
Принцип действия
Эксплуатация станка в действующем режиме происходит по следующему принципу. Обрабатываемую заготовку, необходимо установить и надёжно зафиксировать на рабочей поверхности координатного стола. Шпиндель с установленным инструментом должен располагаться в крайнем положении снизу. Используя систему продольного смещения рабочего стола, шпиндель необходимо отцентрировать.
Затем нужно убедиться в соосном расположении торца детали, предназначенной для обработки, и шпинделя. Исходя из кинематической возможности, в коробке скоростной передачи выбираем скорость вращения, подходящую для обработки. Включаем вертикальный электрический двигатель главного привода.
После настройки кинематической схемы, осуществляется движение инструментальной головки к торцу обрабатываемого изделия, и выполняют нужную технологическую операцию.
Сверлильное оборудование
В станочном парке большой процент занимает сегмент сверлильных станков. Это объясняется необходимостью проводить сверление практически в любом технологическом процессе. Всю необходимую информацию, связанную с устройством агрегата содержит паспорт, поставляемый с любой моделью агрегата.
Все оборудование данного сегмента представляет собой три группы, каждая из которых выделяется в зависимости от специфики работы:
- специальные;
- специализированные;
- универсальные.
В каждой из этих групп можно провести градацию в зависимости от размеров сверла, и соответственно отверстий, которые под силу данному сверлильному станку. Выделим основные:
- легкие, до 12 мм;
- средние, 18-50 мм;
- тяжелые, свыше 50 мм.
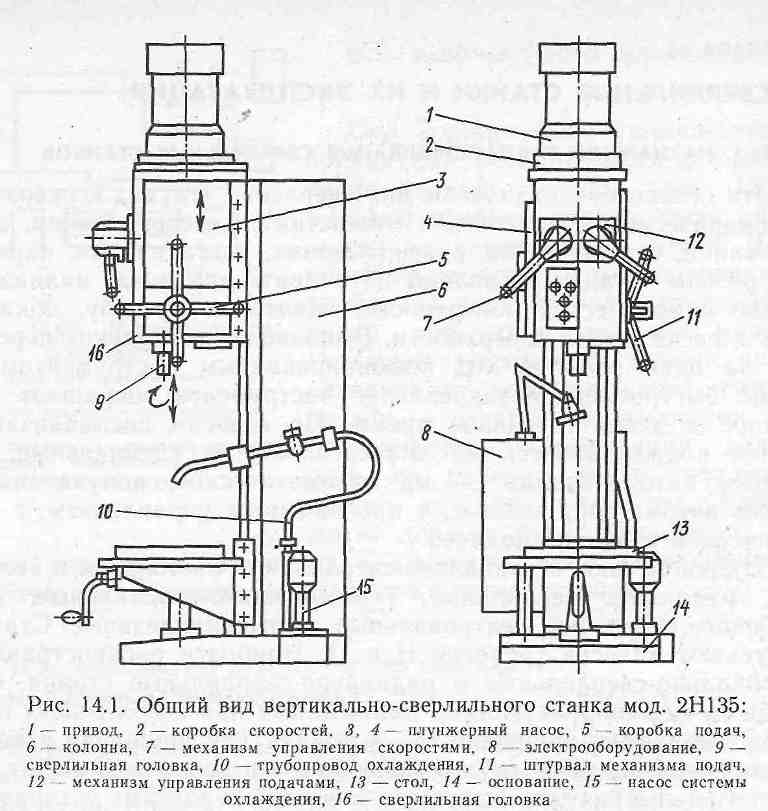
Конструктивные особенности
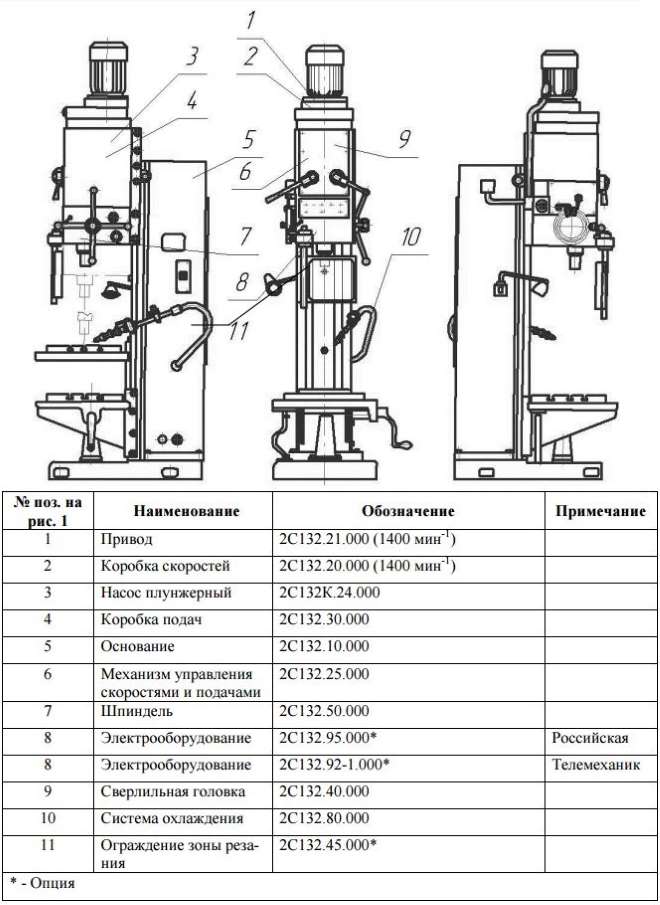
Конструкция сверлильного станка состоит:
- Рабочая головка, которая служит для закрепления инструмента.
- Привод.
- Насос масляный плунжерного типа.
- Система охлаждения обрабатываемой зоны.
- Шпиндель.
- Коробка подач.
- Система электроснабжения агрегата, электрический шкаф для подключения к сети.
- Коробка скоростей.
- Система контроля скорости и подачи.
- Плита основания, колонна, рабочий стол.
Станина агрегата сделана в виде монолитной, массивной, чугунной конструкции. Положение производительной поверхности выполняется оператором по несущей колонне вручную, путём отжима фиксирующего устройства и поворота штурвала, выполняющего функцию регулировки положения шпинделя. Для движения поверхности стола на колонне сделаны специальные направляющие пазы.
А также чугунной является и опорная плита. Она имеет пустотелую конструкцию, внутри которой находится ёмкость для хранения жидкости охлаждения. Там же расположен отстойник для металлических крупных загрязнений и устройство фильтрации. На самой опорной колонне располагается электрический насос мощностью 120 Вт, который отвечает за подачу жидкости. Подача охлаждающей жидкости осуществляется через систему различного диаметра трубок, которые подают воду непосредственно к сверлильному элементу.
Силовой агрегат станка располагается на верху корпуса. Шпиндельный блок и коробка передач станка располагаются в корпусе. Кинематическая схема оборудования имеет простое конструктивное решение, при котором силовой агрегат и скоростная коробка соединены прямым валом. Механическая регулировка скоростей осуществляется с помощью рукоятки, размещённой на фронтальной стороне сверлильной головки. Регулировка скорости производится вручную. Коробка осуществляет передачу скорости вращения шпинделя на двенадцати частотах.
Смазка работающих элементов агрегата осуществляется с помощью плунжерного насоса в автоматическом режиме. Оператору понадобится только контролировать по датчику, который расположен на фронтальной панели, уровень количества масла.
На этой модели установлена система ручной подачи шпинделя. Эта система включает в себя:
- Штурвал, который выполняет регулировочную функцию.
- Передачу червячного вида.
- Обгонной храповой и кулачной муфты.
- Лимба.
- Вала, горизонтального расположения, с реечной шестерней.
Наладка станка
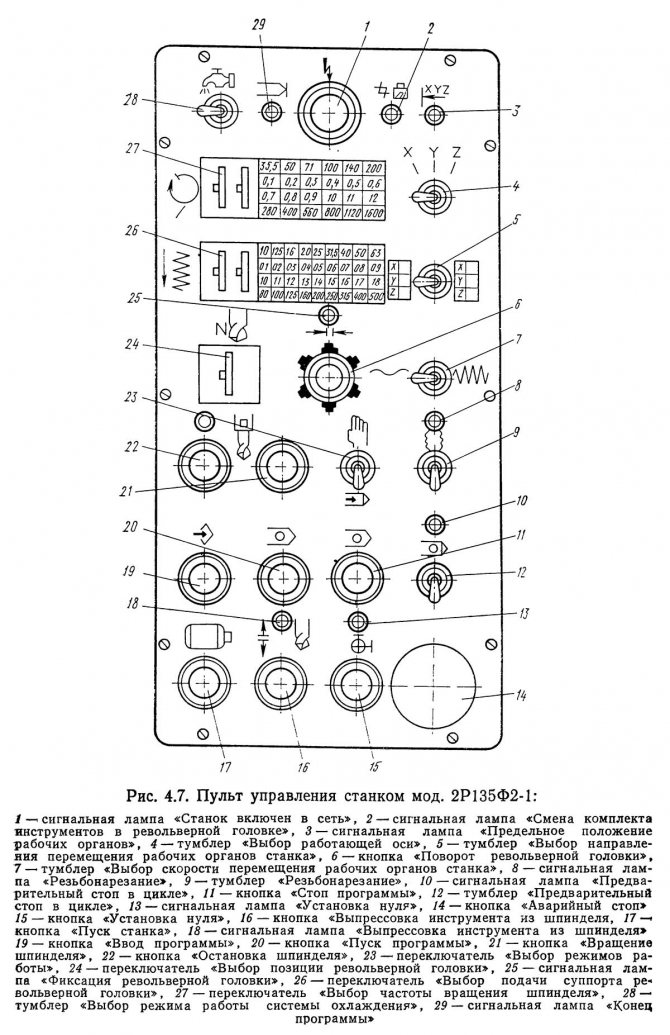
Независимо от положения переключателя режимов работы на пульте УЧПУ наладочный режим включают переключателем 23, расположенным на пульте управления станка (рис. 4.7). В наладочном режиме, осуществляемом посредством органов управления, расположенных на пульте станка, производят: поворот револьверной головки в заданную позицию; выпрессовку инструмента; включение и выключение вращения шпинделя; перемещение стола по осям X и Y в соответствии с выбранной скоростью и направлением; перемещение суппорта револьверной головки по оси Z в соответствии с заданием.

Пульт управления станком 2р135ф2-1
Установка рабочих органов станка в нулевое положение
Установку рабочих органов станка в нулевое положение производят в автоматическом режиме перед командой «Ввод программы». При нажатии кнопки 15 суппорт револьверной головки быстро поднимается до срабатывания конечного выключателя по координате Z. Стол движется до срабатывания конечных выключателей по координатам X и У, одновременно подаются команды в УЧПУ об исходном положении рабочих органов. Цикл установки закончен.



Поворот револьверной головки
Для выбора позиции револьверной головки переключатель 24 устанавливают в нужную позицию. Нажатием кнопки 6 начинают цикл поворота револьверной головки в заданную переключателем 24 позицию. При нажатии на кнопку 6 и отсутствии задания головка совершает безостановочное движение.
Включение шпинделя в режиме «Наладка»
Включение шпинделя в режиме «Наладка» для всех операций, (кроме резьбонарезания) производят кнопкой 21, а выключение — кнопкой 22 (при резьбонарезании кнопки 21 и 22 не работают). Частоту вращения шпинделей устанавливают переключателем 27.
Перемещение рабочих органов по осям X, Y, Z
Перемещение рабочих органов по осям X, Y, Z. Выбор работающей оси производят переключателем 4.
Выбор быстрого, среднего или медленного перемещения производят переключателем 7, а выбор направления перемещения — переключателем 5.
Настройка начала программы в плоскости XY
Для настройки начала программы в плоскости XY используют оправки-ловители или центроискатели. В ручном режиме совмещают ось шпинделя с началом программы, набирают на пульте УЧПУ такие значения смещения нуля по осям X и Y, которые дают нулевые показания цифровой индикации.
Настройку станка по оси Z производят после установки режущего инструмента в шпинделе револьверной головки. В исходном положении суппорта проверяют, чтобы револьверная головка при вращении не задевала приспособление с зажатой в нем заготовкой.
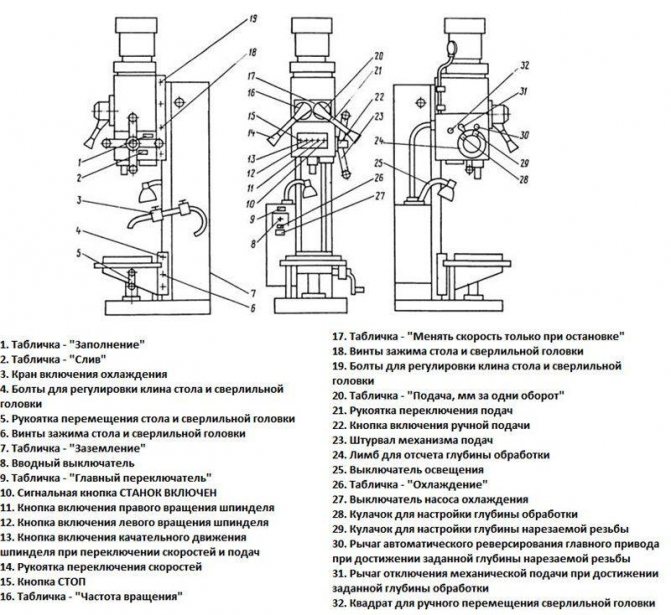
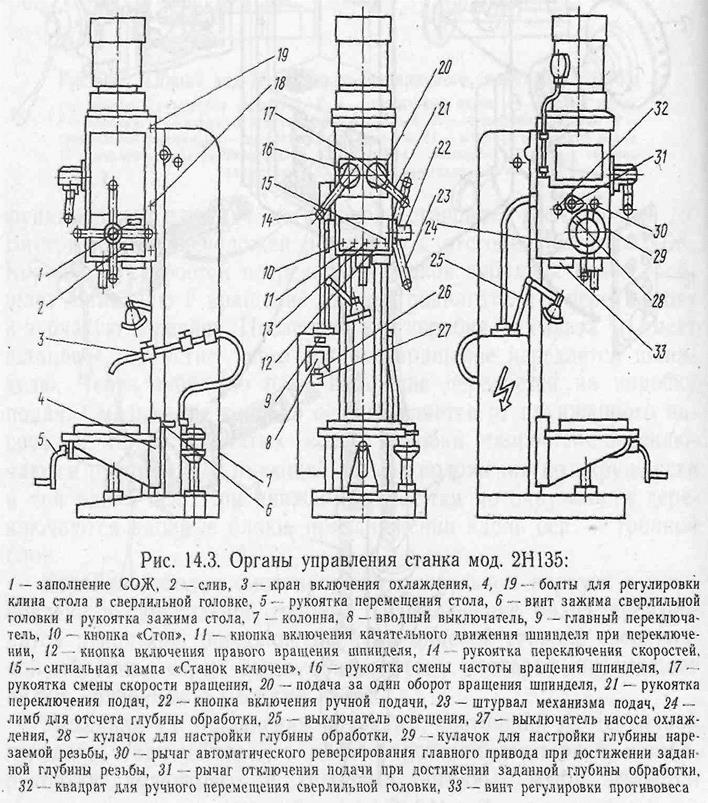
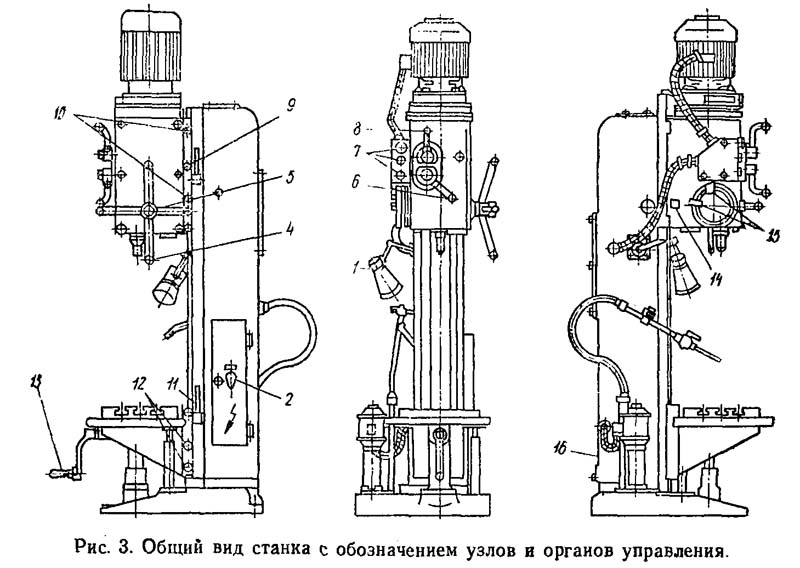
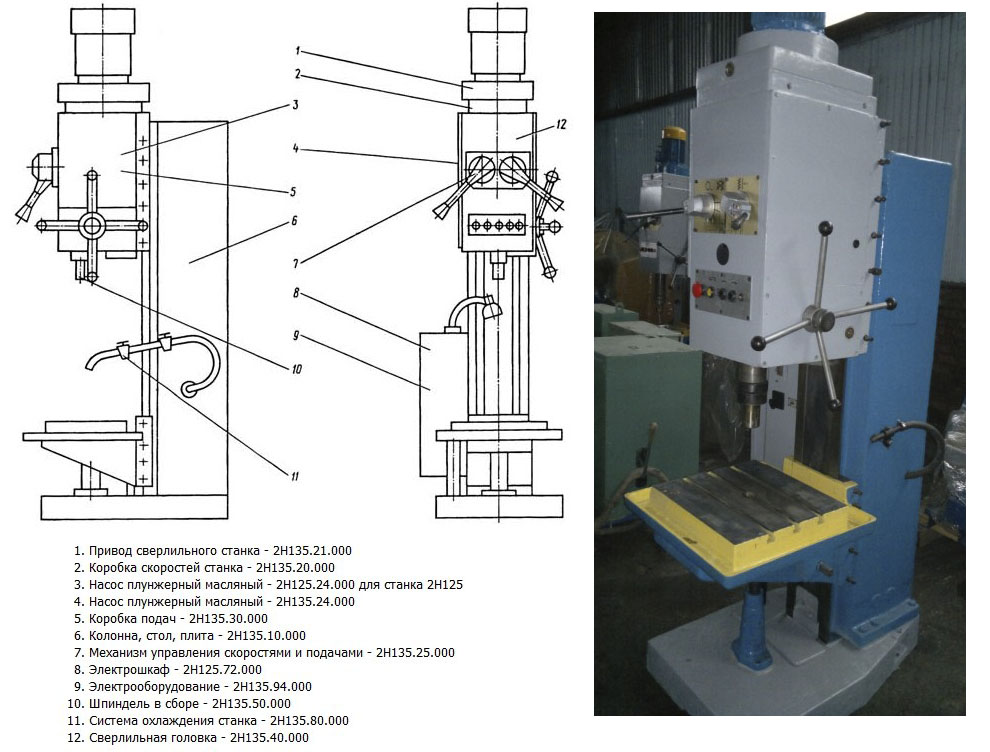
Сверлильная головка станка 2Н135

Чертеж сверлильной головки сверлильного станка 2Н135
Сверлильная головка представляет собой отливку коробчатого сечения, в которой монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба, кулачковой и храповой обгонных муфт, штурвала, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
- ручного подвода инструмента к детали;
- включения рабочей подача;
- ручного опережения подачи;
- выключения рабочей подачи;
- ручного отвода шпинделя вверх;
- ручной подача, используемой при нарезании резьбы.
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 14 (рис.10) на себя поворачивается кулачковая муфта 8, которая черев обойму-полумуфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя. Когда инструмент подойдет к детали, на валу-шестерне 3 возникает крутящий момент, который не может быть передан зубцами кулачковой муфты 8, и обойма-полумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга. В этот момент кулачковая муфта 8 поворачивается относительно вала-шестерни 3 на угол 20°, который ограничен пазом в детали 8 и штифтом 10. На обойме – полумуфте 7 сидит двухсторонний храповой диск 6, связанный с полумуфтой собачками 13. При перемещении обоймы-полумуфты 7 зубцы диска 6 входят в зацепление с зубцами диска, выполненного заодно с червячным колесом 5. В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. При дальнейшем вращении штурвала 14 при включенной подаче собачки 13, сидящие в обойме-полумуфте 7, проскакивают по зубцам внутренней стороны диска 6; происходит ручное опережение механической подачи.
При ручном включении подачи штурвалом 14 (после поворота его на себя на угол 20°) зуб муфты 8 встает против впадины обоймы-полумуфты 7. Вследствие осевой силы и специальной пружины 12 обойма-полумуфта 7 смещается вправо и расцепляет зубчатые диски 5 и 6; механическая подача прекращается.
Читать также: Инструмент для спайки полипропиленовых труб
Механизм подач допускает ручную подачу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу и колпачок 9 переместить вдоль оси вала-шестерни 3 от себя. При этом штифт II передает крутящий момент от кулачковой муфты 8 на горизонтальный вал. На левой стенке сверлильной головки смонтирован лимб 4 для визуального отсчета глубины обработав и настройки кулачков.

Для ручного перемещения сверлильной головки по направляющим колонны имеется механизм, который состоит из червячной пары 2 и реечной пары I. Для предохранения механизма подачи от поломки имеется предохранительная муфта 15. Гайка 16 и винт 17 служат для регулирования пружинного противовеса.
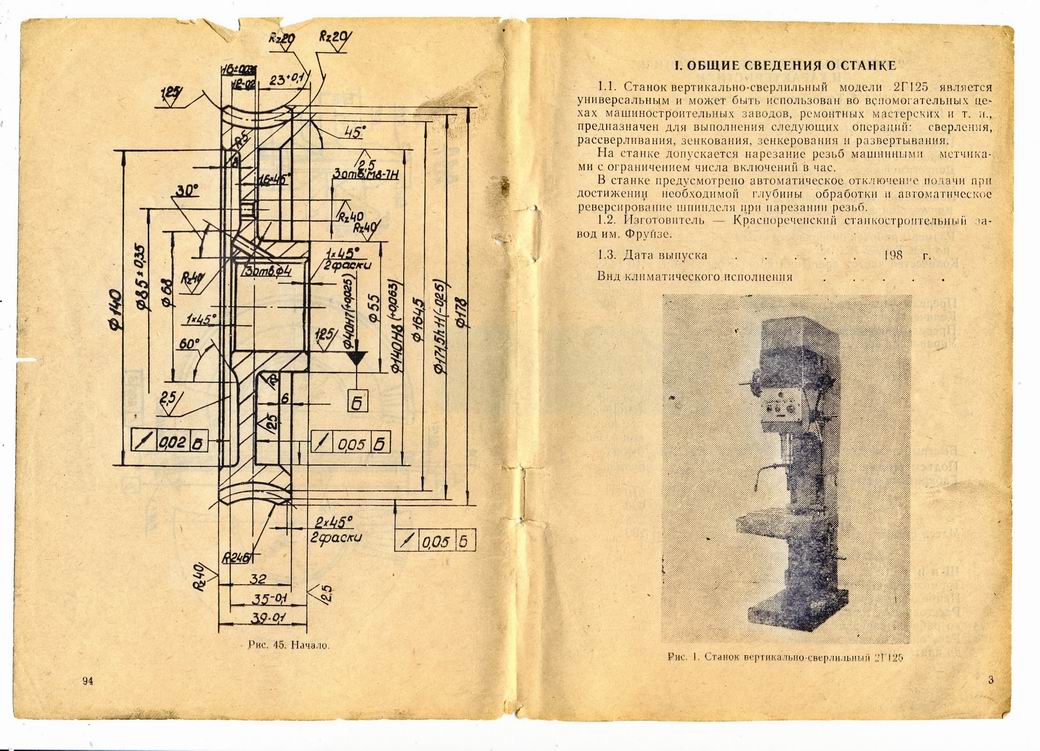
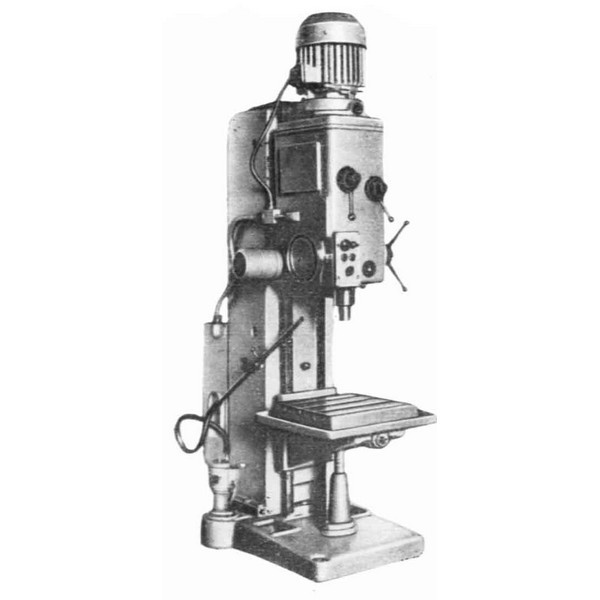
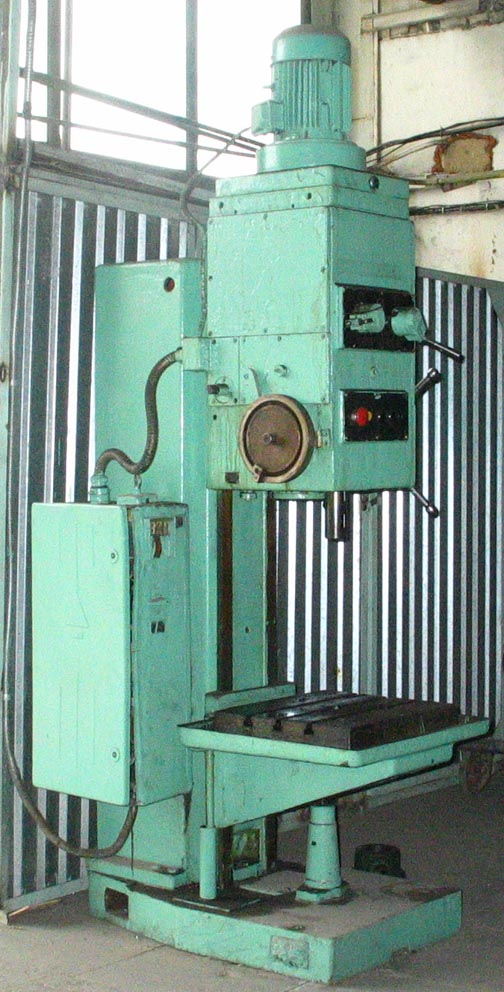
2А135 Станок вертикально-сверлильный универсальный. Назначение и область применения
Вертикальный сверлильный станок 2А135 заменил в серийном производстве устаревший станок 2135
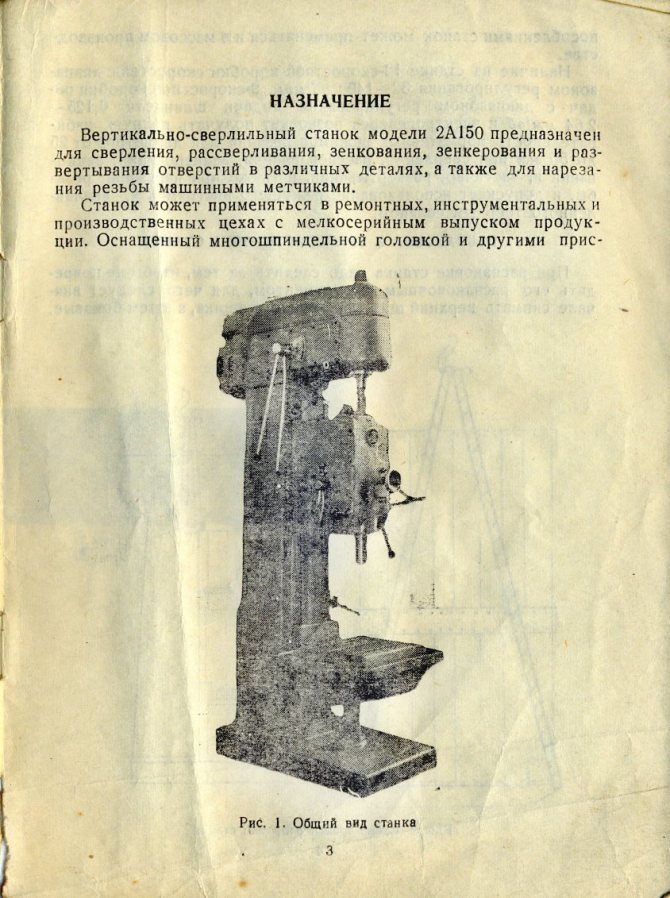
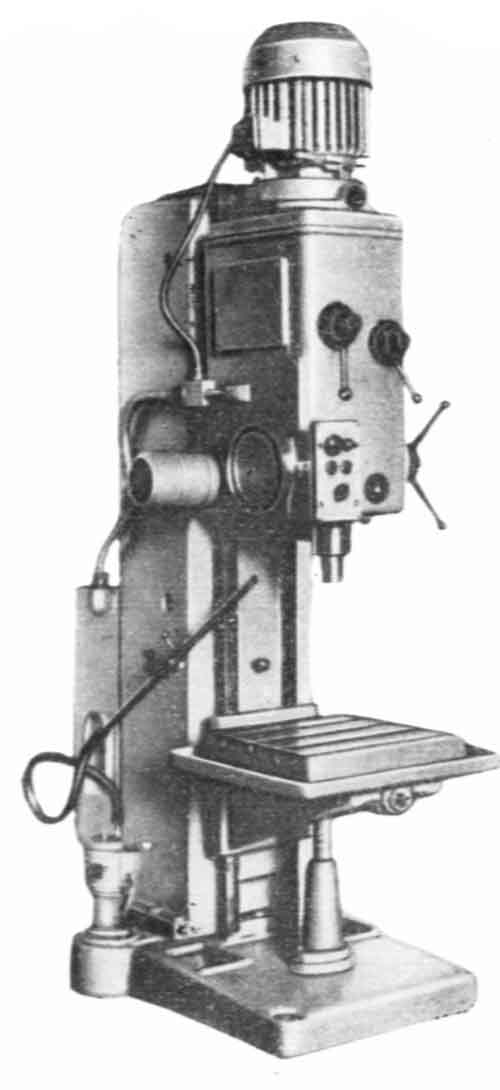
. В новой модели обеспечивается более удобное управление коробкой соростей и подач. Улучшены эргономические показатели. Станок 2А135 был заменнен на более совершенную модель2Н135 Универсальный вертикально-сверлильный станок, модель 2А135, предназначен для работы в ремонтных и инструментальных цехах, а также в производственных цехах с мелкосерийным выпуском продукции; оснащенный приспособлениями станок может быть применен в массовом производстве.
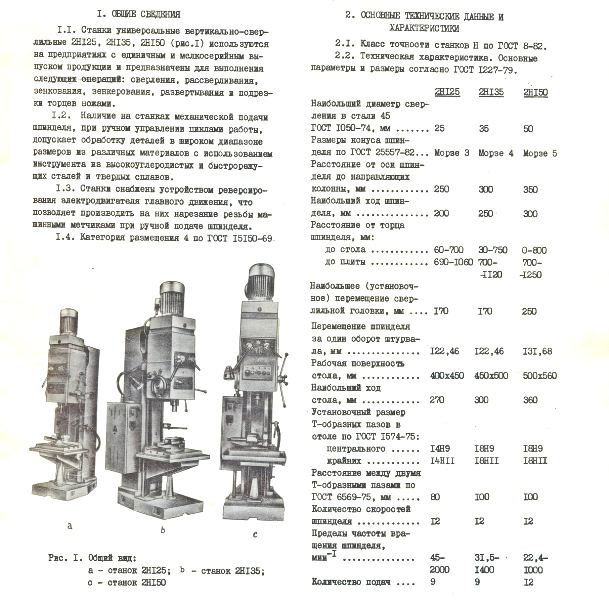
Вертикально-сверлильный станок 2а135, с условным диаметром сверления 35 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания, нарезания резьб и подрезки торцев ножами.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.

Операции сверления на станке 2а135
Особенности конструкции сверлильного станка 2А135
Наличие на станке девятискоростной коробки скоростей с диапазоном регулирования 68-100-140-195-175-400-530-750-1100 оборотов в минуту, 11-скоростной коробки подач с диапазоном регулирования от 0,115 до 1,6 мм на оборот и электрореверса обеспечивает выбор нормативных режимов резания для диаметров отверстий до 35 мм при сверлении, рассверливании, зенковании, зенкеровании, развертывании, нарезке резьбы, а также допускает использование режущего инструмента, оснащенного твердым сплавом.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения» что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя»
Станок обладает высокой жесткостью, прочностью рабочих механизмов, мощностью привода и широким диапазоном скоростей резания и подач, позволяющим использовать режущий инструмент, оснащенный твердым сплавом. Наличие электрореверса, управляемого как автоматически, так и вручную, обеспечивает возможность нарезания резьбы при ручном подводе и Отводе метчика.
В конструкции вертикально-сверлильного станка модели 2А135 предусмотрено автоматическое включение движения подачи после быстрого подвода режущего инструмента к обрабатываемой детали и автоматическое выключение подачи при достижении заданной глубины сверления.
Заданная глубина сверления несквозных отверстий обеспечивается специальным механизмом останова с упором. Этот механизм является одновременно предохранительным устройством, предохраняющим механизм подач от поломок при перегрузках.
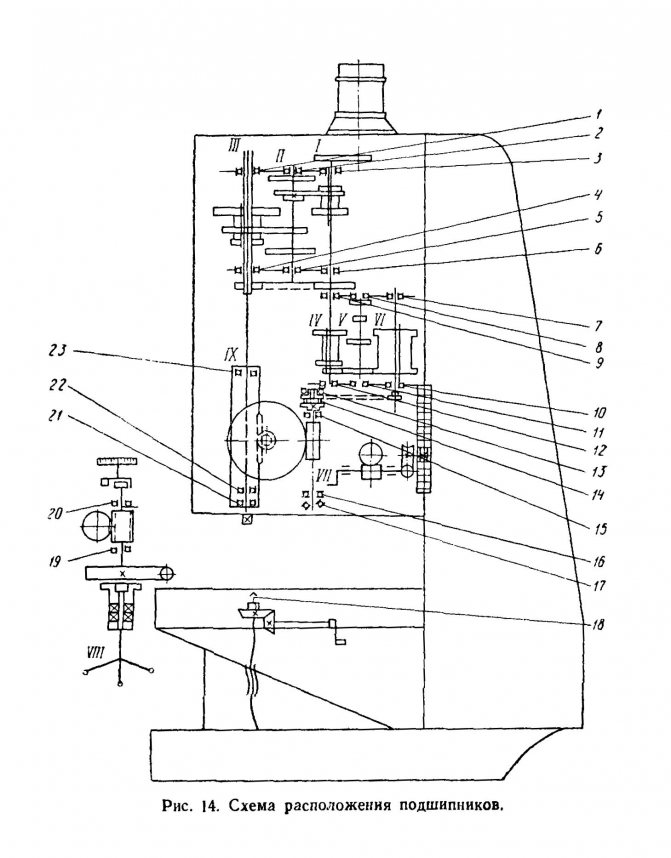
Шпиндель станка смонтирован на прецизионных подшипниках качения. Нижняя опора состоит из радиального шарикового подшипника класса АВ. В верхней опоре установлен один шариковый подшипник класса В.


Заводом предусмотрена возможность смены приводных шкивов клнноременной передачи, что позволяет устанавливать пределы чисел оборотов шпинделя в соответствии с технологическими задачами.
Для сокращения вспомогательного времени на станке модели 2А135 обеспечена возможность включения и выключения подачи тем же штурвалом, который осуществляет ручное быстрое перемещение шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Аналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 — производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 — производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 — производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 — производитель: Молодечненский станкостроительный завод
Сверлильное оборудование
В станочном парке большой процент занимает сегмент сверлильных станков. Это объясняется необходимостью проводить сверление практически в любом технологическом процессе. Всю необходимую информацию, связанную с устройством агрегата содержит паспорт, поставляемый с любой моделью агрегата.
Все оборудование данного сегмента представляет собой три группы, каждая из которых выделяется в зависимости от специфики работы:
- специальные;
- специализированные;
- универсальные.
В каждой из этих групп можно провести градацию в зависимости от размеров сверла, и соответственно отверстий, которые под силу данному сверлильному станку. Выделим основные:
- легкие, до 12 мм;
- средние, 18-50 мм;
- тяжелые, свыше 50 мм.
Это интересно: Станок для производства шлакоблоков: излагаем обстоятельно
Архив на станки
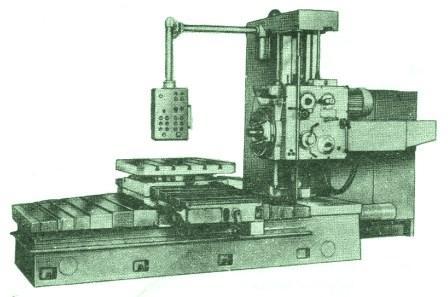
Станок универсальный горизонтально-расточной 2А614-1 предназначен для обработки корпусных деталей с точными отверстиями. связанными между собой точными межосевыми расстояниями.
Наибольшая масса обрабатываемых деталей 2000 кг.
Станок 2А614-1 в отличие от станка 2А615-1 оснащен встроенной планшайбой с радиальным суппортом.
Станки обладают большой универсальностью. На них можно производить сверление, растачивание, зенкерование и развертывание отверстий, фрезерование плоскостей и пазов, а также обтачивание торцов, растачивание отверстий и обработку кольцевых канавок радиальным суппортом планшайбы.
- Станок 2А614-1 по заказу потребителя может быть изготовлен с резьбонарезным устройством.
- Наличие механизированного зажима инструмента, жесткость, виброустойчивость, быстроходность и удобство управления станком позволяют вести на них точную производительную обработку с наименьшей затратой машинного и вспомогательного времени.
- Станки предназначены для работы в инструментальных и механических цехах.
Технические характеристики горизонтально-расточного станка 2А614-1
Технические характеристики станков это основной показатель пригодности станка к выполнению определенных работ на станках. Для горизонтально-расточных станков основными характеристиками является:
- Размер рабочей поверхности стола
- Диаметр выдвижного шпинделя
- Наибольшее продольное перемещение шпинделя
- Число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками координатно-расточного станка 2А614-1. Более подробно технические характеристики станка можно посмотреть в паспорте станка 2А614-1 расположенном ниже.
| Наименование параметров | Ед.изм. | Величины |
| Класс точности станка по ГОСТ 8-77 | Н | |
| Диаметр выдвижного шпинделя | мм | 80 |
| Конец выдвижного шпинделя с конусом для крепления инструмента | 40АТ5, Морзе 5 | |
| Размеры встроенного поворотного стола (Д х Ш) | мм | 1000×1000 |
| Вертикальное перемещение шпиндельной бабки | мм | 800 |
| Продольное перемещение выдвижного шпинделя | мм | 500 |
| Продольное перемещение встроенного поворотного стола | мм | 1000 |
| Поперечное перемещение встроенного поворотного стола | мм | 1000 |
| Радиальное перемещение суппорта встроенной планшайбы | мм | 125 |
| Частота вращения выдвижного шпинделя | об/мин | 20…1600 |
| Частота вращения планшайбы | об/мин | 6,3…200 |
| Пределы подач рабочих органов | мм/об | 0,02…8 |
| Пределы подач выдвижного шпинделя, шпиндельной бабки, стола в обоих направл. | мм/мин | 1,26…2000 |
| Пределы подач суппорта встроенной планшайбы | мм/мин | 0,5…800 |
| Скорость быстрых установочных перемещений шпинделя выдвижного, бабки, стола | мм/мин | 5000 |
| Скорость быстрых установочных перемещений суппорта встроенной планшайбы | мм/мин | 2000 |
| Наибольший допустимый крутящий момент на выдвижном шпинделе | Нм | 865 |
| Наибольший допустимый крутящий момент на строенной планшайбе | Нм | 1300 |
| Наибольшее допустимое усилие подачи шпинделя | кН | 7,5 |
| Наибольшее допустимое усилие подачи стола | кН | 10 |
| Наибольшая масса обрабатываемого изделия | кг | 2000 |
| Габаритные размеры станков без приставного оборудования (ДхШхВ) | мм | 4518х2590х2585 |
| Масса станков без электрооборудования и принадлежностей | кг | 8500 |
3 Механизм подачи станка – как он работает?
Данный механизм представляет собой часть сверлильной головки. Он состоит из таких элементов:
- штурвал;
- червячная передача;
- обгонная храповая и кулачковая муфта;
- лимб;
- реечная шестерня на горизонтальном валу.

За счет описываемого устройства на станке можно производить ряд рабочих операций, указанных далее:
- опережение подачи (ручной режим);
- подвод к заготовке рабочего инструмента (вручную);
- нарезание резьбы посредством ручной подачи;
- включение и отключение подачи;
- отвод вверх (ручной) шпинделя.
Схема работы механизма подачи проста: оператор вращает на себя штурвал агрегата, что приводит в движение муфту кулачкового типа, которая задает движение вала-шестерни через полумуфту-обойму. На валу-шестерне при подходе инструмента к обрабатываемой заготовке образуется крутящий момент. Зубцы муфты (кулачковой) не способны передать его до того момента, пока кулачковые элементы не займут положение строго друг напротив друга.




Когда указанное положение достигается, муфта по отношению к валу совершает поворот на 20 градусов (больше не получится, так как угол ограничен штифтом и пазом). Тогда храповый двухсторонний диск, расположенный на полумуфте, соединяется с червячным колесом через зубцы диска. Итогом является то, что от червяка вращение идет на реечную шестерню, и шпиндель получает механическую подачу. Если продолжать крутить штурвал после этого, будет зафиксировано опережение (ручное) подачи.
По направляющим колонны сверлильную головку можно передвигать вручную, используя устройство, включающее в себя реечную и червячную пару. Также можно без проблем подавать шпиндель руками, отключив механическую подачу при помощи штурвала.
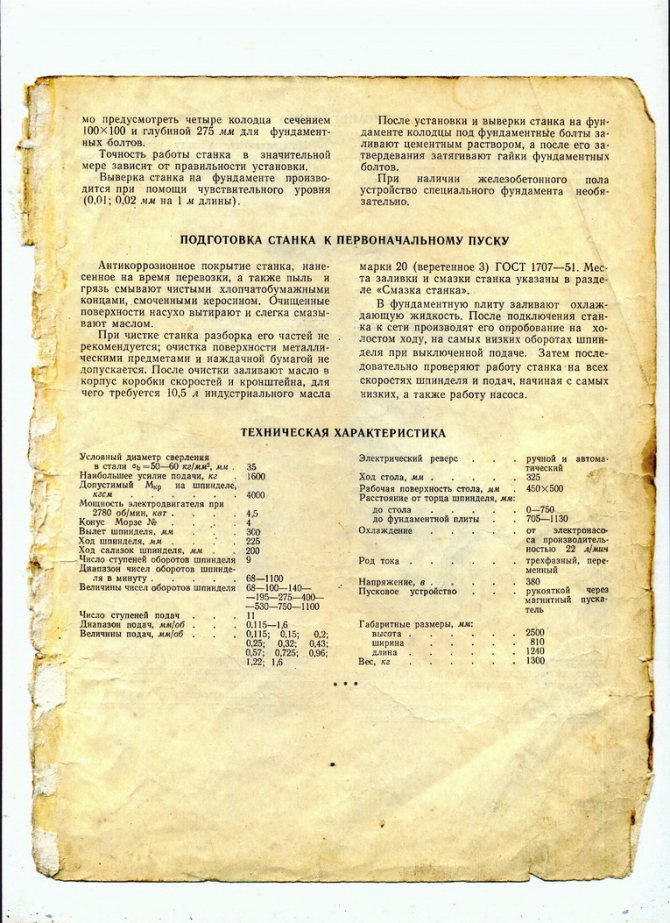
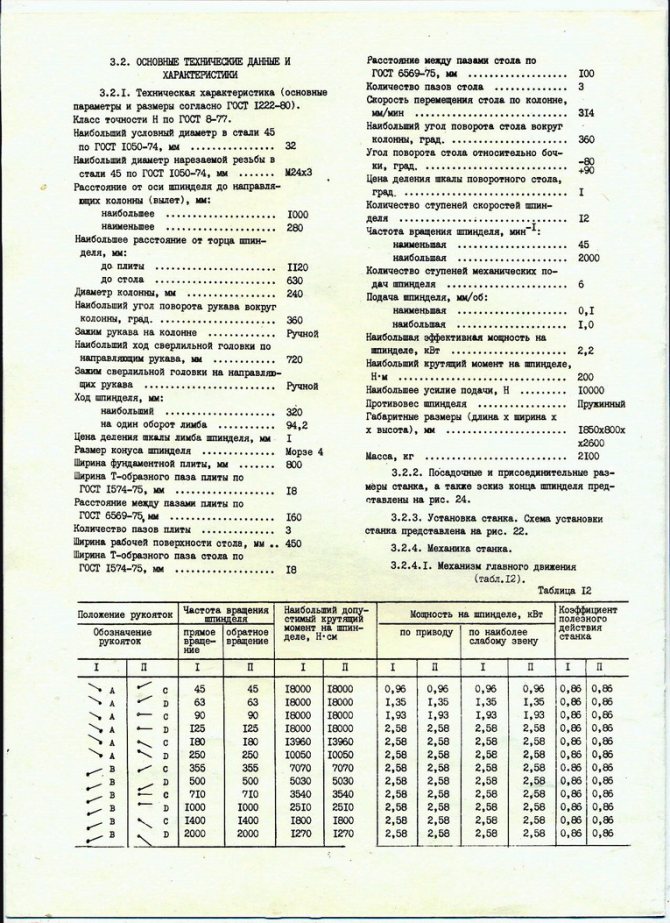
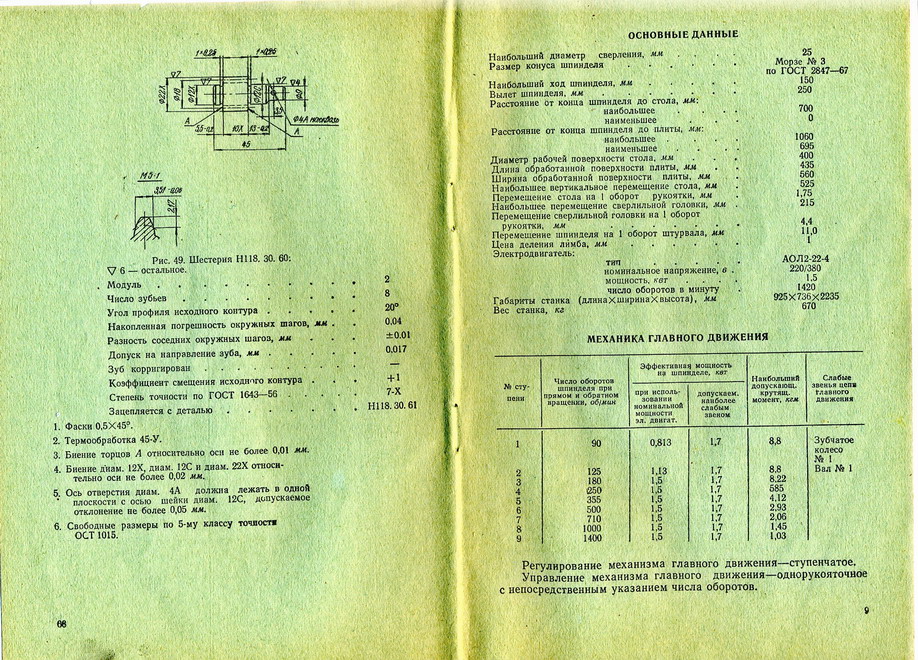
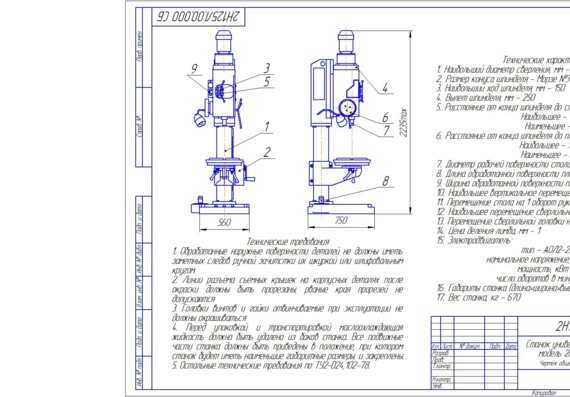
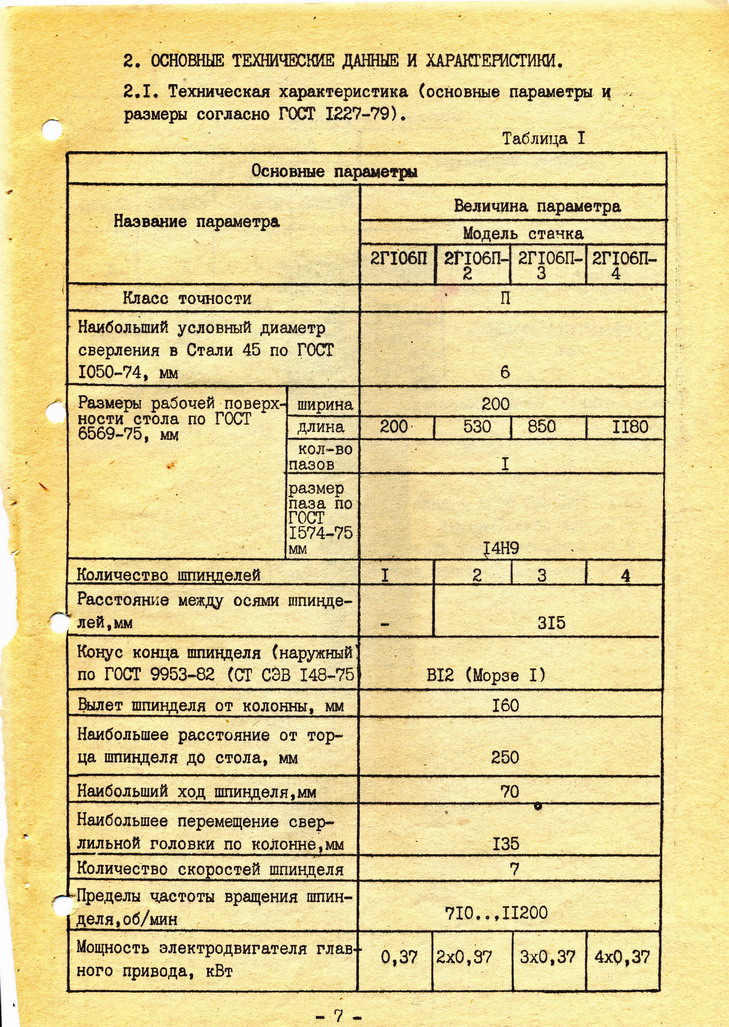
Технические характеристики
Характеристики станка указывают на его хорошую универсальность. С помощью станка 2Н135 можно выполнять технологические операции с заготовками из разнообразных материалов, причём с размерами довольно широкого диапазона. Благодаря применению инструментов, изготовленных из быстрорежущих сталей и сплавов, имеющих высокие показатели твёрдости, это оборудование способно выполнить различные работы. Основными техническими характеристиками, от которых зависит функциональность любого оборудования, являются: ход шпинделя; наибольший диаметр сверления; максимальный промежуток между рабочим столом и шпинделем; количество оборотов в минуту; размер рабочей поверхности.
Для станка 2Н135 эти параметры выглядят так:
- Расстояние между направляющими и осью шпинделя — 300 мм.
- Максимальный диаметр отверстий, которые способен проделывать станок в стали — 35 мм.
- Минимальное расстояние между опорной плитой и торцом шпинделя — 700 мм, максимальное — 1120 мм.
- Минимальное расстояние между рабочим столом и торцом шпинделя — 30 мм, максимальное — 750 мм.
- Максимальный крутящий момент, способный развивать шпиндель — 400 Нм.
- Частота вращения от 31,5 до 1400 оборота в минуту.
- Количество скоростей вращения -12.
- Максимальный ход шпинделя — 250 мм.
- При одном обороте маховика-рукоятки шпиндель совершает ход на 122,46 мм.
- Деление лимба соответствует ходу шпинделя на 1 мм.
- Максимальное усилие подачи — 15 кН.
- За один оборот шпиндель совершает подачу на 0,1−1,6 мм.
- Регулировка подачи — 9 ступеней. Все режимы устанавливаются вручную. Существует система динамической остановки шпинделя.
- Размеры рабочего стола — 450×500 мм, в вертикальной плоскости рабочая поверхность может перемещаться на 300 мм. Имеется три Т-образных паза.
- Габариты станка 2Н135—2535×825×1030 мм.
- Мощность электрического двигателя, осуществляющего за подачу шпинделя — 4 квт.
- Подача жидкости для охлаждения в зону обработки производится электрическим насосом серии Х14−22М.
- Масса станка — 1200 кг.
Этот станок, как и всё другое оборудование, собранное в производственных цехах станкостроительного завода города Стерлитамак, сделан с умом и на совесть. Пластмассовые детали, которые широко используются современными производителями для удешевления своей продукции, в конструкции этого станка полностью отсутствуют. Этот фактор даёт полную гарантию, что ремонт оборудования можно будет произвести при любой его поломке. Причём обойдётся ремонт не очень дорого из-за широкого ассортимента запасных частей на рынке.
Конечно, этот станок по многим техническим характеристикам уступает современному оборудованию. Сверлильные станки хороших производителей по скорости проведения операций, точности сверления, эргономичности и удобстве работы превосходят 2Н135. Однако, если вам важна надёжность, функциональность и минимальная стоимость для выполнения сверлильных работ в гараже или небольшой мастерской, то лучше чем станок 2Н135 не найти.
Основные преимущества этого оборудования — долговечность, выносливость и простой ремонт.
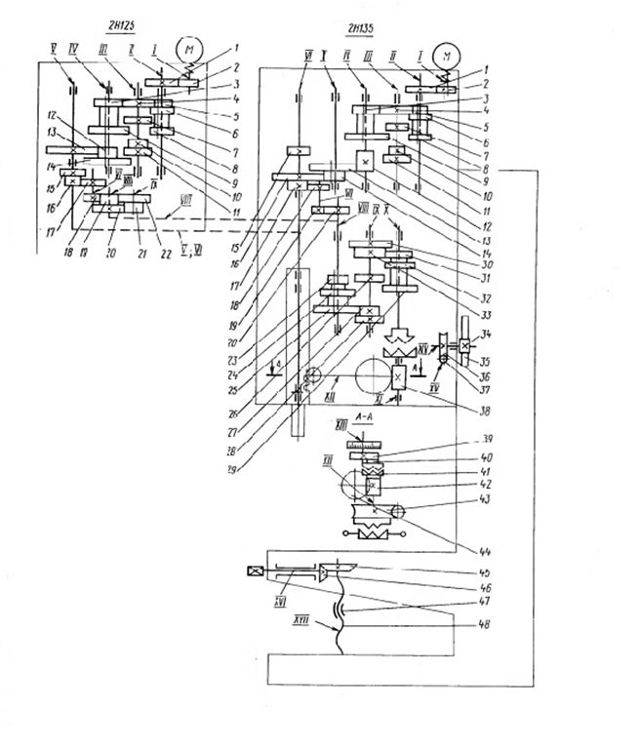
Кинематическая схема сверлильного станка 2А135
Кинематическая схема сверлильного станка 2А135
Схема кинематическая сверлильного станка 2А135. Смотреть в увеличенном масштабе
Движения в станке
- Движение резания — вращение шпинделя с режущим инструментом
- Движение подачи — осевое перемещение шпинделя с режущим инструментом
- Вспомогательные движения — ручные перемещения стола и шпиндельной бабки в вертикальном направлении и быстрое ручное перемещение шпинделя вдоль его оси.
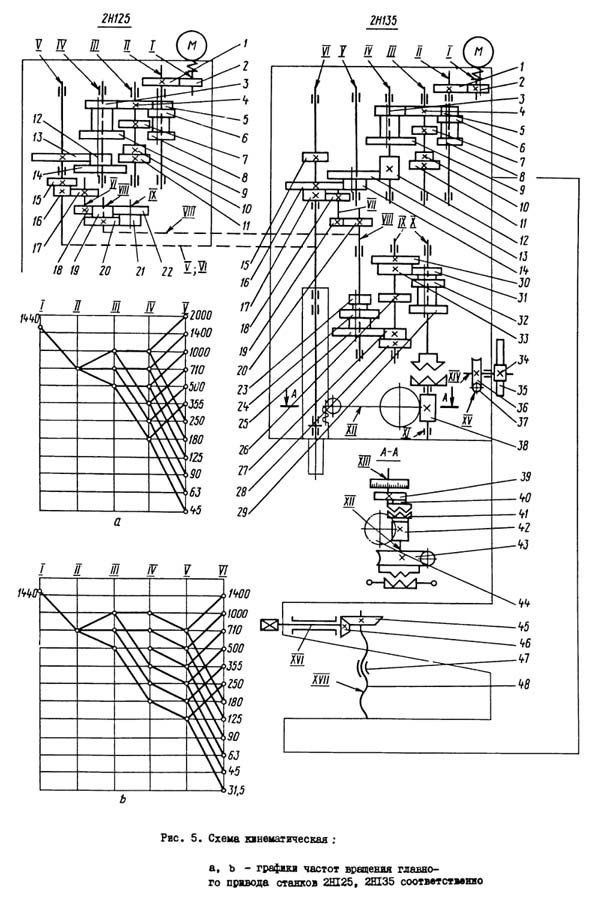
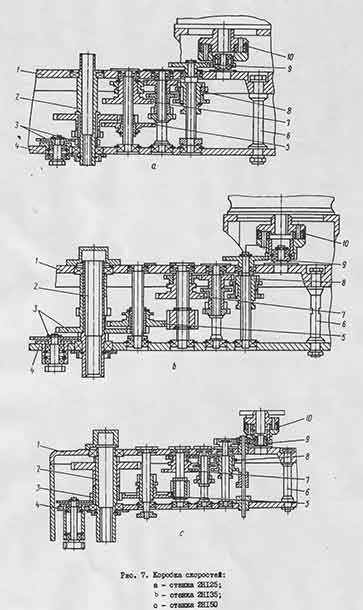
Движение резания. Шпиндель V (рис. 55, а) приводится в движение электродвигателем мощностью 4,5 кат через клиноременную передачу 140—178 и коробку скоростей.
На валу I коробки скоростей находится тройной подвижный блок шестерен Б1, обеспечивающий валу II три скорости вращения. От вала II через шестерни 34—48 вращение передается валу III, на котором расположен тройной подвижной блок шестерен Б2, приводящий в движение полый вал IV, связанный шлицевым соединением со шпинделем V. Как видно из графика (рис. 55, б), шпиндель V имеет девять скоростей вращения. Наибольшее число оборотов шпинделя nmax с учетом упругого скольжения ремня определяется из выражения = 1070 об/мин.
Движение подачи. Движение подачи заимствуется от шпинделя V. Движение передается через шестерни 27—50 и 27—50, коробку подач с выдвижными шпонками, предохранительную муфту М1, вал IX, червячную передачу 1—47. зубчатую муфту М2, вал X и реечную передачу гильзе шпинделя.
В коробке подач расположены трех- и четырехступенчатый механизмы с выдвижными шпонками.
От вала VI три скорости вращения сообщаются валу VII, на котором жестко закреплены шестерни 60, 56, 51, 35 и 21. От вала VII четыре скорости вращения передаются валу VIII.



Теоретически коробка подач обеспечивает 12 скоростей вращения, однако, как видно из графика (рис. 54), одна из них повторяющаяся, поэтому станок модели 2А135 имеет только 11 различных величин подач.
От вала VIII через кулачковую муфту M1 движение сообщается валу IX, на котором закреплен червяк. Червячное колесо расположено на одном валу с реечной шестерней 14, находящейся в зацеплении с рейкой, нарезанной на гильзе шпинделя. Муфта М1 служит для предохранения механизма подач от поломок при перегрузках, а также для автоматического выключения подачи при работе по упорам.
Наибольшая величина подачи smax определяется из выражения 3,14*3,5*14 = 1,6 мм/об.
Вспомогательные движения. Перемещение шпиндельной бабки осуществляется от рукоятки P1 через червячную передачу 1—32 и реечную шестерню 18, сцепляющуюся с рейкой m=2 мм, закрепленной на станине.
Вертикальное перемещение стола достигается поворотом рукоятки Р2 через вал XI, конические шестерни 16-43 и ходовой винт XII.
Быстрое перемещение шпинделя с гильзой производится штурвалом Ш, связанным специальным замком с валом X. Замок позволяет штурвалу свободно поворачиваться на валу X в пределах 20°, а в дальнейшем связывает их в одно целое.





