
Пайка серебром
Процесс протекает с помощью специального припоя, структура которого подобрана по соответствию к пробе драгоценного металла. Действие можно производить двумя инструментами:
- электрическим паяльником;
- газовой горелкой.
Серебро помещается на ровную поверхность с низкой тепло проводимостью, которая не поддается к температурным воздействиям, отличным предметом для этих целей служит кирпич. Место спайки обрабатывается флюсом, рядом помещается необходимого размера кусок материала для пайки. Паять серебро лучше горелкой, плавными, равномерными движениями металл прогревается до нужной температуры.
В домашних условиях пайка требует определенных навыков и квалификации. Подбор правильного флюса и припоя требует практики, опыта, знаний по маркировке компонентов. Не рекомендуется использовать серебряный лом в качестве смеси для пайки. Температура плавления детали должна быть ниже драгоценного металла, иначе существует вероятность испортить отрезок.
Равномерно расплавив изделие, нужно продолжать операцию до момента создания качественного шва. Припой может быть помещен малыми количествами, далее добавлен при соответствии к обстоятельствам. В конце операции требуется очистить продукт от остатков субстанций пайки и флюса, действие совершается мелкозернистой наждачной бумагой, во избежание царапин и других повреждений.
Для осветления соединения применяется раствор лимонной кислоты, а чернение происходит йодом
При мероприятиях важно помнить о технике безопасности, процесс должен производится проветриваемом помещении, оператор должен одеть средства индивидуальной защиты
Недостатки пайки нержавейки оловом
- Пайка уступает многим другим процессам получения неразъемного соединения по крепости, так что для ответственных конструкций ее нельзя применять;
- Из-за применения олова температурный диапазон эксплуатации деталей снижается, так как материал может расплавиться;
- Остаются сложности с поведением нержавейки в жидком состоянии.
Подготовка оборудования и необходимых материалов
Пайка оловом нержавейки предполагает правильный подбор инструментов и прочего оборудования. Для этого вам понадобится:
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Металлическая щетка;
- Флюс;
- Защитные перчатки;
- Ткань для протирки.
Паяльник желательно брать мощностью в 100 Вт, так как менее мощные модели не смогут расплавить материал.

Паяльник для пайки нержавейки
Если речь идет о соединениях больших размерах, то здесь может потребоваться и более мощный паяльник. Жало инструмента должно быть необгораемым, так как это существенно увеличивает срок его службы. Следует отметить, что возможности паяльника являются ограниченными, так как он может работать только с легкоплавными припоями. Для такой пайки лучше всего подойдут бруски чистого олова или прутки из серии ПОС.

Бруски олова для пайки нержавейки
Первый вариант хорошо подходит для посуды и прочих емкостей, так как не содержит примесей. В качестве флюса лучше всего для данной разновидности использовать ортофосфорную кислоту. Ею необходимо обрабатывать места, где будет паяться металл и тогда схватывание будет на куда более высоком уровне.
Выбор припоя и других материалов
Пайка нержавейки паяльником предполагает грамотный подбор припоя, так как от него будет зависеть качество соединения. Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала
Стоит обратить внимание на марки:
- ПОС50Кд18;
- ПОС-61;
- ПОС-40.
В них может содержаться не только олово, но еще и кадмий, свинец и прочие металлы. Если вам нужно паять детали, которые будут соприкасаться с пищевыми продуктами, то в материале, кроме олова, ничего лишнего не должно быть, так как остальные вещи могут оказаться вредными для здоровья. Для нержавейки сложно подобрать флюс, так как далеко не каждый тут сможет пригодиться. Здесь требуется, так называемый «активный флюс», в качестве которого выступает паяльная кислота, ортофосфорная кислота или хлористый цинк. Желательно, как только он будет нанесен на поверхность, сразу начинать процедуру, чтобы флюс не взялся пленкой.
Технология пайки нержавейки оловом
Перед тем как начнется пайка нержавейки оловом, требуется очистить от окисной пленки, которая может образовываться на поверхности металла, а также от прочих загрязнений. Это делается при помощи металлической щетки или наждачной бумаги.

Зачистка металла перед пайкой
Затем проходит процедура обезжиривания, для чего понадобится растворителем, для чего можно использовать и ацетон.Когда поверхность будет очищена можно наносить флюс, если вы не используете комбинированный припой, который уже содержит его в своем составе.
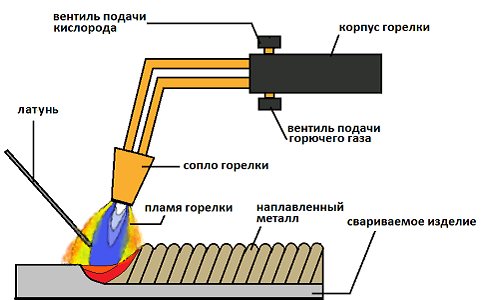
Далее происходит разогрев при помощи горелки или жала паяльника. При использовании горелки нужно следить за уровнем кислорода, так как при его избытке металл будет окисляться
Для распознавания такого параметра, необходимо обратить внимание на цвет пламени, так как в перенасыщенном составе оно будет светло-синим. Необходимо разогреть все место соединения до такой температуры, чтобы припой мог расплавиться

Он должен плавиться не от горелки, а от разогретого ею металла. Припой укладывается в область, где находится стык, это делается постепенно, пока не будет заполнена вся область.










Это следует делать, пока излишки не начнут вытекать из зазоров, тогда можно гарантировать наилучшую степень схватывания.»
Контроль качества
Для этого используется ГОСТ 19249-73. Здесь могут использоваться методы контроля с разрушением и без. Среди них выделяют такие как:
- Радиационный контроль;
- Технический осмотр;
- Радиоскопический метод;
Меры безопасности
Когда происходит пайка нержавеющей стали оловом в домашних условиях, то следует соблюдать правила электробезопасности. Главной проблемой является то, что можно обжечься при контакте с паяльником, разогретым металлом или припоем. Также следует избегать вдыхания испарений металлов.
Выбор припоя
Выбор соответствующего вида смеси при спаивании сталей проводится в соответствие со структурой сырья. Припои с содержанием серебра позволяют производить прочные швы, с равномерным, плотным покроем. Данные виды обладают повышенными антикоррозийными свойствами, что дает возможность применять их с веществами, подвергаемыми агрессивному воздействию окружающей среды.
Для ремонта штуцеров, различных патрубков и других субстанций с содержанием меди более 57% употребляется структура с маркировкой ПСР-12
Для конструкций с возвышенными требованиями к надежности и прочности, важно использовать более насыщенные материалы. Необходимо знать, что существуют продукты с содержанием серебра до 70%

Припой ПОС-40

ПОС-40 в упаковке
В качестве альтернативы оловянному составу пайки, используется серебрено — цинковый. Цена такого продукта высока, однако окупается при использовании со сталями повышенной хрупкости. Распространенным в радиотехнике является припой марки ПОС-40, который содержит 2,5% серебра.
Подготовка флюса своими руками
Существует несколько способов приготовления флюса в домашних условиях. Основные инструменты и материалы, которые могут понадобиться при изготовлении:
- Газовая плита, ей производится разогрев вещества до жидкого состояния.
- Ложка, служит для дозировки порошка.
- Стальная емкость или ступа, используется для измельчения твердой канифоли до мелких частиц.
- Герметичная емкость для хранения.
После приготовления порошка, необходимо подготовить растворитель. Подогревается элемент до требуемой температуры, обычно применяется раствор с пропорциями 1 к 1. Перемешивание раствора, приготовленного в домашних условиях, происходит ложкой до перехода всех частиц в жидкое состояние. В процессе смесь приобретает желтоватый оттенок.
Выбор припоя
Выбор соответствующего вида смеси при спаивании сталей проводится в соответствие со структурой сырья. Припои с содержанием серебра позволяют производить прочные швы, с равномерным, плотным покроем. Данные виды обладают повышенными антикоррозийными свойствами, что дает возможность применять их с веществами, подвергаемыми агрессивному воздействию окружающей среды.
Для ремонта штуцеров, различных патрубков и других субстанций с содержанием меди более 57% употребляется структура с маркировкой ПСР-12
Для конструкций с возвышенными требованиями к надежности и прочности, важно использовать более насыщенные материалы. Необходимо знать, что существуют продукты с содержанием серебра до 70%
В качестве альтернативы оловянному составу пайки, используется серебрено — цинковый. Цена такого продукта высока, однако окупается при использовании со сталями повышенной хрупкости. Распространенным в радиотехнике является припой марки ПОС-40, который содержит 2,5% серебра.
Подготовка флюса своими руками
Существует несколько способов приготовления флюса в домашних условиях. Основные инструменты и материалы, которые могут понадобиться при изготовлении:
- Газовая плита, ей производится разогрев вещества до жидкого состояния.
- Ложка, служит для дозировки порошка.
- Стальная емкость или ступа, используется для измельчения твердой канифоли до мелких частиц.
- Герметичная емкость для хранения.
После приготовления порошка, необходимо подготовить растворитель. Подогревается элемент до требуемой температуры, обычно применяется раствор с пропорциями 1 к 1. Перемешивание раствора, приготовленного в домашних условиях, происходит ложкой до перехода всех частиц в жидкое состояние. В процессе смесь приобретает желтоватый оттенок.
Как паять серебро паяльником
Ювелирные предметы ремонтируются с помощью газовой горелки или электрического паяльника
Перед тем, как паять серебро в домашних условиях, важно определить пробу. Высокопробные металлы не подвергаются температурным воздействием паяльника
При наличии денежных средств, сложной формы изделия, лучше обратиться к специалистам.
Закрепленные драгоценные камни перед спайкой требуется удалить, иначе они могут раскрошиться и испортиться под воздействием большой температуры.
Электрическим паяльником, работающим от сети, невозможно плавить твердотельные серебряные вещества. Для надежного крепления, требуются высокие показатели расплавления вещества, нагревательным оборудованием образовывается поверхностное крепление элементов.

Пайка серебра паяльником
При помощи электропаяльника предоставляется возможность крепить массивные детали серебряным припоем, зачастую инструмент используется для работы со свинцово – оловянными субстанциями.
Работа с твердыми припоями
Пайка нержавейки отлично происходит с помощью текучего, жидкого, флюсованного припоя с пониженной температурой плавления и высокими капиллярными характеристиками. Этот припой довольно эластичен, имеет великолепные раскислительные показатели, которые очень полезны при работе с нержавеющей сталью.









Также сможет справиться с латунью, медью и некоторыми иными материалами. Пайка такими твердыми припоями очень хорошо подходит для нержавейки. Нержавеющая сталь не содержит в себе кадмия, а процентное количество серебра здесь составляет 30 %. Обработка материала твердыми припоями дает хорошие результаты, давая возможность получить долговечное и качественное крепление металлов.
Припой HTS528 сможет справиться с медью, латунью, никелем, бронзой, нержавейкой, а также иными металлами. Наряду с остальными твердыми припоями сегодня, этот тиноль является наиболее востребованным. Выглядит припой, как пруток, обработанный красным флюсом. Размер прутка около 45 см., а масса 20 гр. Температура плавления составляет 760 градусов.
Как запаять изделие: основные способы
В домашних условиях можно воспользоваться одним из двух вариантов пайки, применимой для серебра:
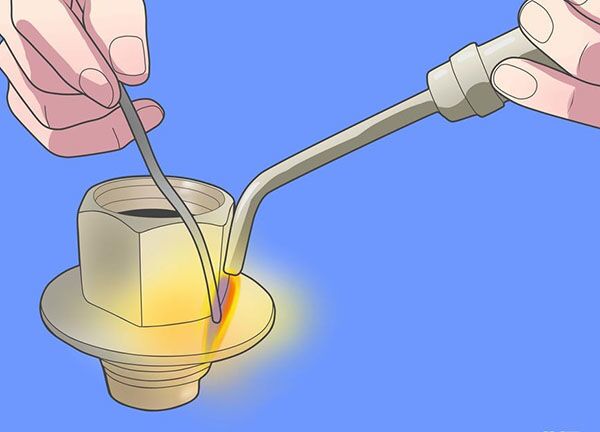
1. Газовой горелкой. Этот метод не только прост, но и экономически выгоден. Действовать нужно следующим образом:
- Зачистить всю поверхность, спаиваемых деталей, от видимых загрязнений и черноты;
- Тонким слоем нанести на элементы флюс. Его можно приготовить самостоятельно. Для этого буру заливают водой и прогревают на водяной бане. Смесь остужают, а образовавшиеся кристаллы измельчают в ступке.
В домашних условиях стоит отказаться от составов, в которых присутствуют элементы кадмия. Его пары могут привести к отравлению.
Положить в место спаивания заранее подготовленный необходимый кусочек припоя
Его можно отрезать кусачками;
Газовой горелкой следует прогревать изделие с боковой его части, обращая внимание на положение припоя. Он не должен сдуваться пламенем;
По мере плавления флюса пламя стоит увеличивать до того момента, как припой образует шов
При недостаточности материалов, их можно добавлять в ходе работы;
После того, как пайка завершена, дать изделию остыть и все части спаиваемого предмета в месте их соединения протереть наждачной бумагой для удаления следов флюса. Она же уберет лишний припой.
При пайке серебряных изделий лучше не использовать припой из олова и свинца. Он выручит в экстренной ситуации, но в дальнейшем усложнит соединение украшения в тех местах, где применялся. И часть цепочки придется вырезать. Этот же момент стоит уточнять и в ювелирных мастерских, если выбор оказался в их пользу.
2. Паяльником. Чтобы спаять части изделия паяльником, следует выбрать прибор с тонким жалом. Припой для такой работы лучше купить ПОС-60. Он начинает плавиться при температуре в 180 градусов.
Вас может заинтересовать: Приснился золотой крестик: к чему это?
Данный припой несколько отличается от обычных видов. Он изготовлен в форме трубки, внутренняя часть которой заполняется смолой. Именно она является альтернативой флюса из буры и выполняет функцию защиты сплава от возможного окисления. Порядок действий будет следующим:
- Зачищается поверхность изделия от окислов и прочих загрязнений;
- Места соединения прогреваются до такой температуры, чтобы она стала выше температуры плавления;
- На место плавки укладывается припой, с заложенным в него флюсом;
- Паяльником прогревается поверхность изделия. Под воздействием высокой температуры припой начинает плавиться и равномерно распределяться по поверхности;
- Изделию дают остыть и зачищают стыки наждачной бумагой.
При работе с горелкой и паяльником нужно соблюдать меры предосторожности, поскольку оба прибора могут стать причиной пожара
Важно понимать, что любая некачественная работа может испортить изделие. Поэтому, если есть возможность, лучше доверить порванную цепочку или другое украшение из серебра профессионалам
Поэтапная инструкция
Качественная пайка серебра в домашних условиях производится ацетиленовой горелкой с плоским наконечником (заостренный вариант не подходит из-за быстрого отвода тепла, маленькая насадка грозит медленным нагреванием), весь процесс требует проведения ряда этапов:
На огнеупорном основании размещают детали, предусмотренные для пайки
Важно предусмотреть жесткую фиксацию элементов, относительно друг друга. Этому послужат зажимы и нихромовая проволока
Важно понимать, что с уменьшением зазоров в зоне сварочного соединения, растет вероятность получения красивого и качественного шва.
После очистки поверхности от оксидных пленок, следует покрыть детали с помощью тонкого слоя флюса. Допускается присыпка флюсом или приготовление необходимого количества кашицы с водой. Ее наносят кистью.
Пайка. На участке, где будет производиться сварка, следует разместить кусок припоя. Оптимальные размеры составляют 2х2 или 2х1 мм. Толщину 0,5 мм делят на части до получения желаемого размера. В работе требуется использование кусачек или бокорезов.

Газовую горелку подводят к боковой части изделия
Осторожно прогревают участок, где будет производиться сварочное соединение
Важно следить, чтобы поток горячего газа не повлиял на перемещение припоя и флюса, контролировать равномерное прогревание. В процессе разогрева флюса увеличится пламя, пока припой не образует паяный шов
По мере необходимости, можно аккуратно добавить припой и флюс.
Для заполнения трещин, следует воспользоваться «легким» серебряным припоем с небольшим включением серебра, это обеспечит процесс плавления при более низком температурном режиме
Соединить две части вместе поможет «средний» или «твердый» припой с большим включением серебра, что обеспечит создание более крепкого соединения.
Финишная обработка требует очистки изделий от флюса. Лишний припой удаляют наждачной бумагой или надфилем. Остается покрыть поверхность кислотным раствором для почернения и осветления.
Внимание! Обработку серебра можно производить с помощью тинолей, отличающихся низким уровнем серебра в составе
Подготовка инструментов
Чтобы починить какое-либо ювелирное изделие дома, следует заранее подготовить ряд инструментов и подручных средств:
Кирпичная плита или любое другое основание, способное выдерживать воздействие экстремально высоких температурных показателей.
- Серебряный припой.
- Флюс.
- Травильная кислота.
- Серная печень.
- Кусачки, пинцет и медные щипцы.
- Светлая материя.
- Газовая горелка или любой другой инструмент, который необходим для конкретного способа пайки.
При повреждении любимого ювелирного украшения многие люди сразу же бегут в мастерскую к специалисту. Если финансовые возможности позволяют, то можно не задаваться вопросом самостоятельного спаивания изделия. В противном случае предмет можно спаять в домашних условиях, используя простое оборудование и подручные средства.











Для реализации такой задачи чаще всего используют электрический паяльник или газовую горелку. Каким способом спаять изделие — решение сугубо индивидуальное. Если задействовался электрический паяльник с температурой плавления до 350 градусов, то он вряд ли сможет решить поставленную задачу, так как серебро нуждается в более глубоком прогреве. Специалисты задействуют профессиональное оборудование с тонким жалом — оно гарантирует максимальную точность пайки. Хотя для большинства среднестатистических задач вполне подходит стандартный размер жала.
Пайка серебром
Процесс протекает с помощью специального припоя, структура которого подобрана по соответствию к пробе драгоценного металла. Действие можно производить двумя инструментами:
- электрическим паяльником;
- газовой горелкой.
Серебро помещается на ровную поверхность с низкой тепло проводимостью, которая не поддается к температурным воздействиям, отличным предметом для этих целей служит кирпич. Место спайки обрабатывается флюсом, рядом помещается необходимого размера кусок материала для пайки. Паять серебро лучше горелкой, плавными, равномерными движениями металл прогревается до нужной температуры.
В домашних условиях пайка требует определенных навыков и квалификации. Подбор правильного флюса и припоя требует практики, опыта, знаний по маркировке компонентов. Не рекомендуется использовать серебряный лом в качестве смеси для пайки. Температура плавления детали должна быть ниже драгоценного металла, иначе существует вероятность испортить отрезок.
Равномерно расплавив изделие, нужно продолжать операцию до момента создания качественного шва. Припой может быть помещен малыми количествами, далее добавлен при соответствии к обстоятельствам. В конце операции требуется очистить продукт от остатков субстанций пайки и флюса, действие совершается мелкозернистой наждачной бумагой, во избежание царапин и других повреждений.
Для осветления соединения применяется раствор лимонной кислоты, а чернение происходит йодом
При мероприятиях важно помнить о технике безопасности, процесс должен производится проветриваемом помещении, оператор должен одеть средства индивидуальной защиты
Использование газовой горелки

При использовании газовой горелки нужно найти хороший вентилятор для проветривания помещения
Для уменьшения объемов дыма, который образуется в результате пайки, важно не только запустить вентиляцию, но и открыть все окна. Осуществляя пайку, следует направлять сильные струи максимально дальше от места работы
Перед использованием газовой горелки необходимо подготовить емкость с водой. При этом обрабатываемая деталь должна разместиться в ней полностью. При пайке украшений таким методом лучше использовать плоский наконечник, так как заостренные модели слишком интенсивно отводят тепло.
Процесс соединения металлических вставок состоит из таких этапов:
Необходимо расположить элементы на огнеупорной поверхности, обеспечив максимально жесткую фиксацию деталей в отношении одна к одной. Для лучшей реализации такой задачи рекомендуется применить нихромовую проволоку и зажимы.
Далее, следует очистить поверхность изделия от окисей и нанести тонкий слой колофония. На следующем этапе можно переходить непосредственно к пайке. На выбранном участке, который будет поддаваться воздействию сварки, следует разместить небольшое количество припоя, а горелку удерживать возле боковой части детали
После этого можно начинать прогревать изделие, соблюдая осторожность. Для заполнения образованных трещин нужен припой с минимальным количеством частей серебра
Если нужно достичь максимально прочного соединения, нужно выбирать составы с максимальным их количеством. Остается провести финишную обработку, тщательно очистив изделие от флюса. Оставшийся припой устранить надфилем или наждачной бумагой. Поверхность изделия дополнительно покрывается кислотой для его осветления и избавления от дефектов.
Чем паять серебро в домашних условиях?
Пайка любых металлов требует знаний о физико-химических свойствах материала. Серебро плавится при температуре 960ºС, это среднее значение для металлов, применяемых при изготовлении ювелирных изделий. Для примера, температура, необходимая для достижения точки плавления меди – 1083ºС, а для золота – 1063ºС.
Сплавы, содержащие серебро, имеют разную температуру плавления. Точные значения указаны в специализированных справочниках. В частности, ПСр-25, ПСр-10, ПСр-12. Серебряные припои маркируются последовательностью букв и цифр. Цифровые значения соответствуют процентному содержанию серебра в припое.
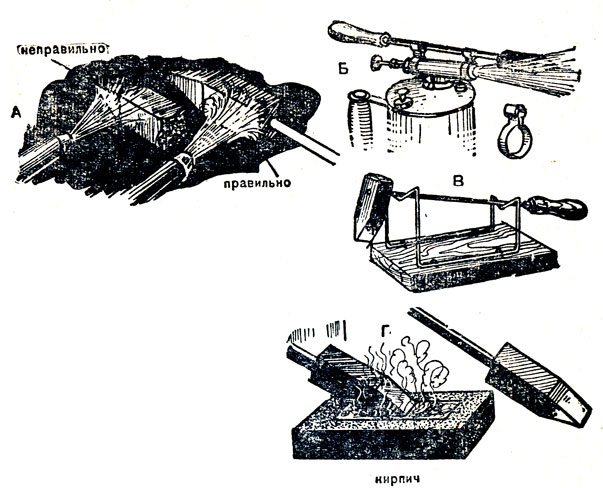
Подготовка паяльника к работе и зачистка поверхности: а – нагревание паяльника паяльной лампой, б – способы крепления паяльника на паяльной лампе, в – подставка для паяльника, г – облуживание паяльника на кирпиче.
В современном производстве припои, содержащие серебро, являются важным, неотъемлемым компонентом технологического процесса, так как сварные швы, спаянные серебряным припоем, гарантируют прочность, высокую плотность и устойчивость к коррозии. Антикоррозийность следует признать самым значимым качеством. При повышении требований к прочности и устойчивости к коррозии необходимо использовать припои с повышенным содержанием серебра. В некоторых случаях применяется пайка припоем с 70%-м содержанием серебра.
Припой для серебра приобретается в специализированных магазинах. Предпочтительно пользоваться припоем тугоплавким (температура плавления выше 240ºС), использовать сплав с маркировкой ПСР2 и ПСР-2,5 или применить специализированную пасту для пайки.
Также можно изготовить припой своими руками. Применяются серебряно-медно-цинковые и серебряно-медно-кадмиево-цинковые припои. Наиболее оптимальный состав – 45% серебро, 25% медь, 30% цинк. Компоненты плавятся в муфельной печи под флюсом. Готовая смесь выливается на подложку, после остывания сплав пропускается через вальцовочный станок, до получения листочков толщиной примерно 0,5 мм. При пайке используют полоски шириной 1-3 мм, от которых отрезаются кусочки требуемой длины.
Не рекомендуется использовать дома составы, содержащие кадмий, так как пары кадмия вызовут проблемы со здоровьем. В процессе пайки место соединения подвергается воздействию атмосферного воздуха. Для предотвращения окисления и других негативных реакций применяют флюс (колофоний). Во время расплавления припоя флюс равномерно распределяется по поверхности металла и изолирует область сварки.
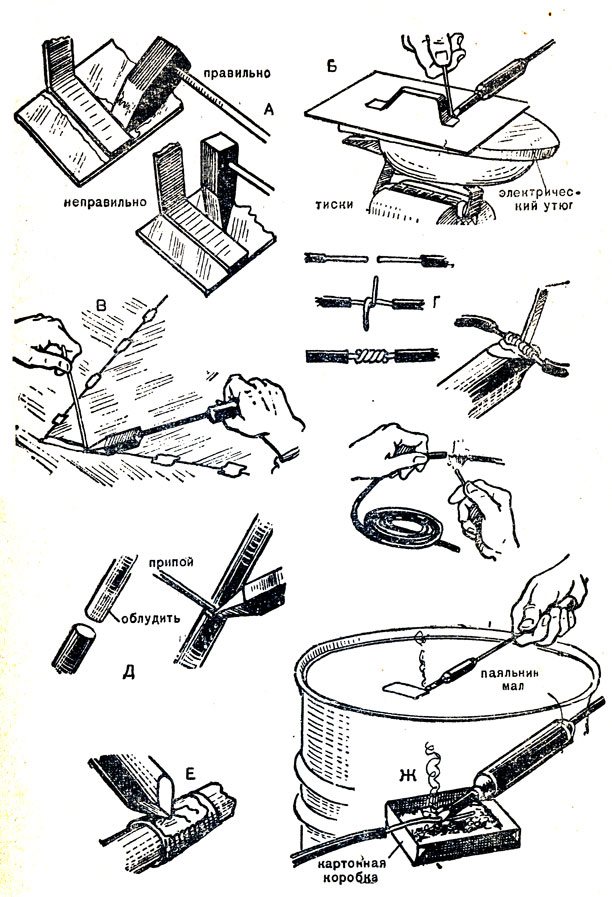
Приемы пайки: а – пайка открытого шва молотковым паяльником, б – подогревание спаиваемых поверхностен электрическим утюгом, в – пайка листового металла, г – пайка проводов, д – спаивание труб торцовым паяльником, е – способ запайки отверстий в трубах, ж – облуживание концов провода.
Дома можно использовать простой флюс для пайки серебряных сплавов – смесь равных долей буры (тетрабората натрия) и поташа. Поташ можно заменить пищевой или технической содой. Иногда добавляют 1/10 поваренной соли. Бура представлена водным раствором, и ее требуется просушить. Сушится она на конфорке кухонной плиты в сосуде типа фарфоровой химической емкости или чашки для выпаривания. Сушится на несильном огне.








Горячая бура образует пузыри, которые протыкаются металлическим стержнем для разрушения, масса должна оставаться в таре. После окончания процесса выпаривания буру немедленно снимают с огня, чтобы не допустить плавления. После остывания полученные кристаллы растирают в ступке и смешивают с поташем.
После окончания пайки с поверхности отремонтированного изделия флюс удаляют с помощью нагретого слабого раствора кислоты. Для чернения применяют горячий раствор серной печени. Серная печень – смесь полисульфидов натрия или калия, изготавливается сплавлением поташа или соды (две меры) с серой (одна мера). Готовую серную печень нужно хранить в герметичной сухой таре, непосредственно перед употреблением готовят раствор, так как он сохраняет свои свойства в течение 24 часов. Насыщенность раствора зависит от необходимого результата и подбирается индивидуально.
Для соединения мелких ювелирных деталей используют газовую горелку. Подобная определенность при выборе главного инструмента связана, прежде всего, с удобством: для работы газовой горелкой потребуется лишь обычный газовый баллончик, да и качество выполненной работы порадует.
Как соединить серебряные детали?

Порядок действий включает:
Очистку серебра. Использование обезжиривателейй рекомендовано при работе с замасляным или сильно загрязненным серебром. Для очистки окислений оптимальным решением станет размещение деталей в травильном растворе перед пайкой. Допускается использование наждачной бумаги с зернистостью 1000, что обеспечит получение шершавой поверхности.

Нанесение флюса на соединение. Приготовление флюса требует соблюдения инструкции на упаковке. Для его нанесения на готовые изделия требуется использование маленькой кисти. Многие мастера наносят флюс лишь на участках нанесения припоя, что предупредит его растекание. Другие размещают флюс на большой площади для сведения к минимуму риска повреждения от огня.
Оптимальным вариантом станет подготовка небольшого количества флюса в отдельной емкости, так как неоднократное погружение кисточки в основную бутылочку приведет к загрязнению и негативному воздействию на основные функции.

Расположение серебряных изделий для соединения. Разместив 2 изделия на паяльном кирпиче, следует предусмотреть физическое соприкосновение, обеспечивающее правильность соединения.

Расположение припоя на соединении
Используя пинцет, позволяющий захватить кусочек припоя, следует осторожно разместить его у одного конца трещины или разрыва. По мере плавления, он растечется по всему участку, где имеется флюс
Это исключает необходимость в покрытии припоем всей длины щели.

Припой нужно нагревать до образования жидкого состава. При розжиге горелки, требуется предусмотреть установку максимальной температуры. Весь процесс пайки заключается в ряде этапов:
- В поднесении горелки к месту соединения на промежутке 10 см и вращении по кругу, равномерно прогревая все элементы.
- Медленном поднесении пламени к участку соединения, сконцентрировавшись на припое.
- По мере достижения припоем точки плавления, он быстро растечется на обработанные флюсом участки серебра.
Если один из стыкуемых элементов имеет толщину больше другого, следует прогреть толстый участок с тыльной стороны до начала плавления припоя. Затем следует быстро прогреть тонкий.
В ряде случаев понадобится пинцет, позволяющий удерживать изделия в правильном положении, но следует разместить их далеко от пламени. Возможно появление необходимости в удержании небольших, тонких участков из серебра для обеспечения заданного уровня теплопередачи.

Опустив изделие в воду, следует погрузить его в травильный раствор и дать остыть на протяжении 1 минуты. Дальнейшее охлаждение производится путем обмакивания его в ванне с водой.
Травильным раствором принято считать кислотную ванночку, используемую для чистки ювелирных изделий после спаивания. Опустив в нее серебро, следует воспользоваться медными щипцами, и оставить его на несколько минут для удаления флюса и окисления
Важно предотвратить контакт с кожей, одеждой или инвентарем, что может повлиять на образование коррозии

Промыв участок соединения водой, остается протереть его насухо тканью. При правильной организации работы изделие будет крепко соединено.
Припои:
Твердых припоев множество, но между ними следует выбирать подходящие к данным металлам — по цвету, температуры плавления и сродству.
Температура плавления припоя должна быть, возможно, ближе к температуре плавления спаиваемых металлов, НО! на несколько градусов ниже! иначе при паянии могут расплавиться и спаиваемые металлы.
Вот несколько припоев для меди, железа латуни, стали и бронзы в нисходящем порядке их плавкости:
А) 2 ч. меди и 1 ч. цинка;









Б) 5 ч. хорошей латуни и 1 ч. цинка;
В) 1 ч. меди и 1 ч. цинка (этот припой известен под названием медного или крепкого); все три — для паяния меди или железа;
Г) 16 ч. меди, 1 ч. цинка и 1,5 ч. олова;
Д) 13 ч. меди и 11 ч. чистого серебра;
Е) 1 ч.меди, 1 ч. латуни и 19 ч. чистого серебра;
Ж) 5 ч. латуни, 5 ч. цинка и 5 ч. чистого серебра; последние четыре припоя — для латуни, но припой «Е» очень хорошо спаивает и сталь.
Для меди (красной) и железа хорошим припоем может служить латунь, а железо, кроме того, прекрасно паяется чистой красной медью.
Как и с помощью чего спаять серебро?
Прежде, чем решиться припаять части серебряного изделия самостоятельно, нужно разобраться в физико-химических свойствах благородного металла. Температура плавления серебра составляет 960 градусов. Это средний показатель для различных металлов, из которых производятся ювелирные украшения.
Температура плавления зависит от того, какое количество чистого серебра содержится в сплаве. Чтобы паек получился качественным, нужно основательно подойти к выбору серебряного припоя.
Он представляет собой прочное паяное соединение и применятся для пайки как цветных, так и черных металлов, а также различных сплавов. Для удобства использования все припои подлежат маркировке, включающей буквенно-цифровой набор. Цифровой показатель определяет количество серебра в припое в процентном соотношении.
Любой шов, спаянный при помощи припоя, устойчив к коррозии, не деформируется, является прочным. Самый важный фактор из выше перечисленных – антикоррозийность. Чтобы данный момент соблюдался, следует выбирать припои, в которых повышенное содержание чистого серебра.
Данные материалы продаются в специализированных магазинах. Оптимальным является припой, для которого температура плавления составляет выше 240 градусов. Поэтому покупать нужно сплав, имеющий маркировку ПСР2 или ПСР2,5. Альтернативой такому припою может стать специальная смесь.
В случае невозможности приобрести припой в специальных торговых точках, можно сделать его самостоятельно. Самый распространенный и качественный состав, в который входят:
- Серебро – 45%;
- Медь – 25%;
- Цинк – 30%.
Вас может заинтересовать: Обзор золотых цепочек для мужчин: как и по каким критериям выбирать?
Все компоненты расплавляются в муфельной печи. Смесь после плавки переливают на подложку и пропускают через станок, чтобы получились листы нужной толщины. Для спаивания применяют листы 1-3 мм. От них отрезают полоски необходимой длины.





