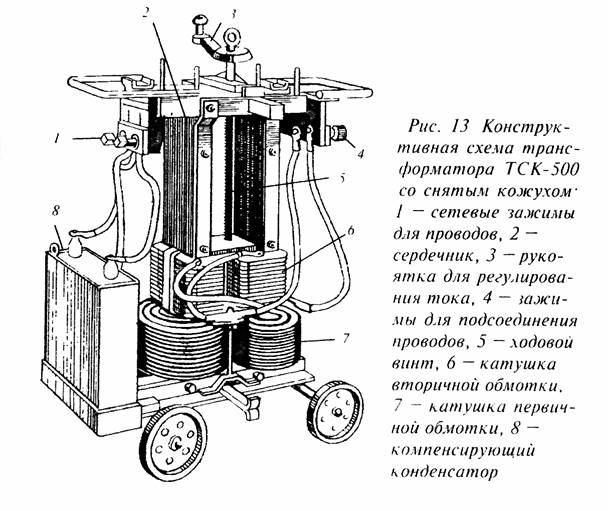
2 Конструктивные особенности и принцип работы
Сварочный выпрямитель ВД 306 является цельнокорпусным передвижным агрегатом.
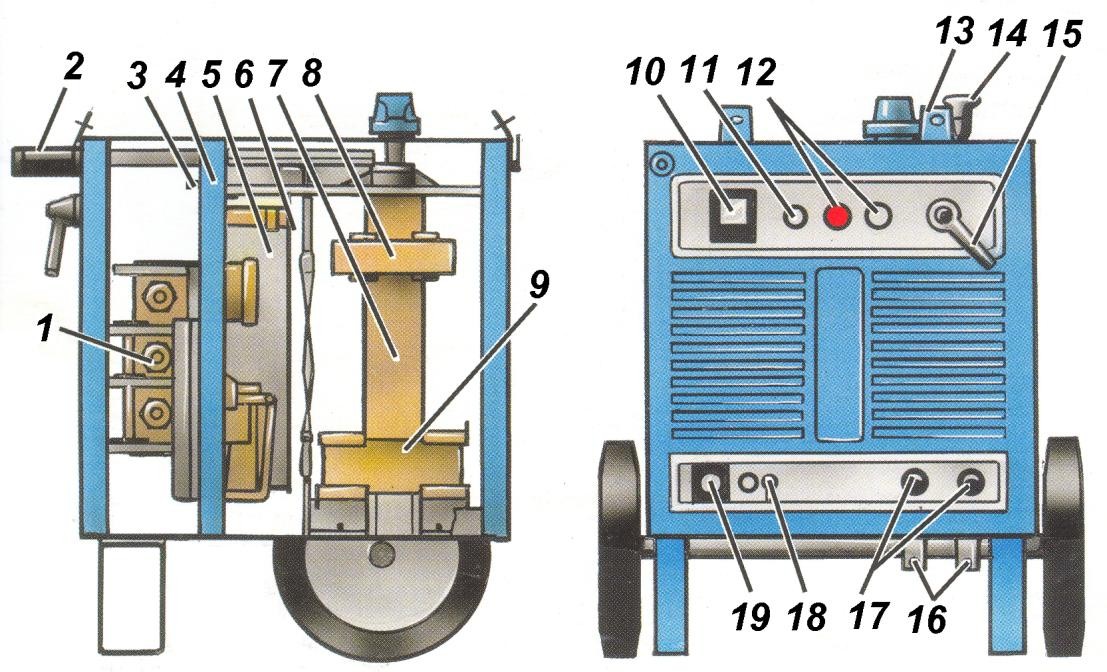
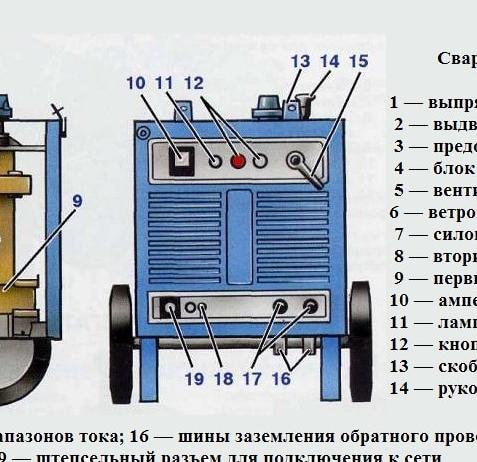
Компоненты устройства:
- герметичный кожух;
- охладительный вентилятор;
- магнитный шунт;
- автоматический выключатель с датчиком нагрева;
- блок выпрямителя;
- силовой трехфазный трансформатор.
Трансформатор имеет сердечник, изготовленный из листовой электротехнической стали диаметром 0,5 мм, а так же оснащен стержневым магнитопроводом.
Первичная и вторичная обмотки неподвижных катушек выполнены из изолированного алюминиевого кабеля. Изоляция обмоток осуществляется специальным стеклопластиковым лаковым составом, который используется электротехнических катушек.
Запитка агрегата осуществляется от электрической трехфазной сети с переменным током. Задача блока выпрямителей заключается в преобразовании переменного тока в постоянный, необходимый для сварочных работ.

Внутреннее устройство аппарата
Сила тока сварочного аппарата регулируется с помощью рукояти, размещенной на передней панели. Рукоять при вращении смыкает или размыкает магнитный шунт.
Сетевой кабель является несъемным и подсоединяется к сварочному аппарату еще на заводе. Сварочный кабель присоединяется к разъемам, помеченным символами «+» и «-».
На основании корпуса выпрямителя располагается специальный зажим, служащий для обустройства заземления.
2.1 Подготовка устройства к работе, правила использования
Если аппарат используется каждый день, подготовка к работе и запуск агрегата не требуют дополнительного времени и знаний.

Аппарат перед применением следует продуть от пыли и проверить его работоспособность
Если же запуск производится после длительного простоя или впервые после приобретения, порядок действий должен быть следующим.
- Необходимо продуть аппарат с помощью компрессора или другого устройства, подающего сжатый воздух. Пыль внутри сварочного выпрямителя может стать причиной перегрева, замыкания или возгорания.
- Перепроверить все контактные зажимы. Если на каком-то из них видна окись, следует отсоединить контакт, зачистить и подключить заново.
- Зажать вторичную цепь.
- Обустроить заземление.
- Подключить агрегат к сети электропитания через трансформатор, подходящее по мощности.
- Включить агрегат и убедиться в его рабочей готовности. Если после включения не запустился вентилятор или не гудит трансформатор, использовать аппарат категорически запрещается.
2.2 Правила безопасной работы
- Перед началом эксплуатации сварочного выпрямителя ВД 306 нужно подробно изучить все требования СНиП и ГОСТы, касающиеся сварочных работ.
- Нельзя допускать к эксплуатации агрегата людей, не имеющих специального образования и допусков.
- Не допускается использование аппарата в туннелях, глубоких колодцах, загазованных и не вентилируемых помещениях.
- Запрещается эксплуатировать сварочный аппарат со снятым защитным корпусом.
- Нельзя перемещать агрегат, подключенный к электросети.
- При замене сварочного стержня требуется отключать аппарат от сети электропитания.
- Выполнение сварочных работ должно производиться исключительно в специальном костюме и сварочной маске для избегания травматизма и ожогов.
Разновидности аппаратов
Выпрямители для сварки имеют несколько разновидностей по типу подключения диодов и параметрам входящего напряжения. Их можно разделить на:
- однофазные (с однополупериодной конструкцией, полумостовой и полномостовой);
- двухфазные (с последовательным и параллельным подключением мостов);
- трехфазные (с количеством от 6 до 12 диодов в параллельных и последовательных схемах).
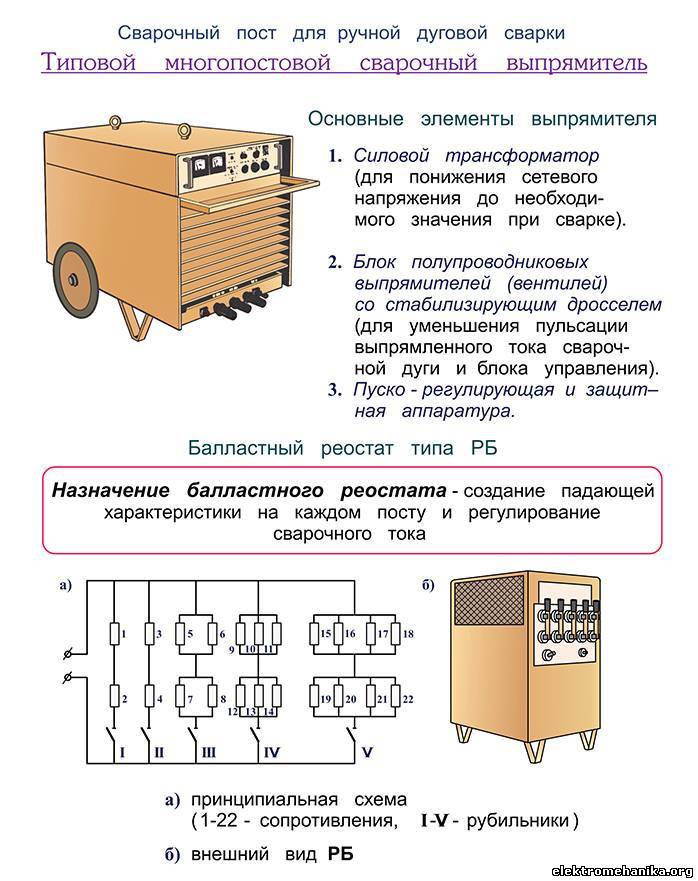
Из часто встречающихся на производстве выпрямителей применяют трехфазные модели, позволяющие работать с металлами разной толщины, и выполнять не только сварку, но и резку материалов. Встречаются и многопостовые аппараты, дающие возможность подсоединять к ним до шести электрододержателей одновременно. Чтобы обеспечить индивидуальные условия для каждого рабочего, в схему включают защиту от индукции и балластный реостат, для регулировки тока на месте.





В быту выпрямители применяются в составе сварочных инверторов. В этих аппаратах понижающий трансформатор изменяет силу тока, после чего выпрямляющий блок производит постоянное напряжение. Далее оно преобразуется обратно в переменное, но с очень высокой частотой. И хотя сварка такими устройствами выполняется на переменном токе, благодаря его модернизации, получаются качественные и ровные швы. Инверторы отличаются компактностью и легкостью.
Преимущества и недостатки
Современные сварочные аппараты отличаются хорошим функционалом и большой мощностью при скромных размерах. Наиболее компактными моделями являются инверторные. Специалисты определяют их в отдельную группу. Трансформатор в таких устройствах занимает не больше пятой части общего объема.
Основное отличие прочих выпрямителей от трансформаторов заключается в том, что они могут генерировать постоянный ток в то время как для трансформаторов эта функция недоступна. Именно такая особенность является фундаментом большого перечня достоинств аппаратов с выпрямителями:
- электрод накаляется намного быстрее, когда на него вместо переменного тока подать постоянный;
- значительно снижается непродуктивное потребление электричества и, соответственно, возрастает значение коэффициента полезного действия;
- для дуги характерна стабильность горения;
- равномерное плавление расходных материалов сопровождается минимальным количеством брызг расплава. Благодаря этому снижается вероятность травматизма среди сварщиков;
- стабильность горения дуги дает возможность лучше контролировать шов. Он получается максимально ровным и прочным;
- функционал сварочного аппарата с выпрямителем богаче, чем аналога с трансформатором;
- уменьшен расход присадочного материала. Экономия становится тем ощутимее, чем больше объем выполненной работы.
Помимо достоинств выпрямителям свойственны и недостатки:
- исключить потерю мощности полностью не удалось;
- аппараты с выпрямителями хуже работают, чем трансформаторные, в случае понижения напряжения сети;
- очень чувствительны к возникновению коротких замыканий в сети энергоснабжения. Выходят из строя при малейшем замыкании проводки;
- большая часть моделей не рекомендуется использовать в условиях повышенной запыленности или влажности.
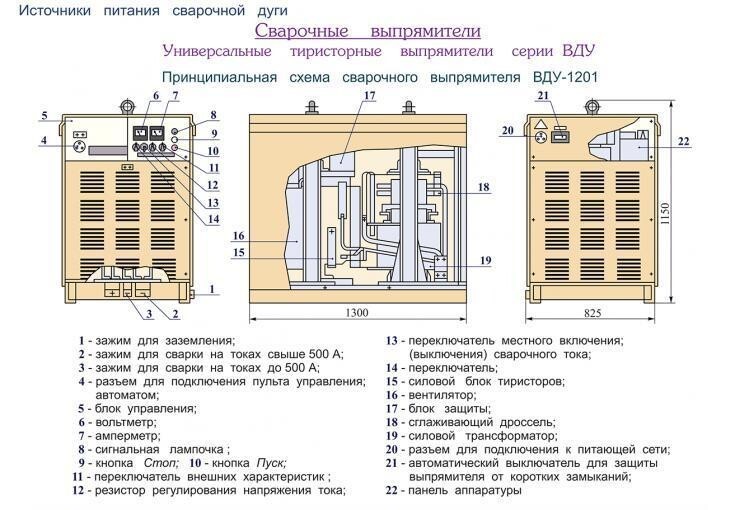
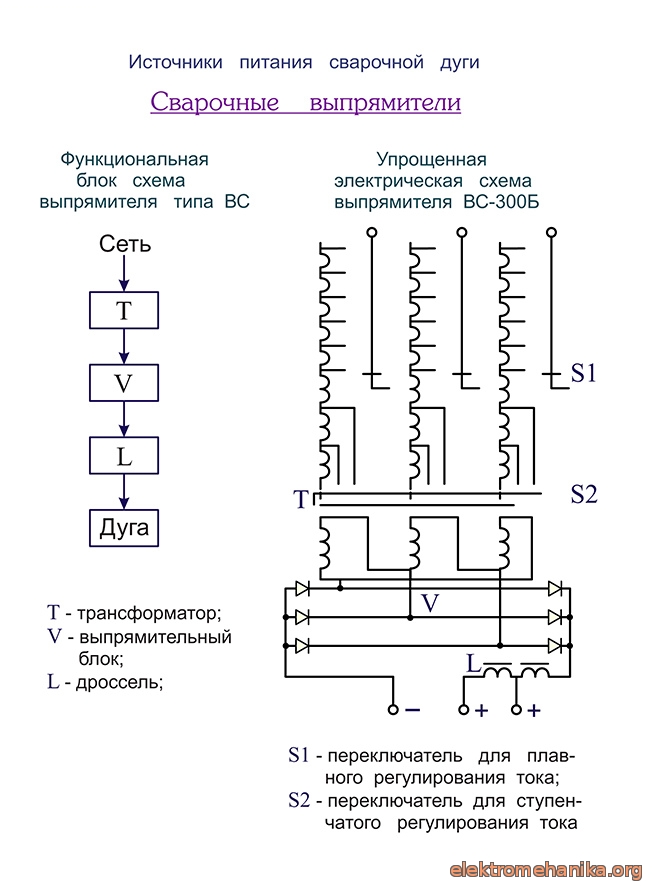
Конструктивные особенности и принцип работы
 Трехфазный понижающий трансформатор обеспечивает падающую внешнюю характеристику
Трехфазный понижающий трансформатор обеспечивает падающую внешнюю характеристику
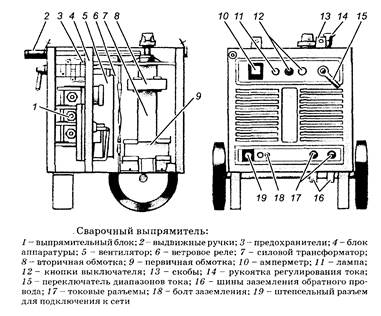
Выпрямитель состоит из узлов и деталей:
- корпус;
- панель управления;
- обмотка;
- выпрямитель;
- стабилизатор;
- предохранители;
- вентилятор.
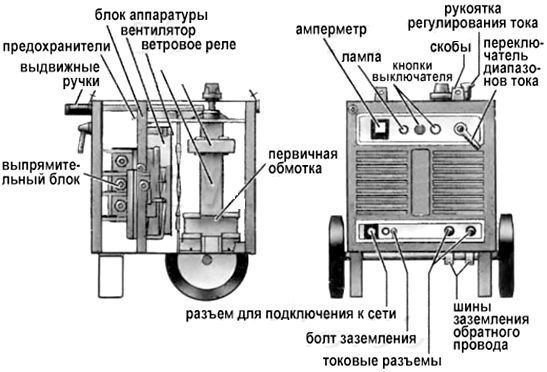
Система охлаждения принудительная, вентилятор включается автоматически вместе с оборудованием. На корпусе аппарата размещены:
- кнопочный выключатель;
- панель управления с цифровой индикацией и ручками настроек;
- амперметр;
- сетевой разъем;
- разъемы сварочных кабелей;
- сигнальная лампа;
- болт заземления.
Вращающиеся рукоятки позволяют плавно регулировать силу тока и остальные параметры. В случае перегрева происходит автоматическое отключение выпрямителя.
Комплект поставки
Сварочный выпрямитель серии ВД поставляется в комплекте:
- преобразователь тока;
- паспорт;
- кабеля питания.
Новый аппарат упаковывается в картонные коробки. На них указана модель и техническая характеристика выпрямителя. Дополнительно могут входить держатели для покрытых электродов и неплавящихся.
Разновидности

Сравнительные характеристики сварочного аппарата ВД 306 в разных конструктивных изменениях .
| Параметры | ВД-306Б | ВД-306М УЗ | ВД-306 УЗ |
| Габариты, мм | 690×360×640 | 1 040×360×315 | 660×565×510 |
| Масса, кг | 87 | 65 | 104 |
| Ток номинальный, А | 300 | 315 | 315 |
| Режим работы, % | 25 | 55 | 65 |
| Пределы регулирования тока, А | от 25 | от 30 | от 30 |
| Ток холостого хода, А | 70 | 75 | 80 |
Все указанные в таблице выпрямители имеют одинаковые показатели:
- 3 фазы;
- промышленное напряжение 380 В;
- рабочее – 32 В;
- плавная регулировка.
Цифровой дисплей и бесступенчатое регулирование позволяют точно настроить оборудование на требуемый режим.
Недопустимые условия эксплуатации
Учитывая конструкцию устройства, сварочный трансформатор ВД 306 запрещается эксплуатировать в помещениях, где атмосфера содержит:
- пыль;
- пары едких веществ;
- пожароопасную атмосферу;
- вещества, разрушающие изоляционные материалы.
Важно! Работа во вредных для аппарата условиях приводит к разрушению оборудования и подвергает опасности здоровье сварщика
Для модификаций

- трансформатор;
- выпрямитель;
- магнитный шунт;
- система аварийного отключения;
- вентилятор;
- кожух.
Выпрямитель ВД-306 питает электрическую дугу, работает с постоянным током на выходе. Производит наплавку и сварку. Подключается к промышленному току 380В.






Параметры работы ВД-306:
- ток 315 А;
- режим 60%;
- напряжение от 32 В;
- пределы сварочного тока 30 – 315 А;
- регулировка плавная.
Выпрямитель упаковывается вместе с кабелем 3 м и паспортом в обычном варианте и с климатической защитой УЗ. Степень защиты IP22. Зажим заземления расположен на основании корпуса.
Наличие в конструкции выпрямителя сварочного дросселя позволяет сваривать высоколегированные стали неплавящимся электродом в среде аргона с использованием присадочной проволоки и без нее.
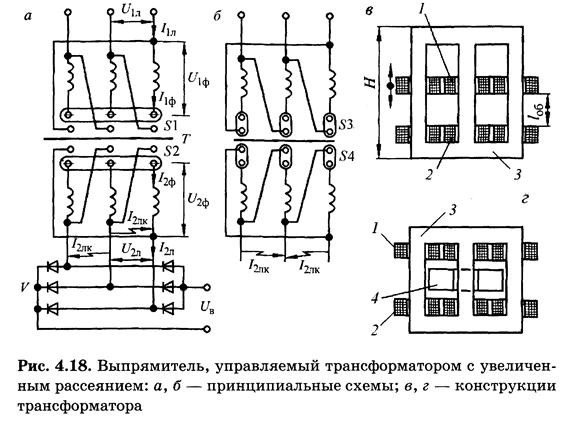
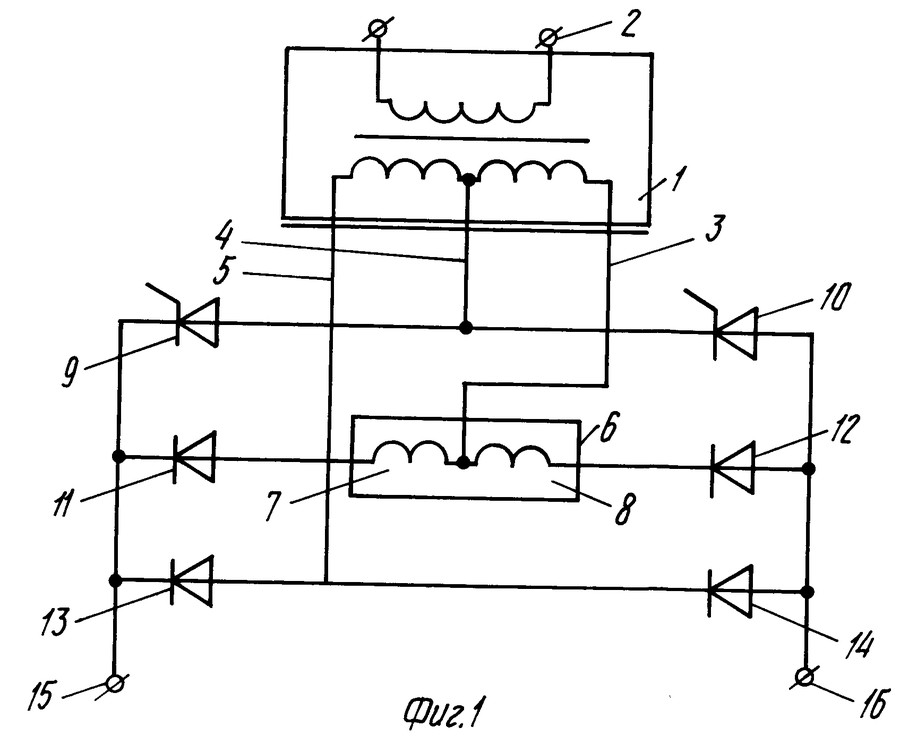
Режимы настройки и схема
Размыкание и смыкание магнитного шунта меняет индуктивное рассеивание. Смещение производится вращением рукоятки на верней части корпуса. Выставляется требуемое для работы значение тока в зависимости от используемых электродов и марки свариваемого металла.
Ток подается на первичную обмотку, затем дроссель образует насыщенное электромагнитное поле. Оно создает ток возбуждения, который стабилизируется и через выпрямитель попадает на держатель, образует дугу.
Используются и другая схема выпрямления, с помощью диодов или тиристоров в сварочных аппаратах с плавной регулировкой
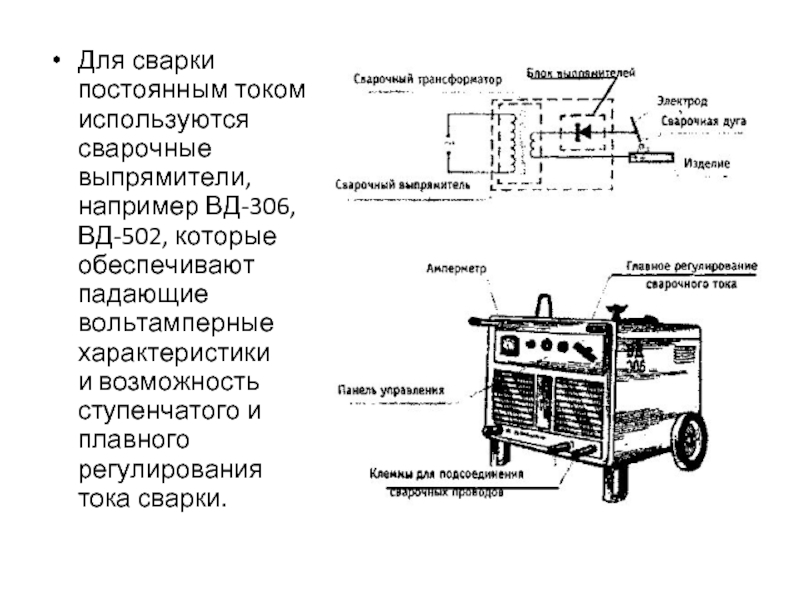
Применение выпрямителей
Рассматриваемые устройства пользуются спросом как среди новичков, так и профессионалов. Основное предназначение – сварка покрытыми электродами на различных видах стали. Технические характеристика большинства агрегатов позволяют работать с электродами различного сечения, до 6 мм включительно. Некоторые модели рассчитаны на использование электродной проволоки – они являются основным узлом полуавтоматов.
Давно налажен выпуск выпрямителей для работы в среде защитного газа неплавящимися электродами.
Аппараты большой мощности способны работать с металлом, толщиной до 50 мм. Подобная технология соединения требует предварительной подготовки кромок. Реверсивная регулировка позволяет опытному сварщику работать с тонколистовыми материалами, толщина которых составляет 1-1,5 мм.
Помимо соединения выпрямители активно используются при электрической резке металла. Данная технология подразумевает использование аппаратов имеющих большую силу тока.
Заключение
Сварочный выпрямитель – источник повышенной опасности. В процессе эксплуатации необходимо соблюдать все требования инструкции завода-изготовителя, а также общие требования нормативных документов по охране труда. Следует помнить, что здоровье человека – его главная ценность.
Сварщик 6-го разряда Шатилов Александр Геннадьевич, опыт работы – 17 лет: «Я работаю сварщиком металлоконструкций на металлургическом заводе. Основное оборудование, на котором приходится работать – многопостовые сварочные выпрямители серии ВД/ВДМ симферопольского завода. В целом, это достаточно надежные аппараты, которые не нуждаются в особом уходе. Единственное требование к эксплуатации в условиях металлургического завода – регулярная очистка от пыли. Для этих целей мы пользуемся сжатым воздухом из воздушных магистралей. Пыль здесь содержит отходы металлургического производства, а потому работа в течении двух смеем без очистки ведет к гарантированной поломки. Коллеги на прошлом ремонте подтвердили эту гипотезу на собственном аппарате, во время проведения капитального ремонта агломашины





