
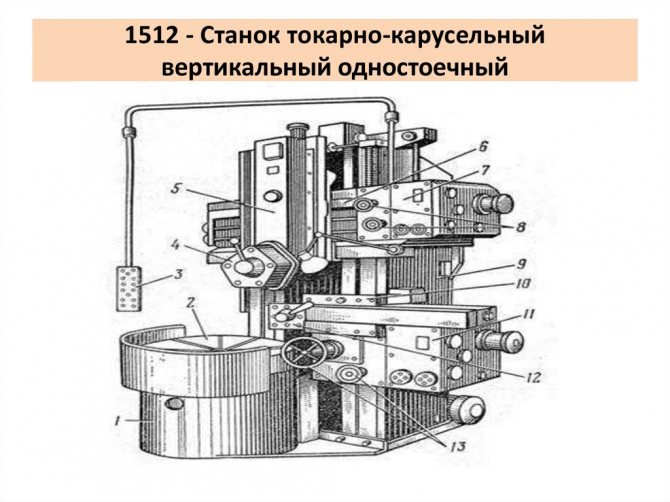
Отечественные модели серий 1512, 1516 и 1525
Завод станкостроения имени Г. М. Седина – вот какое учреждение считалось главным среди производителей во времена СССР. В 1953 появился первый карусельный агрегат. Проектировка в данном направлении проводилась специалистами предприятия.
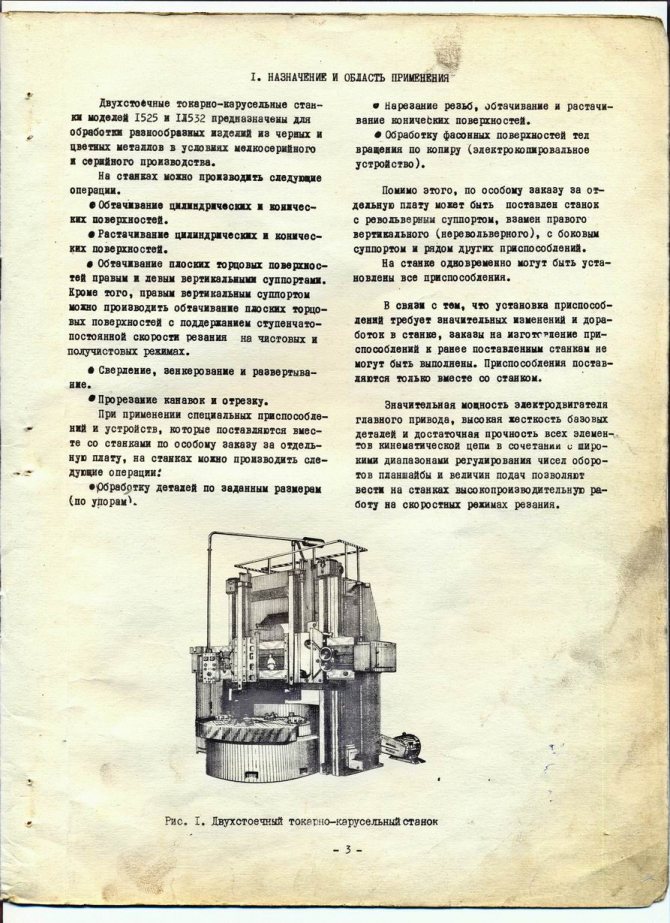
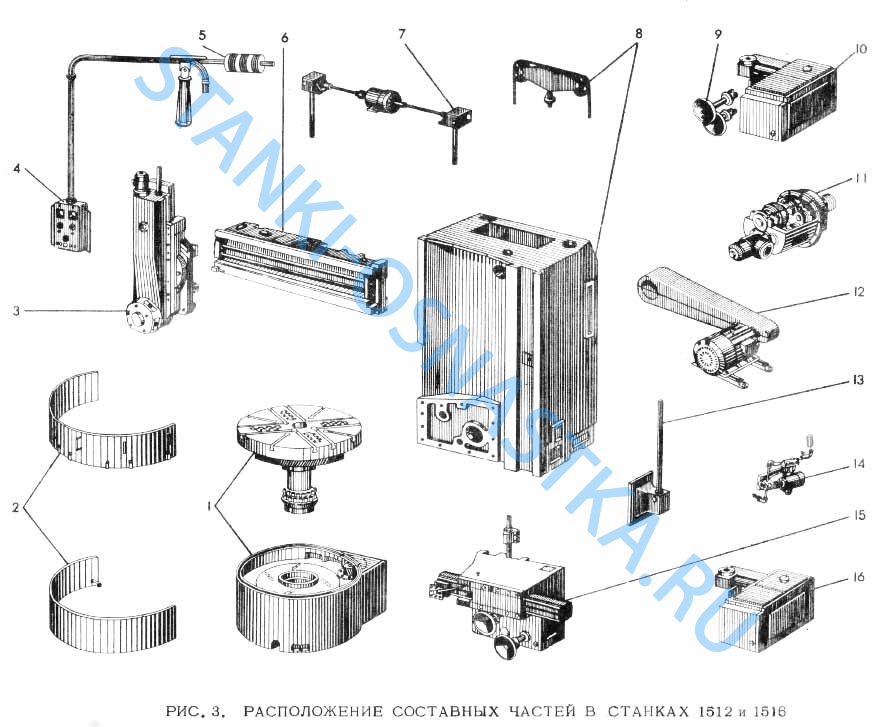
После того момента токарно-каркусельные станки стали главной специализацией завода. Станки этого предприятиях до сих пор активно применяются во многих сферах промышленности. Серии 1512 и 1516 получили максимально широкое распространение. Это устройства универсального назначения, с одной стойкой. Назначение – мелкосерийная обработка деталей из цветных и чёрных металлов.
Функционала станка хватает, чтобы выполнить токарную работу любой разновидности.

У некоторых вариантов устройств были планшайбы самоцентрирующейся конструкции. Благодаря чему технические возможности агрегатов начинали расширяться.
Станок 1525 – двухстоечная разновидность оборудования, которая была выпущена тем же заводом имени Седина. Отличительные особенности – реверсивные движения у планшайбы. Имеется так же два верхних поворотных суппорта. С помощью двух муфт владелец без труда выберет интервалы частот у вращения в том или ином случае. Скорость, на которой работает двигатель, корректируется преобразователем-транзистором. Для этого используется бесступенчатая схема.
Указанные выше разновидности станков при необходимости дополняются ЧПУ. Тогда устройства работают на основе программного комплекса.

Устройство станка
Коробка скоростей
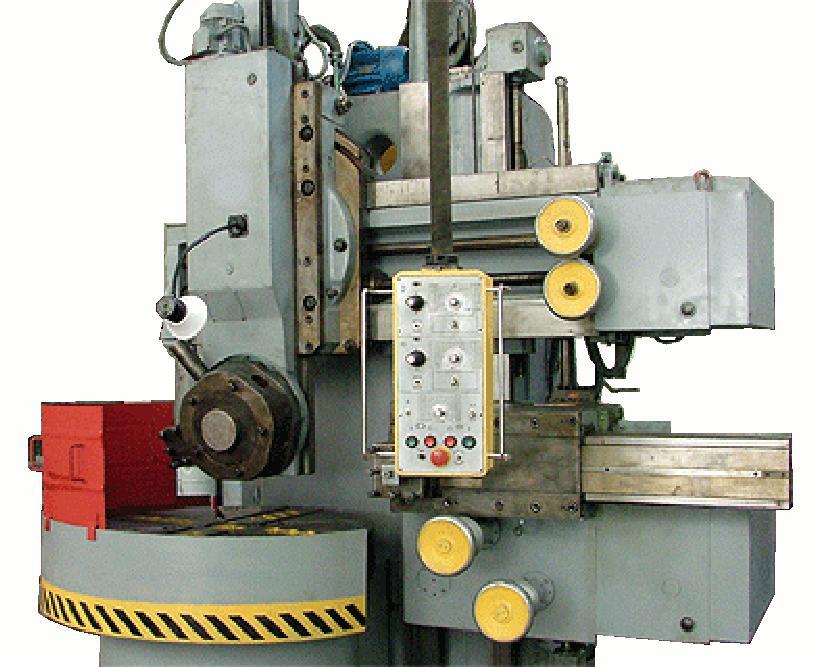
Взаимодействие оператора с коробкой переключения скоростей происходит посредством ручного пульта, вынесенного за пределы зоны обработки на специальном подвесном устройстве. При этом оператор имеет возможность перемещаться вокруг детали, не отрываясь от органов управления станком.
Изменение передаточных чисел на входе и выходе коробки скоростей осуществляется управляемым сцеплением шести валов с шестернями. Для обеспечения плавности передачи движения все шестерни выполнены косозубыми и находятся в постоянном сцеплении. Воздействие на шестерни происходит через электромагнитные муфты, соединенные с блоком управления. Широкий диапазон и плавность переключения передач обеспечивается различными комбинациями включения и выключения муфт.
Вместо специальных тормозных устройств в коробке скоростей для остановки вала применяется одновременное включение нескольких муфт в двух различных кинематических цепях. В зависимости от частоты вращения и массы заготовки время торможения составляет от 3 до 11с.
Из-за большой массы вращающихся частей придание закрепленной детали угловых скоростей, близких к максимальным, происходит ступенчатым изменением передаточных чисел между главным силовым электродвигателем и вертикальным шпинделем.
Станина
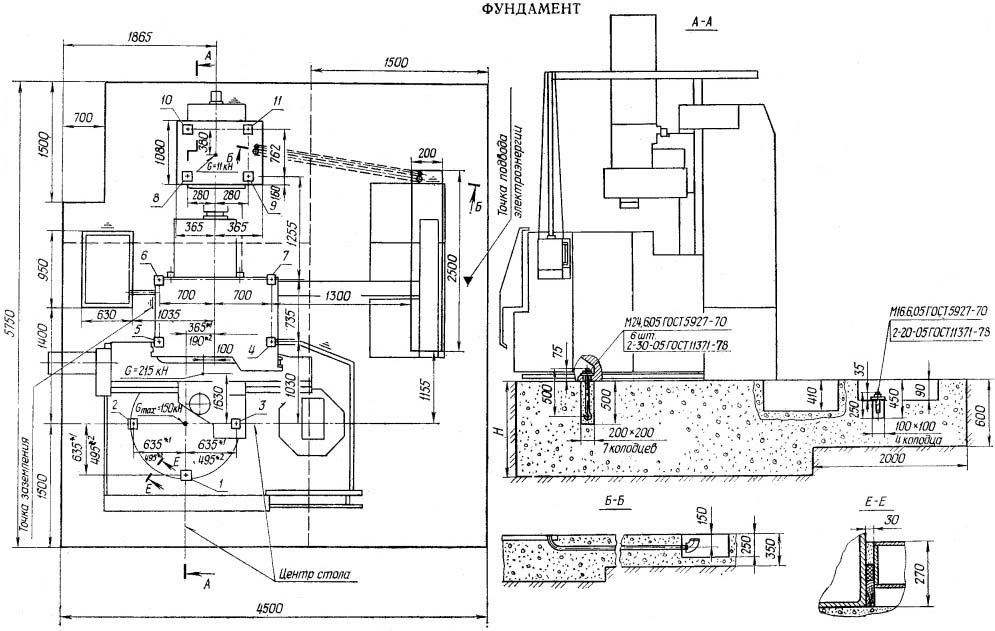
Станина объединяет все основные составляющие станка, обеспечивая их корректное взаимное расположение и характер движения. Соединение стола и платформы закрепления детали производится шпильками, благодаря чему обеспечивается отсутствие вибраций и жесткость стыка, что облегчает обработку деталей с высокой точностью.
СОВЕТ: При выборе расположения рабочего места станка в цеху есть смысл разместить оборудование таким образом, что бы была возможность установки массивных деталей с применением местной кран-балки.
Внутри станины расположена коробка скоростей. Под коробкой скоростей расположена емкость, используемая в качестве резервуара для смазывающего вещества, из которого питается главная система трубок подвода смазки стола и коробки скоростей.
Между планшайбой и верхней частью стола имеется развитая система канавок, служащая для отвода выходящей из корпуса стола смазки. Отвод масла работает таким образом, чтобы отходы обработки детали не попадали в зазор между двумя вращающимися поверхностями.
Между обрабатываемой деталью и оператором отсутствуют какие либо защитные щитки в пользу лучшего визуального контроля процесса резания.
На боковой стенки станины расположен шестеренчатый масляный насос, обеспечивающий подвою масла ко всем рабочим элементам через трубки.
Верхний суппорт
Конструктивно верхний суппорт включает в себя следующие составляющие: револьверную головку с держателем, линейно перемещающимся вдоль угловых салазок; поперечные салазки, расположенные снизу и совершающие перемещения вдоль поперечины по горизонтали; угловые салазки, расположенные сверху на поворотной части; приводы автоматических подач суппорта, проворота и установки револьверной головки.
Суппорт приводится в движение по горизонтальным направляющим поперечины через ходовой винт, находящийся в перманентном зацеплении с главным червячным валом коробки управления подачами.
Для устранения возникающего во время длительной работы люфта, поперечные салазки оснащены штифтами и клиньями, расположенными с обратной стороны и обеспечивающими поддержку салазок на продольных направляющих. Для регулировки расстояния между суппортом и нижней направляющей служат два демпфирующих приспособления, конструктивно представленных в виде смонтированного на игольчатом подшипнике ролика, катящегося вдоль горизонтальной поперечины.






Токарно-карусельный одностоечный станок 1512 серии Ф1/Ф2/Ф3
Потребность в использовании токарного карусельного оборудования возникает при обработке средних и крупных заготовок со значительной массой, в этом случае мощностей обычных винторезных станков недостаточно. Типовой моделью из этой группы является станок с маркировкой 1512, в свое время выпускаемый Краснодарским СЗ им. Сечина в различных комплектациях и обладающий универсальными характеристиками. Расценки на данное оборудование зависят от состояния (от 400000 рублей и выше для б/у станков, нуждающихся в замене отдельных узлов, от 3 млн. – после капитального ремонта).
Функциональные возможности и модификации
Принцип действия данного станка основан на обработке вращающейся и закрепленной с помощью кулачков к планшайбе заготовки посредством перемещения горизонтального суппорта с 4-позиционным резцедержателем, контролирующим операции с наружными поверхностями, и вертикальным с автоматически поворачиваемой револьверной головкой, используемый при точении, сверлении и подрезке с внутренних сторон. Все рабочие углы агрегата закреплены на надежной и устойчивой станине из чугуна, пульт управления с целью обеспечения безопасности работы токаря размещен на специальном подвесе, расположенном вне зоны реза и сверления.
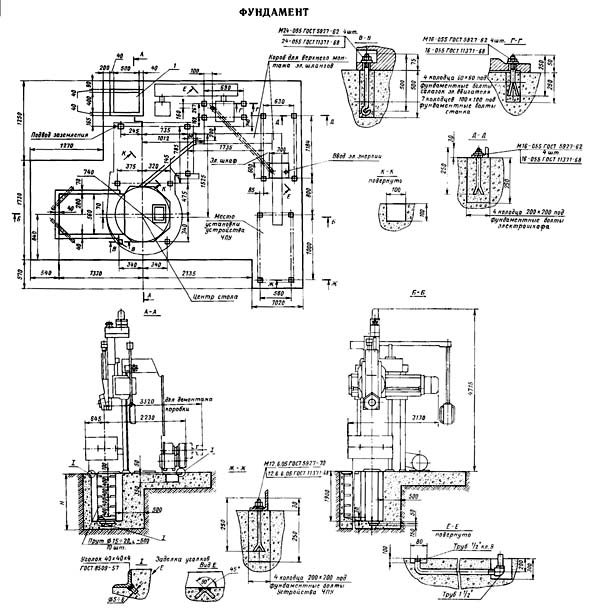
Станки модели 1512 успешно используются при высокоскоростной обработке черных металлов, цветных сплавов, закаленных сталей и других твердых материалов с диаметром заготовки до 1250 мм, высотой до 100 см и массой до 3200 или 5000 кг (в зависимости от комплектации). Устройство эксплуатируется в условиях серийного и штучного производства и нуждается в стационарной установке и собственном фундаменте из-за большого места. В базовом исполнении (вертикальном револьверном и обычном боковом суппортах) станок задействуется для цилиндрического и конического обтачивания и накатки, сверления, зенкерования, подготовки и расширения отверстий, подрезки и обработки плоских чистовых поверхностей и уступов, прорезания круговых канавок.
При расширении комплектации становится возможной:
- Обработка заготовок по заданным размерам с помощью дополнительных упоров.
- Накатка резьбы.
- Обтачивание и растачивание сферических, фасонных и нелинейных поверхностей, в том числе с помощью электрокопировальных устройств.
- Глубокое сверление.
- Выполнение шлифовальных и приторных работ, прокатка роликами.
- Обработки заготовок с охлаждением.
При необходимости модель 1512 дополнительно оснащается самоцентрирующейся планшайбой, обеспечивающей ручной зажим детали, но при выборе такого исполнения становится невозможным подключение СОЖ. В остальных случаях комплектация карусельного оборудования не ограничена, любые приспособления и упоры могут устанавливаться единовременно с системой охлаждения. К учитываемым особенностям доукпомлектации модели 1512 относят невозможность или сложности внесения дополнительных узлов после изготовления станка, заводы не принимают заказы на усовершенствование б/у оборудования.
В конечном итоге благодаря сочетанию высокой мощности главного привода, жесткости и прочности отдельных узлов, широкого диапазона регулировки скоростей подачи и частоты оборотов карусели делают возможным работу станка в любых режимах, включая скоростную, максимальная производительность наблюдается при подключении СОЖ и ЧПУ. Данный токарно-карусельный металлообрабатывающий станок задействуется в разных отраслях, но чаще всего его приобретают судо- и машиностроительные предприятия, заводы по выпуску среднесерийных и штучных деталей. При оценке целесообразности покупки этого оборудования учитывается потребность в собственном основании, подключении к трехфазной сети и обслуживании опытным токарем, в частных целях модель практически не используется.
Выпускаемые ранее модификации данного оборудования имеют маркировку:
- 1512 (универсальный одностоечный),
- 1512Ф1 (то же, с устройством цифровой унификации),
- 1512Ф2 и Ф3 (с ЧПУ).
Цифры 1512 в маркировке, означают что данное оборудование относится к токарным станкам карусельного типа с максимальным ᴓ обрабатываемой заготовки в 1250 мм. Остальные рабочие характеристики соответствуют требованиям ГОСТ 44-93 и указываются в техпаспорте оборудования. Ближайшими аналогами являются современные станки Краснодарского СЗ им. Сечина и итальянская модель IMT Intermato NTM 12.16, минимальная стоимость последних в новом состоянии составляет 10 млн. рублей.
Описание гидравлической схемы карусельного станка модели 1541
Управление главным приводом станка. При установке рукоятки выбора частоты вращения планшайбы в положение, соответствующее требуемой частоте вращения, подготовляется цепь переключения электромагнитов распределителей 6, 7, 8, 9, 10. Насос 3 через фильтр 1 и обратный клапан 2 всасывает масло из гидробака и через пластинчатый фильтр 4 по линии 29 подает его к распределителю 26, который в это время выключен. Затем масло по линии 35 через игольчатый дроссель 24 попадает под поршень-фиксатор цилиндра 22 фиксации положения шестерен и поднимает поршень-фиксатор вверх, освобождая при этом штанги переключения шестерен коробки скоростей. Поднявшись вверх, поршень-фиксатор открывает доступ маслу к маслораспределителю и из него в соответствующие выбранной частоте вращения полости цилиндров переключения шестерен. Электромагниты распределителей 6, 1, 8, 9, 10 включены.
При нажатии кнопки «Пуск планшайбы» включается электромагнит распределителя 26 и масло попадает в цилиндр 13 включения фрикциона. Шток цилиндра начинает смещаться вправо до тех пор, пока не откроется сливное отверстие. Вилки фрикциона должны быть отрегулированы так, чтобы в этом положении фрикцион начал работать с проскальзыванием, вращая с «ползучей скоростью» шестерни коробки скоростей. Одновременно масло поступает в цилиндр 23 под поршень, который через рейку производит проворот шестерен коробки скоростей для облегчения переключения.
При переключении в пусковое положение распределителя 26 линия 35 включается на слив. Не удерживаемый больше давлением масла в верхнем положении поршень-фиксатор цилиндра 22 под действием пружины стремится опуститься вниз. Чтобы шестерни не встали «зуб на зуб», переключение производится при «ползучей скорости» фрикциона.
Опустившись, поршень-фиксатор цилиндра 22 фиксации положения шестерен перекрывает сливное отверстие линии 32, и пусковой фрикцион включается полностью. Одновременно перекрывается линия 34 и снимается давление с цилиндров 15, 16, 17, 18, 19, 20, 21, 25 переключения шестерен, а линия 35 включается на слив и пружина возвращает поршень цилиндра 23 в исходное положение.
При нажиме на рукоятку «Стоп планшайбы» выключается электромагнит распределителя 26 и его золотник перемещается пружиной в верхнее положение. Масло подается в цилиндр 14 тормоза и планшайба останавливается.
Дроссель 12 служит для регулировки времени включения рабочего фрикциона и тормоза. Мгновенное включение рабочего фрикциона или тормоза при переключении частоты вращения планшайбы может привести к аварии.




Дроссель 24 служит для регулировки времени опускания фиксатора. При быстром опускании фиксатор будет фиксировать тройной блок шестерен в среднем положении, не давая ему возможности переходить из одного крайнего положения в другое. В этом случае частота вращения планшайбы не будет соответствовать выбранной, а при торможении, когда фиксатор поднимается, переключение тройного блока будет продолжаться. Для предотвращения этого явления в системе предусмотрен блокировочный механизм с микровыключателем, исключающим возможность включения распределителя 26 при несоответствии положения тройного блока шестерен положению рукоятки выбора частот вращения.
Гидравлическая система станка предусматривает возможность резкого пуска и останова планшайбы при использовании двух наименьших частот вращения ее, что осуществляется при помощи распределителя 11. Этот распределитель включен при использовании всех частот вращения планшайбы, кроме указанных двух наименьших. При установке одной из двух наименьших частот вращения рукояткой выбора частот вращения и повторном включении кнопки «Пуск» планшайбы распределитель 11 выключается, и масло проходит как через дроссель 12, так и через проточки золотника распределителя 11, что обеспечивает быстрый подвод масла к цилиндру 13 включения рабочего фрикциона. При выключении планшайбы слив масла осуществляется также через распределитель 11, что обеспечивает резкий останов планшайбы.
Разжим поперечины осуществляется следующим образом: масло насосом 3 подается по линии 29 к распределителю 6, При нажатии одной из кнопок перемещения поперечины распределитель 6 включается, и масло по линии 31 поступает в цилиндр 5 зажима поперечины и производит разжим зажимных рычагов поперечины; затем конечным выключателем 5ВК включается мотор перемещения поперечины и начинается ее перемещение. По окончании перемещения двигатель выключается и одновременно с ним выключается распределитель в, прекращая доступ масла к цилиндру 5 и соединяя цилиндр 5 со сливной линией 30. Под действием пружины цилиндр возвращается в исходное положение.
Проводимые работы
Область применения модели 1512 весьма обширна. Как правило, устанавливается она в случае среднесерийного и штучного производства различных деталей. Это связано с тем, что в случае точения заготовок больших размеров проводится снятие большого слоя материала. Даже при применении режущего инструмента из износостойкого материала за один проход может сниматься слой с условием, что максимальное усилие не должно превышать показателя 35 кН.
Основные операции, которые можно провести на данном оборудовании:
- Обработка конических и цилиндрических поверхностей.
- Выполнение операций по растачиванию.
- Проход режущим инструментом по плоской поверхности, которая представляет собой торец.
- Выполнение работы по созданию отверстий, их растачиванию.
Производилась модель с 1935 года Краснодарским заводом Седина. После длительно эксплуатации этой модели появилось довольно большое количество различных модификаций, которые также стали популярными.
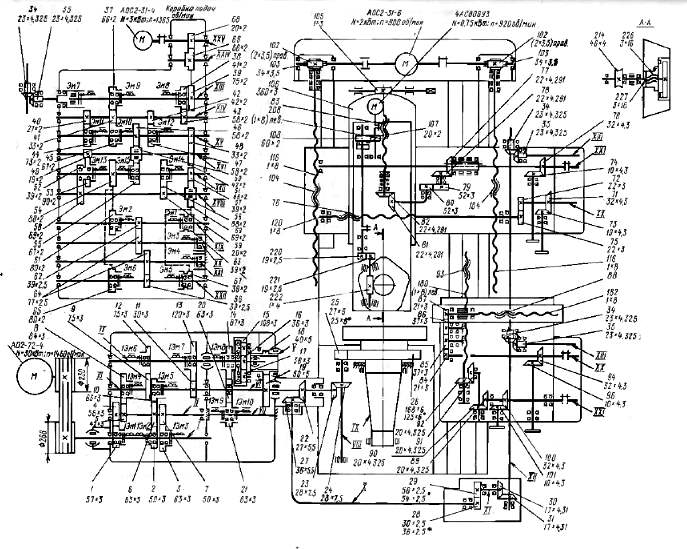
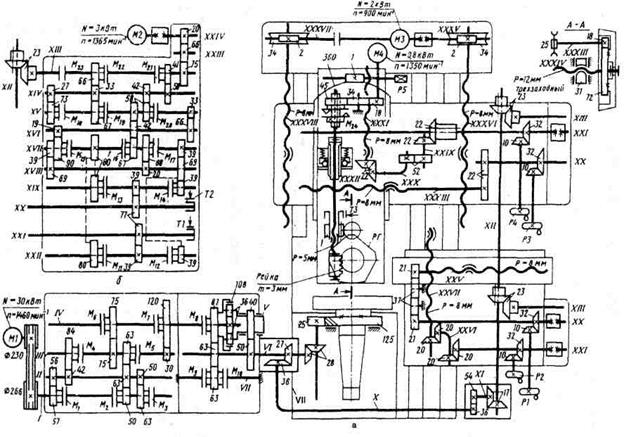
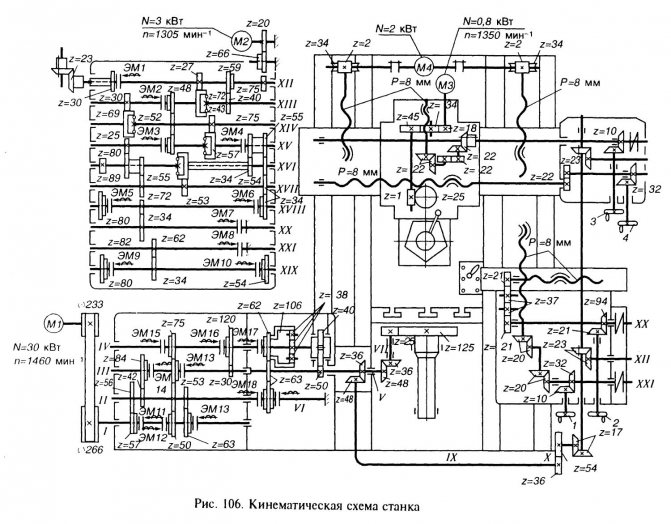
Кинематика станка 1516
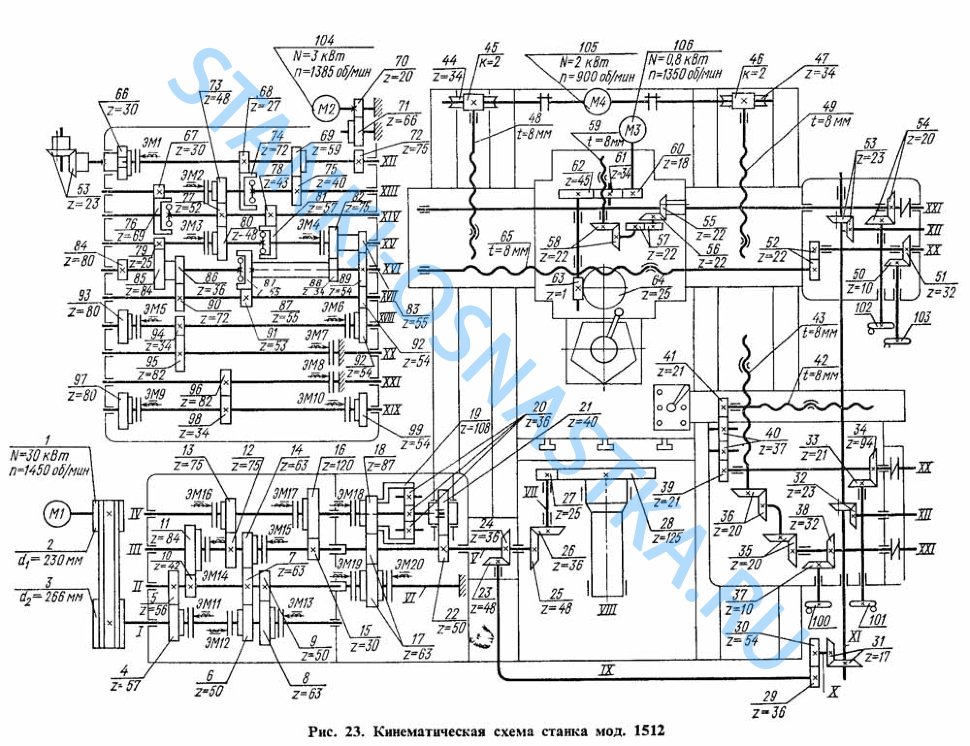
Кинематическая схема станка сделана так, что обеспечивает требуемые частоты вращения стола и подачи рабочих органов. Применение, электромуфт дает возможность менять скорости не останавливая станка.
Для облегчения выполнения ремонта коробку скоростей сконструировали так, что поверхность ее разъема параллельна осям валов. Установить самую большую частота вращения стола невозможно. Регулировка выполняется ступенчато, поэтапно.
Коробка скоростей оснащена тормозами для хорошего торможения стола.
Кинематическая схема станка 1516
Вращение на планшайбу снимается с коробки скоростей проходя по цилиндрической и конусообразной парам колес, а потом на колесо планшайбы. Легкость вращения предоставляют пара подшипников.
Коробки, обеспечивающие подачи инструментов, согласованы с коробкой скоростей при помощи шлицевого вала. Зубчатые колоса не перемещаются по валам. Передача вращения происходит при включении электромуфт. Ускоренное перемещение обеспечивается благодаря отдельному электрическому двигателю.
Привод поперечины предоставляют две винтообразные пары. Для безопасности она ручным способом крепится. Схема управления двигателем поперечины обеспечивает его реверс для согласования параллельности с поверхностью рабочей. Сдвиг на 1 зуб обеспечивает перемещение на 0,005 мм.
Лучший видеорегистратор xiaomi 2020 года — 4 ТОП рейтинг лучших
Смена позиций револьверной головки происходит благодаря вращения вала, на котором смонтированы гильза головки, червяк и тормозная муфта. После поворота на 72 (1/5 часть окружности) упор включает микропереключатель и происходит зажим, вал крутится назад.
В инструкции по эксплуатированию можно познакомиться с методами неопасной работы на станке, сроках обслуживания, точках смазки и ее периодичности, требованиях к установке и перевозке и многое иное.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
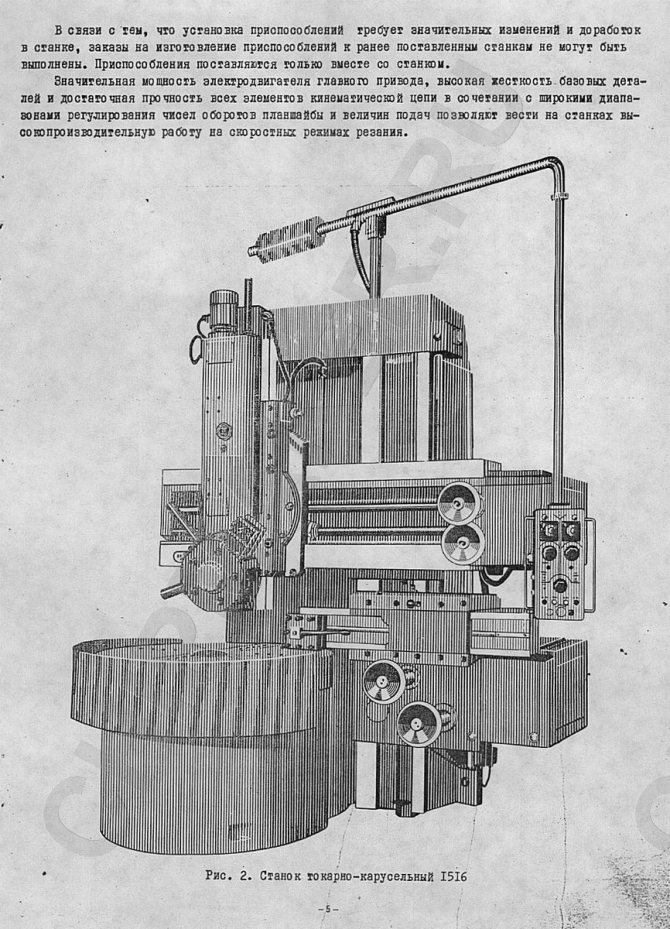
Станок токарно-карусельный одностоечный 1516. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1516 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
Модель 1516 является распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1600 мм, высотой до 1 метра и массой до 6300 кг. Станок экспортировался во многие страны мира.

Конструкция станка 1516 унифицирована с конструкцией станка модели 1512 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей, сверление, зенкерование и развертывание отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Принцип работы и особенности конструкции станка
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
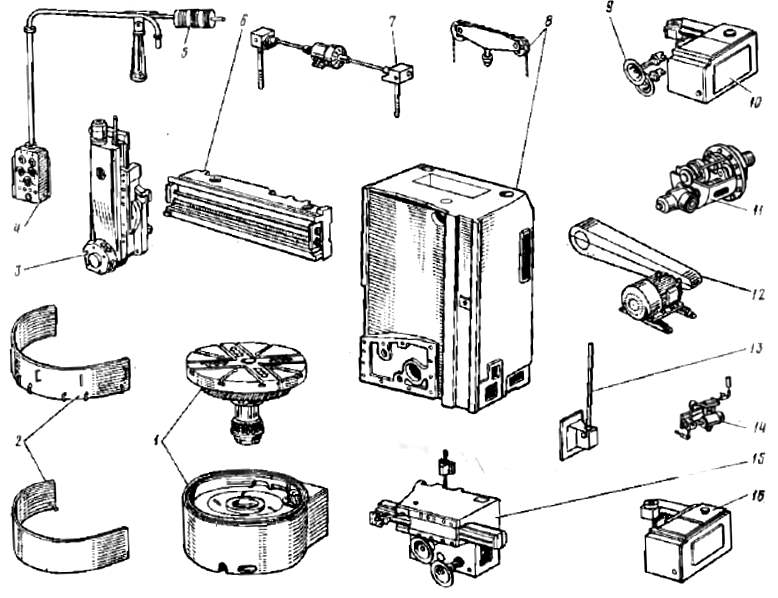
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.
Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
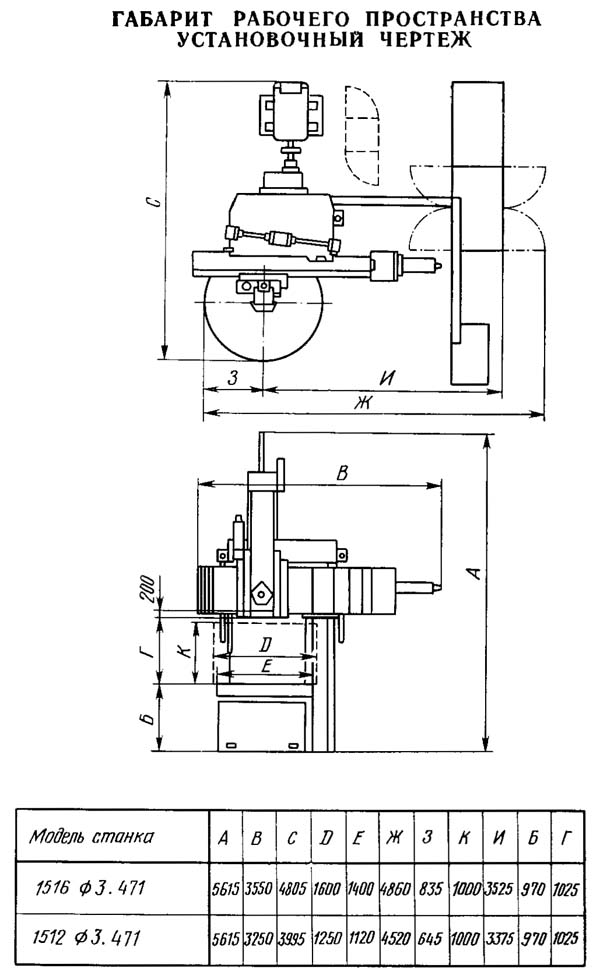
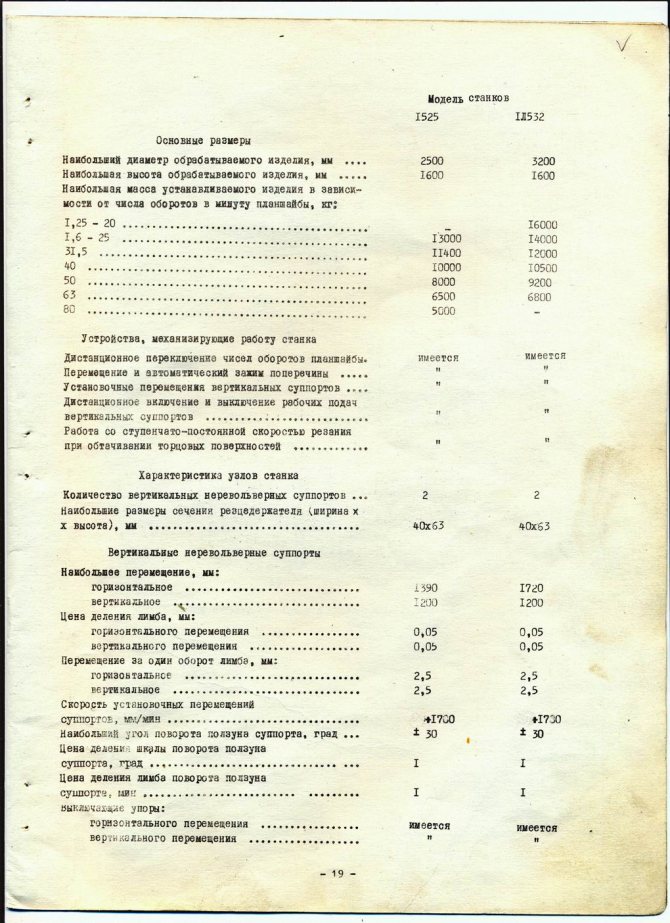
Основные технические характеристики токарно-винторезного станка 1516
Разработчик – Краснодарский станкостроительный завод имени Седина.
Изготовитель – Краснодарский станкостроительный завод имени Седина.
Основные параметры станка – в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
Класс точности станков Н по ГОСТ 8—77.
Наибольший диаметр обрабатываемой заготовки – Ø 1600 мм Наибольшая высота обрабатываемой заготовки – Ø 1000 мм Диаметр план-шайбы – Ø 1400 мм Наибольший вес обрабатываемой заготовки – 6300 мм Частота вращения план-шайбы – 4..200 об/мин, 18 ступеней Мощность электродвигателя – 30 кВт Вес станка полный – 20 т
Модификации станка токарно-карусельный одностоечный 1516
1516.000, 1516-1, 1516-2, 1516.300, 1516.400 – станок токарно-карусельный универсальный одностоечный
1516Ф1, 1516ПФ1, 1516Ф1.041, 1516Ф1.300, 1516Ф1.323, 1516Ф1.400, 1516Ф1.423 – станок токарно-карусельный с УЦИ – устройством цифровой индикации






1516Ф2, 1516Ф3, 1516Ф3.271, 1516Ф3.471, 1516МФ4 – станок токарно-карусельный с УЧПУ – устройством числового программного управления
Токарно-карусельные станки 1516 (1516Ф1)
Токарно-карусельные станки 1516(1516Ф1)
Этот станок позволяет проводить чистовую и черновую обработку деталей, которые изготовлены из черных и цветных металлов. С его помощью можно работать с заготовками, имеющими высокий вес и небольшую длину относительно диаметра. Станок обеспечивает высокоэффективную работу без поломок и нарушений.
Оборудование данного типа отличается вертикальным расположением шпинделя. На его конце находится планшайба, обеспечиваемая фиксацию заготовки. Установка детали выполняется с помощью радиальных кулачков. Вращение совершается заготовкой, в то время как поступательные движения обеспечиваются инструментом, расположенный на суппорте.
Функциональные особенности оборудования
Данный станок имеет ряд существенных преимуществ, к которым относится высокая функциональность. Наличие такого оборудования позволяет создать комплексное производство. С помощью данной модели можно выполнять следующие задачи:
- создание канавок и отрезков;
- обработка цилиндрических поверхностей;
- создание центрального отверстия;
- зенкерование;
- создание торцевой поверхности при поддержании постоянной скорости.
Мощность станка позволяет обеспечить высокопроизводительное функционирование и обрабатывать большое количество заготовок в минимальные сроки. Помимо этого, конструкция оборудования отличается жесткостью, что обеспечивает не только точность работы, но и длительность эксплуатации.
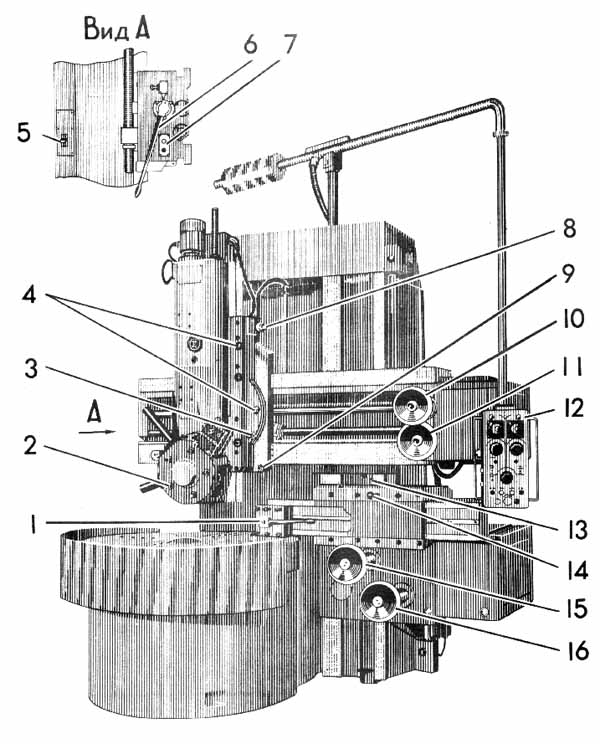
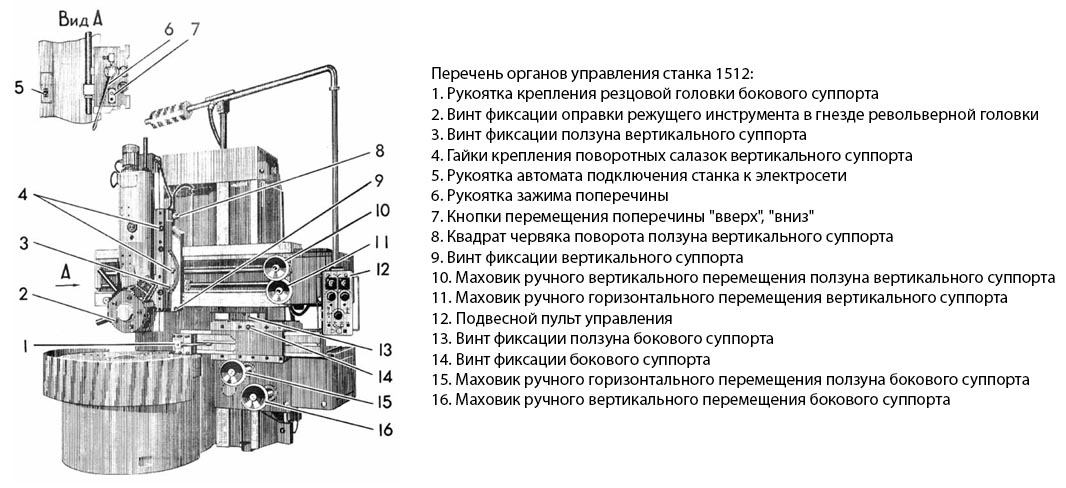
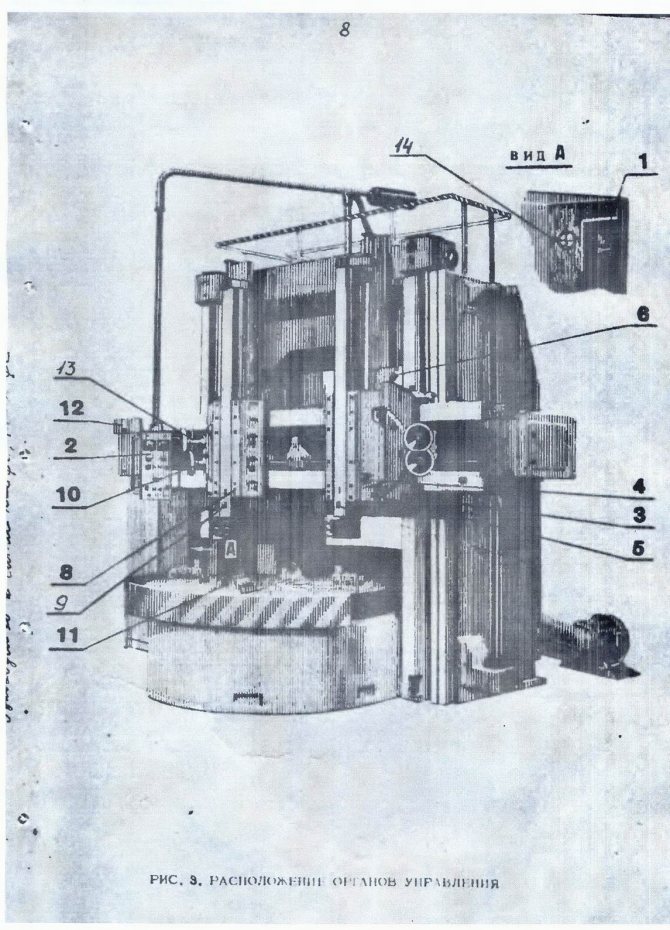
Расположение органов управления
- Рукоятка крепления резцовой головки бокового суппорта
- Винт фиксации оправки режущего инструмента в гнезде револьверной головки
- Винт фиксации ползуна вертикального суппорта
- Гайки крепления поворотных салазок вертикального суппорта
- Рукоятка автомата подключения станка к электросети
- Рукоятка зажима поперечины
- Кнопки перемещения поперечины «вверх», «вниз»
- Квадрат червяка поворота ползуна вертикального суппорта
- Винт фиксации вертикального суппорта
- Маховик ручного вертикального перемещения ползуна вертикального суппорта
- Маховик ручного горизонтального перемещения вертикального суппорта
- Подвесной пульт управления
- Винт фиксации ползуна бокового суппорта
- Винт фиксации бокового суппорта
- Маховик ручного горизонтального перемещения ползуна бокового суппорта
- Маховик ручного вертикального перемещения бокового суппорта
Если вы хотите купить функциональный и надежный станок, достаточно обратиться в ООО СК «Станкоснаб»! Мы предлагаем продукцию от лучших производителей. При этом стоимость товара отличается выгодностью и доступностью. Для получения более подробной информации вы можете обратиться к нашим консультантам.
СК «Станкоснаб» – предлагает купить недорого токарно-карусельные станки 1516 (1516Ф1).
Станок токарно-карусельный двухстоечный 1525. Назначение и область применения
Краснодарский станкостроительный завод им. Седина выпустил гамму двухстоечных карусельных станков 1520; 1Л525; 1525; 1Л532, имеющих унифицированные узлы и отличающихся в основном своими габаритными размерами, массой и размерами обрабатываемых деталей.
Токарно-карусельный двухстоечный станок 1525 предназначен для токарной обработки заготовок различных деталей из черных и цветных металлов в условиях единичного, мелкосерийного и серийного производства.
На станках можно производить обтачивание и растачивание цилиндрических и конических поверхностей, протачивание торцовых поверхностей, прорезание кольцевых канавок, сверление, зенкерование и развертывание центральных отверстий. Протачивание торцовых поверхностей можно производить с постоянной скоростью резания.
Принцип работы и особенности конструкции станка
В основном исполнении станки имеют два верхних поворотных суппорта. Вращение планшайбы — реверсивное.
Модификации станков, комплектуемых регулируемым приводом главного движения с электродвигателем постоянного тока имеют условное обозначение 300.
Категория качества — первая. Класс точности станка — Н по ГОСТ 8—82. Норма точности и жесткости — согласно ГОСТ 44—72.
Шероховатость поверхности обработанного образца R
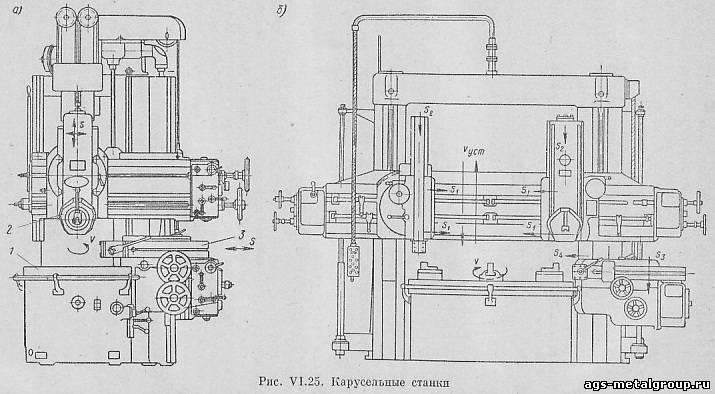
Станки имеют обычную для двухстоечных токарно-карусельных станков компоновку.
Базовые детали станков обладают достаточно высокой жесткостью, что в сочетании со значительной мощностью привода главного движения обеспечивает высокопроизводительную обработку заготовок деталей на силовых и скоростных режимах резания.
Поперечина может перемещаться вверх-вниз по направляющим стоек и фиксироваться в нужном положении в зависимости от высоты обрабатываемой заготовки.
Верхние суппорты перемещаются по горизонтальным направляющим поперечины, ползуны — по вертикали в направляющих поворотных салазок. Ползун может быть установлен под углом к оси вращения планшайбы для обработки конических поверхностей.




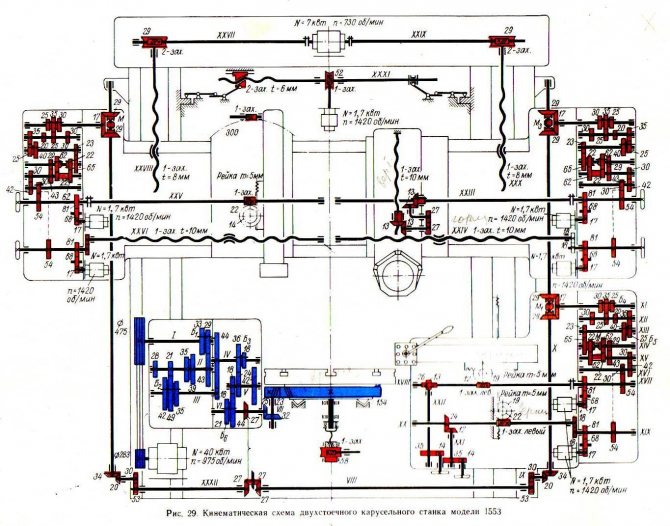
Планшайба вращается от регулируемого электродвигателя постоянного тока через двухступенчатый редуктор. Регулирование частоты вращения электродвигателя — бесступенчатое посредством тиристорного преобразователя. Переключение диапазонов частот вращения производится двумя электромагнитными муфтами.
Шпиндель, жестко соединенный с планшайбой, вращается на двухрядных радиальных роликовых подшипниках, внутренние кольца которых имеют посадочные конические отверстия, обеспечивающие возможность регулирования зазора и создания натяга с целью достижения необходимой точности вращения планшайбы.
Планшайба опирается на плоские круговые направляющие скольжения с гидродинамической разгрузкой.
Рабочие перемещения суппортов осуществляются от редуктора привода главного движения через 18-ступенчатые коробки подач, установочные перемещения — от асинхронных электродвигателей, расположенных на коробках подач.
Величина рабочих подач, скорость установочных перемещений и направлений перемещений суппортов изменяются при помощи электромагнитных муфт.
Органы управления станком (кнопки, переключатели, специальные лампы) сосредоточены в основном на подвесном пульте.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на ставках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройства).
Помимо этого, по особому заказу за отдельную плату станов может быть поставлен с револьверным суппортом, взамен правого вертикального (неревольверного), с боковым суппортом и рядом других приспособлений.
На станке одновременно могут быть установлены все приспособления. В связи с тем, что установка приспособлений требует значительных изменений в доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.
Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетаний с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяет вести на станках высокопроизводительную работу при скоростных режимах резания.





