
Изготовление форм в домашних условиях
Для получения качественной отливки необходимо следовать следующему руководству:
- Подготавливается макет и каркас формы, чтобы залить пенополиуретаном. В качестве формы выступает природный материал (камень либо древесина, пластик, гипс либо бетон). До заливки изделие и основу требуется крепко зафиксировать и обработать, используя спецсмазку. Это поможет по окончании просыхания без усилий высвободить форму. Основу выравнивают по уровню.
- Приготовление составляющих. До смешивания элементы нужно приготовить. Заранее тщательно перемешиваются все компоненты отдельно. Нужно предотвратить контактирование материалов с влагой. Не рекомендовано применять в комнатах с повышенной влажностью.
- Взвешивается каждый компонент отдельно. Соотношение элементов вычисляют непосредственно по массе. Учитывается количество жидкого материала, остающегося на стенках применяемых для перемешивания емкостей. Для расчета необходимой массы составляющих для формы изучается спецификация к материалу. Обычно она идет вместе с пенополиуретаном.
- Перемешивание элементов. С учетом количества 2-компонентный пенополиуретан смешивают руками, используя шпатель либо иное профильное ручное устройство (масса до 5 кг). В качестве альтернативы можно использовать электрическое оборудование, можно взять строймиксер либо дрель с насадкой для перемешивания. Как следует перемешиваются приготовленные элементы 1 минуту до появления однородной смеси. Акцент делается на прилегающих стенках. Чтобы не использовать плохо перемешанный компаунд во время заливки, требуется перелить готовую массу в другую емкость, вновь смешать. Объем последней должен вдвое превосходить предыдущую, поскольку пенополиуретан увеличится в размерах.
- Вакуумная обработка пенополиуретана до заливки формы. Для вытеснения воздуха из жидкой полиуретановой смеси, требуется отправить ее в прибор для дегазации. Спустя 2 минуты воздух будет вытеснен и материал можно использовать.
- Заливка пенополиуретана в основу формы. Жидкий материал заливают с угла равномерным образом, исключая проникновение воздуха. Контролируется заливка, чтобы уровень массы во время литья поднимался одинаково с каждого бока. Массу заливают до того момента, пока полиуретановая прослойка не будет достаточной.
- Схватывание материала. Процесс застывания будет происходить 1-2 дня с учетом самого материала и толщины стенок. Макет остается внутри пока полностью не просохнет либо извлекается тогда, когда оно достаточно застыло (после его досушивают). Аналогичные действия проводят с каркасом. Изделие будет сохнуть скорее при высоких температурах, до 70 градусов.

Важно! При самостоятельном приготовлении форм из пенополиуретана нужно следовать технологии производства: соблюдать температурный режим, исключить контактирование реагентов с влагой, смешивать элементы до взвешивания по окончании соединения. Пенополиуретан для производства форм – полимерный материал, который получают во время перемешивания полиола и изоционата
Эластичный и цельный он популярен в строительных и реставрационных работах. Главный акцент делается на основных правилах безопасности. Нужно предупредить проникновение компаунда на открытую поверхность кожи и в глаза
Пенополиуретан для производства форм – полимерный материал, который получают во время перемешивания полиола и изоционата. Эластичный и цельный он популярен в строительных и реставрационных работах. Главный акцент делается на основных правилах безопасности. Нужно предупредить проникновение компаунда на открытую поверхность кожи и в глаза.
Рекомендуемые предприятия в Московской области
рекомендуем

ООО «Энергия»
Московская обл., г. Сергиев Посад, пр. Красной Армии, д. 212В, корп. 238
Рейтинг по отзывам:
(0.0)
Стаж (лет): 16 Сотрудников: 57 Площадь (м²): 1600 Станков: 204
Все виды металлообработки. Качественно и в срок
Подробнее о предприятии Показать услуги (103)
Механическая обработка на обрабатывающем центре Нарезание резьбы Плоскошлифовальные работы Сверление отверстий на станках с ЧПУ Сверление отверстий на универсальных станках Слесарные работы Токарная обработка на станках с ЧПУ Токарная обработка на универсальных станках Фрезерная обработка на станках с ЧПУ Фрезерная обработка на универсальных станках Хонингование Электроэрозионная обработкаЗакалка ТВЧ Отжиг металла Отпуск металла Поверхностная закалка Гальваническое покрытие медью (меднение, омеднение) Гальваническое покрытие никелем (никелирование) Гальваническое покрытие хромом (хромирование) Гальваническое покрытие цинком (цинкование, оцинковка) Электрохимическая полировка металла Газовая/газопламенная/кислородная резка Гидроабразивная резка Лазерная резка Плазменная резка Резка на ленточнопильном станке Резка пресс-ножницами Рубка на гильотинных ножницах Фигурная резка трубВальцовка листового металла Вальцовка профиля Вальцовка пруткового металла Вальцовка трубы 3D гибка проволоки Гибка листового металла Гибка на прессе Гибка пруткового металла Гибка профиля Гибка трубы Аргонная (аргонодуговая) сварка Полуавтоматическая дуговая сварка Ручная дуговая сварка Сварка труб Литье в жидкие самотвердеющие смеси (ЖСС) Литье в керамические формы Литье в кокиль Литье в оболочковые формы Литье в песчаные формы (ПГС) Литье в формы с наружным отверждением Литье в холоднотвердеющие смеси (ХТС) Литье в шаблонные формы Литье под давлением Литье по легко выплавляемым моделям (ЛВМ) Литье по легко газифицируемым моделям (ЛГМ) Литье по чертежам заказчика Литье с безопочной формовкой Литье с вакуумной формовкой Литье со стопочной формовкой Литье с вакуумно-плёночной формовкой Центробежное литье Центробежное электрошлаковое литье (ЦЭШЛ) Электрошлаковое литье (ЭШЛ) Волочение Вырубка металла КовкаЛистовая штамповка Объёмная штамповка Перфорация металла Правка плоского металлопроката Прессование металла Пробивка металла Прокатка металла Прокатка-волочение Прокатка-прессование Пуклевание РаскаткаРаскрой металла на координатно-пробивном прессе Ротационная вытяжка Художественная ковка Пескоструйная обработка Покраска краскопультом Порошковая покраска Разработка 3D моделей по чертежам Разработка конструкторской документации Изготовление валов Изготовление втулок Изготовление деталей по образцам заказчика Изготовление деталей по чертежам заказчика Изготовление ёмкостей и резервуаров Изготовление закладных деталей Изготовление изделий из алюминия Изготовление изделий из арматуры Изготовление изделий из нержавеющей стали Изготовление изделий из оцинкованной стали Изготовление изделий из титана Изготовление крепежа и метизов Изготовление нестандартных металлоконструкций Изготовление модельной оснастки Изготовление пружин Изготовление технологической оснастки Изготовление типовых металлоконструкцийИзготовление шестерен и зубчатых колес Изготовление штампов и пресс-форм
«Не нашли подходящего исполнителя? Разместите заказна портале и получайте предложения от предприятий уже сегодня.Это бесплатно и не займет много времени»
Разместить заказ
Изготовление машинки для ощипывания гусей в домашних условиях
Самодельная перощипальная машинка собрана из резервуара и резиновых деталей, размещенных по ее внутренней поверхности. Эти детали называют бильными пальцами — именно они являются главной деталью приспособления. Сделать самому эти ребристые элементы невозможно — их следует купить. Одна курощипалка может содержать до 120 бильных пальцев. Стоимость их немаленькая — в среднем 20–40 рублей за штуку. Однако это единственная крупная трата, которую предстоит понести при создании самоделки из старой стиральной машинки. Все остальное можно будет найти в хозяйстве — перощипалка, собранная своими руками, недорого вам обойдется. Зато результат отличный: возню с ощипыванием заменит электромеханическая установка.









При покупке бильных пальцев учитывайте размер ощипываемых тушек. Билы для перепелов не подойдут для гусей, бройлеров и другой, более крупной живности.
Для приготовления устройства понадобится:
- столик из профильной трубы 50×50×50 см;
- лист металла толщиной 3 мм и размером 50×50 см
- автомобильная помпа и шкив (от ВАЗ 2101);
- электродвигатель с пусковым механизмом мощностью 600–1000 Вт;
- рабочий барабан — можно использовать эмалированную кастрюлю на 20–40 литров либо старый бак от стиральной машины;
- упаковка бильных пальцев (20–50 шт.);
- упаковка болтов с гайками 10×50 мм;
- система ременной передачи.
Важно! Если агрегат изготовляется для небольшой домашней фермы, для снижения затрат электродвигатель можно заменить на дрель средней мощности. Однако при этом нужно обязательно изготовить переходник между дрелью и рабочими механизмами

Основные этапы изготовления устройства:
- Закрепите на столике металлическую пластину при помощи сварки либо болтовых соединений.
- По центру пластины проделай отверстие на 5–10 мм в диаметре шире, нежели размеры шкива.
- Соедините между собой болтами шкив и автомобильную помпу, а затем движущейся стороной вверх закрепите их болтами к столику.
- Отрежьте дно барабана, на полученном диске закрепите бильные пальцы с расстоянием между ними в 5–10 см.
- Проделайте отверстие 10×15 см в нижней стороне барабана, а затем установите бильные пальцы с шагом в 5–10 см на его стенках.
- Закрепите барабан над шкивом с помпой ровно по центру, при этом боковое отверстие должно обязательно находиться в нижней части.
- При помощи болтов прикрепите к шкиву диск с бильными пальцами.
- Установите во внутренней части столика двигатель и кнопку пуска.
- Соедините ременную систему с помпой — теперь конструкция готова.
Знаете ли вы? Принцип преобразования электрической энергии в механическую присущ многим бактериям. Благодаря цепочке из нескольких белковых молекул они способны трансформировать энергию, возникающую при движении протонов, во вращение жгутика, используемого для перемещения.
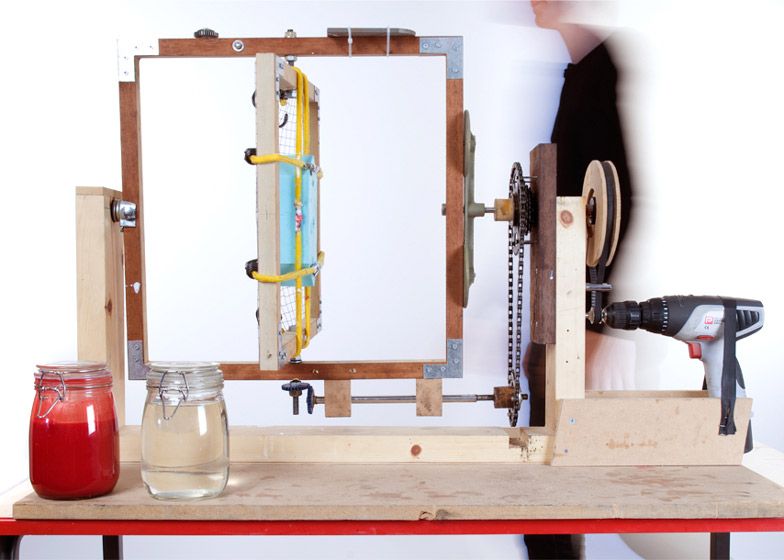
Технология литья форм из заливочного полиуретана
1.Подготовка мастер-модели. Тщательно очистите и просушите мастер-модель (наличие влаги не допустимо). Далее следует обработать вашу модель и внутреннюю поверхность заливочной опалубки разделительной смазкой. Нанесите смазку равномерно на всю поверхность мастер-модели и заливочной опалубки. Не наносите слишком толстый слой, чтобы ни скрыть фактуру камня под слоем разделительного агента. После нанесения дайте слою просохнуть в течение примерно 10 минут.


2.Строительным феном греем модель ,это делается для того чтобы разделительный агент(основа парафин)при воздействие на него феном начинает плавиться тем самым заполняя микропоры а излишки стекают ,так образуется на фактуре камня тонкий слой парафина что гарантирует в дальнейшем четкую копию рисунка ,без искажений.











3.Далее производим сборку модели (прикручиваем борта) и выставляем по уровню. Также следует герметизировать модель по периметру для предотвращения вытекания формовочного материала, заливочная опалубка должна быть тщательно герметизирована.


4. Взвешивание (полиола часть А) и (изоционата часть В). Перед тем, как смешивать компоненты, убедитесь, что полиуретановый компаунд имеют комнатную температуру. Имейте в виду, что при хранении (или перевозке) материала на открытом воздухе в холодную погоду, может понадобиться до 24 часов для того, чтобы компоненты достигли комнатной температуры. Оптимальная температура помещения при формовании должна быть 20-25°C и влажностью не более 50% .Для смешивания компонентов используйте чистые, сухие пластиковые ведра (стаканы) равного объема. Отвесьте в ведра равные количества (по весу или по объему) полиола (часть А) и изоционата(часть В).Смешивание компонентов обычно занимает 2-4 мин(в зависимости от вязкости материала)можно обычной дрелью на средних оборотах ,лопатка должна вращаться против часовой стрелки что бы не вовлекать в смесь излишние пузырьки воздуха.

5.Процесс заливки полиуретанового компаунда на мастер-модель .После того как Вы тщательно перемешали оба компонента до однородного состояния включается процесс жизни (время жизни компаунда ,это переход с жидкого состояния в гелеобразное 10-15 мин)в этот короткий период времени нужно успеть залить полиуретановую массу на мастер-модель . Заливать лучше с одного угла ,в этом случае материал будет покрывать мастер-модель медленно, как поток лавы.

6.Распалубка производится после полной полимеризации материала 16-24 часа, процесс извлечение полиуретановой формы нужно проводить очень аккуратно. В течение 3-х суток форма ещё будет набирать прочность, после чего её можно будет эксплуатировать.
Какая бывает конструкция?
- Центрифуга. Используется круглая емкость с отверстием для загрузки тушек. Билы, расположенные на дне и боках бочки, убирают перья во время вращения днища. По ходу работы в емкость поступает вода, чтобы усилить продуктивность процесса. Такая конструкция подойдет для некрупной живности — не больше утки.
- Барабан. Используется барабан с «щупальцами» — его вращает мотор. Тушку просто подносят к вращающемуся барабану и прижимают. Этот вариант удобен для большой птицы.
- Электрический инструмент. Эта машинка с насадкой практически не требует вложений. На вращающийся инструмент надевают насадку с «щупальцами». Его подносят к ошпаренной тушке. Недостаток этого варианта — быстро устают руки.
При использовании первого варианта — центрифуги, можно ощипать 30 кур.
Оборудование для ротационного литья
В работе используют несколько вариантов ротационных машин.
Однопозиционные ротационные машины
К машинам данного класса относят те, у которых есть один ротор, размещаемый конкретно в термической камере. Делают модели, которые могут передвигаться совместно с ротором из зоны нагрева, в территорию охлаждения.
Двухпозиционные машины
Очень эффектными машинами считают двухпозиционные агрегаты. В конструкцию входят два независимых один от одного ротора, по очереди перемещающиеся от камеры нагрева в территорию охлаждения и обратно.



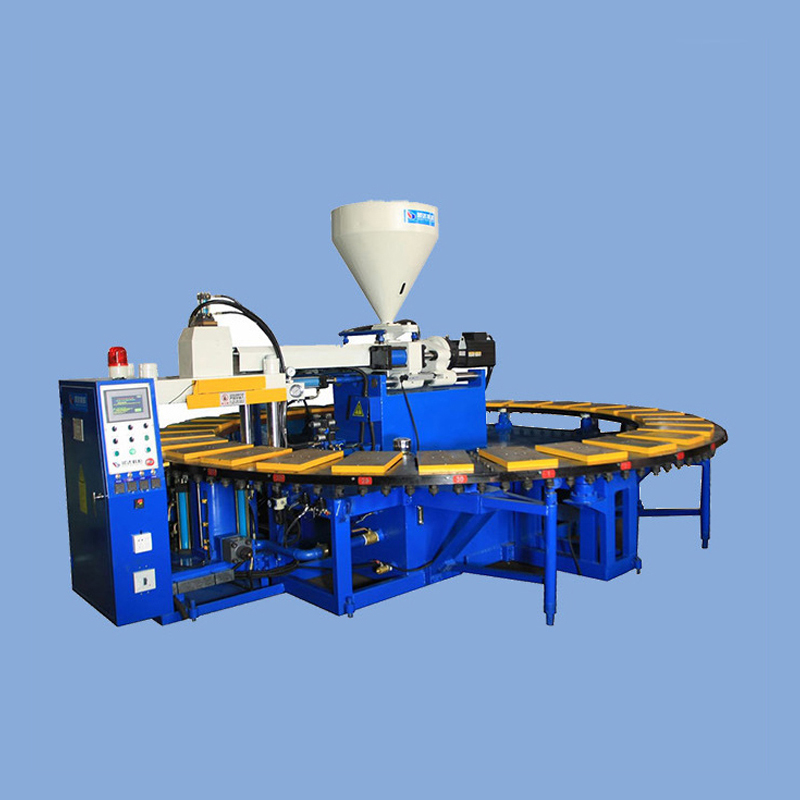






Двухпозиционные ротационная машины
Другими словами, пока на одном роторе происходит нагрев и формование изделия, на другом происходит охлаждение и съем детали.
Интрузионный
Название восходит к латинскому слову intrusio – вталкивать, вдавливать. В основе техпроцесса лежит разогрев и расплавление пластмассовых гранул в шнековом механизме, сопровождающийся перемешиванием и гомогенизацией в случае использования разных компонентов. Затем жидкий расплав предварительно вводится в полость пресс-формы и далее, создаётся и выдерживается давление, в процессе которого подаётся дополнительное количество до полного заполнения объёма.
На входе в пресс состав соприкасается со стенками, охлаждается и начинает застывать. Поэтому технология применяется преимущественно для изготовления отливок без сложных, тонких элементов.
Интрузионная технология применяется самостоятельно или в комбинации с инжекционной.
Ротационное литье
Технология представляет собой разновидностью заливки пластмасс в многокомпонентные формы. Основное различие заключается в том, что формование происходит не одновременно, а последовательно.
Первоначальный объём образуют корпус пресс-форма и вставка. После заполнения, вставной элемент извлекается, и пластичный состав впрыскивается в оставшуюся часть. Если изделие состоит не из двух, а их трёх и более частей, технологический переход повторяется соответствующее количество раз.
После каждого этапа подключается следующая литейная установка (производится ротирование). Соответственно процесс занимает много времени и требует большого количества оборудования.
Так же, как и отливка в многокомпонентные формы ротационное допускает комбинирование методов инжекции и интрузии.
Виды перосъемных машин
Ознакомьтесь также с этими статьями
- Лучшие породы кроликов
- Порода кур Шейвер Браун
- Сорт смородины Уральская красавица
- Рецепты маринованных зеленых помидоров
Так как перосъемные машины требуются и на больших предприятиях и в малых, частных хозяйствах, было изобретено несколько разновидностей аппарата. Они могут отличаться габаритами, функциями, методикой работы.
- Центрифужный тип – это автономная машина. Она работает самостоятельно, без человека. В нее поступают тушки, она их ощипывает, и затем они выходят из агрегата уже ощипанные. Такие машины используются на больших предприятиях.
- Станочный аппарат также популярен на больших фермах и предприятиях, но для его работы необходим оператор.
- Бытовая перосъемная машина – это небольшой, передвижной аппарат. Его удобно использовать на малых частных угодьях.
Кроме того, перосъемные машины можно классифицировать по мощности, размеру, расположению «пальцев»
При выборе необходимо, прежде всего, обращать внимание на размер барабана – для какой птицы он предназначен. Небольшие агрегаты обычно используются для кур, уток, перепелов. А более крупные модели подходят для гусей, для бройлера
Есть также машины для больших видов птиц, например, для индейки
А более крупные модели подходят для гусей, для бройлера. Есть также машины для больших видов птиц, например, для индейки.










Литьевой полиуретан
Изделия из литьевого полиуретана нашли широкое применение при производстве скребков, амортизаторов, штамповочных пластин, листов для футеровки емкостей (течек, желобов, бункеров), заготовок для изготовления несложных деталей, например прокладок. С помощью литья производятся манжеты, втулки и опоры. На железнодорожном транспорте применяются полиуретановые уплотнения для пневматических и гидравлических амортизаторов. Большинство деталей из литьевого полиуретан используются автомобилестроение – это элементы подвески, подшипники скольжения, самосмазывающиеся уплотнения.Полиуретан имеет такие показатели, как:
- работа в широком диапазоне рабочих температур;
- стойкость к налипанию;
- высокая абразивная стойкость;
- диэлектрические свойства;
- эластичность и ударостойкость;
- имеет хорошую механическую память;
- устойчивость к агрессивным средам (морская вода, щелочная и кислотная среда, маслобензостойкость).
Литьевой полиуретан изготавливается при помощи взаимодействия соединений, которые содержат изоцианатные группы с полифункциональными и бифункциональными гидроксилсодержащими производными. Изменение свойств полиуретана с вязкого до твердого состояния, предоставляет хорошую устойчивость к воздействию органических и минеральных масел, кислоты, окислителей, бензина. Для производства пластмассовых изделий, применяется литье полиуретана по технологии вакуумной формы.
Как работает машина для ощипа?
Вне зависимости от конструкции, принцип работы очистителей тушки основывается на общих принципах. Для устранения пера на устройстве выбирается оптимальная мощность, после чего агрегат запускается в работу. Далее в рабочую камеру загружают сырьё, которое разделяется на перья и тушку. В барабанных и дисковых машинах основное воздействие на птицу происходит при помощи так называемых рабочих (бильных) пальцев. Они представляют собой разнообразные цилиндрические включения из плотной резины, вмонтированные в поверхность барабана или диска.
Электродвигатель приводит рабочую камеру с пальцами во вращение, во время этого происходит воздействие на перо и кожу. При помощи центробежной силы лёгкий пух и перо оседают на стенках камеры. После очистки тушку извлекают, а перо убирают из рабочей камеры по выходному отверстию в дне либо вручную.
Особенности литья под давлением различных термо- и реактопластов
Сведения, содержащиеся в этом разделе, не включают рекомендации по пуску и наладке процесса, требований к условиям эксплуатации ЛМ и литьевых форм, правил неукоснительного соблюдения параметров метода, назначенных компетентным специалистом, обладающим инженерным уровнем знаний. Таким образом, предлагаемые рекомендации действуют для установившегося режима работы оборудования и оснастки.
ПЭНП (полиэтилен низкой плотности)- перерабатывается легко, при охлаждении способен к кристаллизации с изменением твердости, чувствителен к равномерности распределения температуры в форме. Место входа охлаждающей воды в форму следует располагать рядом с литниковыми каналами, а ее отвода — как можно дальше. Заполнение формы быстрое, в связи с чем необходима ее эффективная вентиляция.
ПЭВП (полиэтилен высокой плотности) по сравнению с предыдущим полимером имеет большую степень кристалличности и менее текуч в расплаве, но позволяет получать изделия с меньшей толщиной стенки при более высокой жесткости.
ПП (полипропилен) кристалличность до 60%, температура переработки для некоторых марок до 2800 С, инжекционное давление до 140 МПа. Вязкость расплава в большей степени зависит от скорости сдвига, чем от температуры. С повышением давления ПТР растет, охлаждается в форме быстро. Процесс ведут при высоких температурах цилиндра и низком давлении литья.
ПС (полистирол) легко течет в расплаве, позволяет получать тонкостенные жесткие изделия, чувствителен к перегреву.
УПС (полистирол ударопрочный) отличается от ПС несколько меньшей текучестью и большей усадкой.
АБС-пластик (акрилонитрил-бутадион-стирольный) относится к конструктивным маркам, имеет большую вязкость в расплаве, труднее перерабатывается в тонкостенные изделия.
ПММА (полиметилметакрилат) имеет невысокую термостабильность, чувствителен к перегреву, требует подсушки и тщательного контроля температуры. При впрыске расплава в холодную форму возможно образование пузырей; переходы в форме должны быть плавными, а их число минимальным.
ПВХ (поливинилхлорид) перерабатывается без особых затруднений, но весьма чувствителен к соблюдению температурного режима и особенно перегреву. Вязкотекучее состояние нестабильно, может сопровождаться автокаталитической деструкцией с изменением цвета от слоновой кости до темно-вишневого. Длительность пластикации должна быть минимальной.
ПА (полиамид) кристаллические, гигроскопичные термопласты с высокой текучестью расплава. При расплавлении объем возрастает до 15%. Термостабильность невысокая, поэтому длительность пластикации ограничена. При нагреве в расплаве образуются пузырьки. Требует обязательной тщательной сушки. Желателен предварительный прогрев. Давление литья до 100 МПа. При литье наполненных ПА возможна ориентация частиц измельченного волокна. Желателен отжиг изделий.








ПК (поликарбонат) относятся к теплостойким полимерам, характерна высокая вязкость расплава, термически стабилен. Вязкость в основном зависит от температуры. Температура формы до 100 °С. Гигроскопичен, требует длительной сушки и предварительного подогрева, в том числе и в бункере ЛМ.
ПЭТФ (полиэтилентерефталат) , ПБТФ (полибутилентерефталат) и ПОМ (полиоксиметилен) относятся к полимерам с повышенной термостойкостью. Требуют тщательной сушки до содержания влаги менее 0,01%. Термостабильны. Вязкость расплавов средняя и низкая с увеличением температуры снижается. Тонкостенность изделий нередко достигается последующим раздувом (ПЭТ-бутылки).





