
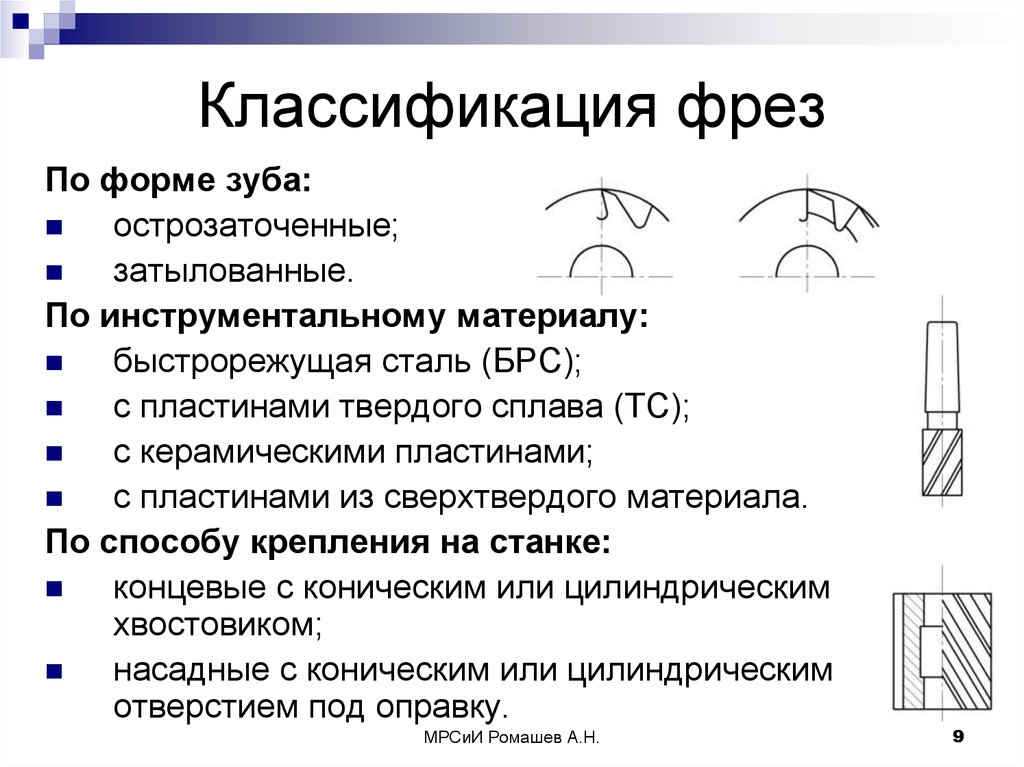
Типы лезвий
Лезвия ответственны за высокое качество работы как таковое. Они определяют, насколько оперативной и эффективной окажется обработка заготовок у мастера.
Твердосплавные лезвия (HSS, высокоскоростная сталь) или быстрорежущие (HM, трудно поддающийся затуплению металл) – зависит от того, насколько больший, к примеру, перегрев заготовки и резака при работе образуется в ходе работ. Так, HSS легче переносят перегрев – их рабочий диапазон температуры значительно выше. Из-за этого их острия труднее затупить, а значит, работают они заметно дольше, позволяя обслужить большее количество заготовок. Деревянные заготовки не требуют твердосплавных резаков: допустимо применить и обычные быстрорежущие изделия.
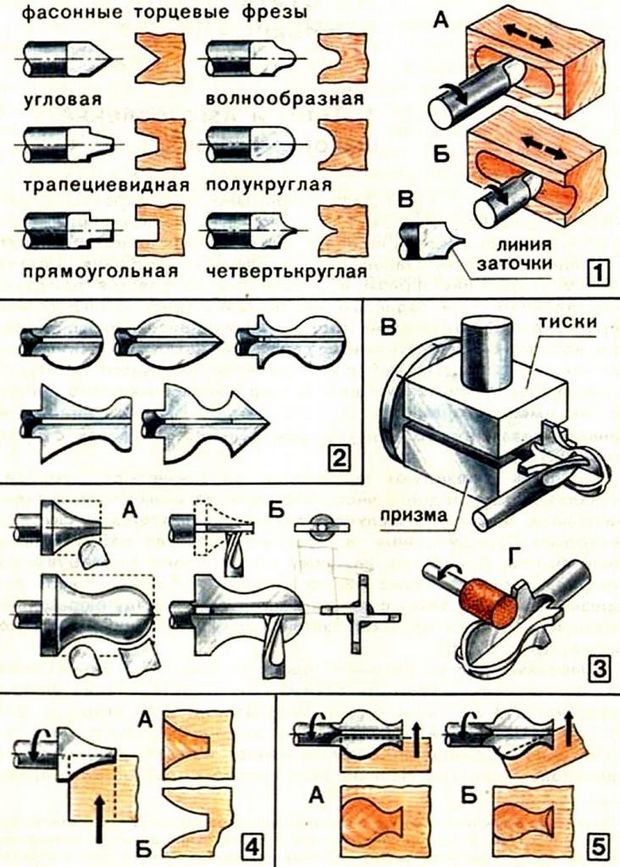
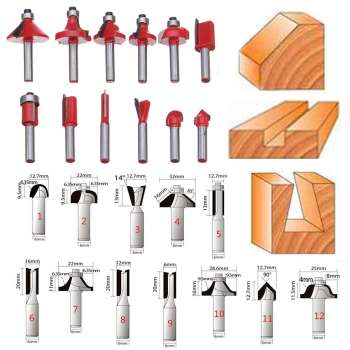
В частности, вертикальные фрезы режут дерево на части, наклонные – отшлифовывают детали, удалив в процессе обточки лишние слои древесины. Для тонкой шлифовки применяются спирально-ножевые резаки. У срезающих резаков обработка в итоге дает идеально гладкую плоскость детали, где сколов и неровностей практически нет – дошлифовывание не нужно.
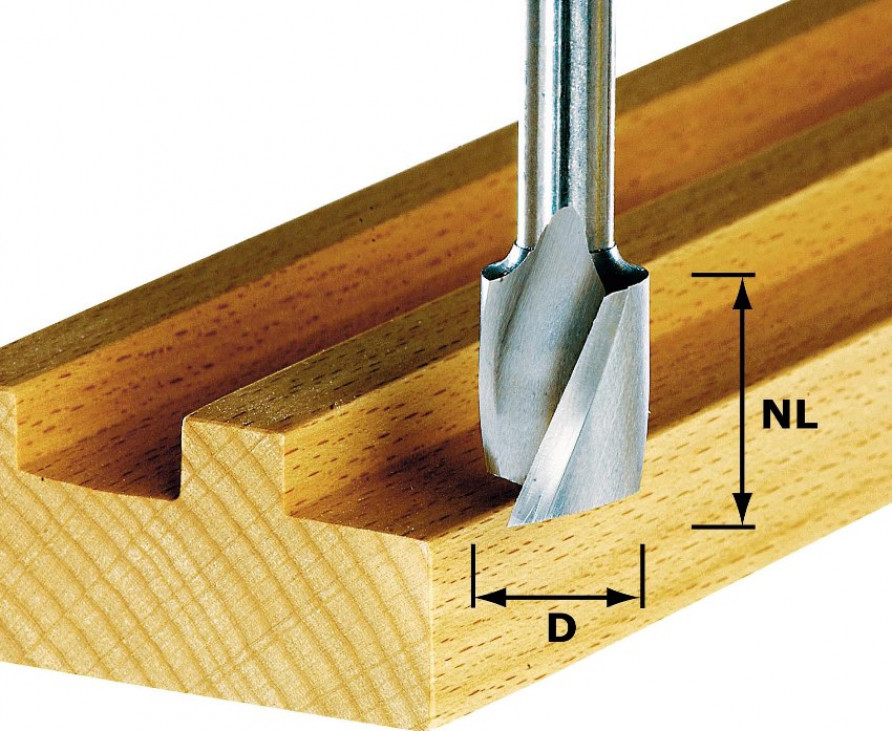
У пазовых фрез присутствует возможность проделать на выпиливаемой заготовке центральные или расположенные ближе к краю отверстия или канавки – так, идеально они подходят для формирования шипов и пазов. Достоинство пазных резаков – выставление ширины реза при неизменном диаметре хвостовика. Пазные резаки подразделяются, в свою очередь, на дополнительные подтипы.
Прямой резак – наиболее простое изделие. Его форма – ровный цилиндр. При работе образуется строго прямоугольная канавка в древесине.
Галтельная фреза: в продольном разрезе этот инструмент обладает U-образной формой.
Однако есть и V-образная разновидность галтельного резака
Стенки в обоих случаях обладают небольшим наклоном, что важно при прорезании непрямоугольных пазов
Пазовые конструкционные – Т-образные и «ласточкин хвост» – рассчитаны на прорезание фигурных канавок с плавными и резкими гранями одновременно. Первая обладает продольным разрезом изделия в виде буквы «Т», вторая – лепестками, в совокупности с остальными частями изделия напоминающими реальный хвост ласточки.
Фигурная фасонная фреза имеет строение рабочей части, напоминающей фигурные скобки. Паз, выемка, прорезаемые ею, обладают характерным для изделия заглубленной и заострённой центральной вогнутостью. Обработка заготовки фигурной фрезой производится по краям или ближе к центру детали: инструмент справится и с той, и с другой задачей.
Советы по использованию
Рекомендации по правильному применению торцевой фрезы заключаются в следующем.
- Используйте в каждом конкретном случае изделие с рекомендуемыми параметрами. К примеру, нельзя обрабатывать стекло, гранит, закалённую сталь фрезами из обычной инструментальной стали. Как бы ни была тверда и износостойка быстрорежущая сталь, она легко затупится о заготовки материалов, твёрдость которых (по шкале Роквелла) превосходит или равна используемым инструментам. Это напоминает ситуацию, в которой калёный саморез из легированной стали крепче, чем фигурная отвёртка из чёрной стали: отвертка повредится после затягивания нескольких десятков саморезов без предварительного рассверливания скрепляемых заготовок.
- Не перегревайте фрезу за счёт избыточного усилия и самых высоких оборотов, выдаваемыми конкретным фрезером. Быстрорежущая сталь, как калёная и другие похожие марки стали, при нагреве до нескольких сотен градусов отпускается. Чтобы вернуть её в исходное состояние, такую сталь необходимо перезакалить, погружая нагретую фрезу (или деталь, заготовку) в машинное масло, остужая её по специальному алгоритму. Алмазные фрезы также критичны к перегреванию: углеродные частицы не могут содержаться на перегретом припое и отлетают от стального полотна, на котором они закреплены. Кроме того, при сильном раскаливании алмаза последний превращается в графит, и диск становится бесполезным – он годится лишь для работы по дереву.
- Не используйте торцевые фрезы для несвойственных им работ, например, для врезки петель. Торцевые изделия не рассчитаны на мебельные и другие работы, где требуется простое вырезание материала.
- Включите при начале обточки скорость, достаточную для обработки заготовки. Недостаток оборотов (мощности) может привести к застреванию фрезы, застопориванию привода, что негативно отразится на качестве обточки.
- Не пытайтесь с помощью фрезы неподходящего (например, меньшего) диаметра обточить заготовку в одном и том же месте несколько раз. Это не только негативно скажется на конечном результате (неровности обточки, несоответствие её формам, указанным в проекте подготавливаемого изделия), но и приведёт к ускоренному, а также неравномерному износу зубьев режущего инструмента. Неравномерный износ, в свою очередь, обладает смещённым центром тяжести – резак попросту будет болтать в разные стороны. Возникшая при этом паразитная вибрация довершит своё дело: резак сломается, патрон фрезера расшатается.
- Не используйте ударный режим резания с неусиленными фрезами, рассчитанными на безударный режим. Нарушение данной рекомендации – залог быстрой поломки резака: отлом режущих зубьев, износ общей коронки, отрыв алмазных (или победитовых) частиц. Само изделие при этом перегревается, технологические канавки оси, на которую надет резак, изнашиваются быстрее. Инструмент начинает болтаться, что тут же отзовётся неровным торцеванием – края прорезанного зазора будут сплошь в насечках и выбоинах.

Правильный выбор торцевой фрезы и её надлежащее использование – залог долговечности резака и самого фрезера, высокого качества и скорости работы. Становится возможным заточить сотни изделий за одну рабочую смену, если мастер трудится на заводе.
Что это такое?
Концевые фрезеровочные изделия включают в себя рабочий отдел, хвостовик и шейку. Зуб такого изделия имеет 3 режущие детали: основную на цилиндрическом отделе, вспомогательную на торцовой части, а также переходную, размещающуюся между этими двумя элементами. Концевые модели фрез изготавливаются с зубьями винтового вида с небольшим углом. Концевое фрезерование считается одним из типов фрезерной обработки материалов. При ее выполнении с изделий снимается слой при помощи режущей части.
Фиксируется концевая фреза в шпинделе фрезерного оборудования при помощи хвостовика. Для закрепления с другими посадочными отверстиями применяются специальные переходные втулки. Производиться приспособления могут в виде праворежущих и леворежущих изделий. Концевые фрезы любого вида выполняются с неравномерным шагом режущих зубьев.
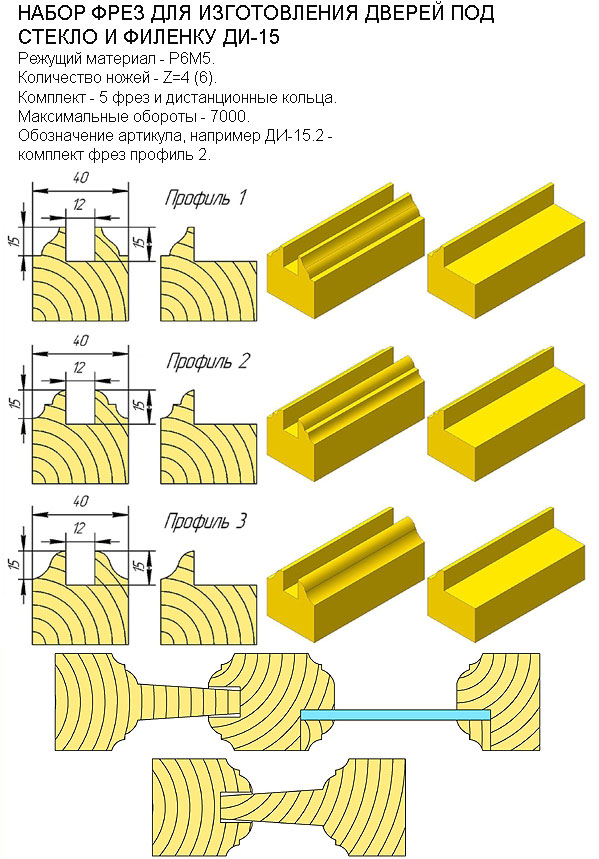
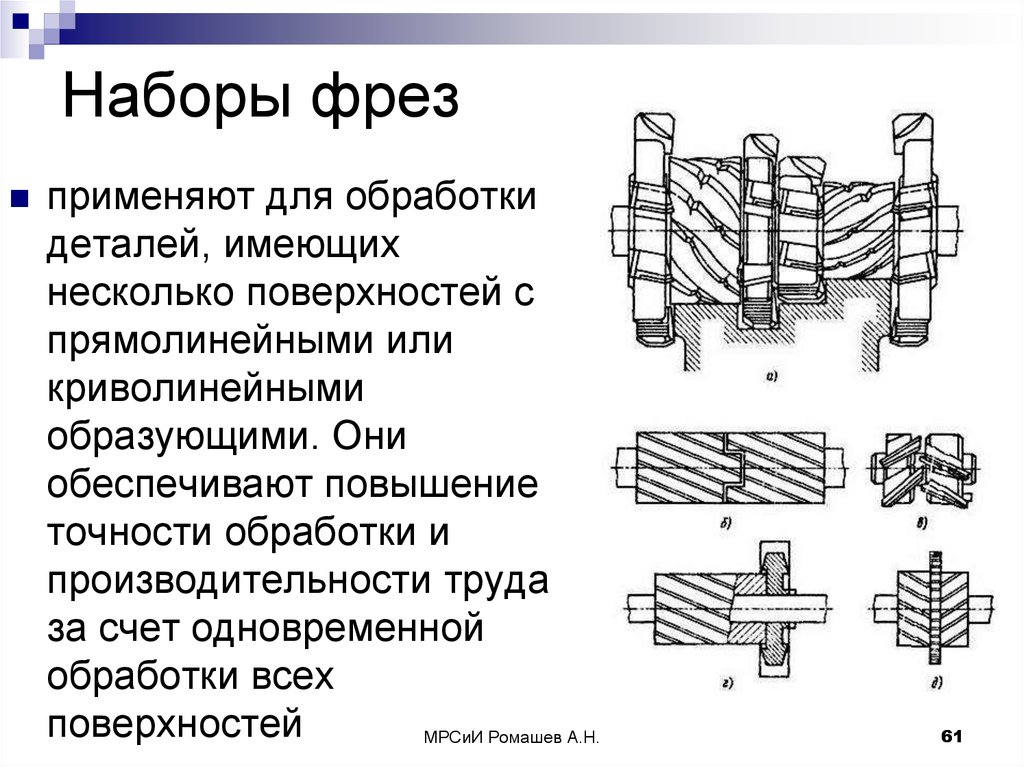
Набор фрез для фрезера
Приобретать фрезы поштучно – это достаточно затратно. Лучше приобрести сразу набор. Набор, конечно, имеет более высокую стоимость, чем одна фреза, но при покупке тех же фрез отдельно, вы потратите намного больше. Существует множество таких наборов и продаются они в любом магазине. Рассмотрим пять наиболее распространенных наборов от компании «Диолд»:
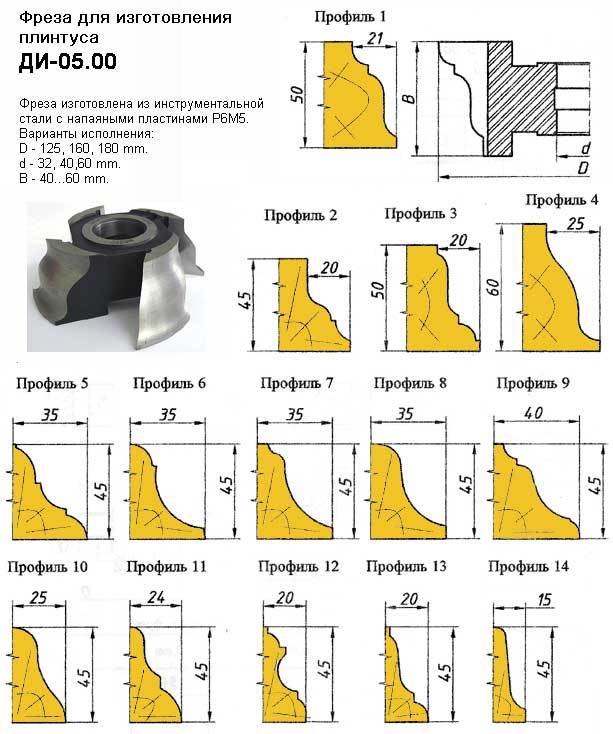
- первый набор имеет шесть кромочных фрез с радиусами 3, 4, 5, 6, 8 и 10 мм, оснащенных снизу опорным подшипником. Хвостовик у всех фрез имеет диаметр 8 мм
- во втором наборе содержится 12 фрез. Купив набор, вы получите две кромочные фрезы, имеющие радиус 6,35 и 9,5 мм и с опорным подшипником; одну фигурную с двумя радиусами 4 мм и с опорным подшипником; три концевые фрезы, имеющие диаметр 6, 12 и 16 мм; одну торцевую диаметром 12,7 мм; одну угловую (угол 90 градусов) с наружным диаметром 12,7 мм. Также в наборе присутствует одна пазовая фреза, имеющая радиус 6,35 мм; одна торцевая радиусная с радиусом 6,35 мм и опорным подшипником; одна торцевая фреза с углом 45 градусов с опорным подшипником, а также одна пазовая (под «ласточкин хвост»), имеющая диаметр торца 12,7 мм и угол 14 градусов. Такой большой набор станет верным помощником начинающему столяру, потому что он поможет реализовывать разные типы работ по созданию несложных предметов мебели
- в третьем наборе имеется 16 предметов. Он очень похож на предыдущий. Кроме описанных выше, в наборе вы увидите концевые фрезы диаметром 3 и 12,7 мм; пазовую с радиусом 3,2 мм и специальное сверло диаметром 6,3 мм
- четвертый набор предназначен для профессиональных мастеров. В наборе содержатся 12 фрез усиленной конструкции со всеми функциями второго набора
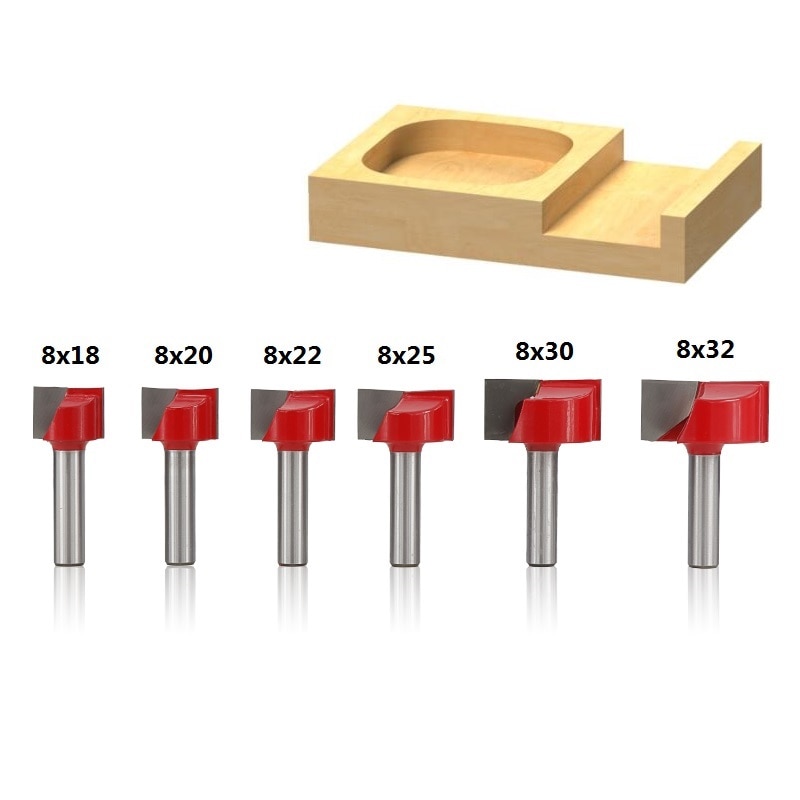
- пятый набор имеет некую схожесть с четвертым, но имеет в своем составе 20 фрез усиленной конструкции с широким разнообразием характеристик и добавлением торцевой пазовой фрезы, имеющей ширину 9,5 мм и диаметр 32 мм. Набор также предназначен для профессиональных мастеров.
Помимо описанных выше наборов у фирмы «Диолд» есть еще 10 наборов, укомплектованных фрезами в различных комбинациях. Выбор наборов достаточно широк, любой мастер подберет подходящий именно для себя.
Типы по сфере применения
Чем хуже состояние заготовки, тем тяжелее работать режущим кромкам. Неровности припуска с силой бьют по режущим граням, и они могут испортиться. Поэтому обработку таких заготовок ведут двумя инструментами – черновым и чистовым.
Черновая фреза сделана из быстрорежущей стали Р18, Р6М5 и других. Сталь лучше амортизирует удары. Черновой инструмент снимает основную массу припуска и готовит поверхность для дальнейшей обработки. Часто он монолитный, но встречаются фрезы и с напайными пластинами.
Инструмент для чистовой обработки работает по более гладкой поверхности. Он дает высокую точность, но стоит дороже. Обычно лезвия закрепляются механически. Чистовые фрезы дают 8-9 квалитет точности. Если поверхность заготовки гладкая, например, после литья по выплавляемым моделям, то ее сразу можно фрезеровать начисто.


Но если это прокат или литье в песчано-глинистые формы, то без черновой обработки не обойтись.
В серийном производстве чаще всего используют прокат или штамповку. При этом форма заготовки лишь отдаленно напоминает готовое изделие. Тогда, чтобы упростить технологию изготовления детали, выгодно взять специализированную фрезу.
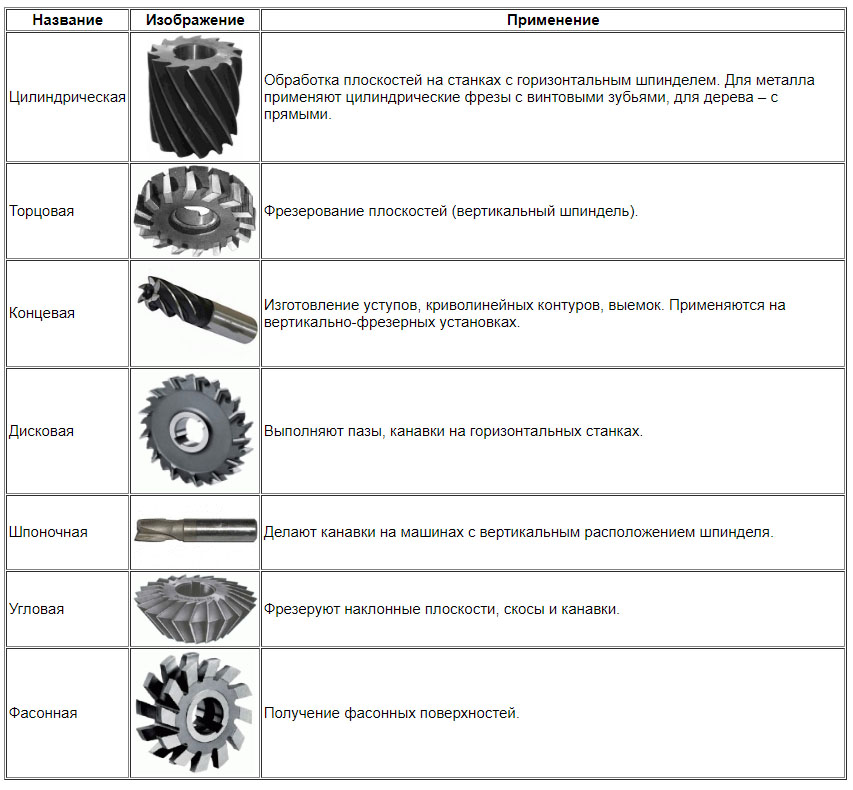
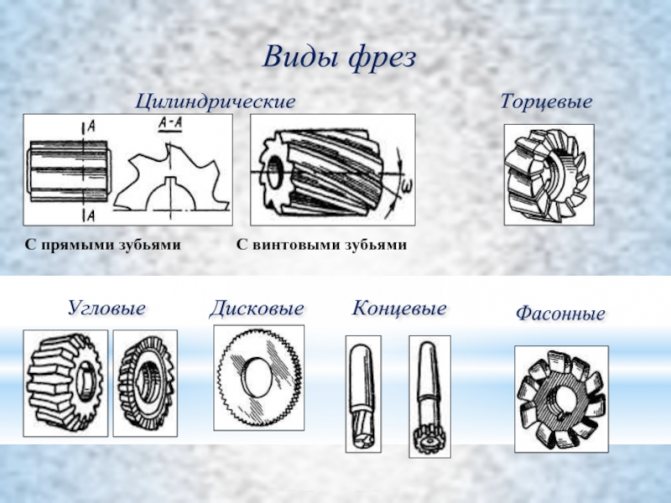
Для обработки больших плоскостей подойдет цилиндрическая.
Пальцевые и дисковые модульные фрезы делают зубчатые колеса.
Резьбовые быстро и качественно нарезают наружную резьбу на валах.
Фасонные выполняют прочие специализированные поверхности.

А поскольку материалы заготовок различаются, то и фрезы для них тоже должны быть разными.
Государственные стандарты
Общие требования к конструкции и характеристикам концевых фрез изложены в ГОСТ 17024-82 «Фрезы концевые. Технические условия». В дополнение к этому существует около сорока государственных стандартов, которые регулируют требования к характеристикам отдельных видов концевых фрез. Помимо прочего, они включают группу ГОСТов, регламентирующих параметры различных видов концевых фрезеров, предназначенных для обработки специализированных материалов на станках с ручным управлением и ЧПУ: легких сплавов, труднообрабатываемых сталей, титановых сплавов (ГОСТ 16225-81, ГОСТ 16225-81, ГОСТ 18938-73 и пр.). Другие ГОСТы определяют размерные ряды диаметров: для концевых фрез с цилиндрическим хвостовиком — ГОСТ 17025-71, а для концевых фрез с коническим хвостовиком — ГОСТ 17026-71.




Помимо государственных стандартов, требования к этому инструменту регламентируются техническими условиями, например, ТУ 2-035-0222232.3-90 определяет ряд диаметров для станков с ЧПУ.
Дополнительная оснастка
Дополнительная оснастка фрезера очень сильно влияет как на его функциональность, так и на цену
Поэтому на комплектность и качество оснастки надо обратить самое пристальное внимание. Даже если фрезер приобретается под конкретную цель, будет нелишне выяснить, существует ли для этой модели дополнительная оснастка и возможно ли крепление к ней оснастки от других моделей

Параллельный упор предназначен для ведения фрезы на постоянном расстоянии от края детали. С помощью этого упора выполняется фрезеровка пазов в мебельных фасадах, межкомнатных дверях и т.д.

Направляющая шина тоже предназначена для фрезерования по прямым линиям, но, в отличие от параллельного упора, без привязки к краю заготовки. Направляющая шина позволяет фрезеровать на любом удалении от края и под любым углом к нему.

Копировальная втулка применяется для копирования детали по шаблону. Втулка подбирается по диаметру фрезы и устанавливается в подошву выше фрезы. Шаблон укладывается на обрабатываемый материал, и, упирая втулку в края шаблона, производится его копирование.

Циркуль позволяет производить фрезеровку по радиальной линии.
Конструктивные особенности
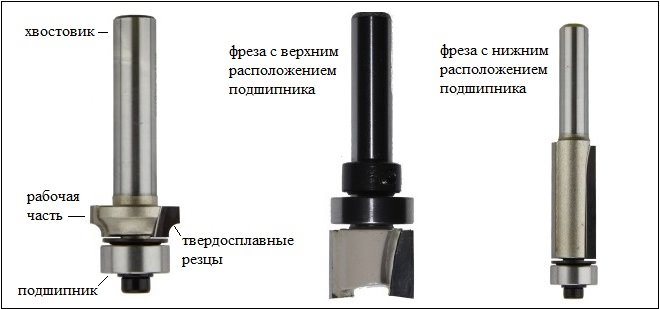
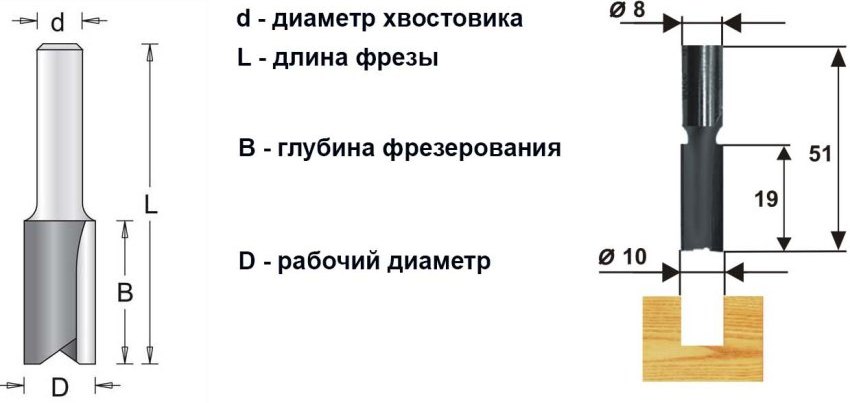
Конструкция любой насадки для фрезера включает в себя два основных элемента: хвостовик и рабочую часть.
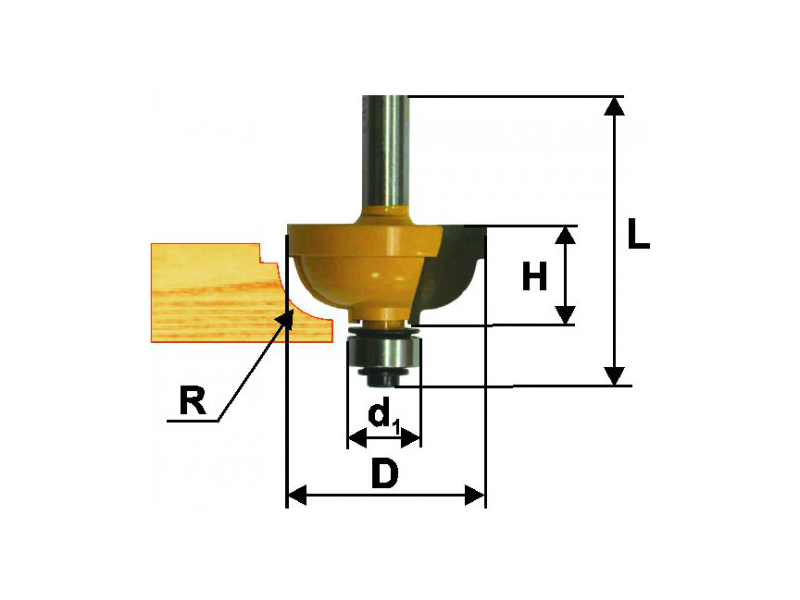
- Хвостовик позволяет фиксировать фрезу в патроне используемого оборудования. По своему конструктивному исполнению хвостовик инструмента для ручного фрезера может иметь цилиндрическую и коническую форму, кроме того, на хвостовике нередко выполняется лыска, которая предотвращает его проскальзывание в патроне оборудования. Помимо надежного крепления в патроне ручного фрезера, хвостовик также обеспечивает проникновение инструмента в обрабатываемый материал на требуемую глубину. На хвостовиках отдельных моделей устанавливается подшипник, который выступает в роли упора, огибающего шаблон в процессе обработки. Благодаря использованию такой конструкции, кромке обрабатываемой с помощью ручного фрезера детали придается требуемая конфигурация, а само приспособление, подшипник в котором легко заменить, подвергается минимальному износу. Кроме того, такая насадка, оснащенная подшипником, не нуждается в установке на ручной фрезер копировального кольца, что значительно упрощает работу.
- Рабочая часть инструмента для фрезерного станка ручного типа выполняет основную работу – определяет форму и качественные характеристики обрабатываемой поверхности. Данный элемент имеет монолитную конструкцию (полностью изготавливается из быстрорежущей стали) либо оснащается сменными наборными дисками, закрепляемыми на центральной оси. Второй вариант конструктивного исполнения отличается более высокой стоимостью, но является более практичным, так как позволяет, используя один хвостовик, создавать на его основе инструменты с различной конфигурацией рабочей части (так называемые фрезы насадные).
Конструкция фрез с твердосплавными пластинами
По материалу изготовления инструменты для ручных фрезеров делятся на два основных типа.
- Фрезы, изготавливаемые из быстрорежущих сталей, обозначаются маркировкой HSS. Инструменты из такого материала хорошо демонстрируют себя при обработке ручным фрезером мягкой древесины, но при работе с древесиной твердых пород они быстро перегреваются и тупятся. Большим преимуществом фрез данного типа, кроме всего прочего, является невысокая стоимость.
- Инструменты для фрезерного станка по дереву могут иметь режущую часть, изготовленную из твердосплавных пластин. Узнать такие изделия, которые используются преимущественно для обработки твердой древесины, можно по обозначению HM. Несмотря на то, что они медленнее изнашиваются, при их использовании для обработки мягкой древесины достаточно сложно получить рез высокого качества. Фрезерование при этом следует выполнять на более медленной скорости, чем при использовании фрез из быстрорежущих сталей.

Фрезы из быстрорежущих сталей
Фрезы по дереву для ручного фрезера также различаются формой заточки своих режущих зубьев, которая может быть прямой или винтовой. Инструменты, режущие зубья которых имеют прямую форму, хотя и являются более простыми в обслуживании, но быстрее тупятся. Кроме того, при использовании таких фрез для обработки древесины с разнородной структурой на ней могут возникать сколы и выщерблины.
Получить практически идеальную отфрезерованную поверхность позволяют инструменты для ручного фрезера, режущие зубья которых располагаются по винтовой линии. Между тем использование таких фрез связано с определенными сложностями, которые заключаются в том, что для заточки необходимо использовать специальное оборудование, поэтому, если они утрачивают свои режущие свойства, их чаще всего просто заменяют на новые.
Важен также угол, под которым затачивается рабочая кромка. Такой угол, значение которого выбирается в зависимости от характеристик обрабатываемого материала, как правило, не превышает 90°. Конструкция режущей кромки, кроме передней и задней затыловочной поверхностей, включает в себя и достаточно сложную по конфигурации поверхность, которая отвечает за эффективный отвод стружки из зоны обработки. Следует иметь в виду, что без правильно сформированного стружколома скоростное фрезерование выполнить не получится.

Наборные фрезерные инструменты (фрезы насадные) нередко выполняют с двойной заточкой режущей части, что позволяет в два раза увеличить их рабочий ресурс. После того как один из рабочих элементов, из которых состоит режущая часть, затупляется, его просто переворачивают на 180°. Между тем рабочие фрезерные насадки с двойной заточкой из-за особенностей своей конструкции не могут выполняться в сложной конфигурации, что значительно снижает эффективность их использования и, соответственно, качество результата обработки.
Размеры
Широкую популярность получили фрезы с хвостовиком 8 мм. Хороший тому пример — ARDEN 707831. При общей длине 8,6 см чистая протяженность модели всего 4 см. В высоту она достигает 50 мм. Есть и другие привлекательные варианты. На дисковые пазовые фрезы действует специальный ГОСТ 3964, утвержденный в 1969 году. С тех пор, конечно, он не раз дорабатывался и совершенствовался. Согласно стандарту в актуальной редакции, типовые габариты таковы:
- 3 мм;
- 4 мм;
- 5 мм;
- с диаметром 6 мм;
- 0,8 или 1 см;
- 1,2, 1,4 см.

Найти фрезы размером ровно 15 мм практически невозможно. Почти всегда в таких случаях на самом деле предлагают метиз 15,8 мм. Приятный образец — галтельная модель от фирмы «Зубр». Метиз рассчитан на кручение со скоростью до 2400 оборотов. Сечение хвостового блока составляет 0,8 см, а еще изделие оснастили 3 рабочими зубцами. Длину 20 мм имеет особая фреза от Bosch. Модель сечением 2,5 и с хвостовиком 0,8 см в высоту достигает 25 мм. Поставка ведется в блистерной таре. Производством занимаются на китайском предприятии. Но при этом полностью соблюдают базовые германские стандарты качества.
Что касается модификаций 16х120, то они оптимизированы прежде всего для врезки замков. Это не означает, впрочем, что другие манипуляции выполняются хуже. Модификация от Brigadier оборудуется кормовой частью 1,2 см. Метиз пригоден и для ручных, и для настольных фрезеров. Прочие важные моменты:
- изготовление на базе углеродистых марок стали;
- концевое исполнение;
- отсутствие подшипника.

Стоит обратить внимание и на дисковое изделие 63х6. Например, на трехстороннюю версию на основе Р6М5. Эта быстрорежущая сталь весьма надежна
Явным преимуществом можно считать и пригодность для обработки крепкого металла. Допускается применение на общем фрезерном и автоматизированном производственном оборудовании; основные показатели соответствуют в общем случае ГОСТ 25827
Эта быстрорежущая сталь весьма надежна. Явным преимуществом можно считать и пригодность для обработки крепкого металла. Допускается применение на общем фрезерном и автоматизированном производственном оборудовании; основные показатели соответствуют в общем случае ГОСТ 25827.
Завершить обзор размерного ряда уместно на фрезах 30 мм диаметром. Яркий тому пример Freud D30. Высота тут составит 1,2 см. Конструкция подходит для:




- фанеры;
- мягкого дерева;
- твердых пород дерева.

Кроме линейных размеров, имеют значение и определенные углы. От них зависит:
- толщина вырабатываемой стружки;
- сила, с которой инструмент прорезает металл;
- механическая стойкость приспособления, особенно при длительной обработке в больших объемах.
Модели с главным углом 90 градусов подходят для фрезеровки выступов прямоугольной конфигурации. В процессе работы режущая сила имеет радиальный характер. Прикладывается она в сторону подачи.

Иначе обстоят дела с метизами, у которых главный угол составляет 45 градусов. Ими пользуются преимущественно для торцевого фрезерования. Можно уверенно работать с материалами, образующими недлинную стружку. Слишком сильное радиальное воздействие в таких случаях, особенно на завершающих этапах работы, часто приводит к крошению поверхности. Так как стружка тоньше, производительность в рамках каждой отдельной операции подрастает.
В специализированную торцевую группу входят фрезы с главным углом от 60 до 75 градусов. Глубина реза повышается по сравнению с общими торцовочными изделиями. Осевая сила прореза меньше, чем у категории «45». Но при этом рабочие кромки получаются прочнее, чем при угле 90 градусов. Есть еще 10-градусные модели, которые рассчитаны на высокую подачу и плунжерную обработку; можно использовать такие фрезы и на трехкоординатных станках и при необходимости «увеличить вылет».

Советы по установке и снятию
Тщательно, правильно закрепите режущий инструмент в станке, как это указано в инструкциях к прибору.
Перед началом работы запустите станок без заготовки: биений в разные стороны быть не должно.
Не пытайтесь установить резак при запущенном станке. Это не дрель и не шуруповёрт – придерживание патрона при фиксации резака во время вращения может привести к тяжёлой травме руки. В отличие от саморезной биты или сверла, резак – инструмент с множеством граней. Запустившись на скорости в 10-20 тысяч оборотов в минуту, эти грани и кромки, подобно тёрке овощерезки, в месте соприкосновения сточат кожу на руке полностью.
Устанавливайте резак по хвостовой метке либо на глубину, равную длине оси в месте режущей насадки.

В процессе работы пользуйтесь штатными регуляторами глубины сверления и угла наклона резаков. Придерживайтесь рекомендаций конкретных мастеров. Например, если вы в керамограните вытачиваете рельефные буквы надписи на мемориальной доске для входа здания, то не превышайте глубину и углы обточки выемок, указанные в инструкции.
Не пренебрегайте техническим пылесосом. Скопившаяся и несвоевременно удалённая пыль, крошка может сделать обточку незавершённой. Либо работа будет проделана с ошибками, испортившими заготовку.
Снять резак допускается, лишь отключив станок. Действия по высвобождению фрезы выполняются в обратной последовательности.

Наиболее популярные варианты

Ручной фрезерный станок
Сам по себе фрезер, по сути, является обычным двигателем с удобными ручками, возможностью регулировки мощности и посадочным местом под фрезы. И уже именно устанавливаемые рабочие элементы определяют сферу применения всего оборудования.
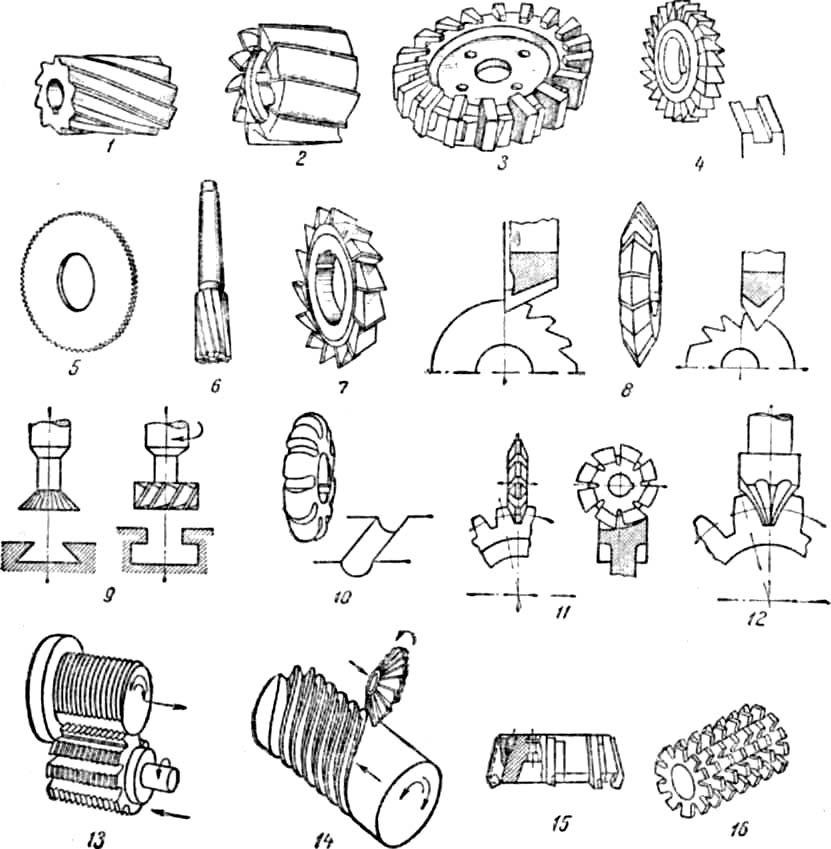
Все типы фрез по дереву для ручного фрезера можно рассматривать очень долго, но основные их различия и назначения мы постараемся затронуть.
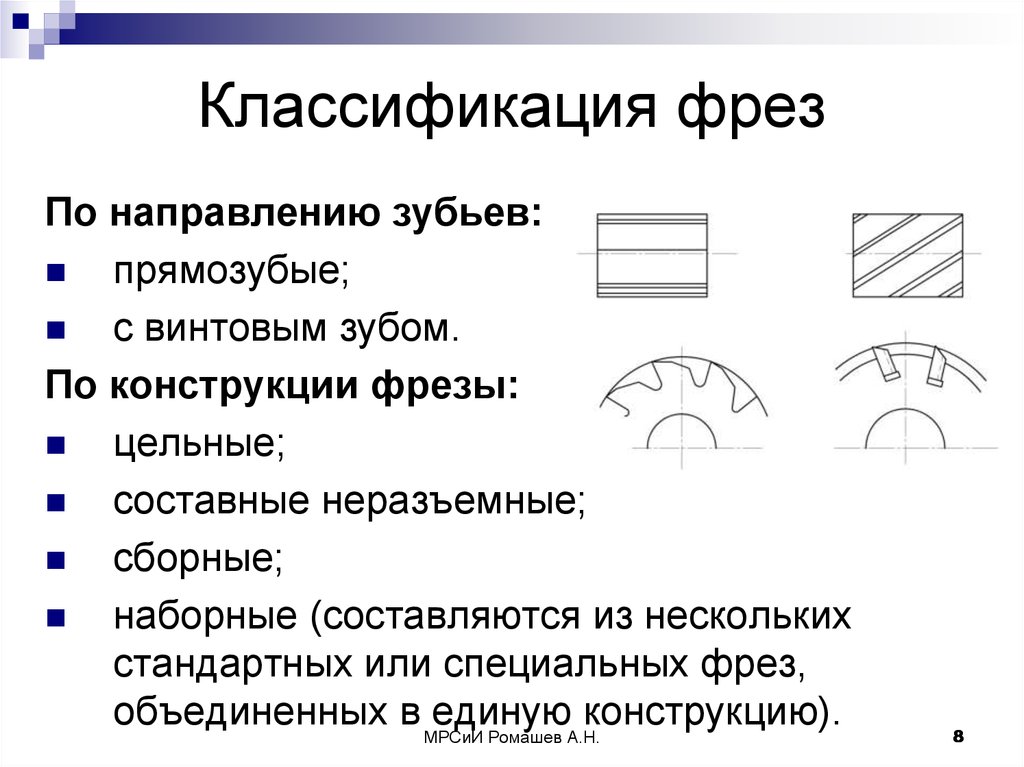
Типы конструкции
Концевые фрезы по дереву для ручного фрезера в первую очередь различаются между собой в конструкционном плане:

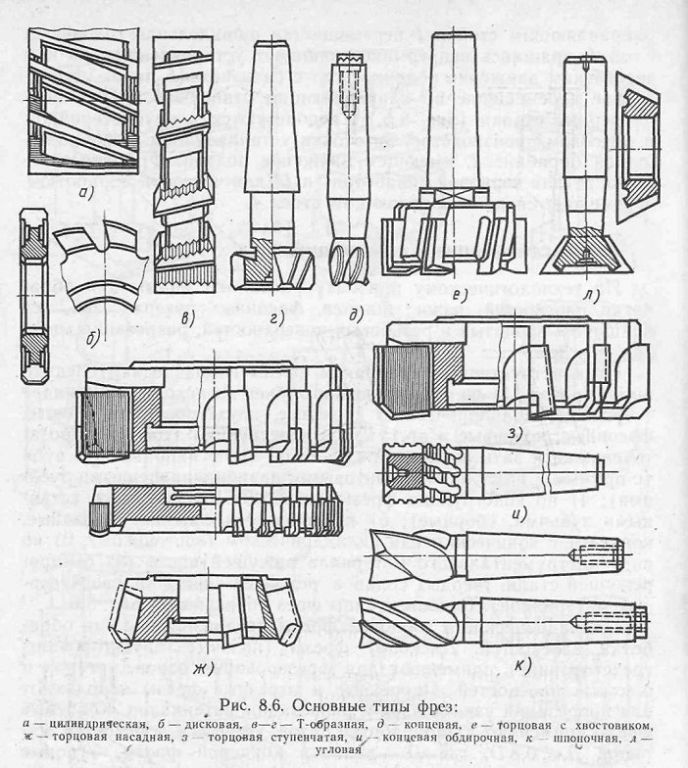
Фото фрез различных конструкций
| Обозначение на рисунке | Название фрезы | Описание |
| 1 | Монолитная | Выполнены из цельного куска металла |
| 2 | Составная | Является стальной болванкой с припаянными по бокам лезвиями, цена таких изделий наиболее низкая |
| 3 | Насадная | Состоят из съёмной пластины, надевающейся на пальцевидный переходник |
Назначение
Инструкция применения фрезерного оборудования зависит от того, какой тип режущего расходного элемента вы на него устанавливаете:
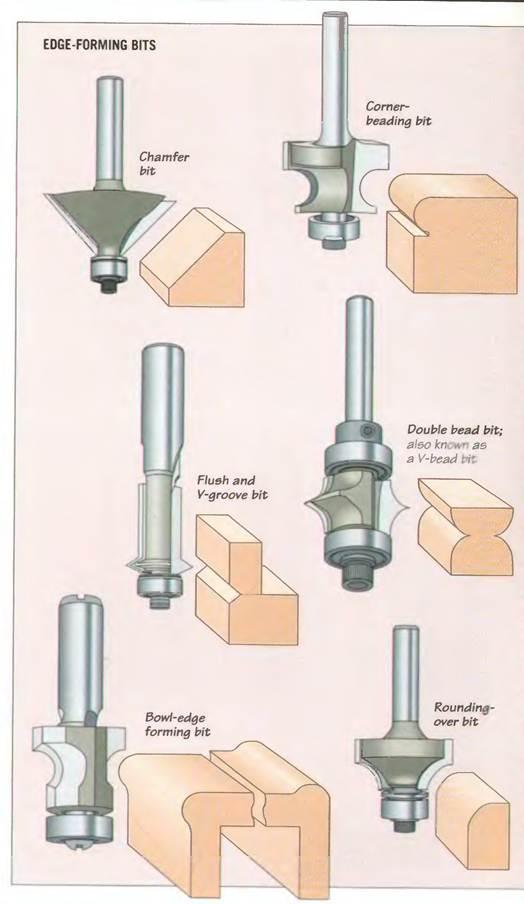
Кромочные

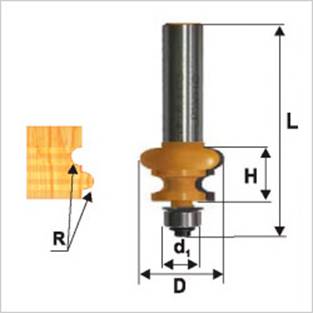
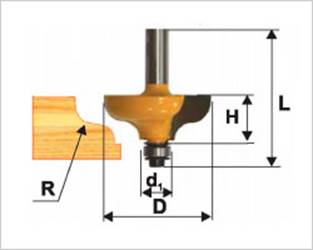
Галтельная фреза по дереву для ручного фрезера
Весьма широкое распространение имеют кромочные модели с опорным подшипником, которые служат для обработки и декорирования краев деревянных поверхностей. Они в свою очередь также обладают различными вариациями в зависимости от формы лезвий:

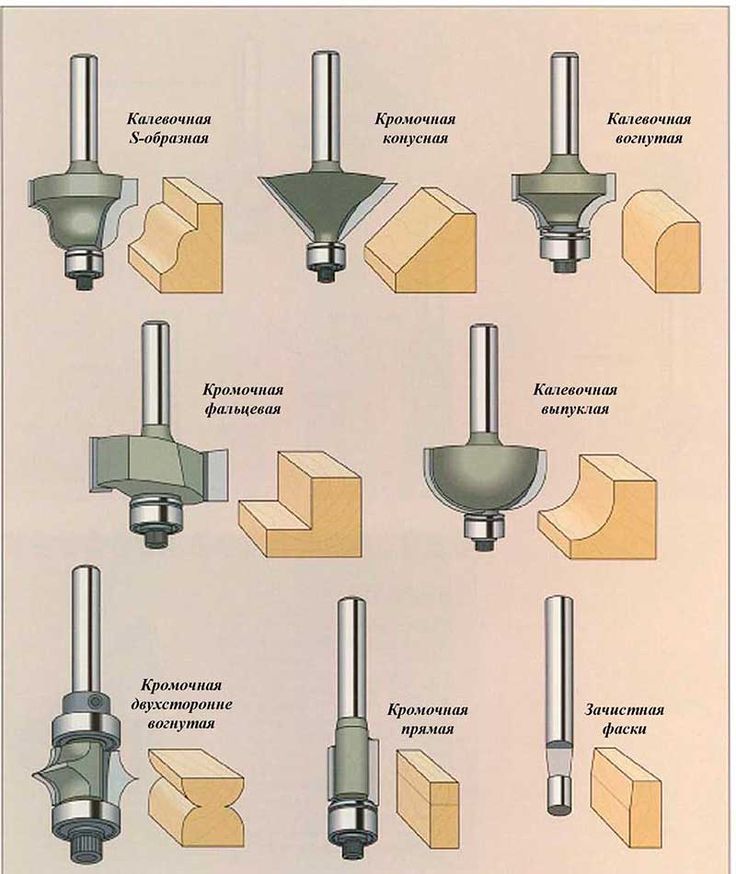
Различные кромочные фрезы по дереву для ручного фрезера
| Обозначение на рисунке | Название фрез | Назначение |
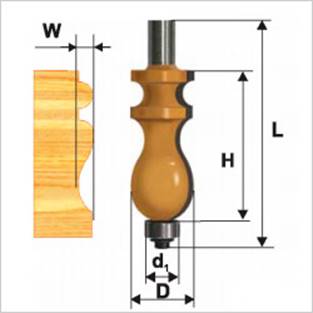
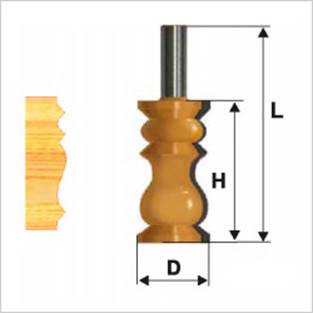
| а, б | Профильные | Наделяют кромку разнообразными фигурными профилями с целью повышения её эстетичности |
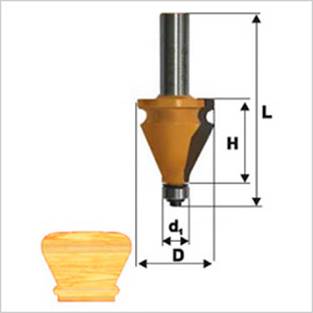
| в | Конусная | Скашивает кромку под углом в сорок пять градусов |
| г | Калевочная | Закругляет кромку, формируя профиль в одну четвёртую окружности |
| д | Дисковая | Проделывает горизонтально проходящий паз заданных размеров |
| е | Фальцевая | Фрезеровка четвертей различного назначения |
| ж | Галтельная | Создание галтели на кромочной поверхности с целью повышения её эстетичности |
Фигирейные фрезы по дереву для ручного фрезера могут отличаться диаметром и формой
Пазовые
Пазовые пальчиковые фрезы по дереву для ручного фрезера применяются с целью выборки паза определённой формы, позволяющего осуществить соединение «в шип», и также подразделяются на несколько подвидов:
Спиральные. Создают ровный паз в форме прямоугольника, позволяющий осуществить соединение «в шип»;

Спиральные фрезы по дереву для ручного фрезера разных размеров
Галтельные. Позволяют реализовать полукруглую или V-образную канавку, с целью декорирования поверхности;
Результат – гладкая полукруглая выемка
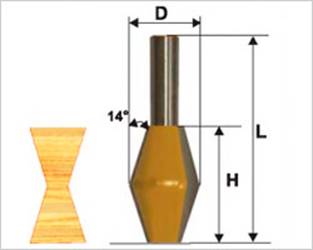
Т-образные и «ласточкин хвост» создают сложные соединения в шип для сборки предметов мебельного интерьера;

«Ласточкин хвост» позволит осуществить крепление повышенной надёжности
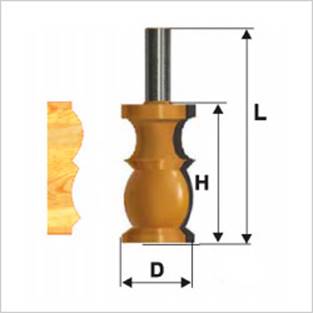
Фасонные. Применяются для изготовления мебельных накладок и иных декоративных орнаментов.



Пример фасонной фрезы
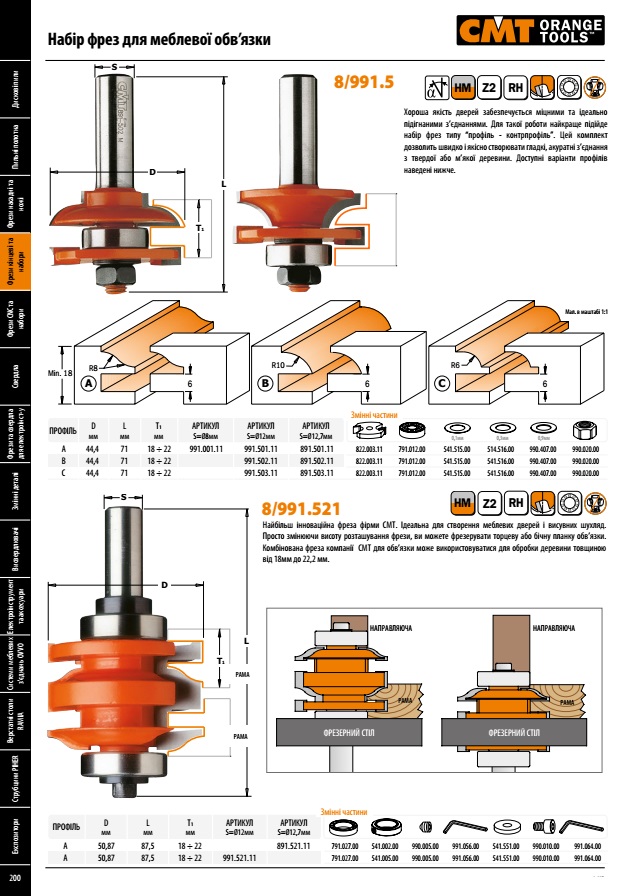
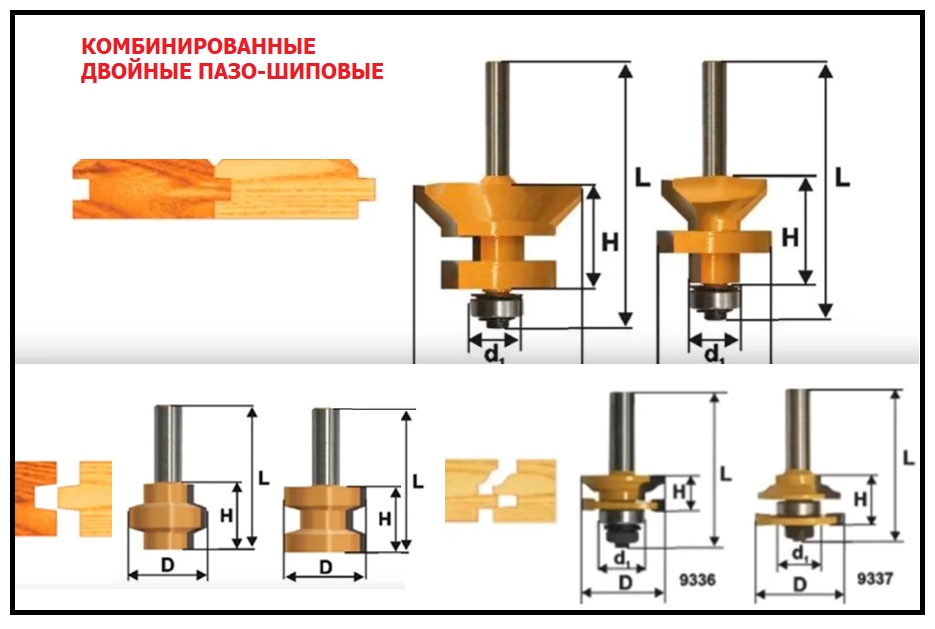
Комбинированные
Комбинация двух различных фрез позволяет получить новое режущее изделие
Комбинированная фреза:
- Представляют собой объединение пазового и шипового режущего элемента;
- Применяется при создании деревянных щитов. С её помощью надёжно сращиваются все необходимые деревянные фрагменты. Примечательно, что в случае применения данных моделей площадь соединения столярных изделий значительно увеличивается, благодаря чему оно оказывается чрезвычайно крепким.
Пазо-шиповая комбинация позволяет создать готовое замковое соединение
Конечно же, это далеко не все виды ножей, как мы уже отметили выше, для каждой операции можно подобрать специальную фрезу, которая позволит осуществить её легко и качественно.
Нюансы выбора
Каждый тип рассмотренной в предыдущих разделах оснастки подходит для конкретных работ, так что его применение связано с определенным видом металлообработки. Так, в определенных ситуациях востребован монолитный фрезерный комплект, а иногда необходим инструмент со сменными пластинами.
При выборе подходящего для заданных условий типа оснастки рекомендуется учитывать следующие факторы:
- Объем фрезеровальных работ и их ассортимент.
- Качество обработки, в которой нуждается выбранная заготовка (первичная или вторичная).
- Тип и характеристики обрабатываемого металла.
- Конфигурация выборок, подготавливаемых при фрезеровании заготовок (обычная обработка, формирование пазов или отверстий и т. п.)
При выборе подходящего инструмента учитывается заданная точность обработки, позволяющая выдержать требуемые размеры.
Важно! Если потребуется выполнять однотипные операции, связанные с формованием контуров или фасонных выборок, внимание обращается на универсальные наборы фрезерного инструмента. В заключительной части обзора отметим, что грамотный и взвешенный подход к выбору нужного комплекта оснасток позволит сэкономить не только на стоимости самого инструмента, но на расходе металла, выбираемого при обработке
В заключительной части обзора отметим, что грамотный и взвешенный подход к выбору нужного комплекта оснасток позволит сэкономить не только на стоимости самого инструмента, но на расходе металла, выбираемого при обработке.
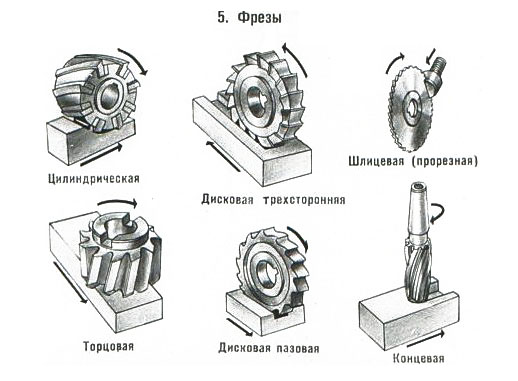
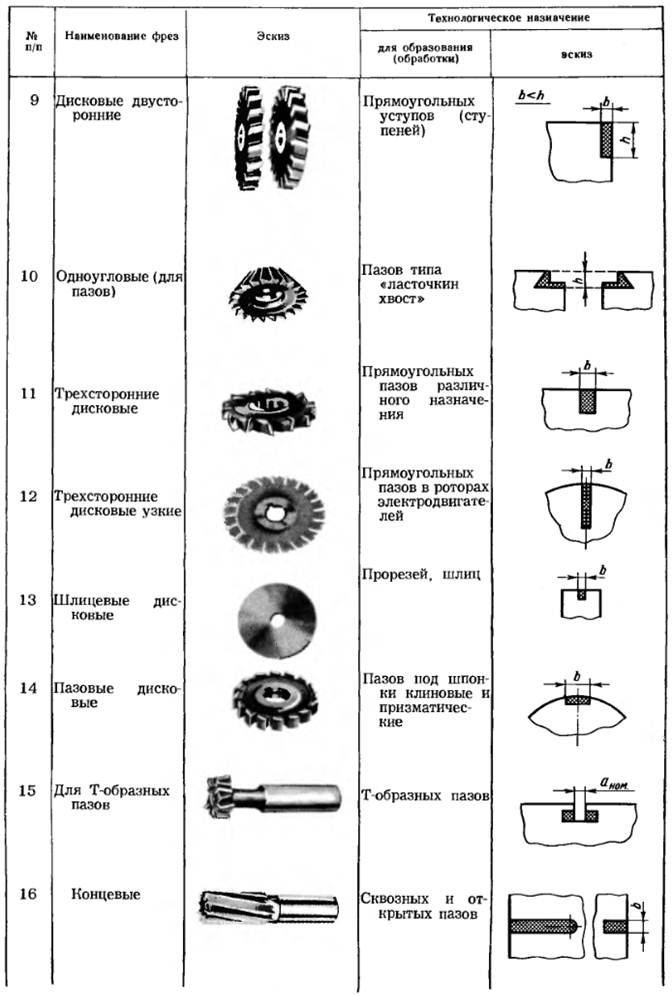
Дисковые
- Прорезка пазов.
- Выборка металла на узком сегменте.
- Обрезка заготовок.
- Снятие фасок и для других целей.
Особенности – режущие грани могут располагаться или с одной, или с обеих сторон. Их размеры определяют специфику обработки металла – грубая она (предварительная) или финишная (чистовая). Такой инструмент эксплуатируется в довольно сложных условиях – повышенная вибрация, сложность отвода металлической стружки.
Разновидности:
- Прорезные.
- Отрезные.
- Пазовые.
- Для резания с двух или трех сторон.
Торцевые
В основном применяются для обработки деталей с поверхностями ступенчатыми или плоскими. Инструмент ставится так, чтобы его продольная ось была перпендикулярна обрабатываемой поверхности.
Особенности – повышенная плотность зубьев на участке соприкосновения с заготовкой. Это обеспечивает равномерность и высокую скорость обработки металла. Наличие дополнительных режущих кромок (в торцевой части) позволяет добиться более «чистой» поверхности при обработке на фрезерном станке.
Угловые фрезы
Угловые фрезы находят применение преимущественно для фрезерования канавок. Они бывают:
Одноугловые фрезы применяют для фрезерования прямых канавок на фрезах и другом инструменте.
Двухугловые несимметричные фрезы применяют для фрезерования прямых и винтовых канавок, а симметричные для фрезерования канавок фасонных фрез.
Для обработки пазов, уступов и так далее.
Разновидности
- Хвостовик – конический или цилиндрический.
- Для предварительной (крупные зубья) или финишной (мелкие) обработки материала.
- Монолитные или с напаянными режущими пластинами (коронками).
Обдирочные фрезы предназначены для обработки сплавов, полученных способом литья или ковки.
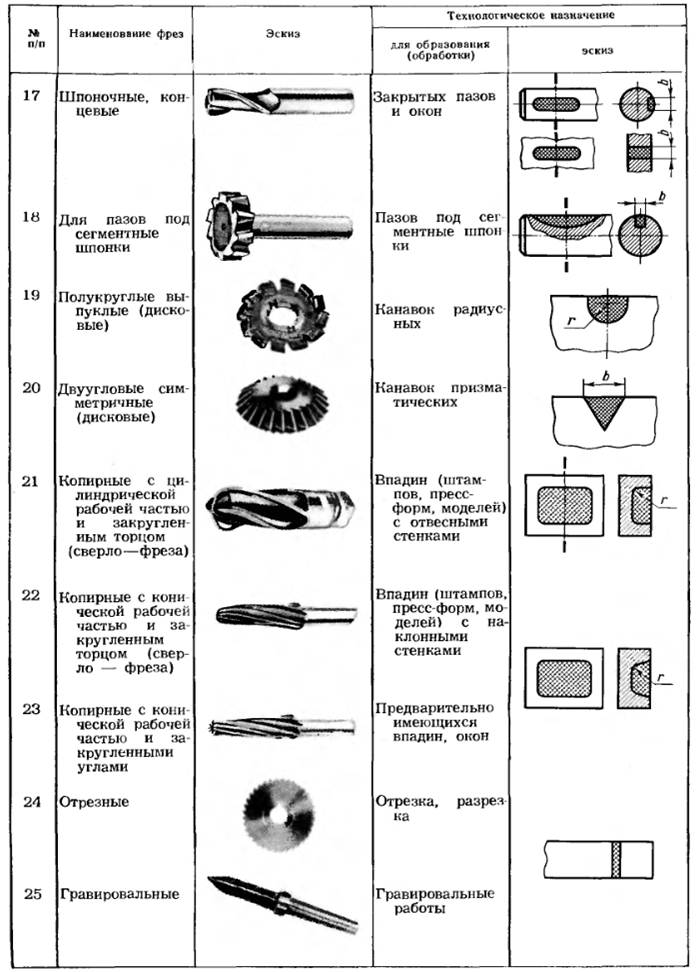
Шпоночные – разновидности концевых, которыми производится выборка Т-профилей. Оснащены двумя зубьями, один из которых расположен на конце, а другой – на срединной части инструмента. Интервал между ними и определяет параметры зоны выборки металла.
Разновидности по геометрии
Конкретные резаки с определёнными станками совместимы в основном за счет геометрии построения первых. Хвостовик повлияет на возможность закрепления цанги на этом станке, диаметр которой выбирается из трёх значений – 6, 12 или 18 мм. Прикинуть, подходит ли фреза к станку, можно лишь в каждом из конкретных случаев. Бывает, что фреза не до конца подходит к станку – мастера подчас подстраивают конкретный станок под неё. Дело в том, что, работая на не подстроенном под фрезу станке, поначалу кажется, что работа идёт штатно, план выполняется, но уже спустя несколько минут станок и резак начнут заметно вибрировать, и качество резки заготовки упадёт. Чтобы не допустить подобного брака в деталях, и существует возможность подрегулировать станок точно под конкретную фрезу – колебания даже на десятую часть миллиметра недопустимы, в отдельных случаях фреза может выпасть.
Эксперты напоминают: при использовании станка с ЧПУ рабочий или мастер должен вовремя предотвратить работу фрез, не совместимых с конкретным станком. Например, нельзя закреплять в цанге с дюймовым отсчётом фрезы с хвостовиком, измеряющимся в миллиметрах по рабочему диаметру.
Способ монтажа резака в цанге указывает на следующее: насадочные резаки в основном применяются для неподвижного станка с приводом на 32 мм, а пальчиковые – с диаметром от 6 мм. Не соблюдая это правило, малоопытный новичок столкнётся со скорым выходом резака из строя.
Кромочные фрезы
В большинстве случаев кромочные фрезы имеют упорный подшипник. Благодаря ему появляется возможность вести инструмент по шаблону, обрабатывая кромки и ребра заготовок.



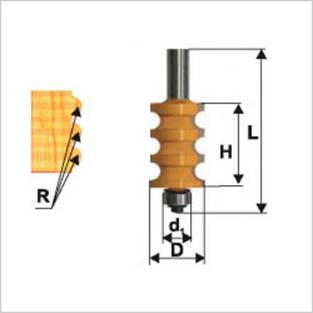
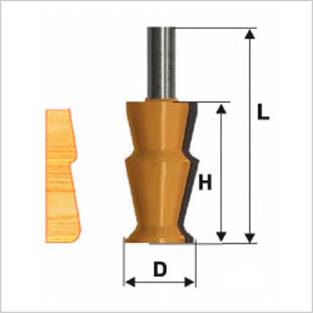
Полустержневые
Инструмент создает выступы полукруглой формы на кромках заготовок.



Если использовать полустержневую фрезу в паре с калевочной или галтельной, то можно изготавливать шарнирные соединения. Также полустержневым инструментом изготавливают стержни круглого сечения. В этом случае заготовка обрабатывается с обеих сторон.
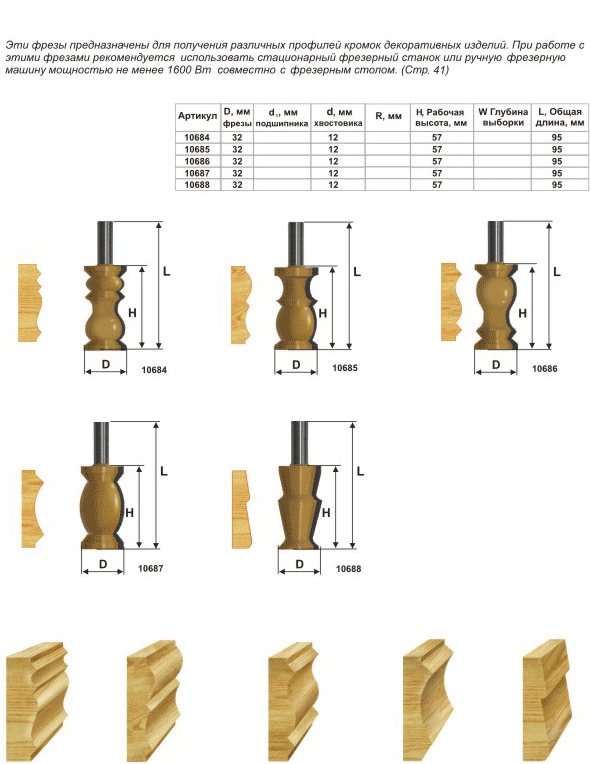
Фигурные
Данные фигурные фрезы еще называют мультипрофильными. В зависимости от задач мастер может использовать часть профиля оснастки или задействовать его полностью. Во втором случае потребуется устанавливать инструмент в агрегат, который имеет мощность не менее 1600 Вт.














Галтельные
Предназначаются для придания ребрам заготовки внутреннего радиуса или выборки пазов с круглым сечением.


Галтельные фрезы оснащаются одним или двумя подшипниками, исключающими перекос инструмента.
Конусные
С помощью конусных резаков можно:
- снимать фаску на ребре заготовки;
- декорировать кромку столешницы;
- создавать угловой срез на ребрах заготовки перед их склеиванием (можно получать изделия многоугольной формы).



Фальцевые
Применяются для выборки четверти и пазов прямоугольного сечения. Благодаря упорному подшипнику фальцевая фреза может использоваться как на ровных, так и на криволинейных заготовках.




Для регулировки глубины паза применяют упорные подшипники разных диаметров.

К этой же категории относится и пазовая дисковая фреза. С ее помощью в заготовке прорезается паз под установку Т-образной ПВХ кромки.

Калевочные
Калевочные фрезы позволяют получить дугообразную, прямую, а также фигурную кромку на заготовке. Работая какой-либо частью одной и той же оснастки, можно:
- скруглить ребро детали;
- получить кромку с фальцем;
- сделать полустержневой выступ;
- получить кромку с губкой;
- сделать декоративную обработку ребер, к примеру, изготавливая оконные рамы.










Оснастка данной серии может быть и двойной, как показано на следующем рисунке.

На двойном резаке расстояние между элементами можно менять в соответствии с толщиной заготовки. Благодаря двум элементам заготовка обрабатывается в один проход, одновременно с обеих сторон.
Прямые
Прямая кромочная (обгонная или торцевая) фреза применяется при чистовой обработке торцов заготовки или создания идеального угла в 90 между пластью детали и ее кромкой (торцом). Подшипник может быть установлен в верхней или нижней части инструмента.



Кроме функции торцевания, оснастку с верхним подшипником можно использовать как пазовую и прорезать паз прямоугольного сечения на пласти заготовки, конечно же, используя шаблон определенной высоты. Диаметр подшипника обычно равен диаметру инструмента, то есть он находится заподлицо с режущей кромкой. Но в некоторых случаях его меняют на меньший или больший по диаметру, чтобы расширить возможности оснастки.
Фреза “кукуруза”
Фреза кукуруза также является кромочной. Основное ее предназначение – это шлифовка и выравнивание краев заготовки по шаблону. Благодаря особому расположению ножей (по спирали) обеспечивается легкое удаление стружки и плавный ход инструмента.






