
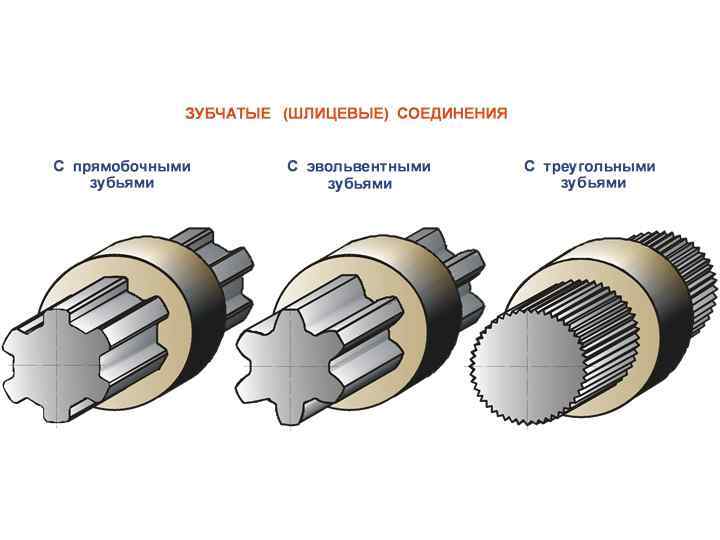
Ремонт шпоночных соединений
Разрушенные и изношенные шпонки не ремонтируют, а заменяют новыми.
Смятые стенки шпоночной канавки в детали и на валу при небольшой разработке распиливают или обрабатывают на станке до получения канавки правильной формы; по размерам увеличенной таким образом канавки изготовляют новую шпонку. При этом увеличение ширины шпоночной канавки не должно превышать 15% первоначального размера.
Так как износ шпоночной канавки может быть несимметричным, то при исправлении канавки установка инструмента для ее обработки на станке должна производиться не по боковым поверхностям канавки, а по поверхности основания шпоночной канавки.
При обработке шпоночной канавки до ремонтного размера в качестве такового обычно принимается ближайший больший размер шпонки по стандарту, но в отдельных случаях при незначительных износах крупных шпонок можно допустить обработку до размера, не предусмотренного стандартом.
Увеличение ширины шпоночной канавки при ремонте следует делать в обеих соединяемых деталях. Установка фасонных (ступенчатых) шпонок может допускаться лишь в исключительных случаях при текущем ремонте. При этом ступени шпонки должны располагаться строго симметрично.
Сильно разработанные шпоночные пазы не обрабатывают, а заваривают и в другом месте вала прорезают новый паз под углом 90, 135 или 180°. Если заварка старого паза является нежелательной, из-за возможности поводки вала, то допустимо оставлять его незаваренным. В таком случае в старый шпоночный паз следует запрессовать, припаять или закрепить на винтах предварительно пригнанный к пазу стальной вкладыш. Допускается также изготовление шпоночного паза на новом месте без заделки старого паза (не более одного).
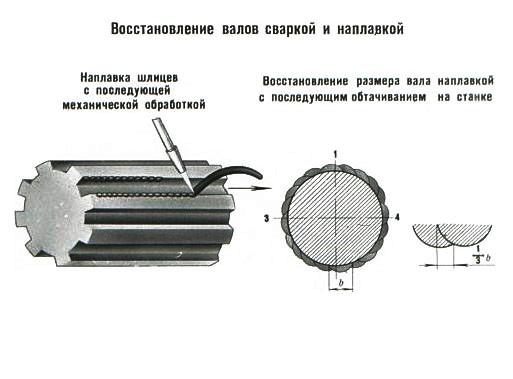
Наплавление рабочих поверхностей шпоночной канавки с последующей механической обработкой производят, когда смятие рабочих поверхностей канавки сопровождается выкрашиванием отдельных участков, так как в этом случае обработка до ремонтного размера требует значительного увеличения ширины канавки. Наплавление производят электросваркой.
Этот способ следует применять возможно реже, как не обеспечивающий восстановления детали на длительный срок и связанный с заметными деформациями вала при наплавке.
Выбор оборудования и инструмента
Нарезка выполняется на станках:
- фрезерных;
- строгальных;
- долбежных;
- токарных;
- протяжных.
Затем детали подвергают шлифовке на шлифовальных станках.
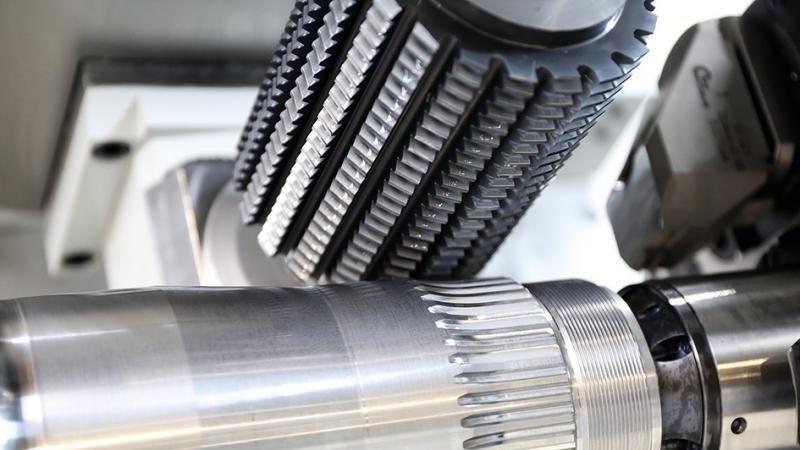
В мелкосерийном и единичном производстве очень часто нарезание шлицев осуществляется на шлицефрезерном или зубофрезерном оборудовании с использованием червячной фрезы и метода обкатки. Использование такого инструмента эффективно как для прямобочных, так и для эвольвентных шлицев.
Горизонтально-фрезерный станок для нарезания шлицев используется в паре с фасонной дисковой фрезой. Для одновременной нарезки нескольких пазов используют делительную головку. Стоит отметить, что для изготовления шлицов такой способ используют крайне редко из-за неточностей по шагу и ширине. Целесообразно будет провести на горизонтально-фрезерном станке с дисковой фрезой черновую обработку детали, оставив припуск на чистовую обработку и шлифовку. Чистовую обработку пазов проводят специальными торцевыми фрезами, а для треугольного шлицевого соединения применяют треугольные фрезы.
Используется метод обкатки с применением долбяка. За высокое качество, получаемых поверхностей зубодолбежное оборудование используются в массовом производстве.
Помимо долбежных станков, широкое распространение в массовом и крупносерийном производстве шлицевых соединений получили строгальные и протяжные станки. Такое оборудование в несколько раз эффективнее и производительнее фрезерных станков. Нарезка строганием осуществляется с применением набора резцов, количество и размеры которых зависят от числа зубьев, ширины и глубины пазов соединения. При протягивании используют инструмент под названием протяжка. Этот инструмент имеет несколько режущих зубьев разной высоты, которые при поступательном движении срезать часть металла с заготовки.
Для изготовления эвольвентных соединений применяют холодную накатку с использованием специальных роликовых головок. Таким инструментом изготавливают изделия с большим количеством зубьев. По своей эффективности метод холодной накатки выше фрезерования в 10 раз.
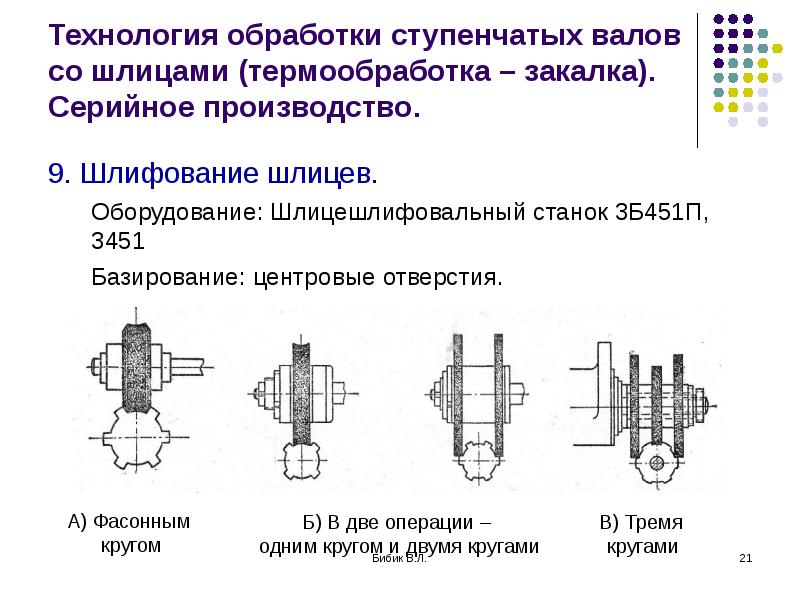
После нарезки зубьев и термической обработки, все изделия подвергают шлифовке. Это позволяет добиться требуемой шероховатости и избежать зацепления сопрягаемых деталей в работе. Для шлифования используют следующий инструмент:
- фасонный круг;
- дисковый круг;
- конический круг.
Для шлифования внутренних поверхностей в некоторых случаях применяют оправку.
Сборка шпоночных соединений
Сборка шпоночных соединений при ремонте является ответственной операцией. При правильной подгонке деталей призматическая шпонка боковыми поверхностями должна соединяться по посадке с боковыми поверхностями и без зазора с дном шпоночного паза вала. Призматическая шпонка должна соединяться по посадке с боковыми поверхностями и с обязательным зазором между шпонкой и дном шпоночного паза охватывающей детали. Неправильное шпоночное соединение приводит к перекосу зубчатых колес и звездочек, сопряженных с валом, и вызывает неправильное зацепление зубьев колес и ускоряет износы звездочек и цепей. При чрезмерно тугой посадке деталей на шпонку могут происходить разрывы их ступиц.



Погрешности расположения шпонки на валу, перекос оси шпоночного паза на втулке приводит к тому, что шпоночное соединение не собирается.
Пригонка шпонки для компенсации перекоса и смещения оси пазов на валу и во втулке без контроля сопряжения боковых сторон пазов и шпонки может привести к резкому уменьшению площади контакта поверхностей, увеличению напряжения смятия. Увеличение бокового зазора из-за смятия шпонки приводит к нарушению посадки втулки на валу, появлению шума и стука в узле и в результате может привести к преждевременному износу или поломке узла.
Поэтому очень важно в процессе изготовления и сборки шпоночного соединения контролировать детали и сопряжение. Шпонки и паз вала устанавливают с помощью молотка с медными наконечниками или под прессом. При установке шпонок под прессом необходимо следить за тем, чтобы не было поперечного перекоса шпонки и врезания ее кромки в тело вала
При установке шпонок под прессом необходимо следить за тем, чтобы не было поперечного перекоса шпонки и врезания ее кромки в тело вала
Шпонки и паз вала устанавливают с помощью молотка с медными наконечниками или под прессом. При установке шпонок под прессом необходимо следить за тем, чтобы не было поперечного перекоса шпонки и врезания ее кромки в тело вала.
Нарезка шлицов в домашних условиях
Выполнить нарезание пазов на валу в домашних условиях затруднительно, так как такой технологический процесс требует использования станков с высокой точностью. Тем не менее в сети часто встречается вопрос как нарезать шлицы болгаркой на валу или сорвана шляпка болтов. Такие операции вполне по силам выполнить самостоятельно с использованием минимума инструмента и навыков. В тех случаях, когда требуется нарезка шлицов на полуоси автомобиля, необходимо закрепить изделие в тисках, разметить места будущих пазов и произвести нарезку с помощью болгарки. Восстановление шлицевого соединения привода таким методом не рекомендуется, по причине возникновения люфта между сопряженными деталями. Но если нет другого способа совершить ремонт, следует удерживать болгарку в неподвижном состоянии, чтобы не повредить пазы.

Часто встречается вопрос как сделать длинный шлицевой вал. В первую очередь необходимо подобрать вал с уже имеющимся шлицевым соединением и заготовку, на котором будет выполняться резка пазов. Затем необходимо наварить торец одного вала к другому. Получившуюся заготовку закрепляют в патроне фрезерного, долбежного, строгального или протяжного станков и выполняют нарезку.
Как и где делать ремонт?
 Любые работы должны выполняться исключительно на дилерской станции технического обслуживания. Здесь используется только самое современное и лучшее оборудование. В таком сервисе работают лучшие мастера, которые регулярно повышают свои навыки при работе с техникой и приспособлениями.
Любые работы должны выполняться исключительно на дилерской станции технического обслуживания. Здесь используется только самое современное и лучшее оборудование. В таком сервисе работают лучшие мастера, которые регулярно повышают свои навыки при работе с техникой и приспособлениями.
Не следует обслуживаться в сервисах, расположенных в гаражных кооперативах. Прежде всего, здесь не дадут гарантию на выполненные работы. Часто на таких станциях «мастера» снимают оригинальные запчасти, а на их место ставят поддельные. Как итог – через небольшой пробег выходят из строя другие механизмы.
Ремонт шлицевого соединения – это сложная процедура, которую делать необходимо исключительно в дилерском сервисе. Для этого стоит пользоваться только лучшим оборудованием, которое имеется именно на дилерской станции. Да, обслуживание в дилерском сервисе предполагает наличие денег у клиента. Но каждая вложенная копейка себя оправдает, потому что все делается качественно. На сделанный ремонт предоставляется гарантия. В случае если шлицы срываются или «слизываются» во время обкатки, сервис на себя берет все обязательства по устранению неисправности.
Шлицы являются одним из конструктивных элементов карданного вала. В процессе эксплуатации автомобиля они изнашиваются, что приводит к преждевременному выходу из строя всего кардана. Во избежание этого рекомендуем обратиться в автосервис. На месте вам могут предложить восстановление шлицов на кардане, но делать этого ни в коем случае нельзя.
Доверьте свой автомобиль настоящим профессионалам своего дела. Обратитесь в нашу компанию, чтобы выполнить замену шлицевого соединения вала и получить весь спектр профессиональных услуг по доступным ценам. В кратчайшие сроки мы восстановим работу вашего транспорта, используя специализированное оборудование и соблюдая все стандарты качества.
Последовательность действий
Восстановление шлицевых соединений производится по результатам проведенной оценки состояния всего соединения. Порядок проведения ремонтных или восстановительных работ зависит от типа посадки изделия, степени износа каждой детали.

К наиболее распространённым способам устранения найденных неисправностей относятся:
- осадка;
- раздача;
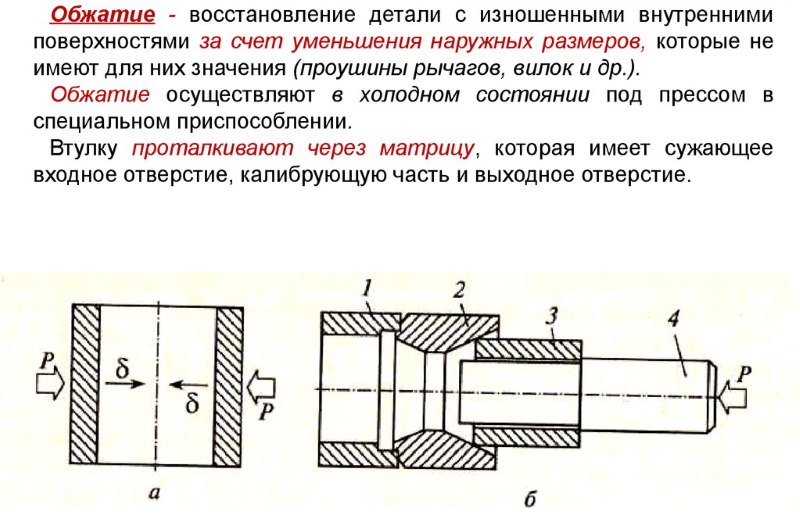
- обжатие;
- вдавливание;
- правка;
- накатка.
Решение этих задач производится следующими методами:
- механическая обработка (с помощью металлообрабатывающих станков, гидравлических прессов, ручной обработки);
- сварка и направление;
- металлизация;
- гальванический метод.
При появлении незначительных дефектов шлица можно проводить ремонт с применением метода раздачи. Для его реализации используют гидравлический пресс. Под давлением в отверстие втулки продавливают материал, применяемый для ремонта. Затем его заново калибруют. Подобные действия можно осуществить с помощью, так называемой шлицевой протяжки. Весь лишний металл удаляют. Затем его фрезеруют и обрабатывают, пока отверстие не приобретёт заданную величину.









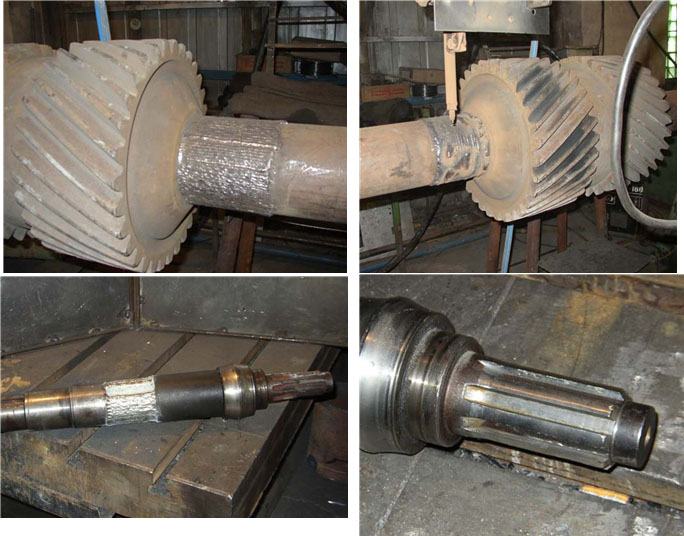
При большой степени износа осуществляют наплавку с помощью электродугового аппарата. Ещё одним вариантом ремонта при большой степени износа является наваркой граней. Эти методы после соответствующей обработки позволяют получить исходный размер паза.

Допускается ремонт шлицов, когда паз сначала расширяют и углубляют. Такая операция позволяет устранить всевозможные причины неисправности. Затем к нему изготовляют ступенчатую шпонку. Этот способ применяют в тех случаях, когда другие методы не приемлемы.
Раздачу производят двумя способами. Первый предполагает проведение операции вручную. Второй с применением прессового оборудования и специальными инструментами. Вдоль шлица керном наносят продольную риску. Далее зубилом делают канавки. Для их расширения и придания необходимой формы используют чекан. На токарном или строгальном станке проводят окончательную обработку.
Полученные канавки полностью заваривают. Шлицы обрабатывают, а для придания повышенной прочности подвергают термообработке.
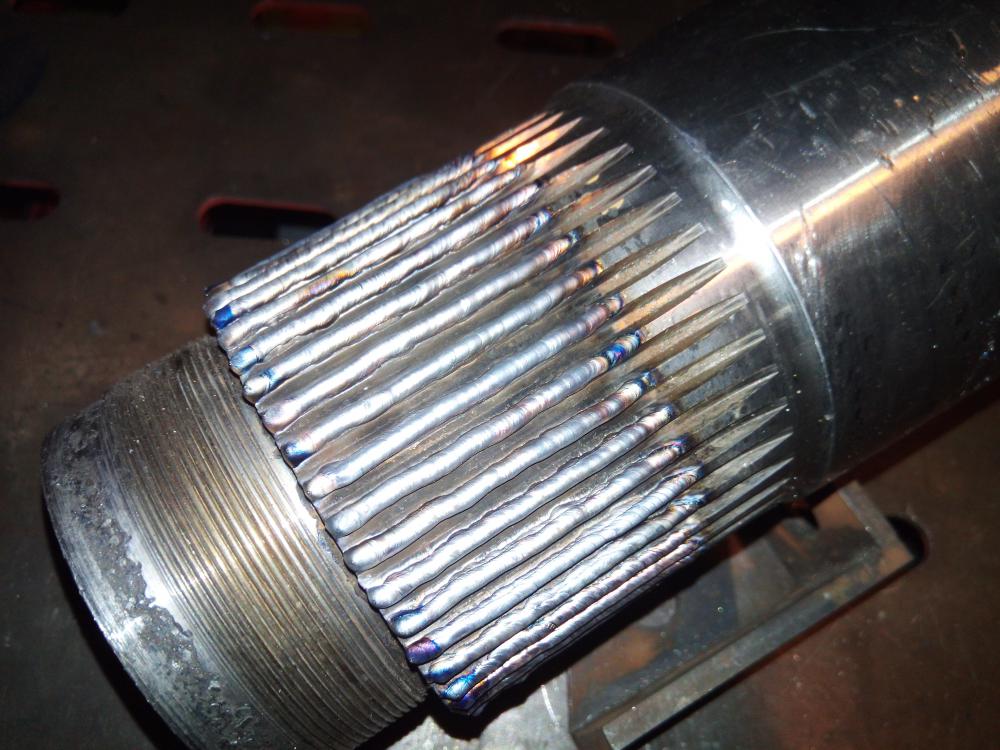
Ремонт шлицевых соединений у которых наблюдается износ по толщине производят с помощью сварочных аппаратов. Для заполнения канавок подготовленные валики накладывают вдоль шлицев. В дальнейшем производят сварочные работы.
Изношенные детали, расположенные в ступицах из стали, восстанавливают методом обжатия. Их нагревают. Затем во втулку помещают подготовленный шлиц. Применяя специальный пуансон, деталь обжимают. Такую операцию производят с помощью механического молота.
Изделия, расположенные во втулках из чугуна, восстанавливают способом реставрации на валу. Старые детали протачивают на всю глубину. В полученное отверстие запрессовывают новую втулку. В неё вставляют подготовленный шлиц.
Восстановление разработанных посадочных мест производится методом сверхзвукового напыления металла. Данный способ исключает необходимость нагрева и плавления. После завершения металлизации производят механическую обработку. Восстановление шлицевого соединения валов производится обычно механическими методами.
Что лучше: замена или ремонт шлицов кардана?
Замена хороша тем, что ставятся полностью новые элементы, следовательно, их эксплуатационный ресурс существенно повышается. Как уже было указано, стоимость такой услуги достаточно высокая. Придется также приобретать оригинальные запчасти. Покупка некачественных копий может только ухудшить ситуацию.
Ремонт – это выгодно в финансовом плане. Но есть вероятность, что восстановленная деталь может работать не как новая, также срок ее эксплуатации в несколько раз ниже, чем у новой детали. Каждый водитель самостоятельно определяет, какой тип ремонта подходит для его автомобиля, в зависимости от финансового состояния, а также от модели транспортного средства.
Примеры наших работ
Джип Чероки # Передний карданный вал
Изготовитель карданного вала – компания Спайсер (ставится на конвейере Джип).
Состояние вала, обнаруженное после разборки (что зачастую является не самым простым делом из-за множественных остатков разбитого пластика) выглядит удручающим, однако вал вполне подлежит восстановлению.
На шейке вала хорошо заметны забоины от шлица втулки при работе «на излом». Конструктивно это провоцируется малой длиной шлицевой части.
При реставрации длина шлицов была увеличена на 18 мм, что придало конструкции дополнительную надежность.
Киа Мохав # Рулевой карданчик
Машина в идеальном состоянии. Хозяин – очень аккуратный и требовательный человек. Стук в рулевом управлении вызывал дискомфорт и желание улучшить ситуацию.
Причина стука – износ полиамида, нанесенного на заводе-производителе на вал шлицевого соединения рулевого карданчика, и, как следствие, люфт в соединении.
Машина не самая распространенная, поэтому для исполнения заказа изготовили специальную оснастку, что удлинило срок исполнения на 3 дня. В остальном все было как обычно: удаление старого покрытия, нанесение полиуретана. Люфт исчез. Стук в рулевом, естественно, тоже.










Тойота Тундра # Задний карданный вал
Очередное изделие компании Спайсер. Материал вала сплав алюминия. Покрытие – полиамид.
На глаз износа покрытия практически не заметно. Однако, большая нагруженность узла тяжелого автомобиля предъявляет высокие требования к люфтам. И даже появление минимальной слабины проявляется сильной вибрацией при движении автомобиля.
При стоимости нового вала более 100 000 рублей, восстановление шлицевого соединения кажется весьма оправданным шагом.
После замены покрытия на полиуретан посадка вала стала плотной, что исключило минимальный люфт, и, как следствие, вибрацию.
Ниссан Навара # Передний карданный вал
Отметим, что шлицевое соединение абсолютно идентично валу Ниссана Пасфайндер. Со всеми плюсами и минусами.
Покрытие Рильсана (в этом случае – коричневого цвета) отслоено практически по всей поверхности. После этого начинается лавинообразный рост вибрации и сильный износ уже металлических поверхностей шлицов втулки
Поэтому для владельца автомобиля важно не упустить этот момент. Иначе восстановление шлицевой пары будет проблематичным, и придется потратить минимум 15 000 рублей на контрактный кардан (или около 30 000 на новый) вместо 5-6 тысяч за восстановление. В данном случае восстановить шлицевую пару вполне удалось, хотя пришлось изготовить дополнительную оснастку с учетом повышенного износа втулки
В данном случае восстановить шлицевую пару вполне удалось, хотя пришлось изготовить дополнительную оснастку с учетом повышенного износа втулки.
Уаз Патриот (2012 г.в.) # Рулевой карданчик
Износ шлицевой в этом узле достаточно распространенная проблема, которую многие автоумельцы решают по-своему: обжимая втулку ударами кувалды, фиксируя вал вкрученным болтом и т.п. Временный результат это, безусловно дает. Однако полностью теряется элемент безопасности, которую обеспечивает оригинальное соединение. В случае лобового удара рулевая колонка должна сложиться, а не …
Необъяснимо высокая цена за новый карданчик (6-10 тысяч рублей) делает его реставрацию абсолютно обоснованной. При этом, удлиненная шлицевая часть будет более надежной, чем оригинал.
Шлицевое соединение позволяет валу во время вращения перемещаться по оси, и очевидно, что при неисправности шлицевой части от автомобиля не стоит ждать комфортной и безопасной работы. Рассмотрим, какие бывают неполадки, как их выявить и что представляет собой ремонт шлицевой части кардана.
Шлицевые соединения разделяют на подвижные и неподвижные. Подвижные испытывают значительные нагрузки, что ведёт к износу. Если при этом недостаточно хорошо следить за автомобилем, забывать о регулярной профилактике – смазке, проверке герметичности сальника, то можно столкнуться и со слишком быстрым изнашиванием шлицев.
Методика ремонта
Если раньше ремонт валов и осей, восстановление
шлицевого соединения с помощью композитов считался временным решением, сейчас
мы готовы гарантировать длительную работу станка после восстановления. Главное,
правильно подобрать состав. Например, валы в местах трения прокладок
нагреваются при истирании, на остальных участках чаще возникают каверны,
повреждения без изменения структуры металла.
Примеры восстановления вала под подшипник:
- Если вал можно снять и установить на токарный станок:
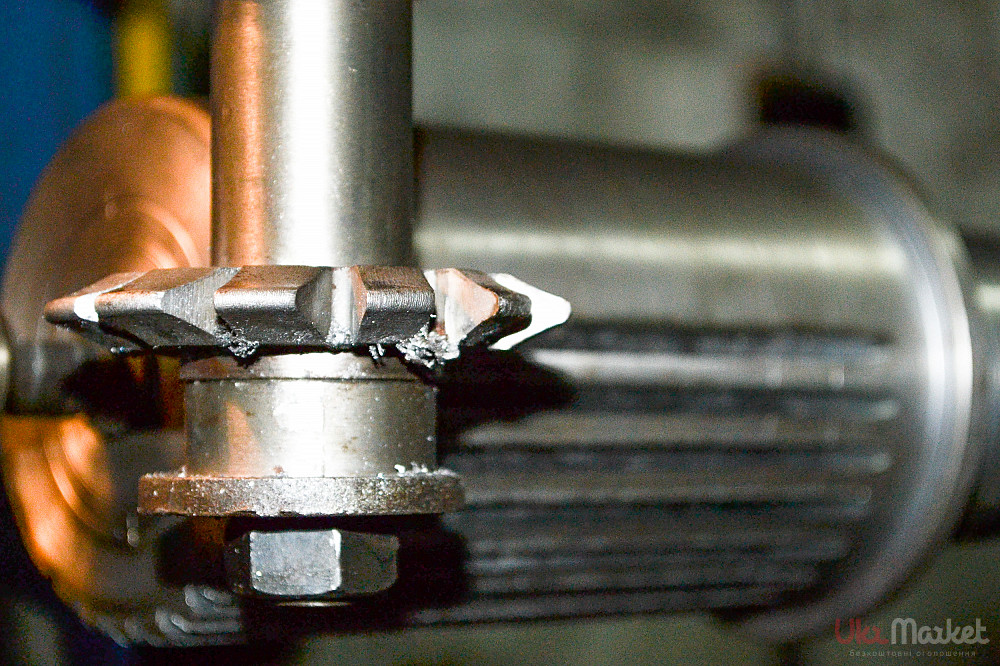
- Протачиваем поверхность вала в минус на 2-3 мм.
- Тщательно обезжириваем поверхность
- Правильно замешиваем материал, чтобы не было воздушных включений
- Наносим материал на вращающийся на малых оборотах вал. Первый слой тонкий грунтовочный, как бы втирается в поверхность, второй слой наносим с излишком, не дожидаясь высыхания первого слоя.
- После полной полимеризации протачиваем вал «в размер» на малых оборотах
- Если вал снять нельзя, то можно отремонтировать его прямо по месту методом заливки. Только придется изготовить специальную несложную оснастку, либо залить материал прямо в полость между валом и подшипником. Конечно, необходимы предварительные операции:
- подготовка поверхности вала – шероховатость, заглубление (если необходимо), обезжиривание
подшипника — обработка анти адгезионным материалом, центровка
Толщина, геометрическая форма вала восстановлены полностью. На работы предоставляем гарантию до года. Опыт наших специалистов помогает провести ремонт в короткое время, поэтому оборудование вернется к работе быстро. Работаем также с РФ, Украиной и Казахстаном
Сборка резьбовых соединений
В резьбовых соединениях с гайками болт обычно вставляют снизу, а затем навинчивают гайку. Гайки затягивают только тогда, когда поставлены все болты и гайки. Затягивают гайки постепенно. Сначала все гайки завертывают до соприкосновения с шайбами или с поверхностью детали, затем слегка затягивают и только в третий pаз затягивают окончательно.










Затягивают гайки не подряд одну за другой, так как при этом затяжка может оказаться неравномерной и повлечь за собой перегрузку отдельных гаек, смятие резьбы и даже oбpыв болта.
Гайки, расположенные по кругу, например на фланцах, крышках цилиндров и т.д., затягивают крест-накрест также в три приема. На длинных крышках, например на крышках редукторов, гайки затягивают от середины к краям. Затягивание гаек от краев к середине приводит к искривлению крышек. Эти рекомендации относятся также к резьбовым соединениям без гаек. Контроль усилия затяжки резьбового соединения осуществляется либо выбором соответствующей длины рукоятки ключа, либо применением предельных и динамометрических ключей. Следует учитывать, что применение ключей нестандартной длины может привести к разрыву стержня болта, срыву ниток резьбы и травмам.
Сборка болтового соединения заканчивается стопорением гаек. Соединения посредством шпилек в станкостроении применяются редко.
При установке шпилек необходимо выполнять следующие основные правила:
- шпилька должна иметь плотную посадку в корпусе;
- ось шпильки должна быть перпендикулярна к поверхности детали.
Категорически запрещается подгибать шпильки, если они не попадают в отверстия детали, так как они при этом деформируются у корня и могут лопнуть во время работы. Перекос шпилек можно исправлять только нарезанием новой резьбы в отверстии. Для ввинчивания шпилек в корпус существует несколько конструкций ключей. Наибольшее распространение получили эксцентриковые ключи.
Важным условием нормальной работы резьбового соединения является отсутствие изгибающих напряжений в теле болта или шпильки. В связи с этим неплотное прилегание гайки к торцу детали недопустимо. Гайки должны навертываться от руки до места посадки. При большом числе гаек рекомендуется завертывать их в определенном порядке. Общий принцип затяжки — сначала затягивают гайки, находящиеся в середине детали, затем попеременно по паре с каждой стороны. Гайки целесообразно затягивать постепенно, т.е. сначала затянуть все гайки на одну треть затяжки, затем на две трети и, наконец, на полную затяжку. Гайки, расположенные по кругу, следует затягивать крест-накрест и также постепенно.
Следует особо тщательно выбирать крепежные детали для крепления фланцев и крышек, прижимающих прецизионные подшипники шпиндельных узлов. Перекосы резьбы или торцов винтов и зенковок под головки винтов приводят к деформации фланцев и крышек и, как следствие, к перекосу самого подшипника. Большое значение в этих случаях приобретает также равномерность затяжки.
Концы винтов и шпилек должны выступать над гайкой не более чем на 0,5 диаметра, если они могут травмировать рабочего (оператора) или обслуживающий персонал и если ухудшают внешний вид станка.
Необходимые инструменты и материалы
Такие работы делают в специальных мастерских. В большинстве случаев ремонт и регенерация подобного рода изделий выполняют в мастерской дома, оснащенной нужными станками.
В первом варианте для проведения указанных операций используют:
- токарные или станки для фрезерных работ;
- специализированные шлицестрогальные автоматы;
- инверторные аппараты;
- механический молот;
- гидравлический пресс;
- гальваническое оборудование;
- станки точки;
- ручной обрабатывающий инструмент.
Возможности мастерской дома лимитированны. Для самостоятельного выполнения работ используют следующие приспособления для восстановления аналогичных соединений:
- бытовой токарный или станок для фрезеровальных работ;
- маленького пресс;
- электрическое точило;
- электросварочный аппарат;
- набор ручного обрабатывающего инструмента.
Обладая маленьким набором оборудования настоящим мастерам удаётся реконструировать повреждённое соединение.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Внутренний ШРУС
Внутренний ШРУС так же, как и внешний снаружи защищен пыльником. Соответственно, при нарушении его целостности в шарнир попадает грязь и вода, что приводит к его выходу из строя. Методы ремонта внутренних ШРУСов в данной ситуации не отличаются от ремонта внешних: их необходимо промыть, заменить смазку и заменить поврежденный пыльник.
Еще одной основной проблемой внутренних ШРУСов являются люфты вала привода со стороны коробки передач. Визуально различие между «нормальным» состоянием и люфтом видно на видео ниже:
Следует различать два типа люфтов внутреннего ШРУСа:
Так как визуально определить наличие люфтов невозможно, а регулярно залезать под автомобиль и «шатать» внутреннюю гранату будет далеко не каждый автовладелец, необходимо уметь определять их иначе.Наиболее действенным способом понять, что во внутреннем ШРУСе появились люфты – понаблюдать за поведением автомобиля на скорости. Разгоните машину приблизительно до 80-90 км/ч и понаблюдайте, появляется ли на такой скорости биение руля и вибрации по кузову








Особенно обратите внимание на вибрации передней панели, в частности, в районе педалей
Если вы обнаружили вибрации, то разгоните машину еще. Теперь скорость должна быть в районе 100-110 км/ч. При пропадании вибраций после разгона, можно сделать вывод, что люфты во внутренней гранате присутствуют. Необходимо как можно скорее снять ее и убедиться в этом. Если у вас возникли сложности при снятии привода ШРУС, то воспользуйтесь следующей видеоинструкцией:
Причиной люфтов в гранате чаще всего является износ шлицевого соединения вала и трипода. Если износ небольшой, то существует несложный метод ремонта такой неисправности. Итак, прежде всего, необходимо отчистить все элементы от грязи и смазки. В этом вам помогут растворы моющих средств с водой и бензин или керосин. После того как вы отчистили все элементы, посмотрите на шлицевое соединение. Если обнаружите на них коррозию – обработайте их надфилем.

То же самое проделайте со шлицами на валу. Для того чтобы полностью избавиться от следов коррозии, поместите валы и звездочки в преобразователь ржавчины. Далее, высушите детали и обработайте их обезжиривателем. Потом произведите сборку всех элементов на вал, исключая звездочки. Прежде чем это сделать, нанесите на вал и звездочку средство Loctite 648. Оно является своеобразным «клеем» для подобных соединений.

Надевайте звездочки на вал, покрутите их немного, чтобы они полностью вошли в зацепление. Теперь оставьте всю конструкцию в неподвижном состоянии на 10 минут. После чего можно окончательно собрать привод и установить его обратно на автомобиль. Такой ремонт позволит полностью исключить люфты в шлицевом соединении.
Еще одна проблема, с которой сталкиваются автомобилисты – повреждение трипоида. Вообще, существуют ремонтные комплекты для внутреннего ШРУСа, которые сэкономят вам много времени. Правда, и обойдутся они недешево. Если вы не хотите тратиться, то можете воспользоваться следующим способом ремонта внутреннего ШРУСа:





