
Вакуумная формовка производится при помощи специального оборудования (вакуумно-формовочного станка). Оно позволяет изготавливать различную полимерную продукцию самых разных форм.
Виды прессов
На предприятиях используется всего два основных типа таких станков для вакуумной формовки пластика:
- Собственно вакуумные пресса. Используются для отделки мебельных заготовок щадящим способом. Такие установки могут обеспечивать давление не более чем в 0.95 кг/см 2 .
- Вакуумные с дополнительным давлением. Такое оборудование стоит гораздо дороже. При этом оно может обеспечивать давление до 8.5 кг/см 2 .
Первая разновидность обычно используется для наклеивания пленки ПВХ или для отделки шпоном простых заготовок. Вакуумные пресса второго типа применяются для облицовки деталей мебели из МДФ, имеющих сложную конфигурацию.
Основные узлы станка вакуумного формирования
Среди основных узлов, которые могут входить в комплект станка можно выделить:
- насосный узел или как его еще называют вакуумная система, обеспечивающая откачку воздуха из камеры и создание в ней перепада давления;
- нагнетающие воздух вентиляторы, которые обеспечивают равномерный нагрев и охлаждение пластиковой заготовки;
- электрические тэны (нагреватели), которые обеспечивают необходимую для работы температуру заготовки;
- прижимной узел состоящий из системы рам, для придания заготовки необходимой формы;
- подставка станка;
- станина, на которой располагается вакуумная камера;
- герметичная камера для процесса вакуумирования;
- компрессор, откачивания воздуха из камеры;
- система датчиков и регуляторов, для изменения параметров нагрева матрицы, проведения контроля за режимами вакуумирования и обработки заготовки.
Для проведения процесса вакуумного формирования, необходимым элементом является наличие специальной матрицы, на основе которой производится изделие. Такая матрица делается по размерам и форме необходимого для изготовления изделия. Ее материалом служат специальные термоустойчивые и прочные составы, которые позволяют проводить работу по вакуумированию, не один раз.
В зависимости от степени автоматизации процесса вакуумного формирования, такие станки могут оснащаться различным дополнительным оборудованием таким как:
- система управления панелью нагрева заготовки;
- датчиками защищающими заготовку от провисания;
- система управления растяжением заготовки (куполом установки);
- система управления механизмом изменение уровня стола и аварийными линиями концевых герконовых датчиков с возможностью отключения систем;
- датчик и регулятор времени проведения операций по формированию;
- датчик и регулятор времени проведения операций по охлаждению заготовки;
- системой управления процесса «отстрела» заготовки от матрицы;
- система приключения с автоматического на полуавтоматический режим работы.
Формы для вакуумной формовки
Существует два типа материала для создания форм, которые используются в процессе вакуумной формовки:
1. Формы из МДФ
Наиболее простым, недорогим и быстрым вариантом для изготовления форм, является фрезеровка МДФ плит при помощи ЧПУ. С таких плит набирается нужная толщина и в соответствии с 3D моделью, которая запрограммирована в ЧПУ, выполняется фрезеровка необходимой формы. После окончательной фрезеровки детали, её высушивают и обрабатывают специальным раствором, и в заключение поверхность обрабатывается шлифовочным материалом, после чего, её уже можно использовать для вакуумной формовки. В зависимости от сложности формы матрицы или иными словами болванки, разница количества циклов отличается при использовании. Таким образом, если форма имеет округлые края и невысокие выступы, то количество использования может достигать до 500 раз. Но если конструкция состоит из острых углов и высоких выступов, то её стойкость значительно сокращается, появится необходимость в реставрации болванки. Но реставрация в большинстве случаев является довольно дешевым процессом, за счет низкой цены на материалы для повторного изготовления.

2. Формы из стеклопластика
Такой материал можно использовать большее количество раз, нежели МДФ. Технология производства такой матрицы состоит в том, что предварительно необходимо иметь полую заготовку, в которую заливается полимерная смола, армированная стеклотканью. Данная процедура занимает значительный отрезок времени, но с лихвой окупается за счёт многократного использования формы в дальнейшем. В дополнение, если необходимо за один цикл изготовить, к примеру, 10 одинаковых изделий при помощи вакуумной формировки, то использование стеклопластика гораздо удешевляет размножение болванок в отличие от МДФ форм.

Обзор технологии производства
Из всех вариантов обработки полимерных материалов вакуумная формовка листового пластика – наиболее дешевый и быстрый. В процессе изготовления на заготовку достаточно воздействовать сравнительно не большим отрицательным давлением (-0,8 атм.), что не требует значительных энергозатрат. К тому же, сырье для производства поставляется в готовом виде (листы), что избавляет от организации процесса его подготовки.
Еще одно положительное качество этой технологии – сравнительно быстрый запуск в производство. Обычно на подготовку нужно 7-10 дней. Основное время затрачивается на изготовление формы и во многом зависит от ее сложности и материала, из которого она будет сделана.
Когда матрица готова ее размещают в машине вакуумной формовки, после чего возможен запуск производства.
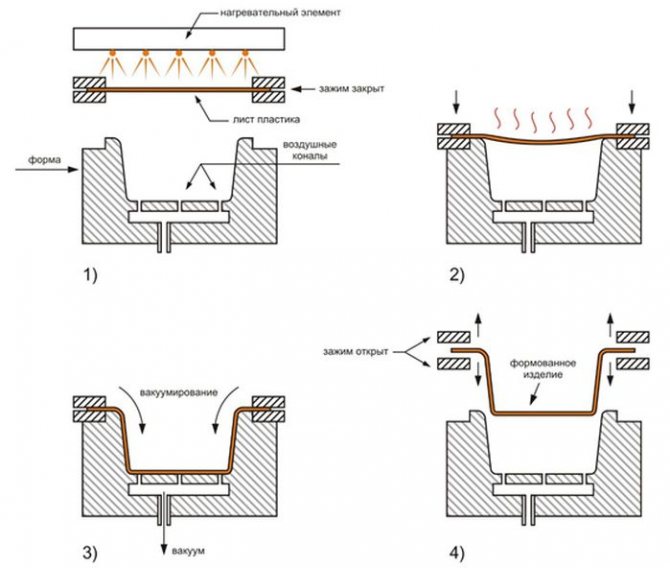
Собственно, технологический процесс формирования изделий состоит из таких этапов:
- Фиксация пластикового листа между матрицей и нагревающими элементами;
- Прогрев заготовки и матрицы;
- Раздув листового полимера (в случае формования изделий с глубоким рельефом);
- К предварительно разогретой и раздутой заготовке поднимают рабочий стол с матрицей;
- Откачка воздуха из оставшихся пустот между пластиком и формой;
- Обдув изделия до полного его охлаждения;
- Съем пластикового изделия с поверхности матрицы;
- Финишная доработка готового продукта.
Это довольно поверхностное описание процесса. Для более глубокого понимания следует рассмотреть каждый из этапов более подробно.
Фиксация заготовки в зажимной раме
Предварительно очищенный полимерный лист зажимается в специальной раме станка. Усилие зажима зависит от конкретного материала и должно обеспечивать его надежную фиксацию. Одновременно с этим оно не должно быть избыточным, это может стать причиной повреждения готового изделия во время его извлечения.
Для вакуум-формовочного оборудования, работающего в автоматическом режиме необходимо правильно устанавливать соответствующие настройки. В случае с полуавтоматическими станками качество готовой продукции во многом зависит от квалификации оператора.
Рамка с пластиковым листом плотно прилегает к периметру рабочей поверхности, исключая попадание воздуха со стороны. Это делает возможным создание разреженной среды или избыточного давления, необходимого для корректировки провисания полимерного листа.
Предварительный нагрев заготовки
После фиксации листа к его верхней плоскости, которая расположена с противоположной от матрицы стороны, подводится нагревательный элемент. Данный процесс зависит от конструкции станка, но суть одна для всех вариантов – заготовка должна прогреться до необходимой температуры.
В качестве нагревательного элемента на современных вакуумно-формовочных станках принято использовать кварцевые лампы или инфракрасные излучатели. На более дешевых моделях применяют керамические нагреватели. Недостаток керамики в ее длительном нагреве и остывании, что не позволяет оперативно регулировать температуру.
По достижении необходимого состояния пластик становится более мягким и может начать провисать. Это фиксируется фотоэлементами станка и в случае обнаружения деформаций система будет их компенсировать, создавая избыточное давление между рабочим столом и листом.
Для достижения необходимой температуры в заданных областях заготовки, используется позонный прогрев. Параллельно с этим тепловое состояние заготовки контролируется в реальном времени пирометрами. В случае достижения критических значений температура оперативно корректируется системой станка.
В некоторых случаях необходим нагрев матрицы. Это исключает преждевременное остывание термопласта, предотвращая его истончение и возможное повреждение. Возникновение подобных дефектов особенно вероятно на участках матрицы с острыми углами.
Предварительное растяжение листа
После нагрева заготовки до необходимой температуры нагревательный элемент откатывается или поднимается (зависит от конструкции станка).
Материалы и область применения изделий

Термовакуумной формовкой называют процесс производства объемных изделий из термопластичных полимерных материалов под воздействием температуры и вакуума. В качестве сырья используются практически все листовые термопласты, среди которых в серийном производстве чаще всего применяются:
- полиэтилен (в том числе и вспененный);
- ПВХ;
- полипропилен;
- полиметилметакрилат (ПЭТ);
- АБС пластик (акрилонитрилбутадиенстирол);
- полистирол;
- поликарбонат;
- оргстекло.
Вакуумная формовка листового пластика позволяет производить продукцию, которая востребована в:
- автомобильной, авиационной промышленности;
- судостроении и медицине;
- приборостроении и энергетике;
- пищевом производстве;
- области строительства и дизайна.
Применение определенного материала зависит от особенностей и технических характеристик оборудования, возможностей по созданию давления и температуры разогрева.
Каждый из нас в повседневной жизни регулярно встречается с изделиями, выполненными методом вакуумной термоформовки. Примером тому могут служить:
- ванны для мытья, мойки и поддоны для душа;
- одноразовая посуда;
- бамперы и предметы тюнинга автомобилей;
- вывески с объемными буквами, реклама и пр.
В процессе единичного производства изделий по данной технологии применяются сравнительно не сложные, малогабаритные и недорогие машины вакуумной формовки.
Как правило, такие устройства состоят из корпуса, прижимной рамки, вентилятора и нагревательного элемента, в роли которого выступает ТЭН. Главная деталь станка – это вакуумный насос, который откачивает воздух из камеры с разогретой заготовкой.
В серийном производстве применяется высокотехнологичное вакуум-формовочное оборудование, которое позволяет создавать продукцию в режиме непрерывного конвейера. Все модели для создания пластиковых изделий методом вакуумного термоформирования можно условно разделить на две категории: автоматические и полуавтоматические. В первых, все процессы производятся без участия человека. Во-вторых, процесс закладки, фиксации и выемки полимерной заготовки осуществляется вручную.
Нагрев заготовки
Главной особенностью этого этапа работ является обеспечение равномерного прогрева всего объема заготовки, так как в противном случае плотного прилегания материала к форме матрицы добиться не удастся. В технологии вакуумной формовки для нагрева заготовок применяются, как правило, инфракрасные излучатели и кварцевые лампы.
Общая площадь поверхности заготовки делится на несколько зон, каждая из которых нагревается отдельным элементом, а температура нагрева контролируется при помощи специальных пирометров. Данные о температуре обрабатываются компьютерной системой для своевременной корректировки разницы нагрева различных участков заготовки.
До окончания процесса нагрева лист полимера должен сохранять свое первоначальное положение. Провисание пластика фиксируется фотоэлектрическим сканером, после чего система дает команду, и в аппарат подается воздух для корректировки формы заготовки. Благодаря этому исключается возможность разрыва материала.

Отрасли применения технологии вакуумной формовки
Итак, вот главные отрасли, в которых применяется метод вакуумного формования:
- Пищевая промышленность – изготовление тары и емкостей для хранения, складирования, ложементы;
- Машиностроение – изготовление различных пластиковых элементов кузова, салона, подкапотного пространства. Методом горячей вакуумной формовки производят кожухи, корпуса воздушных фильтров, различные элементы приборных панелей;
- Медицинская отрасль — пеленальные столики, ванночки, тележки для хранения и перевозки медикаментов и оборудования, раковины нестандартной формы, элементы мебели и многое другое;
- Приборостроение — корпуса приборов, декоративные элементы;
- Производство оборудования и готовой продукции — корпуса и элементы различных станков и готовых изделий;
- Изготовление сложного архитектурного декора и промежуточных форм для отливки гипса, бетона, металла;
- Производство рекламных конструкций.
Практически все изделия из пластика с толщиной до 10 мм изготавливаются методом горячей вакуумной формовки. Как это происходит?
Окончательная обработка
Изделие, извлеченное из матрицы необходимо отделить по контуру от излишков полимерного материала. Сформованная деталь может являться полуфабрикатом для дальнейшего сборочного производства. Для этого изделие может разрезаться, в нем могут высверливаться отверстия для крепежных элементов и делаться пропилы для вставок.
Для окончательной обработки материала могут использоваться:
- механический обрезной пресс;
- ленточная пила вертикального или горизонтального типа;
- станок строгально-шлифовальный;
- фрезерный станок;
- сверлильный станок;
- ручной механический и электроинструмент.
Принцип действия
Технология прессования используется по-разному. В настоящее время она важна для производства плоских и изогнутых деталей в деревообработке, мебели, дизайне интерьеров и термоформовании твердых поверхностей (акриловый камень) и пластмассовых изделий. Даже автомобильная, авиационная и композитная промышленность открыли для себя многоцелевое применение мембранного и вакуумного прессования для изготовления приборных панелей, крыш, композитных материалов из различных листов и для композитных деталей со смолой.
Термоформование с помощью пресса используется в ванных комнатах, кухнях и мебели, а также для производства МДФ фасадов, дизайна в ресторанах, гостиницах, аэропортах и магазинах. Благодаря термоформованию акриловые твердые поверхности могут принимать изогнутые формы в 2D и можно создавать эффектные дизайны в 3D. Кроме того, поверхности легко обрабатываются стандартными инструментами.
Вакуумный пресс имеет простой принцип работы. Процесс термоформования состоит из двух фаз: нагрева и применения давления. Твердые поверхности должны быть нагреты до температуры 155-165 °C, чтобы быть гибкими и формованными. Время, необходимое для нагрева сплошной поверхности, зависит от толщины материала и технологии нагревательной печи.
После нагревания материал может быть изменен с помощью мембранных прессов. Предварительно разогретый материал помещается на пресс-форму внутри. После закрытия мембранной рамы создается вакуум, и атмосферное давление плотно прижимает мембрану и материал к пресс-форме. В зависимости от толщины, материал должен остыть до температуры не менее 60 °C, прежде чем его можно будет извлечь из пресса.





