
Правила эксплуатации
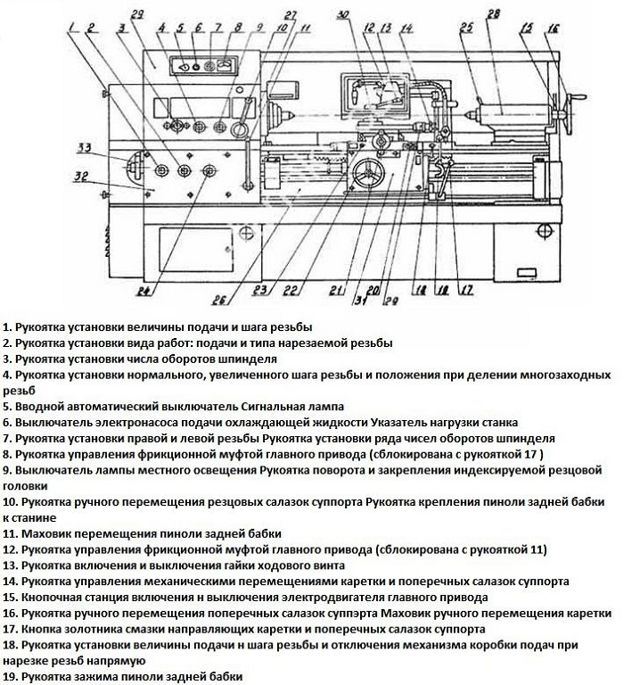
Перед тем как приступить к точению необходимо выбрать количество оборотов заготовки по специально разработанной схеме. Специфика совершаемой обработки влияет на установку сменных шестерен механизма подач. На шпинделе фиксируется патрон или планшайба. Нужно установить и закрепить резцы на резцедержателе. Деталь, подвергаемая обработке, фиксируется в патроне или центрах. При проведении обработке в центрах, необходимо подвести заднюю бабку. Запуск машины выполняется нажатием кнопки «пуск», прекращение работы механизмов — «стоп».
При возникновении необходимости в реверсе шпинделя, ручку переключателя следует развернуть в положение «назад»
Важно обратить внимание, что на отметке «стоп» отключается только электродвигатель, поэтому по окончанию обработки, для безопасного обесточивания, переключатель должен быть зафиксирован на отметке «выключено»
Посмотрите видео по устройству гитары.
Избыточный нагрев шпинделя свидетельствует о потребности смены смазки и проверки качества его соединений, важно следить за состоянием подшипников в процессе работы для своевременного устранения неисправностей
Техника безопасности
Только профессиональному работнику, который разбирается в технических особенностях, может быть поручено обслуживание станка. Для предотвращения появления несчастных случаев следует придерживаться важных правил:
- Запрещено очищение и смазка элементов станка в процессе его работы.
- Нельзя покидать станок включенным, предварительно стоит отключить его или дождаться полной остановки.
- Обязательно присутствие хорошего освещения на рабочем месте.
- Появление каких-либо неисправностей предполагает немедленное прекращение работы и обращение за помощью к специалисту по наладке.
- Организовывайте надежное заземление.
Правила эксплуатации
При работе на оборудовании необходимо придерживать правил его эксплуатации. Во-первых, следить за состояние прибора:
- Выполнять капитальную очистку и внешний осмотр агрегата не реже раза в месяц.
- Следить, чтобы на поверхности станка не имелось ржавчины. Для этого необходимо поверхность соединения сердечника и якоря промазывать маслом, после чего протирать насухо, чтобы масло не спровоцировало склеивание комплектующих узлов. Смазывать необходимо в соответствии со схемой, указанной в руководстве по эксплуатации. При этом требуется контролировать уровень масла в системе. Также рекомендуется использовать смазочные средства, указанные в руководстве по обслуживанию.
- Кроме профилактического обследования, необходимо ежегодно проводить тщательный осмотр и оценку состояния оборудования, а также выполнять текущий ремонт комплектующих: состояние выключателя, гаек, прочистки электрошкафа и другие виды работ.
- Контакты оборудования изготовлены из материалов, содержащих серебро. Соответственно, нет необходимости в тщательном уходе за их состоянием и регулировке. При любой поломке они заменяются новыми. Выполнение зачистки контактов может привести к почернению, что может сказаться на функциональности оборудования.

Выполнение профилактического осмотра мест соединения:
- При засорении мест соединения необходимо их прочистить, чтобы обеспечить болтам прокручивание без напряжения и рисков сорвать резьбу.
- При ослаблении болтов, необходимо их подтянуть, чтобы исключить дребезжание станка, что негативно сказывается на точности выполнения правильных параметров детали.
- При появлении следов эксплуатации с рабочих поверхностей необходимо производить очистку, удаляя нагар.
Важно! Обслуживать оборудование разрешается только после отключения его от сети
Выполнение и соблюдение подобных мер предосторожности способствуют продлению срока эксплуатации станка, улучшению качества обтачиваемой на нем продукции. Неправильный уход за оборудованием способствует износу и уменьшению срока эксплуатации
Поэтому важно своевременно выполнять техническое обслуживание станка и его уборку
Неправильный уход за оборудованием способствует износу и уменьшению срока эксплуатации. Поэтому важно своевременно выполнять техническое обслуживание станка и его уборку
Выполнение и соблюдение подобных мер предосторожности способствуют продлению срока эксплуатации станка, улучшению качества обтачиваемой на нем продукции. Неправильный уход за оборудованием способствует износу и уменьшению срока эксплуатации
Поэтому важно своевременно выполнять техническое обслуживание станка и его уборку
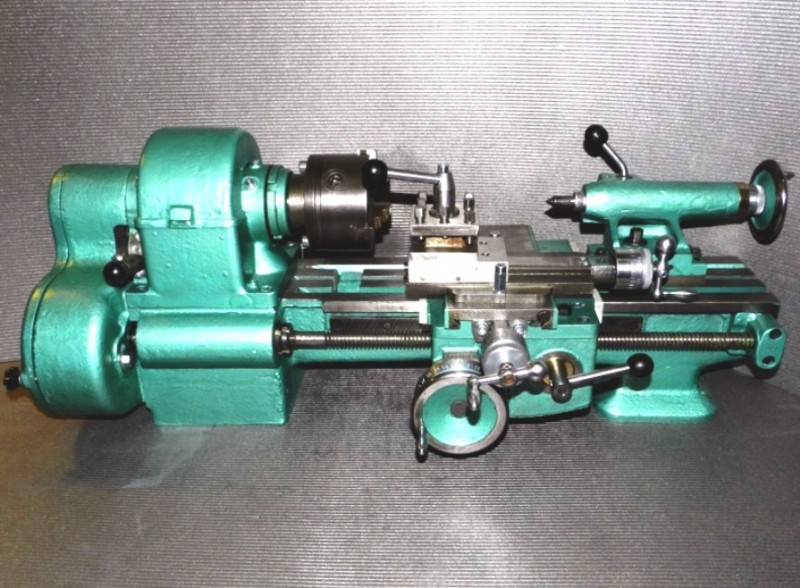


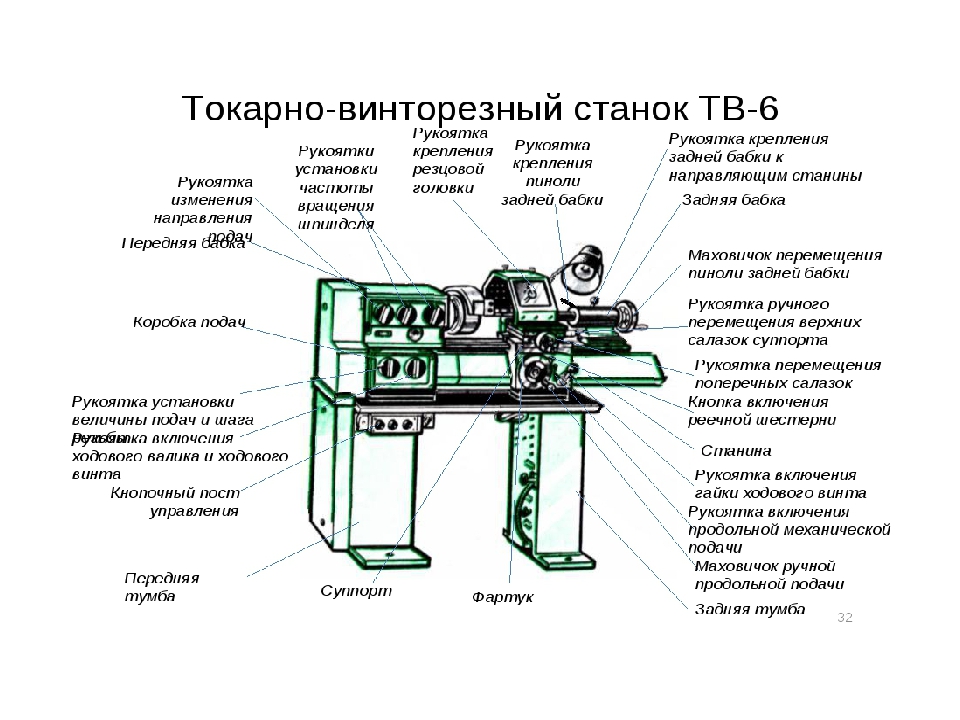
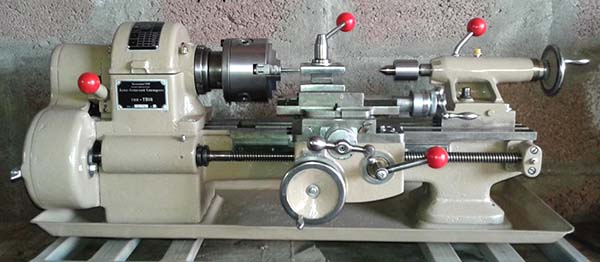
Конструктивные особенности
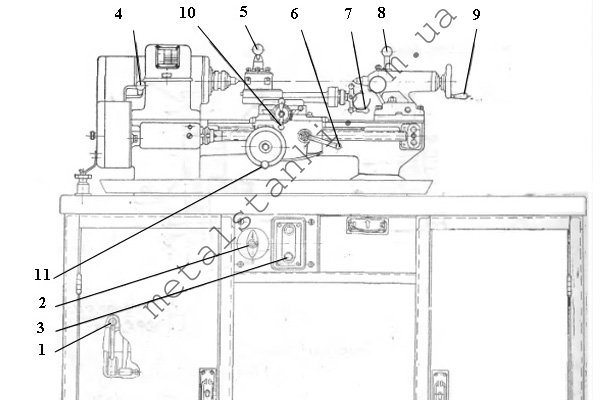
Его часто используют в качестве прибора, на котором проходят обучение, с помощью него закрепляется усвоенный материал на практике по методу использования обработки твердых изделий. Данный прибор состоит из нескольких основных деталей:
- станины;
- опорных тумб в количестве двух штук;
- бабок, расположенных с двух обеих сторон;
- суппорта.
Уникальная конкретика при получении необходимых деталей обеспечивается благодаря шпинделю, который находится на опорах.
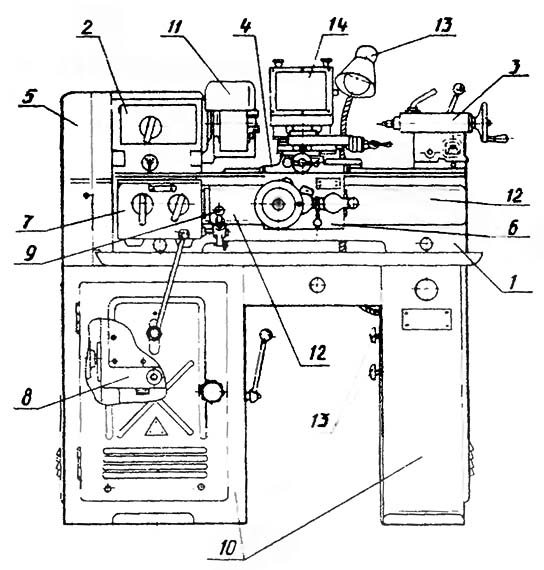
Управление
Изначально токарный станок этого вида предполагался для проведения практических занятий для школьников (часто его так и называют —школьный токарный станок по металлу), поэтому управление не вызывает много трудностей. Выполнение работы на таком оборудовании не вызовет много вопросов.
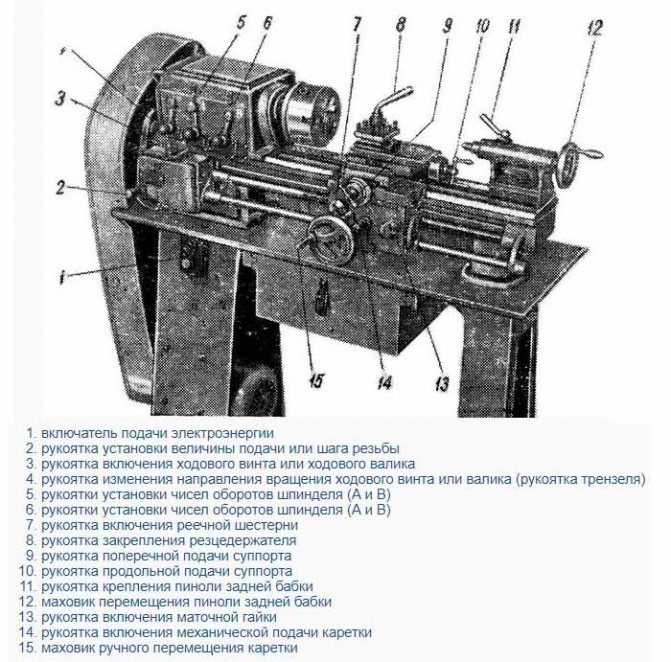
В конструкции ТВ-7 есть несколько основных деталей, благодаря которым осуществляется весь процесс. К этим деталям относится кнопка, останавливающая процесс при экстренных ситуациях, кнопка, запускающая реечную шестерню и прочее.
Станина и передняя бабка
Бабка по праву считается основным узлом, так как без него слаженной работы не будет. Она расположена на тумбах. При её изготовлении используется прочный материал – чугун.
Бабка двигается благодаря передней направляющей, которая плоская, задняя же, напротив – призматическая. Суппорт двигается благодаря плоским очертаниям задней и передней призматической формы.
Бабка находится на левой стороне. Шпиндель патрона крепится на ней. Он поддерживает изготавливаемое изделие в удобном месте, он же обеспечивает необходимую частоту вращения.
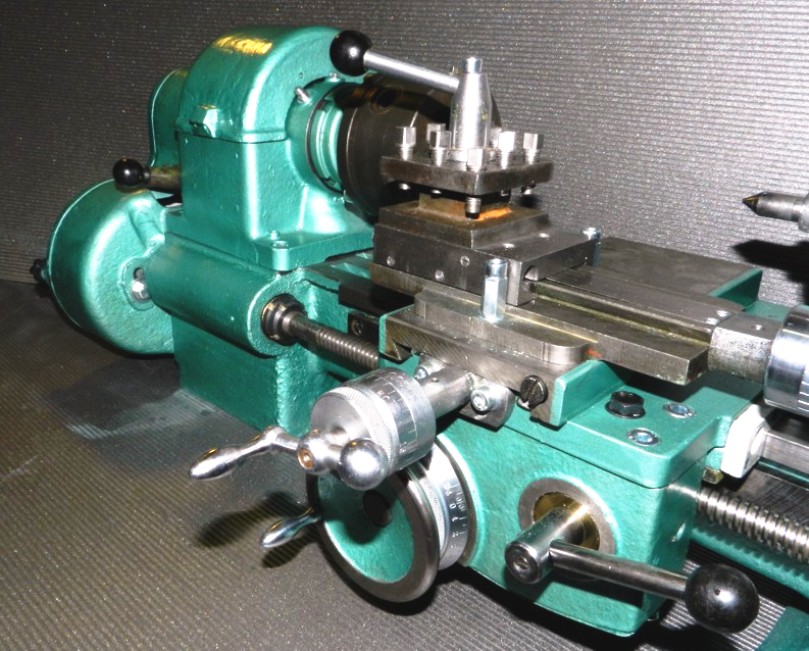
Суппорт, задняя бабка и коробка подач
Держатель, помогающий менять расположение резцов, находится на суппорте. Двигается только ручным способом в двух направлениях: продольном и поперечном.
Резцедержатель вращается в разные стороны с радиусом в 40 градусов благодаря удобной рукоятке, в конце перед работой он тщательно фиксируется. Фартук размещается на нём, отвечающий за механическую подачу резца рабочим валом или же винтом.
Бабка придёт в действие, если выполнить следующие действия:
- Подсоединить разъёмную гайку к винту, способному перемещаться.
- К валу распределительное механическое зажимное устройство.
Люфты направляющих, появляющиеся во время проведения работы, легко утилизируются, используя клинья и планки. Отрегулировав их, можно устранить вибрацию деталей, которые предстоит обработать.
Детали, которые обрабатываются на станке, легко крепятся при помощи задней бабки, в которой расположены патроны. Главная их функция заключена в реализации сверления, развертывания.
Важно!
Главное, чтобы пиноли и оси шпинделя совпадали.
Коробка передач предназначена для того, чтобы изменить скорость перемещения фартука. Благодаря ему можно обеспечить механическую и ручную продольную подачу суппорта. Управляется, используя рукоятку, имеющую 3 фиксированных положения.



Электрооборудование
Электрический двигатель и понижающая коробка скоростей смонтированы в тумбе. Их валы оснащены четырьмя шкивами разных диаметров. Они расположены в порядке возрастания.
В состав электрооборудования входят детали:
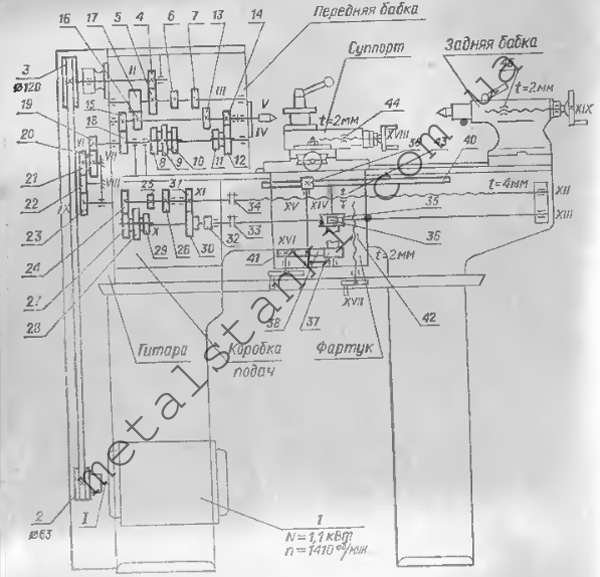
- Асинхронный двигатель мощность 1,1 квт, который расположен в левой трубе.
- Щиток, находящийся в тумбе с правой стороны. На нём располагаются также и другие важные детали.
- Кулачковый переключатель, расположенный в задней части станины.
- Кнопка включения в сеть и устройства освещения.
Основные технические характеристики станка ТВ-7
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Диаметр заготовки устанавливаемой в патроне, мм | 5..110 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Передняя бабка. Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4,5 | М36 х 4,5 | М45 х 4,5 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60,90, 130, 190, 350, 500, 730, 1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 6 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Список литературы:
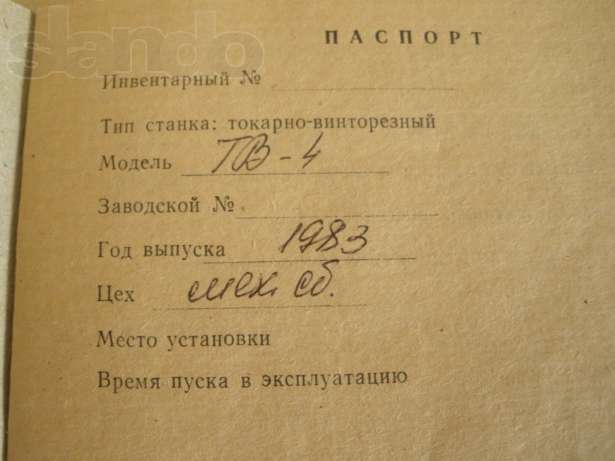
Станок токарно-винторезный (учебный), модель ТВ-7. Паспорт, 1988
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
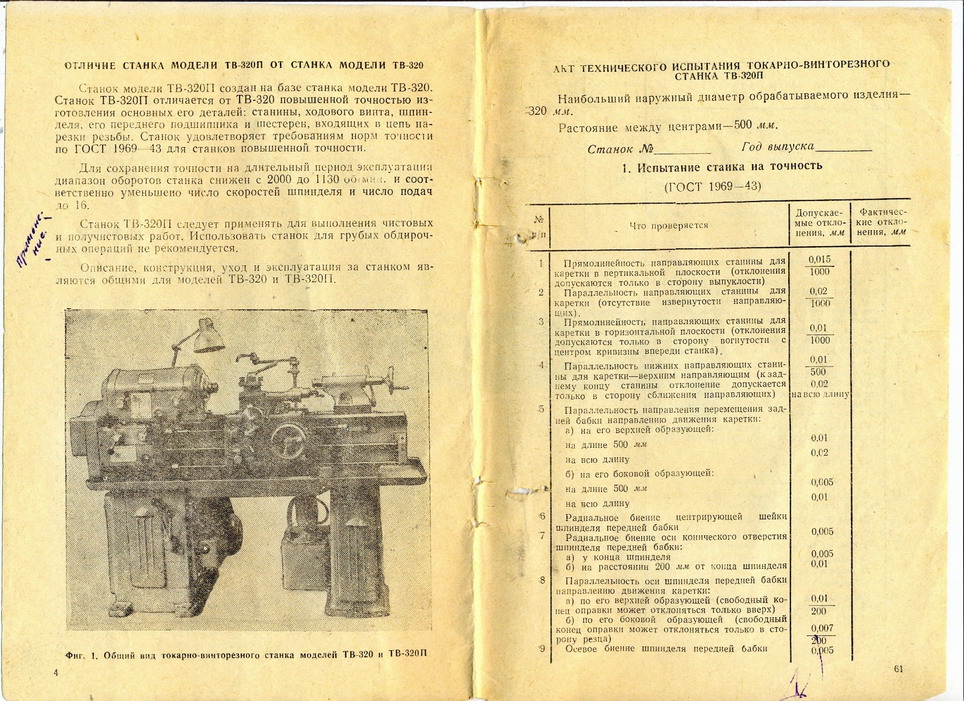
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Электрооборудование. Параметры электрических цепей станка 1Д95
- Питающая сеть: напряжение — 380 В, ток — трехфазный, частота — 50 Гц
- Цепь местного освещения: напряжение — 36 В, ток — переменный
На станке установлены четыре трехфазных короткозамкнутых асинхронных электродвигателя:
Первоначальный пуск токарно-винторезного станка 1Д95
При первоначальном пуске станка необходимо путем внешнего осмотра проверить надежность заземления и качество монтажа электрооборудования. После осмотра на клеммных наборах в шкафу управления отключить провода питания всех электродвигателей. При помощи вводного автомата (BB) станок подключить к цеховой сети. Проверить действие блокирующих устройств (кожyxa сменных шестерен и кожуха ограждения патрона). При помощи кнопок и рукояток управления проверить четкость срабатывания магнитных пускателей. После этого провода питания электродвигателей подключить на свои места. Проверить правильность вращения электродвигателей. При правильном подключении станка к питающей сети и при включении насоса охлаждения охлаждающая жидкость вытекает из сопла системы охлаждения. Убедившись в правильности вращения электродвигателей, можно приступить к опробованию станка в работе.
Описание работы токарно-винторезного станка 1Д95
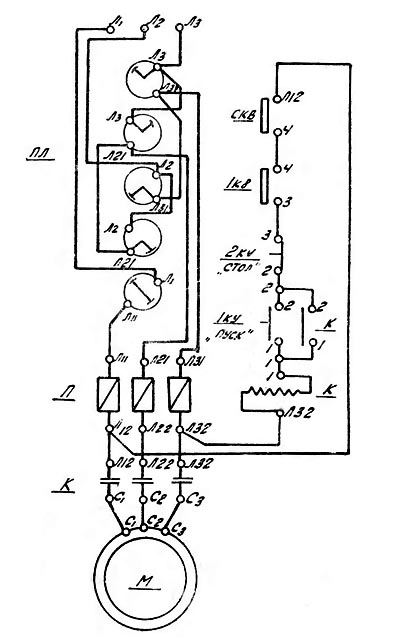
Схема электрическая принципиальная показана на рис — 21. В таблице 6 указан перечень к схеме. При включенных автоматах ВВ и В1 на станке можно производить токарные операции, сверлильные работы и заточку режущего инструмента. Запуск электродвигателя насоса охлаждения осуществляется пускателем РЗ путем нажатия на кнопку КнП1, расположенную на пульте управления. Управление шпинделем токарного станка осуществляется от двух независимых рукояток. Каждая из рукояток имеет самовозврат в нулевое положение (позиция 0) с помощью пружин. Благодаря этому, каждая из позиций рукоятки (I, II, III, IV) работает как кнопка (толчковая). Таким образом может быть осуществлен пуск, реверс электродвигателя в любую сторону с помощью поворота рукояток в одно из крайних положений (левое — позиция I диаграммы, правое — позиция II). При этом, соответственно, замыкаются нормально разомкнутые контакты микропереключателей 1П или 2П. Замкнувшийся контакт включает соответствующий пускатель (Р1 или Р2). Включившийся пускатель (PI или Р2) переходит в самопитание и запускает электродвигатель главного привода в ту или другую сторону. Электродвигатель приводит во вращение шпиндель по или против часовой стрелки. Из нулевого положения рукоятки могут бытъ выведены также в положение «от себя» (полностью или частично). При частичном, толчковом нажиме на рукоятки в положение «от себя» (позиция III диаграммы) размыкаются нормально замкнутые контакты конечных выключателей:
- для правой рукоятки 1П (7-8)
- для левой рукоятки 2П (8-12)
Пускатель PI или Р2 теряет самопитание, отключается, электродвигатель со шпинделем останавливается. При необходимости быстрого торможения шпинделя рукоятки выводятся в положение «от себя» полностью до остановки шпинделя, что соответствует позиции IV на диаграммах. При этом замыкается нормально разомкнутые контакты 7-9 конечных выключателей ВПт3 и ВПт4. Включившийся пускатель Рт приводит электродвигатель в режим динамического торможения. После окончания торможения шпинделя рукоятки не следует держать в позиции ГУ во избежание чрезмерного нагрева электродвигателя. Торможение шпинделя осуществляется также при полном НАЖИМЕ на аварийную кнопку «Все стоп» (КнАв) благодаря замыканию нормально разомкнутым контактам 6-9. Взаимные блокировки, исключающие возможностъ одновременного включения пускателей PI, Р2 и Рт, осуществляются в схеме нормально замкнутыми контактами пускателей 9-10; 10-11; 18-20; 22-43. Запуск, реверс и остановка электродвигателя сверлильного агрегата осуществляется при помощи пускателей Р6 и Р7 путем нажатия на кнопки КнП3 (33-34), КнП4 (34-36) и КнС3 (31-32). Запуск и остановка электродвигателя заточного приспособления осуществляется пускателей Р5 путем наяатия не кнопки КнП2 (28-29) и КнС2(7-28). Остановку электродвигателей сверлильного агрегата и заточного приспособления можно осуществить путем нажатия на аварийную кнопку (КнАв). Нулевая защита осуществляется катушками магнитных пускателей. Защита от токов короткого замыкания осуществляется при помощи автоматических выключателей ВВ и В1. Защита от перегрузки электродвигателей осуществляется:
- главного привода — реле РТп1
- насоса охлаждения — реле РТп2
- заточного приспособления — реле РТп3
- сверлильного агрегата — реле РТп4
Включение электродвигателя шлифовального приспособления М4 осуществляется пакетным выключателем В2.
Техника безопасности
Инструкция по эксплуатации токарного станка 16В20 содержит объемную главу под названием «Указания по мерам безопасности», состоящую из восьми разделов. В первом их них содержится описание мер безопасности при хранении, транспортировке и установке токарного станка на предназначенное ему место.
Самым объемным является второй раздел, посвященный вводу токарного станка 16В20 в эксплуатацию
Здесь особое внимание уделено соблюдению всех требований при подключении оборудования к электросети, особенно проверки состояния внешних и внутренних цепей заземления. Также в этом разделе подробно описан состав и порядок проверки защитных и блокирующих устройств, основными среди которых являются:
- устройство блокировки шпинделя при открытом ограждении патрона;
- внешний защитный экран;
- устройство блокировки самопроизвольного включения ручек управления шпинделем;
- защита суппорта;
- защита ходовых винта и вала;
- устройство блокировки включения главного привода при открытой крышке механизмов коробки передач;
- устройство предохранения фартука от перегрузок.
В следующем разделе описаны требования к технике безопасности при выполнении токарных работ на 16В20. Вначале еще раз напоминается о необходимости содержать в исправности защитные и блокирующие устройства, перечисленные в предыдущем разделе. Далее приводятся развернутые указания по безопасному выполнению различных технологических операций. Здесь же содержатся ссылки на ГОСТ и ведомственную документацию, требования которых необходимо соблюдать для обеспечения безопасности токарных работ.
Раздел 4 содержит требования по безопасности при контроле технического состояния токарного станка, раздел 5 посвящен ремонтным работам и техобслуживанию, разделы 6 и 7 описывают безопасное взаимодействие со смежным оборудованием и прилегающим рабочим зонам, а в разделе 8 изложены требования по противопожарной безопасности. В современной инструкции токарного станка 16В20 указывается, что он разработан в соответствии со стандартом по безопасности оборудования ТР ТС 010/2011. А в инструкции советских времен Приложением N3 является типовая инструкция по охране труда при работе на металлорежущих станках.
https://youtube.com/watch?v=ZBrBLcCEXhA
Инструкция по эксплуатации
Использовать и обслуживать оборудование нельзя, если вы не отключили его от сети. Ухаживать за станком необходимо не меньше раза в месяц. Это значит, что если вы решили приобрести для себя подобное оборудование, то следует каждые 30 дней проводить чистку и осмотр на предмет состояния.
Также просмотрите видео, касательно работы ТВ-16.



Контакты оборудования изготавливаются из материалов, которые содержат серебро. Следовательно, от оператора не требуется тщательных уход за их состоянием. Регулировать их тоже не нужно, а если они вдруг износились, то просто меняются новыми. Если же выполнить зачистку контактов, произойдет почернение, что несомненно скажется на работоспособности оборудования.
Чтобы на поверхности станка не было ржавчины следует поверхности стыка сердечника и якоря мазать машинным маслом. После этого все протирается сухой ветошью, чтобы масляное вещество не провоцировало склеивание якоря и сердечника.
Важно! Шпиндель не должен создавать люфт во время работы. Полный осмотр оборудования и ремонт комплектующих нужно выполнять не менее одного раза в год
Смену смазочных материалов подшипников проводят спустя 40 000 часов рабочего процесса. Смазку лучше использовать марки 158 ТУ 38 101320-77. Чтобы все подшипники функционировали нормально оператору следует заполнять резервуар под масло на 2/3 объема
Полный осмотр оборудования и ремонт комплектующих нужно выполнять не менее одного раза в год. Смену смазочных материалов подшипников проводят спустя 40 000 часов рабочего процесса. Смазку лучше использовать марки 158 ТУ 38 101320-77. Чтобы все подшипники функционировали нормально оператору следует заполнять резервуар под масло на 2/3 объема.
Совет! Профилактический осмотр агрегата проводить с частотой 1 раз за 6 месяцев.

Профилактический ремонт станка.
Кроме профилактического осмотра нужно периодически просматривать состояние выключателя, смотреть на поверхность гаек и других мест стыка, чтобы отслеживать, насколько находятся в рабочем состоянии.
- Если места соединения засорились — следует прочистить их, чтобы потом болты могли спокойно откручиваться без напряжения и рисков сорвать резьбу.
- Если болты ослабли, оператору нужно подтянуть их иначе возможно дребезжание станка, что скажется на точности заточки или проточки детали.
- Нагар и другие следы работы с рабочих поверхностей следует удалять, чтобы потом не возникало проблем со станком.
Все эти меры предосторожности дадут возможность вам значительно увеличить сроки службы такого станка, улучшить качество обрабатываемых на нем деталей
Важно! Чтобы избежать проблем с порчей проводов рекомендуется раз в 3-4 месяца выполнять прочистку электрошкафа от пыли, которая там скапливается
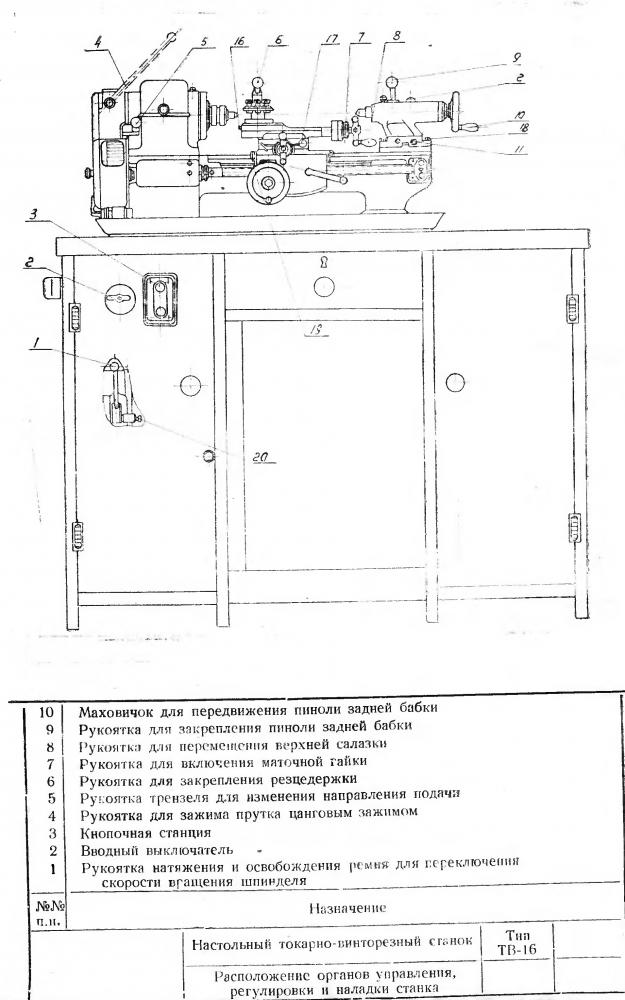
Токарный станок ТВ 16
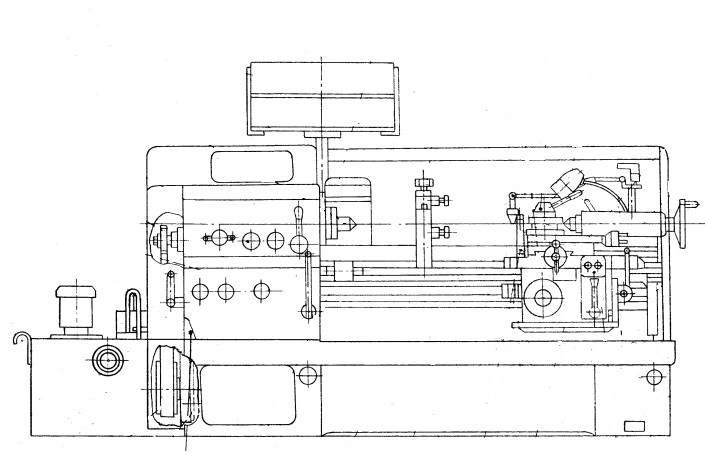
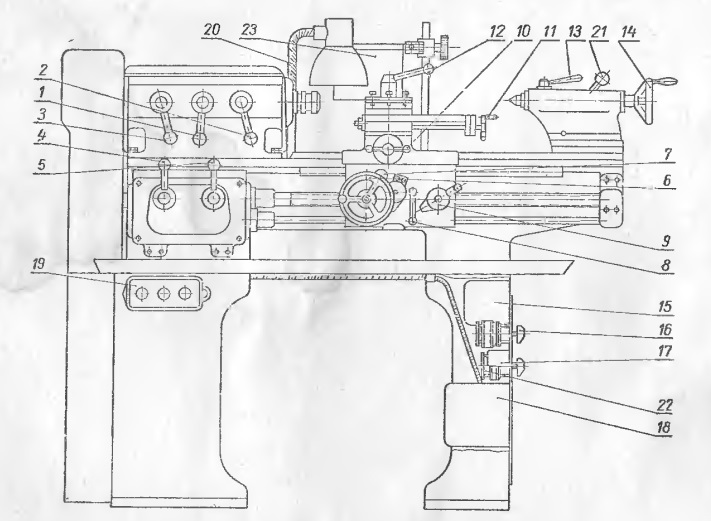
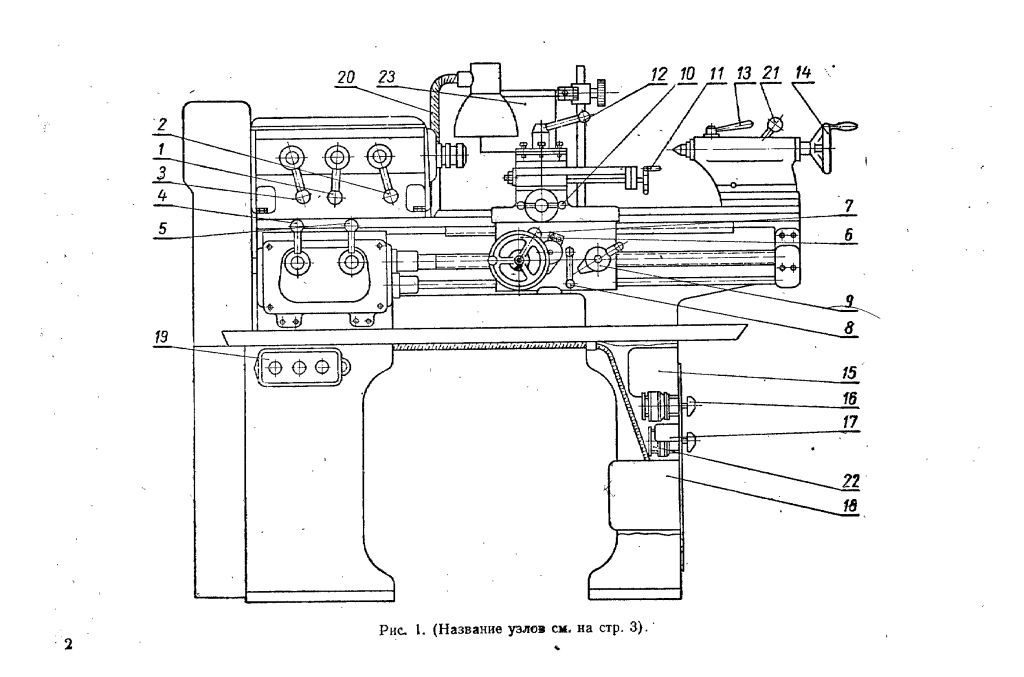
Чугунная станина коробчатой формы предназначена для поддержания и взаимного соединения основных узлов оборудования.
На рисунке 1 показан профиль станины, на котором расположены три различных паза.
Прямоугольный паз 3 предназначен для направления перемещения суппорта, призматических паз 1 – для перемещения задней бабки, а Т-образный паз 2 необходим для фиксации задней бабки.
В передней части станины расположен ходовой винт 4 и рейка 5.Осевой люфт ходового винта устраняется при помощи гайки и контрагайки 6.

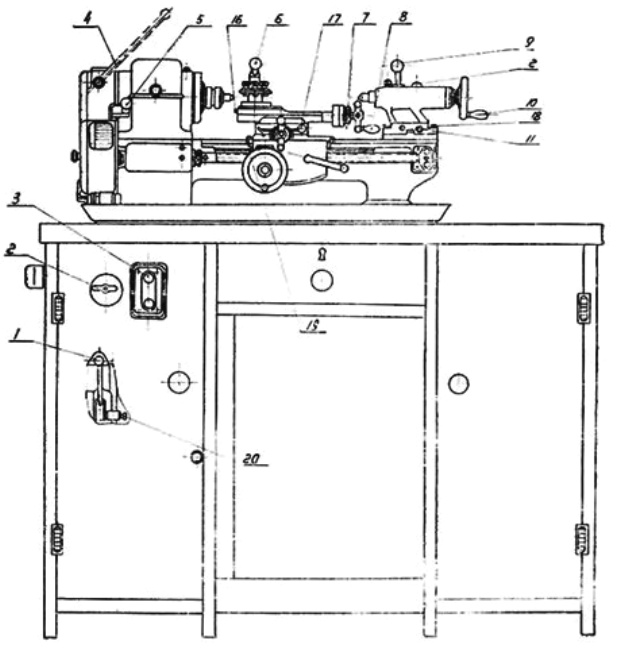


Крепится станина на подставках 8 совместно с корытом для сбора стружки 2 к деревянному столу.
фото:станина токарного станка
фото:станина в сборе
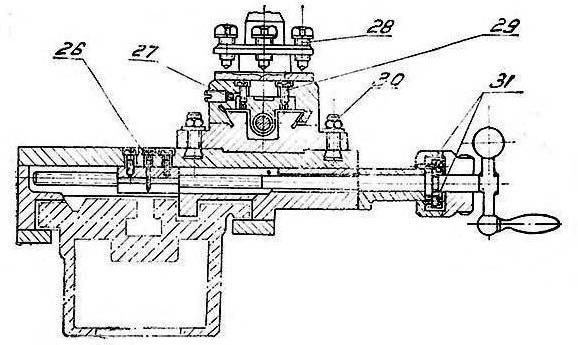
Передняя бабка предназначена для осуществления главного движения — вращения шпинделя.
Состоит из следующих основных частей:
- Корпус 1;
- Крышка 2;
- Шпиндель 3;
- Тензель 20;
- Рукоятка 19 для реверса подачи
Шпиндельная бабка с посаженным на него шкивом 4 установлена на двух подшипниках 9 и 12.
Подшипники представляют собой надрезанные вдоль трех образующих вкладыши с конической наружной поверхностью.
Осевой зазор между шпиндельной бабкой и вкладышем регулируется при помощи осевого перемещения вкладыша в корпусе гайкой 5.
Смазка шпинделя осуществляется двумя прессмасленками 16 и войлочными подушками 21.
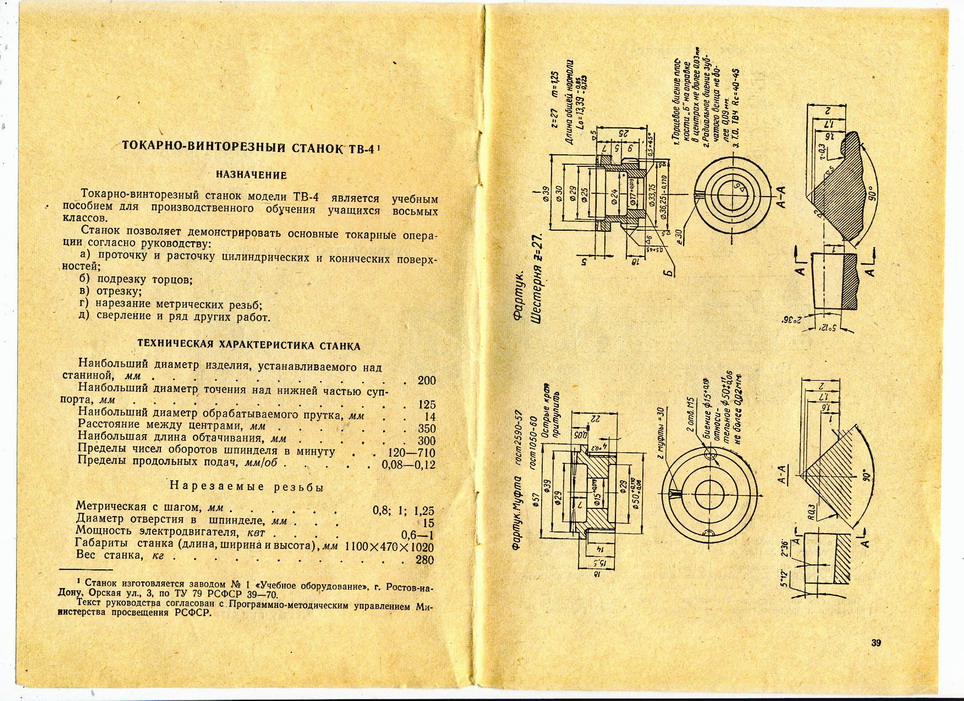
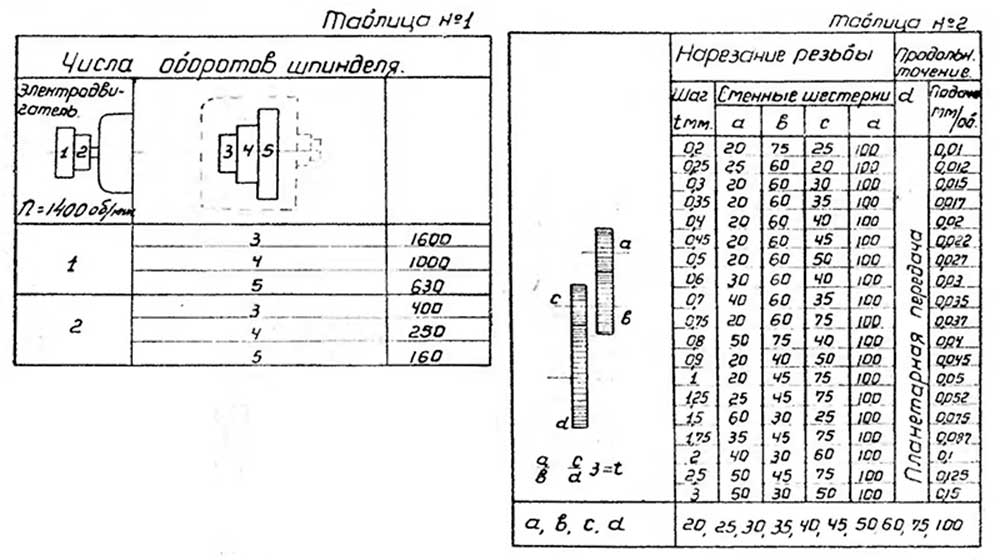
Гитара сменных зубчатых колес токарного станка позволяет нарезать резьбы различного шага, а также предназначена для продольного перемещения суппорта станка.
Устройство гитары показано на рисунке 3.
фото:гитара токарного станка
Сменные шестерни Шаг резьбы,мм Подача,мм/об а в с
| 20 | 75 | 25 | 0,2 | 0,01 |
| 25 | 60 | 20 | 0,25 | 0,0125 |
| 20 | 60 | 30 | 0,3 | 0,015 |
| 20 | 60 | 35 | 0,35 | 0,0175 |
| 20 | 75 | 50 | 0,4 | 0,02 |
| 20 | 60 | 45 | 0,45 | 0,0225 |
| 20 | 60 | 50 | 0,5 | 0,025 |
| 30 | 75 | 50 | 0,6 | 0,03 |
| 50 | 75 | 35 | 0,7 | 0,035 |
| 20 | 60 | 75 | 0,75 | 0,0375 |
| 20 | 45 | 60 | 0,8 | 0,04 |
| 20 | 45 | 75 | 1 | 0,05 |
| 25 | 45 | 75 | 1,25 | 0,0625 |
| 60 | 30 | 25 | 1,5 | 0,075 |
| 35 | 45 | 75 | 1,75 | 0,0875 |
| 60 | 45 | 50 | 2 | 0,1 |
| 50 | 45 | 75 | 2,5 | 0,125 |
| 50 | 30 | 60 | 3 | 0,15 |
Фартук выполняет функцию передачи движения от ходового винта к суппорту при помощи разъемной гайки 3.Рукояткой 5 производится включение и выключение гайки.
При включенной гайки фартука, продольная подача суппорта осуществляется механически от ходового винта. При отключенной гайки, подача осуществляется вручную, вращением маховика с лимбом 6, при этом передвижение суппорта выполняется через шестерню 4 и рейку 5.
фото:фартук токарного станка
Задняя бабка предназначена для поддержания длинных деталей, во избежание радиального биения, а также для сверления отверстий.
Задняя бабка состоит из следующих основных узлов:
- Корпус 1;
- Плита 2;
- Пиноль 4;
- Винт 3;
- Гайка 5;
- Маховик 12
фото:задняя бабка токарного станка
Задняя бабка перемещается вдоль станины по призматическим направляющим и крепится в нужном положении при помощи пазового болта 14 и гайки 6.
Осевое перемещение пиноли 4 из корпуса задней бабки – 65 мм. Вращением маховика 12 осуществляется перемещение винта 3 в гайке 5, тем самым выдвигается пиноль из корпуса. Фиксация бабка производится при помощи рукоятки 13.


Для точения конусных поверхностей предусмотрена возможность поперечного перемещения бабки 1 по плите 2 на 6 мм в двух направления от линии центров. При помощи винта 7 осуществляется перемещение.
Смазка трущихся поверхностей предусмотрена при помощи прессмасленки 9, а смазка центра – игольчатой пробкой 11.
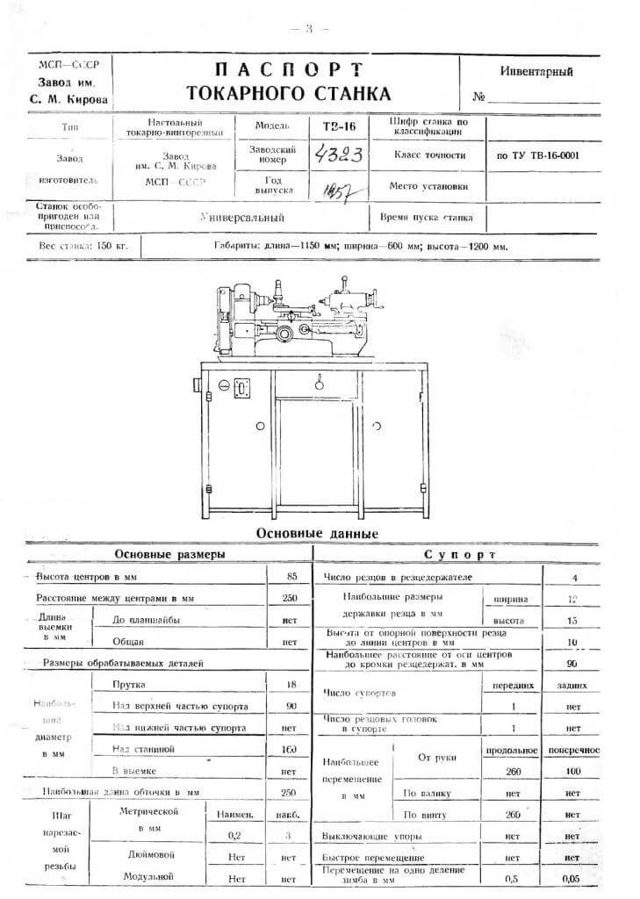
Основные параметры ТВ 16
| Высота центров,мм | 85 |
| Расстояние между центрами,мм | 250 |
| Наибольшая длина проточки,мм | 250 |
| Перемещение за один оборот лимба,мм: | |
| продольное | 32 |
| поперечное | 1,5 |
| Число резцов в резцедержателе | 4 |
| Конус Морзе шпинделя | 3 |
| Диаметр отверстия в шпинделе,мм | 18 |
| Конус Морзе задней бабки | 1 |
| Наибольшее перемещение пиноли,мм | 65 |
| Габариты станка,мм: | |
| длина | 1150 |
| ширина | 600 |
| высота | 1200 |
| Вес станка,кг | 180 |
Видео:Токарный станок ТВ 16
Задняя бабка перемещается вдоль станины по призматическим направляющим и крепится в нужном положении при помощи пазового болта 14 и гайки 6.
Осевое перемещение пиноли 4 из корпуса задней бабки – 65 мм. Вращением маховика 12 осуществляется перемещение винта 3 в гайке 5, тем самым выдвигается пиноль из корпуса. Фиксация бабка производится при помощи рукоятки 13.
Для точения конусных поверхностей предусмотрена возможность поперечного перемещения бабки 1 по плите 2 на 6 мм в двух направления от линии центров. При помощи винта 7 осуществляется перемещение.
Смазка трущихся поверхностей предусмотрена при помощи прессмасленки 9, а смазка центра – игольчатой пробкой 11.
www.metalstanki.com.ua





