Конструктивные особенности станков
Токарные станки с ЧПУ, используемые в наше время на многих производственных предприятиях, — это современное оборудование, позволяющее выполнять обработку деталей из металла, характеризующуюся высокой точностью. Это обеспечивается следующими конструктивными особенностями такого оборудования:
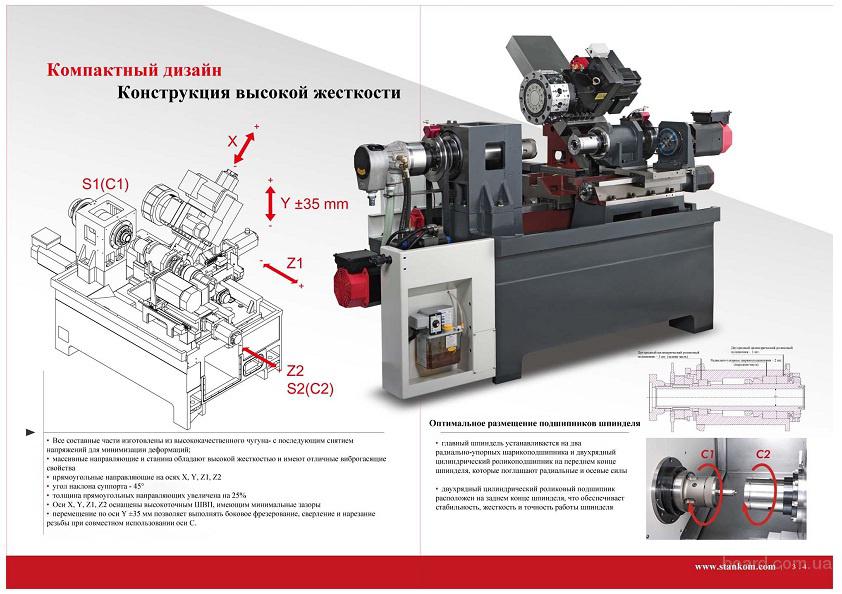
- в передаточных устройствах привода подобных станков практически полностью отсутствуют зазоры;
- все несущие элементы, узлы и механизмы, входящие в конструкцию токарного станка с ЧПУ обладают высокой жесткостью;
- кинематические цепи оборудования специально разработаны таким образом, чтобы их длина была минимальной, а также чтобы минимальным было количество механических передач, которые их составляют;
- в конструкции токарных агрегатов предусмотрены специальные сигнализаторы, отвечающие за обратную связь;
- такие устройства отличаются повышенной устойчивостью против вибрационных нагрузок, обязательно возникающих в процессе их работы;
- гидравлические, а также другие узлы токарного оборудования перед началом работы предварительно разогреваются при помощи специальных систем, что минимизирует риск возникновения тепловых деформаций в процессе выполнения обработки.
На токарные станки с ЧПУ устанавливаются направляющие, характеризующиеся повышенной износостойкостью и пониженным коэффициентом трения, что очень важно для обеспечения высокой точности выполнения токарных работ по металлу. Благодаря таким характеристикам направляющих агрегата снижается уровень рассогласования в его контролирующей системе, и все подвижные механизмы перемещаются по заданным параметрам с максимальной точностью
Направляющие узлы токарного станка, где предусмотрены элементы качения, в качестве которых преимущественно используются ролики, разработаны и изготовлены так, чтобы при работе на высоких скоростях и при их интенсивном нагреве коэффициент трения в них оставался неизменным.
Закаленные направляющие станины станка TRENS-SE-520
Естественно, направляющие токарных станков, на которых обработка деталей из металла выполняется на высоких скоростях, должны отличаться повышенной жесткостью. Обеспечивается это требование благодаря тому, что направляющие подвергаются предварительному натягу, который выполняют с помощью специальных регулирующих механизмов. Для снижения сил трения в направляющих узлах суппорта агрегата и его станины, работающих по принципу скольжения, их изготавливают на основе пар материалов: качественный износостойкий пластик (как правило, фторопласт) плюс чугун или сталь.
Чтобы обеспечить высокую жесткость несущим элементам токарного оборудования с ЧПУ, их выполняют в коробчатой форме с обязательными поперечными и продольными внутренними ребрами. Для изготовления данных элементов используют технологии литья и сварки. Если раньше для выполнения несущих элементов токарных станков по металлу использовали только чугун или сталь, то сейчас многие зарубежные производители выполняют колонны, станины, а также салазки таких агрегатов из бетона с добавлением полимеров или искусственного гранита, что придает им высокую жесткость и повышенную устойчивость к вибрационным нагрузкам.
Важнейшим элементом любого металлорежущего оборудования, в том числе и токарной группы, является шпиндельный узел, испытывающий значительные нагрузки в процессе работы. Именно поэтому все базовые и посадочные поверхности такого узла, а также его шейки, должны отличаться повышенной износоустойчивостью. Подшипники, которые устанавливаются в опоры узла, обеспечивают точность его вращения, к ним предъявляют повышенные требования по степени их износоустойчивости.
Передняя бабка с патроном станка SN-500
Объясняется это тем, что в данный элемент устанавливают ряд дополнительных: зажимные механизмы для рабочих приспособлений, работающие в автоматическом режиме, индикаторы, отвечающие за автодиагностику оборудования и за адаптивный контроль над процессом выполнения обработки. На токарных станках данной категории шпиндельный узел (по оси его вращения) может быть расположен в горизонтальной, а также в вертикальной плоскости.
5 Описание токарно-фрезерного центра 1728С
Очень популярный в нашей стране универсальный станок по металлу. Предназначен для осуществления широкого спектра обрабатывающих операций: обычное сверление и сверление под заданным углом, долбление, растачивание, фрезерование (в том числе и контурное), фрезерное точение и так далее. На 1728С выполняют комплексную обработку изделий в центрах и патроне, которая характеризуется уникальной точностью за счет следующих конструктивных особенностей агрегата:
- повышенная виброустойчивость и жесткость основных узлов;
- подшипники высокой точности;
- наличие термосимметричных элементов, которые нивелируют воздействие температурных деформаций;
- активные контролирующие органы за работой инструмента;
- качественная система ЧПУ.

Центр 1728С работает с заготовками до 40 сантиметров в диаметре длиной до 3 метров, имеет шпиндель (величина конца) А8, патрон сечением 40 сантиметров с отверстием 9,7 сантиметров.
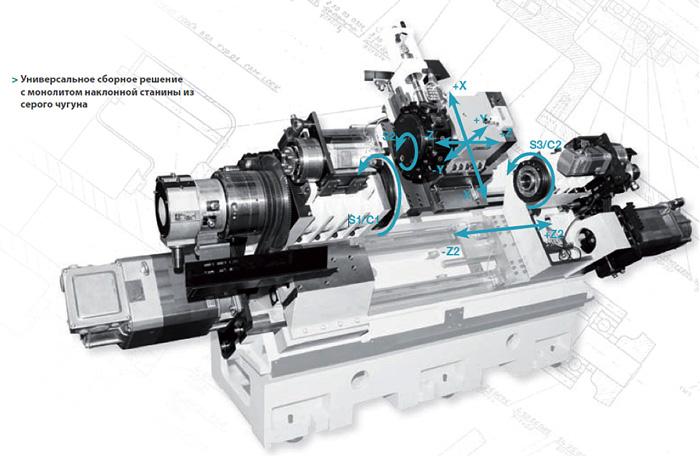
Конструктивные особенности
По направлению перемещения шпинделя делятся на две категории: вертикальный и горизонтальный.
У станков с вертикальным перемещением шпиндель двигается вдоль оси Z, то есть вертикально. В плоскостях обозначенных координатами Х и Y располагаются направляющие. Они жёстко закреплены к станине. Это способствует повышению точности обработки. Кроме этого, в вертикальных станках предусмотрена возможность обрабатывать детали с большими массогабаритными характеристиками.
Такая система охлаждения позволяет повысить производительность центра за счёт повышения скорости вращения заготовки.
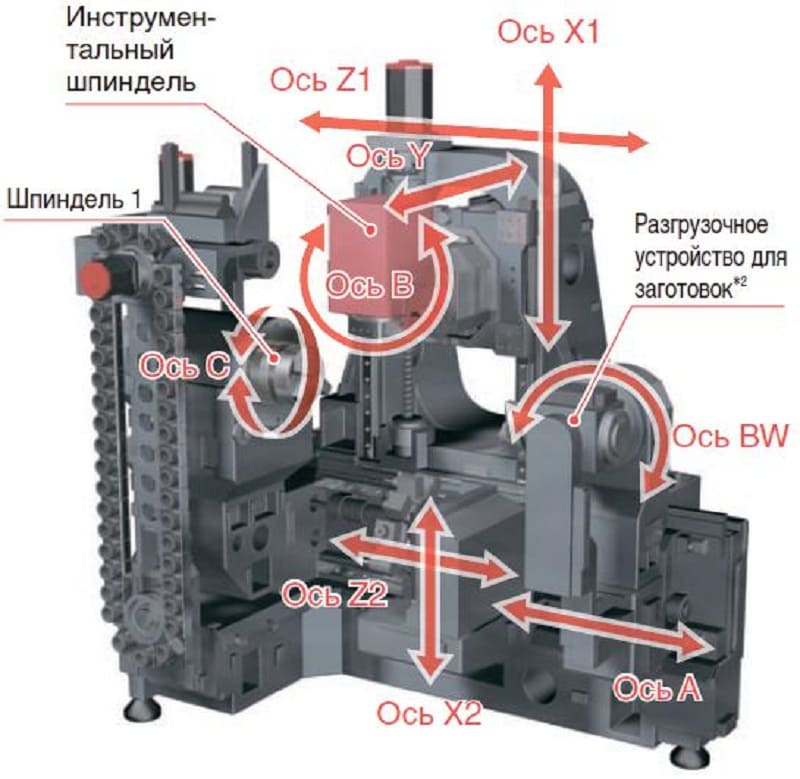
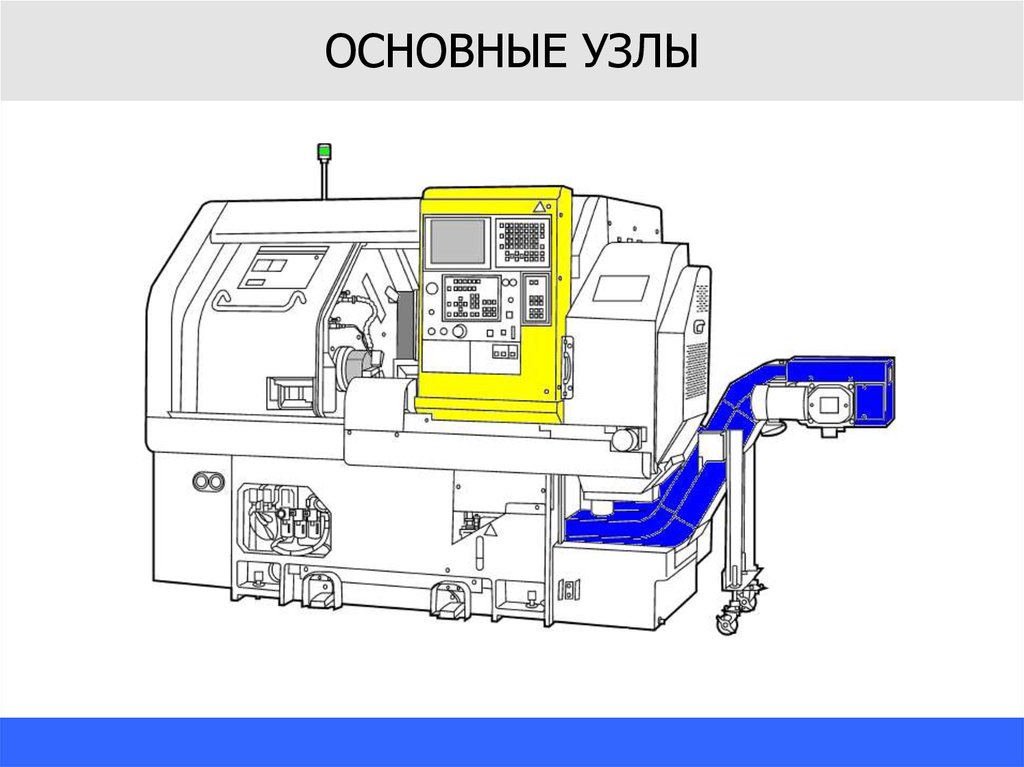
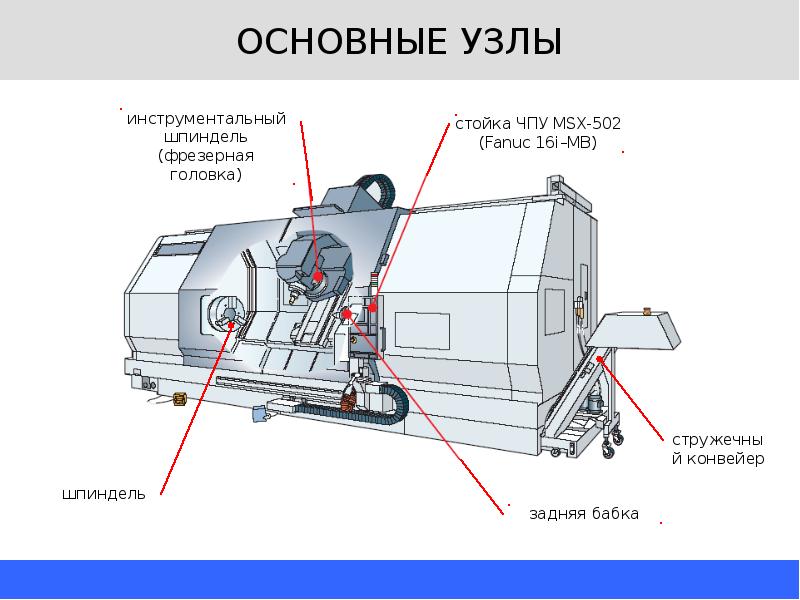
Составляющие токарного обрабатывающего центра
В станках, имеющих вертикальное перемещение шпинделя, применяется автоматическая смена режущего инструмента. Он может оснащаться 30 типами инструмента.









Конструктивно — это барабан револьверного типа. Горизонтальный токарный обрабатывающий центр при необходимости оснащается дополнительным оборудованием. Например, поворотными или наклонно-поворотными столами. Они превращаются в станки, способные работать в 3-х или 4-х координатах.
В обрабатывающих центрах с горизонтальным перемещением шпинделя для смены инструмента используются устройства ленточного типа. Они имеют три главных достоинства:
- Горизонтальные шпиндели имеют систему противодействия вибрациям.
- Обладают двухпаллетным рабочим столом. Добавление второй паллеты позволяет сократить время на снятие и установку заготовки.
- Применение гусеничной системы крепления инструмента позволяет использовать более двух таких колёс. В отдельных экземплярах удаётся довести количество инструмента до 120 штук.
https://youtube.com/watch?v=QDPYrLuo6Hk
Определение угла может достигать одной тысячной градуса. Применение этой оси позволяет проводить операции, которые невозможно осуществить на других станках. Например, изготовление коленчатых валов для двигателей, точная обработка шестерёнок, фрезерование червячных передач с высокой точностью.
Универсальные многофункциональные токарные центры оснащены противошпиндельным приспособлением. Им заменяют заднюю бабку. Противошпиндель надёжно удерживает правую часть заготовки, не мешая её обработке.

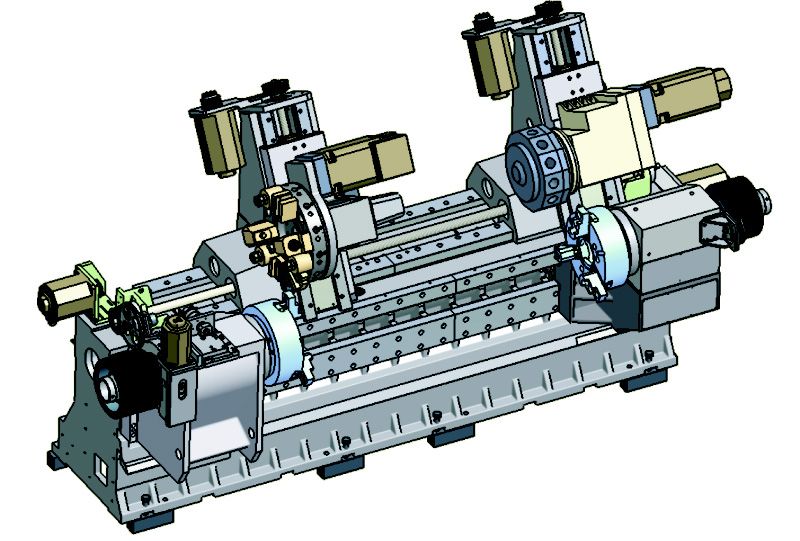
Токарный обрабатывающий центр 1728
Популярным является токарно-фрезерный станок с ЧПУ 1728f 2d. Он обладает целым рядом достоинств. К ним относятся: повышенная виброустойчивость, наличие подшипников высокой точности, установлены термосимметричные элементы, высокопроизводительная система ЧПУ. Благодаря этим элементам удаётся устранить негативное влияние деформации. Она возникает при высокой температуре во время обработки.
О преимуществах устройств с ЧПУ
Главным преимуществом специального токарно-давильного станка с ЧПУ РТ305М, является высокий показатель степени автоматизации производства, так как вмешательство оператора устройства в его технологический процесс сведено минимально. Главной задачей обслуживающего персонала при числовом управлении установкой, является токарная обработка изделий, практически выполняя только лишь подготовительные и заключительные производственные операции, например:
- установка и закрепление детали;
- снятие уже обработанного изделия;
- техническая наладка инструментов.

К преимуществам использования токарных приспособлений с числовым управлением также относят:
- производственная гибкость, при которой для обрабатывания разных изделий достаточно только заменить или скорректировать управляющую программу;
- бесконечное число повторяющих циклов при достаточно высоком уровне параметра обработки деталей;
- возможность такой обработки изделий, которая порой недоступна на обычных простых токарных устройствах;
- долгий срок эксплуатации токарных станков с ЧПУ, технические характеристики, которых на порядок выше, по сравнению с обычными станками, особенно при использовании автоматической подачи СОЖ (смазочно-охлаждающих жидкостей) в области резки.

Виды станков по резке металла с ЧПУ

Аппараты с ЧПУ делятся на стационарные и переносные. Первые устанавливаются в производственных цехах и предназначаются для обработки металла в промышленных масштабах. Мобильное оборудование с ЧПУ предназначается для вертикальной резки металла.
Выделяют три основных группы стационарных устройств:
- портальные;
- шарнирные;
- консольные.
Некоторые предприятия заказывают изготовление станков для резки металла с ЧПУ по индивидуальным параметрам. Однако такие случаи, скорее, являются исключением из правил, и большинство потребителей выбирает уже готовое оборудование из представленного ассортимента.
Способы фрезеровки
Работы по металлу выполняет 3d станок режущим элементом, которым является пила, оснащенная большим количеством мелких прочных зубьев.
Для некоторых деталей, кроме гравировальной обработки, требуется еще шлифование, которое обеспечивает гладкость заготовок, чтобы при соединении деталей не возникало зазоров.
Часто подобное фрезерование используется при изготовлении запасных автомобильных деталей, элементов двигателя.
Гравировальные работы можно поделить на несколько типов, различающиеся между собой вариантами размещения заготовки и расположением по отношению к детали режущего элемента.
Фрезеровальные работы по листовому металлу делают в ручном режиме, так как этот способ проще и дешевле, чем написание программы для станка с ЧПУ.
Можно использовать лазерный сканер, но в этом случае обработка листового металла должна производиться на станке с блоком управления. Это предотвратит брак заготовки.









И все-таки, наиболее часто металл фрезеруют следующими методами: используя станок с ЧПУ, с помощью лазера и с помощью 3д обработки.
На отечественных предприятиях ЧПУ обработка является одной из самых востребованных.
Для фрезеровки используют обычный станок с блоком управления. Нередко фрезеровочный станок разрабатывается внутри производства, в соответствие с потребностями предприятия.
Алгоритм гравировальной работы загружается в блок управления, и программа начинает «диктовать» станку процесс фрезеровки.
Благодаря этому способу, количество брака снижается до минимума.
Видео:
Брак может возникнуть по двум причинам: заготовка будущей детали была некачественной изначально, либо алгоритм процесса работы был неправильно рассчитан.
3d станок выполняет обработку металла на основе предварительно смоделированной на компьютере 3д-модели детали и заготовки к ней.
3д фрезерный станок стоит дороже других, однако детали на нем более совершенны по причине того, что 3д дает возможность задать точные гравировальные настройки для будущей детали.
К сожалению, 3д станки не могут выполнять «округлую» фрезеровку, ее делают с помощью лазерных и шлифовальных способов.
В последнее время «округлую» фрезеровку начинают внедрять в 3д метод, но пока детали не отличаются качеством.
Фрезерование с помощью лазера выполняется на станках с ЧПУ, оснащенных специальной установкой.
Это оборудование достаточно дорогое, однако, если используется лазерный сканер, нет необходимости делать шлифовальную обработку готовой детали.
Недостатком станка с лазерной установкой является то, что гравировальные работы в глубину лазерный сканер не производит, так как для этого требуется большая мощность оборудования и достаточно большой отрезок времени.
Лазерный сканер подразделяется на следующие виды. Тепловой лазер, работает по принципу выжигания отверстия в металле.
Возникающие после остатки плавильных материалов снимают шлифовальщиком, а в некоторых случаях бумагой.
И шлифовальный лазерный сканер, который обрабатывает поверхность заготовки по принципу пилы или наждака, делая несколько подходов.
Второй тип лазера делает работу дольше, но качественнее. Подобная технология встречается в России только на нескольких крупнейших металлокомбинатах.
Как изготовить своими руками?
Модели заводского типа имеют довольно высокую стоимость, поэтому станок вполне можно изготовить самостоятельно. Нужно только правильно подобрать подходящие элементы и составить схему.









Необходимые инструменты
Основные составляющие, которые понадобятся для создания токарно-фрезерного станка:
- станина. В большинстве случаев используется в виде деревянных брусков, которые имеют конструкцию решетки. Передняя бабка закрепляется стационарно, заднюю можно менять;
- электродвигатель и механизм передачи крутящего момента;
- монтаж ручного фрезера. Закрепляется в верхней части станины на самодельный блок.
Изготовление станины
Данная деталь фрезеровочного станка представляет собой монолитный элемент, который отличается повышенной устойчивостью. Для изготовления станины чаще всего рекомендуется использовать металл, так как деталь должна быть жесткой. Также применяется в виде материала и дерево, но тогда оборудование не будет рассчитано на высокую нагрузку.
Подручник
Деталь состоит из двух элементов, которые выполняются из стальных уголков. Стыковка уголков происходит с помощью сварки. В итоге получается 2 отрезка, один короткой длины, другой длинной. Короткий отрезок используется в качестве основания подручника. Далее, создается ответная рама, для ее создания используется стальная пластинка. Затем устанавливается зажим направляющего элемента. Следующим устанавливается гильза в уголок, устройство фиксируется и соединяется с помощью сварки. Готовая деталь стыкуется с выступающей полкой уголка.
Привод и трансмиссия
Привод должен быть с большой мощностью, чтобы хватало обрабатывать детали. Чаще всего применяется деталь с мощностью от 1200 до 2000 Вт.
Передняя бабка
Рекомендуется купить готовые изделия. Элемент включает в себя две составляющие, которые относятся к группе подшипников. Для самостоятельного изготовления требуется металлообрабатывающий станок.
Важно!
При самостоятельной сборке высота оси шпинделя над основанием должна быть менее 12 см.
Задняя бабка
Процесс изготовления этой детали считается менее сложным. Деталь включает в себя 4 элемента:
- основание (чаще всего применяют стальной уголок);
- направляющая (трубка, в задней части которой устанавливается пробка с отверстием);
- внутренняя трубка;
- приводной винт.
Передняя и задняя бабки обязательно устанавливаются на одной линии. Самодельный токарно-фрезеровочный станок рекомендуется сначала протестировать на мягких материалах, чтобы убедиться в качественной работе. Далее, можно использовать оборудование для требуемых целей.
Классификация станков ЧПУ, их характеристика и обозначения
Для расшифровки обозначений моделей станков используются буквенно-цифровые обозначения, поэтому вы должны знать, какую букву (цифру) используют для определения степени автоматизации, класса точности, назначения станка.
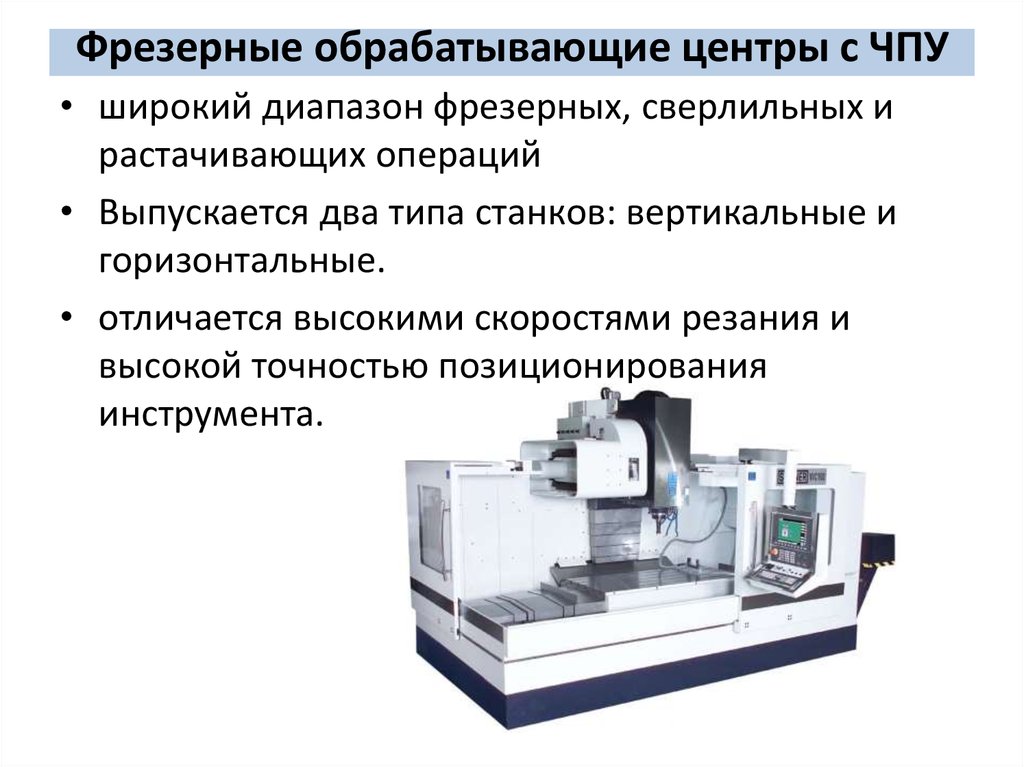
Технологические группы
Если проводить классификацию станочного оборудования по виду основных операций, то их можно разделить на следующие технологические группы:
- Фрезерная группа и сверлильно-расточная. Так как современное фрезерное оборудование довольно универсально, и может растачивать, сверлить, зенкеровать, то грань между фрезерной, сверлильной и расточной группой довольно условна.
- Токарная.
- Шлифовальная.
- Зубообрабатывающая.
- Многоцелевые станки или обрабатывающие центры.
Этой же классификацией каждой из групп присвоен свой номер. У токарных станков — 1-й номер, фрезерных — 6-й, сверлильных и расточных — 2-й, у разных станков — 9-й
Когда приходится расшифровывать маркировку, обращайте внимание на первую цифру. Именно она означает технологическую группу оборудования

Степень автоматизации
В управляющих системах СЧПУ, которыми оборудуются станки с программным обеспечением, тоже есть свои схемы классификации. Здесь разделение идет по следующим параметрам:
- Назначение. Выпускаются позиционные, прямоугольные, непрерывные, комбинированные станочные системы управления.
- Способ загрузки. Программное обеспечение в систему может устанавливаться через диск, флеш-носитель, магнитную или перфорированную ленту.
- Тип привода: шаговый, ступенчатый, регулируемый.
- Число управляемых (одновременно) координат и погрешности их задания.










Степень автоматизации оборудования обозначается Ф «N», и в его маркировке стоит на последнем месте.
- Ф1 — механизм оснащен устройством цифровой индикации. Координаты перемещения вводятся с клавиатуры, каждый раз на один кадр программы.
- Ф2 — в оборудовании используется позиционная (в сверлильных и координатно-расточных группах) или прямоугольная (во фрезерных, токарных и расточных группах) система управления.
- Ф3 — оборудование с контурными или непрерывными СЧПУ. Используя их можно обрабатывать поверхности любой степени сложности.
- Ф4 — ЧПУ станком управляет многооперационная комбинированная СЧПУ, в которой совмещаются возможности контурного и позиционного управления.
- Ц — цикловое программное управление. Самая дешевая и простая система автоматизации. Устанавливается на машины для производства однотипных деталей. Система циклового управления используется на станках с 2-3 точками позиционирования.

В маркировку обязательно вводятся индексы, отражающие наличие устройств автоматической смены инструмента (АСИ). Обозначаются они буквами: «Р» — смена и фиксация инструмента, осуществляются поворотом револьверной головки, «М» — смена инструмента из специального барабана, так называемого, инструментального магазина. В маркировке моделей отечественных станков ЧПУ это буквенное обозначение ставят перед видом системы программного управления Ф «N».
Особенности программирования станков
Чтобы использование токарных станков, оснащенных системой ЧПУ, было максимально эффективным, необходимо тщательно разработать технологический процесс обработки, а также составить программу, которая будет управлять работой оборудования. При решении этих вопросов надо учитывать ряд важных параметров: необходимость увязки систем координат оборудования, расположения на нем обрабатываемой заготовки и исходного положения рабочего инструмента с его дальнейшими перемещениями, которые он должен автоматически совершать в процессе работы.
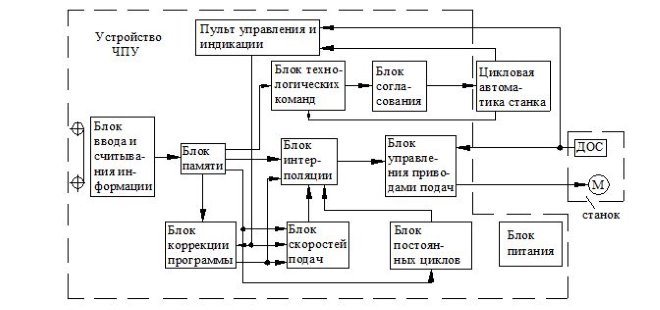
Принцип числового программного управления токарным станком
При составлении программы для такого станка принимают во внимание, что рабочий инструмент перемещается по координатным осям обрабатываемой детали, которая находится в неподвижном состоянии
Что важно, он перемещается в прямолинейном направлении по осям, параллельным осям обрабатываемой заготовки
При составлении такой программы придерживаются следующего алгоритма.
- Технологический процесс делится на три этапа: черновая, чистовая и отделочная обработка. Чтобы повысить производительность выполнения работ и снизить их трудоемкость, черновые и чистовые операции стараются объединить.
- Чтобы минимизировать погрешности фиксации и базирования обрабатываемой детали, ее технологические и конструкторские базы совмещают по определенным правилам.
- Полную обточку детали желательно выполнить с минимальным количеством ее установок.
- Необходимо придерживаться рационального подхода к вопросам обработки заготовок. Это предполагает, к примеру, обточку частей цилиндрических и конических заготовок с небольшой жесткостью только после того, как выполнена обработка их участков, отличающихся достаточной жесткостью.
В технологическом процессе, который предполагает использование для обработки токарных станков, оснащенных ЧПУ, под отдельной операцией понимается обработка, выполняемая на одном станке. При этом такие операции могут разделяться на отдельные переходы, подразделяемые на самостоятельные проходы.
Существуют определенные правила разработки программ последовательности работы с обрабатываемой заготовкой, придерживаясь которых можно обеспечить высокое качество готового изделия. В соответствии с этими правилами, в компьютерной программе для токарного станка задаются следующие параметры: число переходов и проходов, общее количество установок, вид обработки, которой подвергают заготовку, количество режущих элементов и их типоразмеры. Если технические возможности оборудования позволяют, то желательно все инструменты, участвующие в работе, помещать в один резцедержатель.
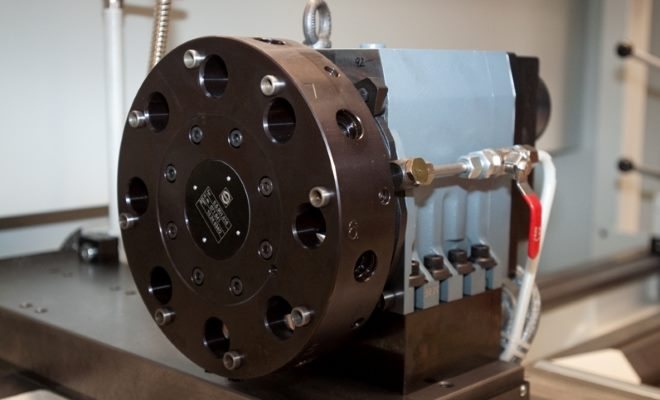
Револьверная головка SAUTER для токарного станка с ЧПУ
Но не всегда резцедержатели агрегата позволяют установить в них все элементы, которые участвуют в обработке. В таких случаях, не являющейся большой редкостью, в управляющей программе предусматривают приостановку работы, которая необходима для замены инструмента. Кроме того, при использовании таких станков можно разбить процесс обработки на несколько частей, чтобы не приостанавливать его для замены инструмента. Большая часть моделей токарных станков с системами ЧПУ оснащена резцедержателями, в которых можно зафиксировать ограниченный набор режущих инструментов. В большинстве случаев для работы таких устройств используют инструмент, оснащенный многогранными режущими пластинами. Чтобы быстро привести его в порядок, если режущая грань износилась, достаточно просто повернуть пластину и продолжить работу.
Среди наиболее распространенных инструментов, которыми оснащаются токарные агрегаты с ЧПУ, можно отметить следующие: для растачивания — резцы, режущие пластины которых наплавлены или закреплены механическим способом; для нарезания резьбы — трехгранные сборные резцы; для обработки отверстий и выполнения подрезки — ромбические резцы с твердосплавными пластинами. Все инструменты устанавливаются в резцедержателе в той последовательности, в которой они участвуют в обработке. Точкой отсчета, задаваемой в компьютерной программе управления, является закругление при вершине резца или сама его вершина.

Токарный станок с ЧПУ DMTG модель CKE6150Z
Виды токарных станков с ЧПУ
Все машины следует поделить на 2 типа:
- горизонтальные станки, созданные для работы с небольшими, а, порой, даже мелкими деталями;
- вертикальные.
К горизонтальному типу относятся также компактные станки для домашнего применения.
 Компактный токарный станок
Компактный токарный станок
Вид станка определяется положением направляющих – оно бывает наклонное, а также горизонтальное либо вертикальное.
Исходя из функций ЧПУ, машины могут иметь различные свойства:
- настольные токарные устройства – компактные станки для точения совсем маленьких деталей;
- резка труб и валов – станки предназначены для обточки очень длинных и сложных деталей, а также они способны обтачивать внутренние поверхности;
- резка втулок и валов – используются для вытачивания отверстий, обработки торцов и сложных тел вращения, нарезают резьбу;
- станки с повышенной производительностью – имеют повышенную жесткость благодаря направляющим скольжения, способны обтачивать любые детали из любого материала в непрерывном режиме;
- многофункциональные станки – справляются работами любого уровня сложности и любыми деталями.
Машины с программным управлением следует также разделить по назначению:
- центровые – обточка валов осуществляется в центрах, фиксируемых передней и задней бабками;
- патронные – задняя бабка здесь отсутствует, а патрон располагается в передней;
- патронно-центровые – имеют возможность обтачивать деталь только в патроне либо поддерживаться центром задней бабки.
https://youtube.com/watch?v=PSe1bZuGEok
Современные станки с ЧПУ