
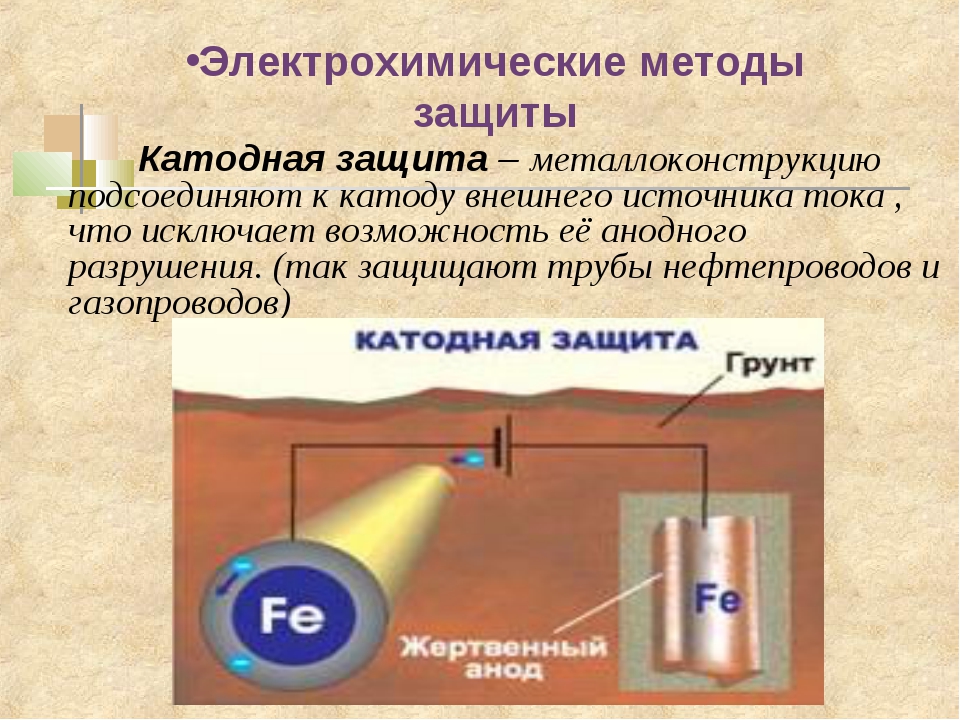
Составные элементы катодной защиты
Есть обязательные составляющие, без которых защита просто не будет функционировать.
Катод и анод
Катодом в нашей схеме защиты является сам автомобиль, он будет служить минусом. Анодом может быть любая металлическая конструкция, пластина и любая поверхность, которая способна проводить электрический ток, даже мокрый асфальт. Без этих двух составляющих электрохимическая защита автомобиля от коррозии просто не будет функционировать.
От некоторых специалистов можно услышать про разность потенциалов и степень защиты, которая определяется этим показателем. Железо будет защищено от коррозии при величине потенциалов в пределах 0,1–0,2 В. На самом деле расстояние, которое находится между анодом и катодом, может достигать нескольких сантиметров и даже метров. Чем больше расстояние между электродами, тем большей должен быть показатель разницы потенциалов. Да и воздух не будет проводить ток небольшого напряжения, разница потенциалов должна быть на уровне киловольта.

Что действительно влияет на эффективность защиты автомобиля, так это площадь анода. Чем она больше, тем катодная защита автомобиля от коррозии будет лучше проявляться.
Электрический ток
Чтобы схема исправно работала, электрический ток между двумя электродами не нужен. Даже если он и возникнет, то будет носить характер побочного продукта. Такой ток может образоваться от мокрого анода, намокших колёс машины и т. д. А проявляться он будет на аккумуляторе, который разрядится быстрее обычного.

Чтобы установка катодной защиты не принесла вреда автомобилю, а работала в нужном нам направлении, потребуется бортовую систему соединить с анодом посредством добавочного резистора. Такое устройство позволит ограничить разряд аккумулятора в том случае, если анод будет замкнут на катоде. Причиной такой ситуации может быть неправильно собранная схема, выход из строя анода, например, полное окисление вплоть до разложения.
Защита от ржавчины.
Защитить металл от коррозии можно. Для этого любое металлическое изделие следует покрыть защитной пленкой, которая будет различаться от структуры и химического состава металла. Существует много способов защиты металла от коррозии.

В быту есть понятие «изделие из нержавейки». Это значит, что используется легированная сталь. Как покрасить лакированную мебель в белый цвет в домашних условиях?
Долгое время нечувствительными к атмосферной коррозии могут оставаться легированные стали с добавлением хрома, меди, которые используют в строительстве. Чем меньше содержание примесей в стали и выше ее однородность, тем менее она подвержена коррозии.
Грунтовка
Данные составы не относятся к виду декоративных и использовать их в качестве финишного покрытия не стоит. Грунтовка лишь подготавливает поверхность для окрашивания, устанавливая слой дополнительной защиты
Использование грунтовочного состава довольно важно, так как он выполняет сразу несколько функций:
- усиливает сцепление металла с финишным слоем;
- предотвращает процесс окисления;
- усиливает защитные свойства краски;
- снижает расход основного ЛКМ.
Грунтовок по металлу на строительном рынке великое множество, но перед обработкой конструкции важно разобраться, какую проблему следует устранить и какие свойства краски усилить. Выделим основные типы грунтовок по металлу и опишем, для чего их применяют
 Состав грунтовки зависит от степени повреждения металла
Состав грунтовки зависит от степени повреждения металла
Таблица 1. Типы грунтовок (характеристика).
| Тип грунтовки | Краткая характеристика состава |
|---|---|
| Пассивирующие | Переводят металл в пассивное состояние по отношению к окружающей среде. Основное действую вещество- хроматы, нюанс в их количестве в составе. Низкий процент хроматов в грунтовке даст обратный эффект и ускорит процесс коррозии. |
| Изолирующие | Образуют тонкую защитную пленку на поверхности железа. Обычно производятся на эпоксидной или алкидной основе. Весьма бюджетный вариант, рекомендованы к использованию на черных металлах. |
| Фосфатирующие | Такие грунтовки по сути пассивирующие, но подойдут для работ по цветному металлу. В обиходе наиболее известны, как грунтовки для цинка, потому как чаще других используются для обработки оцинкованного железа. |
| Протекторные | Смеси включают в состав фосфорную кислоту, образуют защитную пленку. Подойдут для работы на поврежденных коррозией поверхностях. |
| Ингибирующие | Новые составы. Выпускаются даже на водной основе, по этой причине просты в использовании. Замедляют процесс уже начавшейся коррозии. |
Использование грунтовки не просто защитит металл от коррозии, а значительно продлит срок его эксплуатации.
 Грунтовки по металлу всегда цветные, чтобы было хорошо видно обработанную область
Грунтовки по металлу всегда цветные, чтобы было хорошо видно обработанную область
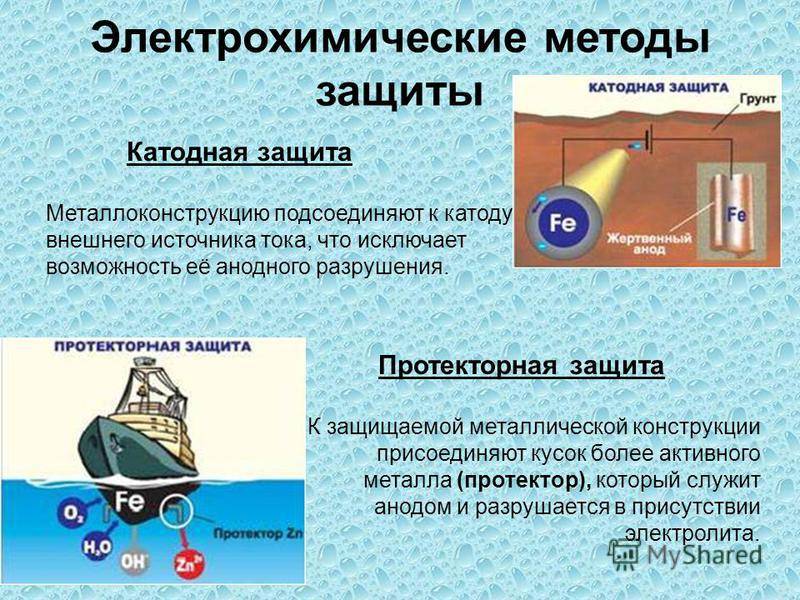
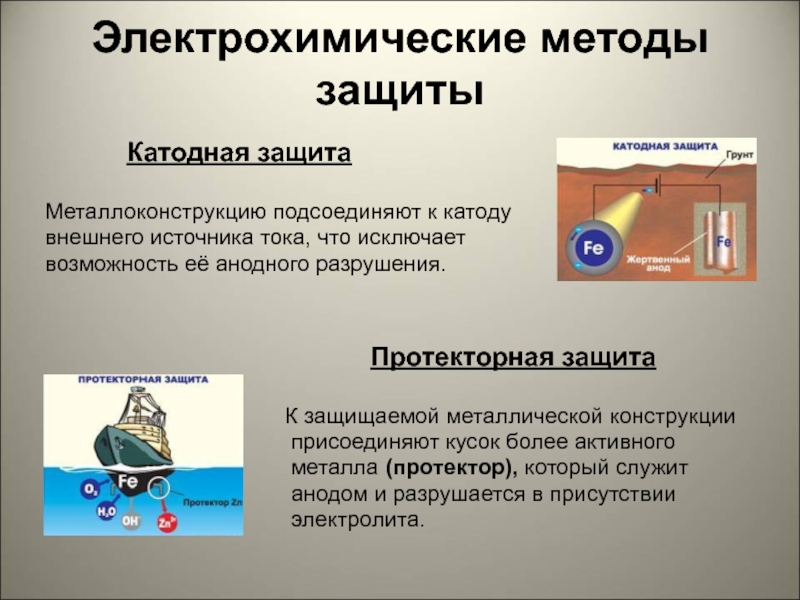
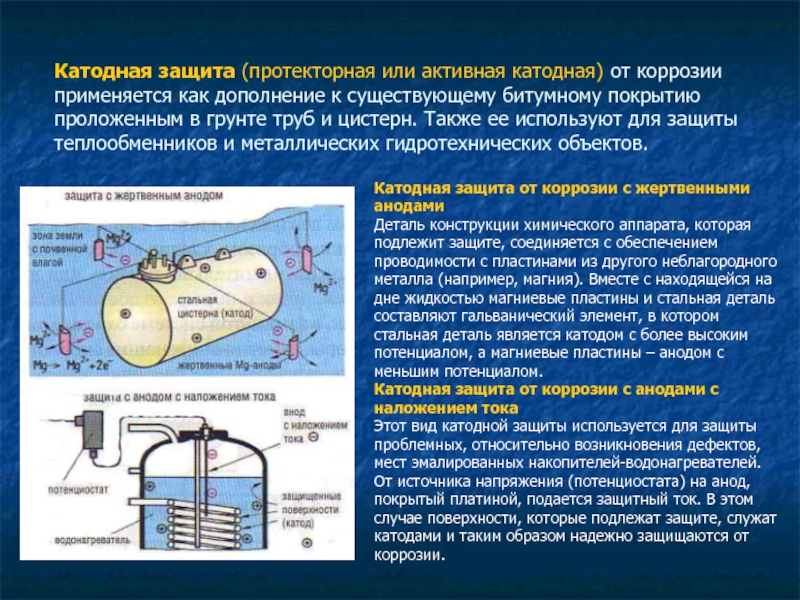
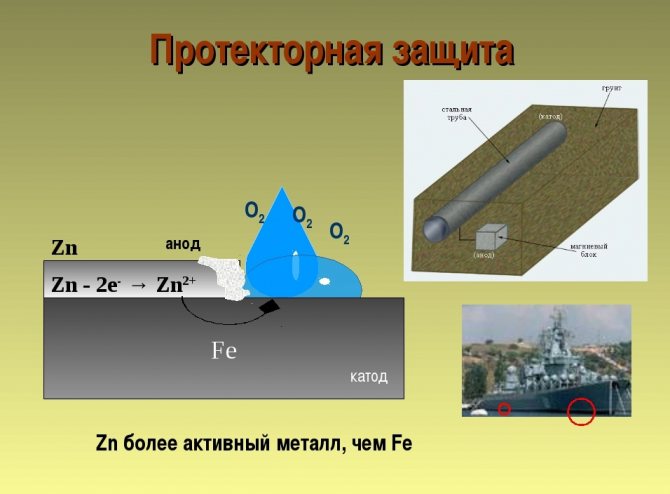
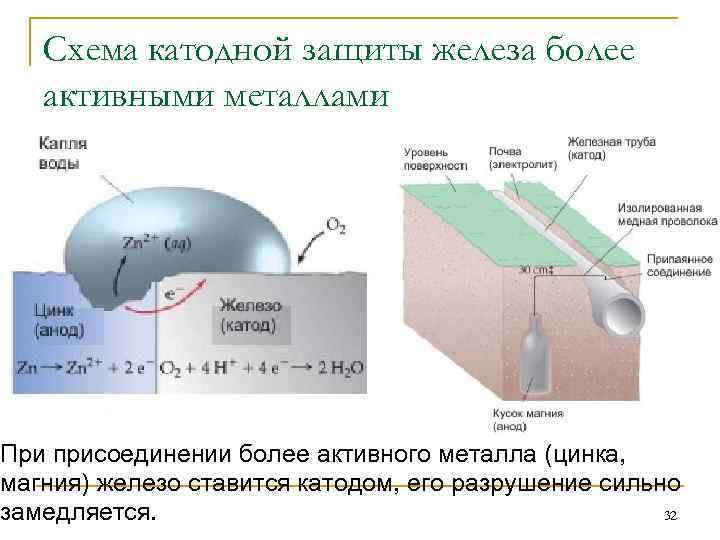
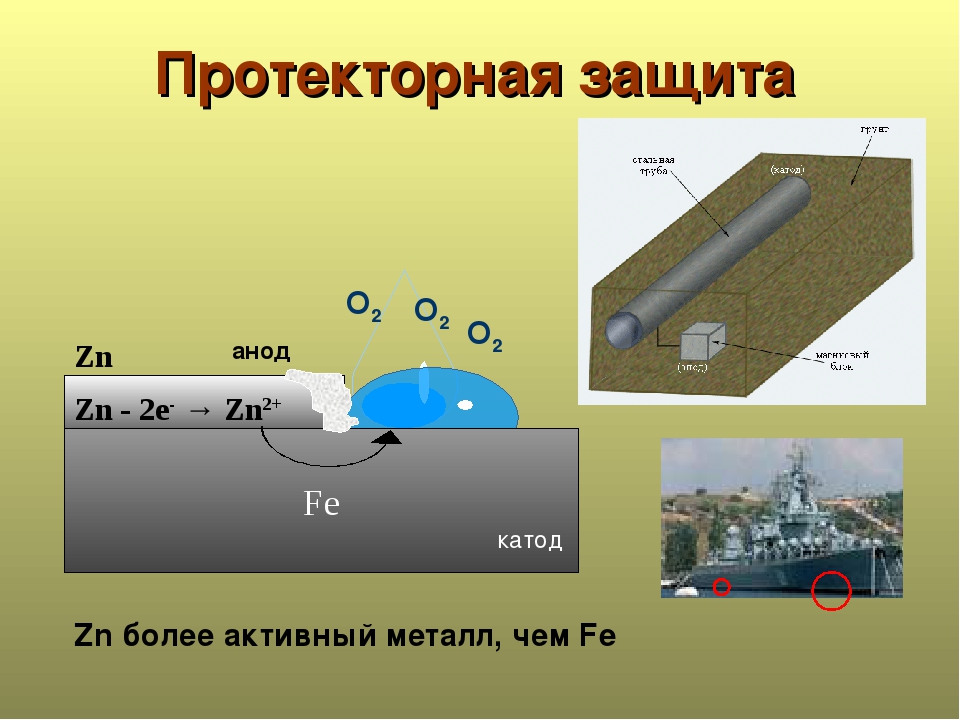
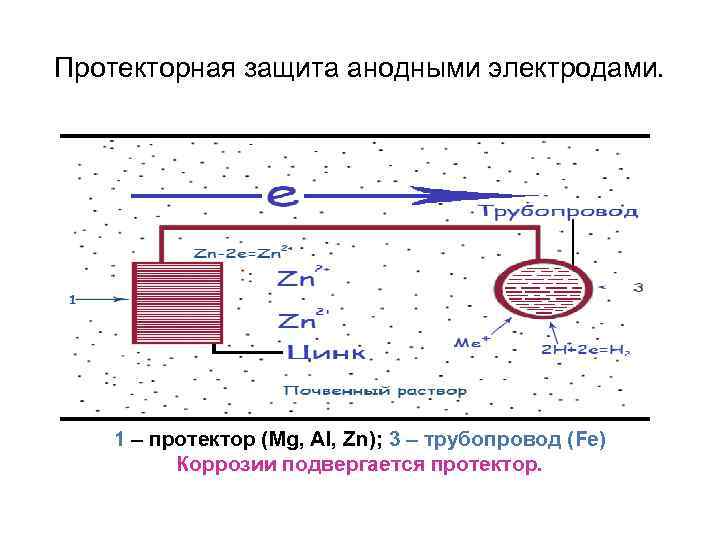
Протекторная защита от коррозии металлических изделий

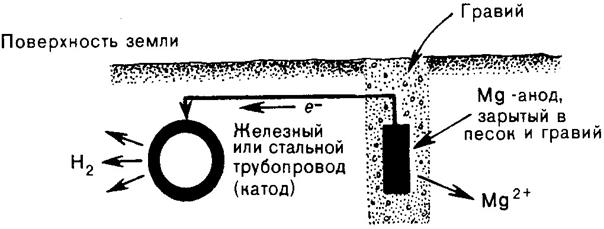
Протекторная защита — это один из возможных вариантов защиты конструкционных материалов трубопроводов от коррозии. Применяется, прежде всего, на газопроводах и других магистралях.
Сущность протекторной защиты
Протекторная защита представляет собой использование специального вещества — ингибитора, который является металлом с повышенными электроотрицательными качествами.
Под воздействием воздуха протектор растворяется, в результате чего основной металл сохраняется, несмотря на воздействие коррозийных факторов.
Протекторная защита — одна из разновидностей катодного электрохимического метода.
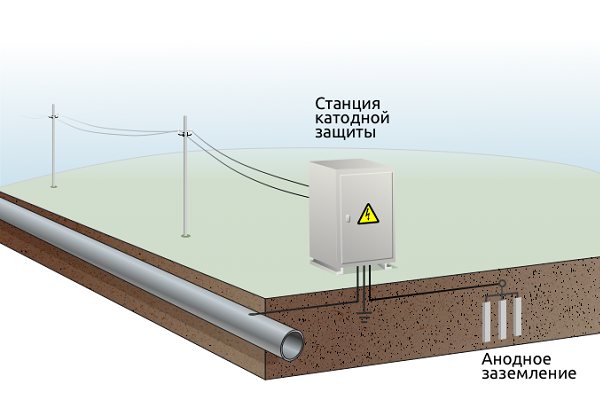
Данный вариант антикоррозийных покрытий особенно часто применяется, когда предприятие стеснено в своих возможностях по организации катодной защиты от коррозийных процессов электрохимического характера. Например, если финансовые или технологические возможности предприятия не позволяют построить линии электропередач.




Протектор-ингибитор эффективен, когда показатель переходного сопротивления между защищаемым объектом, и средой вокруг него, не является значительной.
Высокая результативность протектора возможна лишь на определенной дистанции. Чтобы выявить это расстояние, применяется определение радиуса антикоррозийного действия применяемого протектора.
Данное понятие показывает максимальное удаление защищающего металла от охраняемой поверхности.
Суть коррозийных процессов сводится к тому, что наименее активный метал в период взаимодействия, привлекает к собственным ионам электроны более активного металла. Таким образом, в одно и то же время осуществляется сразу два процесса:
- восстановительные процессы в металле с меньшей активностью (в катоде);
- окислительные процессы металла анода с минимальной активностью, за счет чего и обеспечивается защита трубопровода (или другой стальной конструкции) от коррозии.
Спустя некоторое время эффективность протектора падает (в связи с потерей контакта с защищаемым металлом или же из-за растворения защищающего компонента). По этой причине возникает потребность в замене протектора.
Порошковая окраска
Альтернативой лакокрасочным составам стала изобретенная в 1950 году покраска порошковой краской.

Внешне процесс ее нанесения похож на напыление сжатым воздухом. Однако сразу бросается в глаза отсутствие «тумана» — взвеси краски в воздухе. Деталь словно сама притягивает краску, которая оседает на ней ровным слоем.
Притягивание обеспечивает электричество. Саму деталь заряжают положительным, а краску отрицательным зарядом высокого напряжения. И поскольку разноименные заряды притягиваются, краска прилипает к металлу, так же как прилипают кусочки бумаги к расческе потертой о волосы.
Затем деталь нагревают до температуры 200-250 градусов. Краска плавится и, растекаясь, образует тончайший, всего несколько десятков микрон, но прочный плотный слой.
Жесткие технологические требования, дорогое оборудование диктуют в полтора – два раза большую по сравнению с обычной краской стоимость. Тем не менее, высокое качество монолитных полимерных покрытий, позволяет им на равных конкурировать с традиционными, но и даже вытеснять их в ряде случаев.
На сегодня нанесение порошковых покрытий стало обычным делом, его можно заказать даже через Интернет https://oooprofpokraska.ru/metall/.
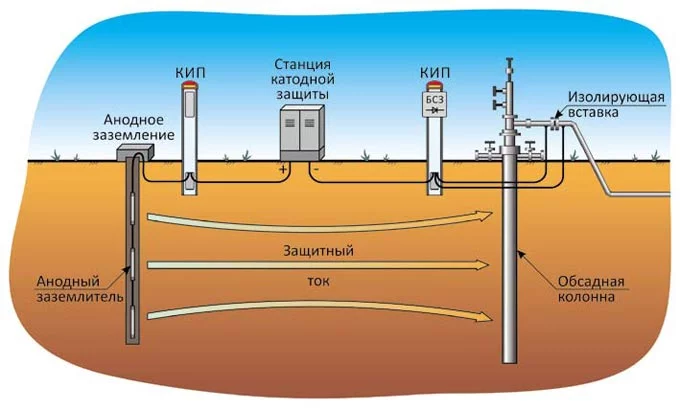
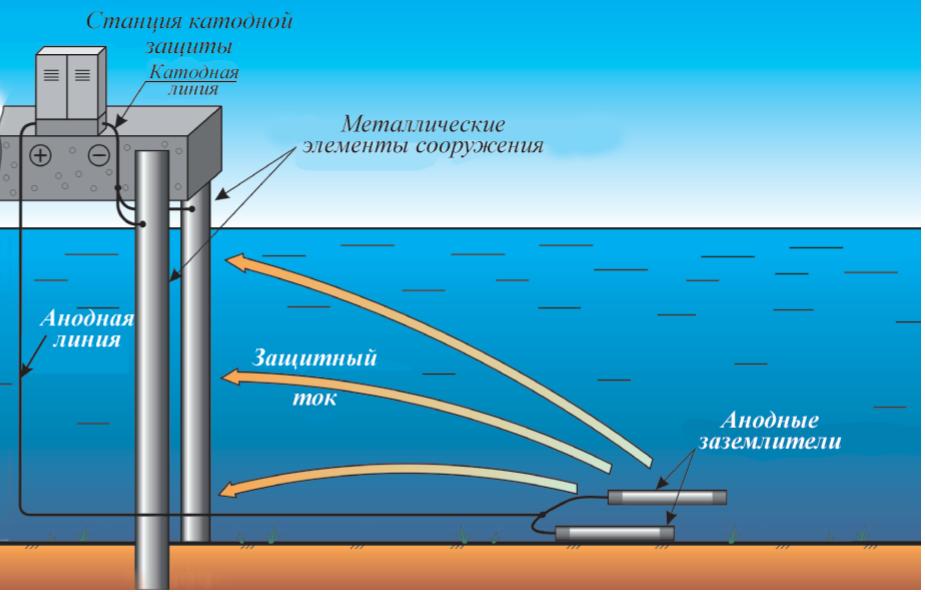
6 Информация об известных станциях катодной защиты
Среди популярных отечественных СКЗ можно выделить несколько установок. Очень востребованной является станция Минерва–3000 – мощная система, разработанная французскими и российскими инженерами для объектов Газпрома. Достаточно одной Минервы, чтобы надежно защитить от ржавления до 30 километров трубопроводов. Станция обладает такими основными достоинствами:
- уникальная технологичность выпуска всех ее комплектующих;
- повышенная мощность СКЗ (можно предохранять коммуникации с очень плохим защитным покрытием);
- самовосстановление (после аварийных перегрузок) режимов работы станции на протяжении 15 секунд;
- наличие высокоточного цифрового оборудования для контроля рабочих режимов и системы терморегулирования;
- наличие защитных схем от перенапряжения измерительных и входных цепей;
- отсутствие подвижных узлов и герметичность электрошкафа.
Кроме того, к Минерва–3000 можно подключать установки для удаленного контроля над работой станции и дистанционного управления ее оборудованием.
Современная СКЗ с дистанционным управлением
Отличными техническими показателями обладают и системы АСКГ-ТМ – современные телемеханизированные адаптивные станции для защиты электрокабелей, городских и магистральных трубопроводов, а также емкостей, в которых хранят газ и нефтепродукты. Такие устройства выпускаются с разными показателями (от 1 до 5 киловатт) выходной мощности. Они располагают многофункциональным телеметрическим комплексом, позволяющим выбирать конкретный рабочий режим СКЗ, мониторить и изменять параметры станции, а также обрабатывать поступающую информацию и отправлять ее оператору.
Преимущества использования АСКГ-ТМ:
- возможность встраивания в SCADA-комплексы за счет поддержки ОРС-технологии;
- резервный и главный канал связи;
- выбор значения мощности (выходной);
- повышенная отказоустойчивость;
- большой интервал рабочих температур;
- уникальная точность настройки выходных параметров;
- предохранение от напряжения силовых выходов системы.
Имеются СКЗ и других типов, сведения о которых несложно найти на специализированных сайтах в интернете.
https://youtube.com/watch?v=GL5JBiz3zdk
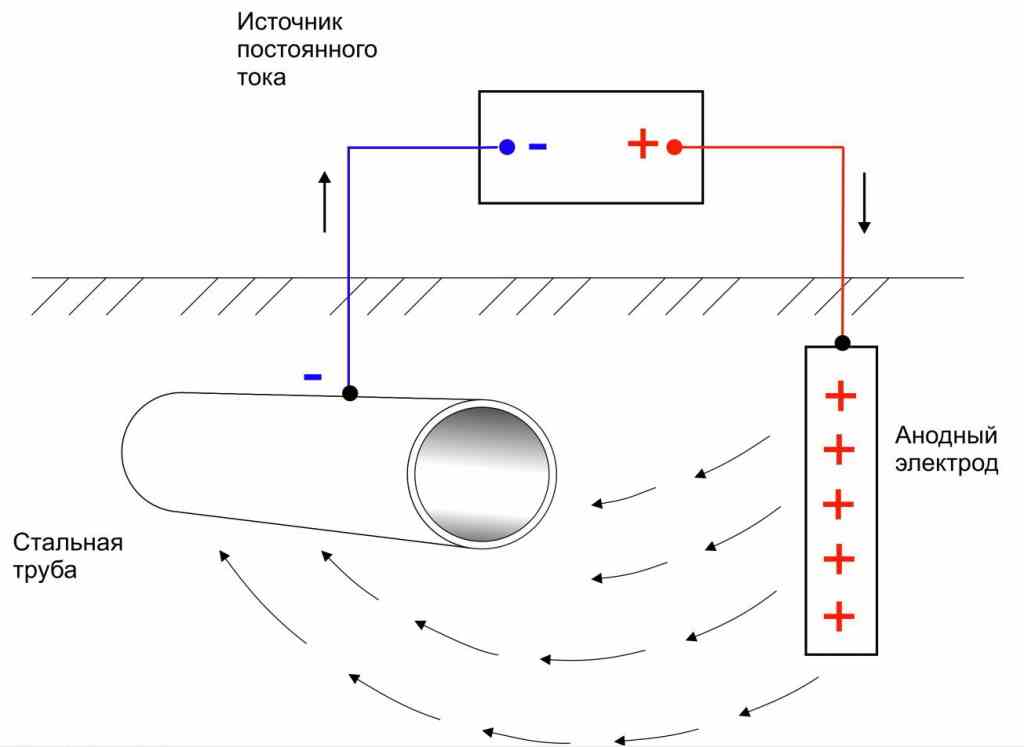
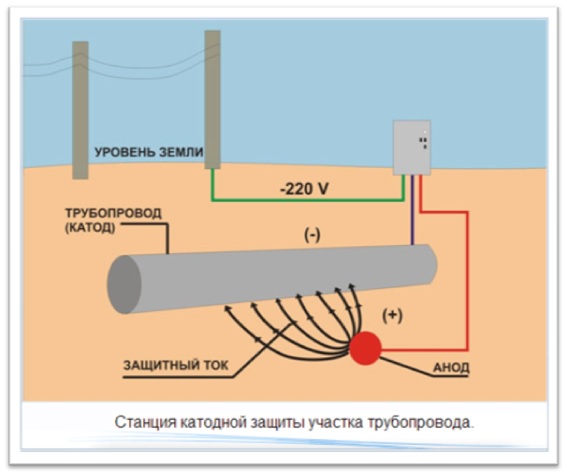
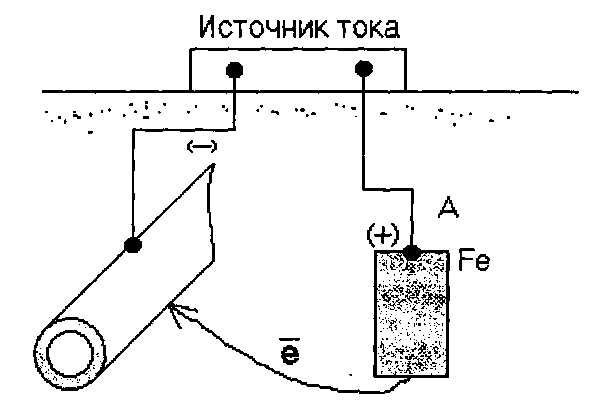
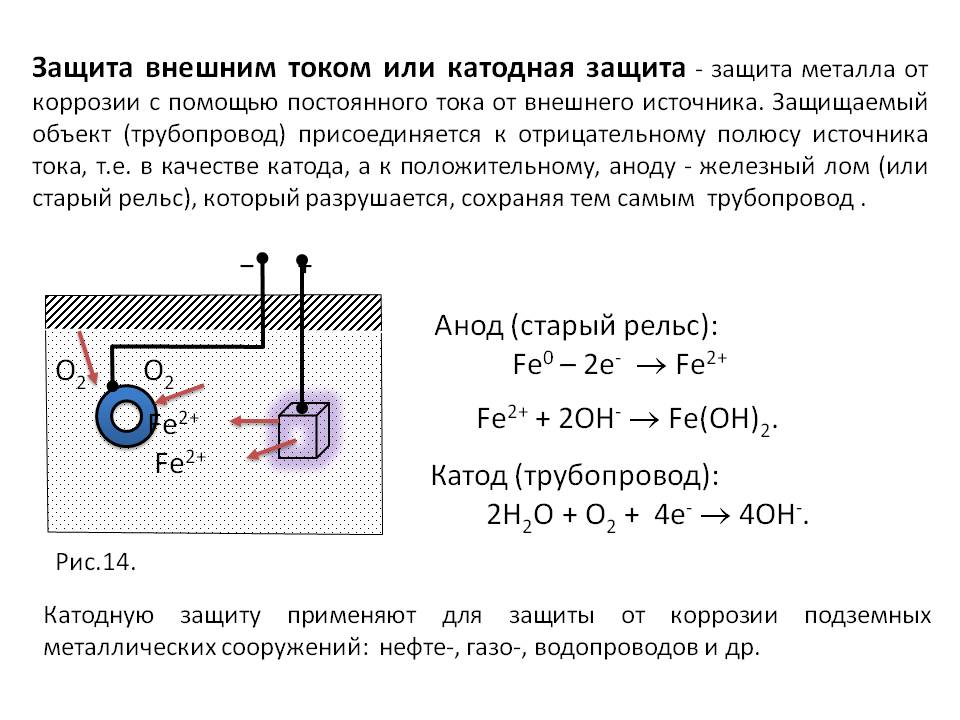
Технология катодной поляризации
В данном случае используется так называемый наложенный ток. Для его подачи на металлический объект используется внешний проводник (часто) или источник тока (редко). При контакте с электрически активной частицей происходит следующее — частица под действием сил электрического притяжения перемещается к защитному элементу с отрицательным зарядом, где происходит «утилизация» этих частиц.
Последствия такой «утилизации» очевидны — защитный элемент со временем сам покрывается коррозией и приходит в негодность. Поэтому данную технологию очень часто называют методом жертвенного электрода (вместо нашей детали происходит ржавление «электрода-жертвы»).
Помимо силы тока и напряжения при работе с катодной поляризацией нужно учитывать еще один важный параметр — это омическое напряжение. В техническом смысле этот параметр отражает тот факт, что по мере протекания электрического заряда со временем напряжение тока в контуре падает. Само падение происходит из-за того, что протекание катодного тока происходит по контуру с более низким зарядом. В случае правильной сборки контура этот показатель является достаточно маленьким — благодаря этому в контуре будет всегда сохраняться один и тот же ток одинаковой мощности.
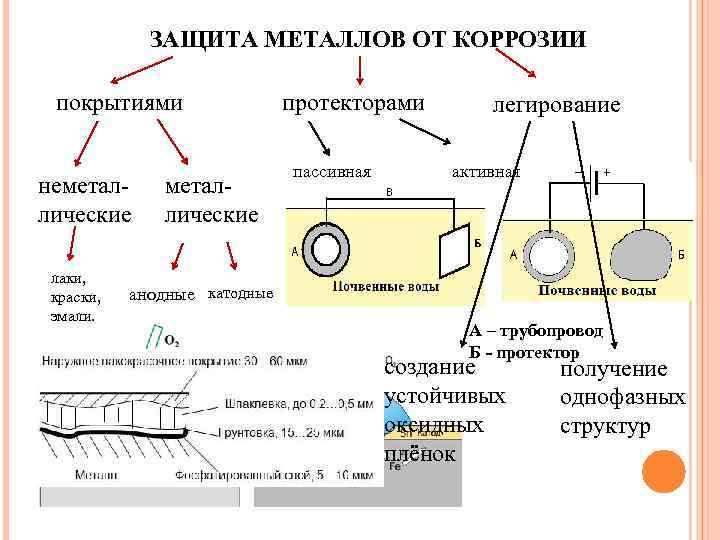
Защитные покрытия
Способ создания на поверхности защитного пленочного слоя, применяется как в промышленных масштабах, так и в быту.
1. Нанесение дополнительного металла, имеющего более высокие собственные антикоррозийные свойства – цинк, олово, хром, никель. Выбор одного из видов таких материалов и определяет название технологического процесса.
Самой распространенной защитой металлоконструкций от коррозии в этой подгруппе, является метод цинкования. Анодные покрытия создают электрохимическую защиту металла, в то время как катодные – только механическую. При нарушении последних, невосприимчивость основного материала к ржавчине исчезает.
Техника выполнения может быть разной:
- погружение в горячий металл;
- осаждение солей из электролита на изделии;
- напыление плазменной струей (газотермический метод);
- плакирование – одновременная горячая прокатка обоих металлов, обеспечивающая их прочное сцепление. В результате создается особый вид – биметалл.
Требование СНиП. Обязательная защита металлоконструкций от коррозии горячим цинкованием и плазменным напылением предусмотрена для соединений на сварке, болтах и заклепках, а также отдельных монтажных деталей.


2. Неметаллические покрытия
Суть такого способа заключается в изолировании металла от воздействия агрессивных факторов. Представляет собой:
покрытия органического происхождения – лакокрасочные смеси, смолы, полимерные пленки.
Краски для антикоррозийной обработки состоят из взвешенных частиц пигмента в органическом связующем, а лаки изготовлены на основе смолы с растворителем.
Лакокрасочные материалы (ЛКМ)хорошо заполняют все отверстия, они однородны, пластичны и имеют высокие адгезивные свойства. При правильном нанесении, подобная защита металлоконструкций от коррозии будет эффективна в течение 5 лет.
Требование СНиП. Стальные конструкции перед нанесением лакокрасочного состава должны быть очищены (степень 1). Уровень очистки алюминиевых поверхностей не нормируется.
Если добавить в состав краски или лака достаточное количество металлической пыли, то в этом случае ЛКМ приобретает улучшенные свойства. В результате уже получится покрытие с эффектом протектора.
неорганические – оксиды металлов, соединения хрома, эмали.
Хромирование выполняется диффузионным методом, а эмалирование проходит под действием высоких температур в заводских условиях. Недостаток эмалированных покрытий известен всем – они хрупкие и их несложно повредить при сильных механических воздействиях.
Хорошую защиту металлоконструкций от коррозии способна обеспечить прочная оксидированная пленка. Она получается в результате обработки металла растворами кислот.
Недостатком слоя из оксидов считается его невысокая стойкость во влажной среде, особенно в воде. Добавить прочности оксидной пленке можно дополнительной пропиткой маслами.
Требование СНиП. Химическое оксидирование алюминиевых конструкций производится с их последующим окрашиванием.
Коррозия – это самопроизвольный процесс, который может закончиться печальным образом. Главная задача состоит в том, чтобы еще до появления первых признаков ржавления металла, включая подповерхностные, провести необходимые профилактические процедуры.
Перечисленные способы противодействия ржавчине, широко распространены, но во многих случаях их применение возможно только в промышленных условиях. В быту приходится довольствоваться покрытием металла красками или лаками.
Общие сведения о защитных свойствах покрытий.
Нанесение защитного покрытия позволяет в значительной степени снизить скорость коррозии. Этот метод универсален и широко применяется в промышленности для предохранения от коррозии наружных и внутренних поверхностей различных металлоизделий: как отдельных деталей, так и всей конструкции в сборе. Покрытия защищают поверхность металла от коррозии путем ее изоляции от агрессивной среды, а также для отдельных видов покрытий характерно торможение диффузионных процессов и электродных реакций.
В зависимости от типа материала различают покрытия:
• металлические (индивидуальные металлы и сплавы);
•неметаллические неорганические (силикатные, оксидные, фосфатные) и органические (лакокрасочные, пластмассовые, гумировочные);
•комбинированные или композиционные.
Выбор того или иного типа покрытия определяется конструктивными особенностями металлических изделий, степенью агрессивности эксплуатационной среды и требуемой долговечностью защиты.
Механизм защиты от коррозии металлическими покрытиями сводится к:
• повышению термодинамической устойчивости металла;
• изоляции изделия от коррозионной среды.
По назначениюметаллические покрытия подразделяются на:
•защитные, применяемые для предохранения основного металла от коррозии;
•защитно-декоративные, применяемые для деталей, требующих, наряду с защитой от коррозии, также и декоративной отделки;
•покрытия, применяемые для специальных целей, например, для повышения твердости, износостойкости, антифрикционных свойств деталей и др.
По условиям эксплуатациипокрытия подразделяются на эксплуатируемые
•в агрессивной среде;
•в атмосферных условиях;
•при высоких температурах.
Требования к выбору металлического покрытия в зависимости от условий эксплуатации и назначения установлены в ГОСТ 9.303-84.
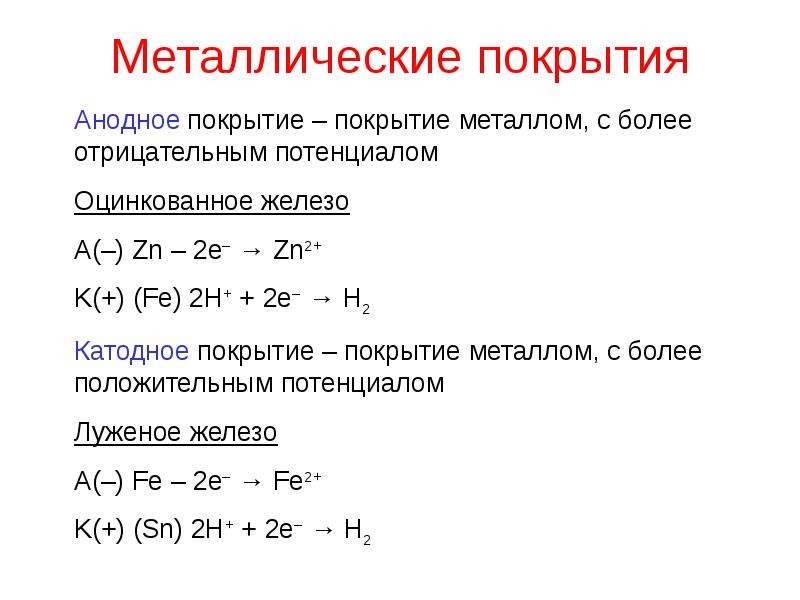

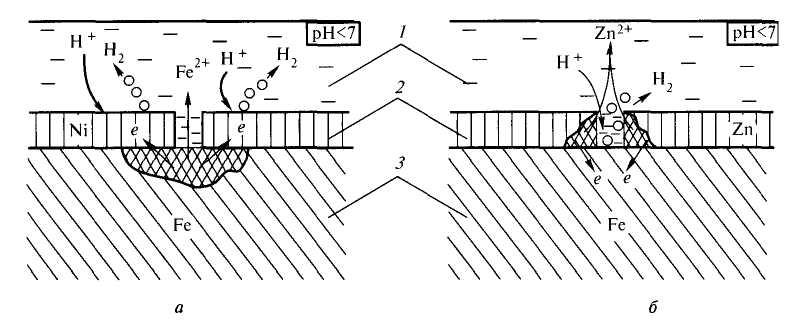

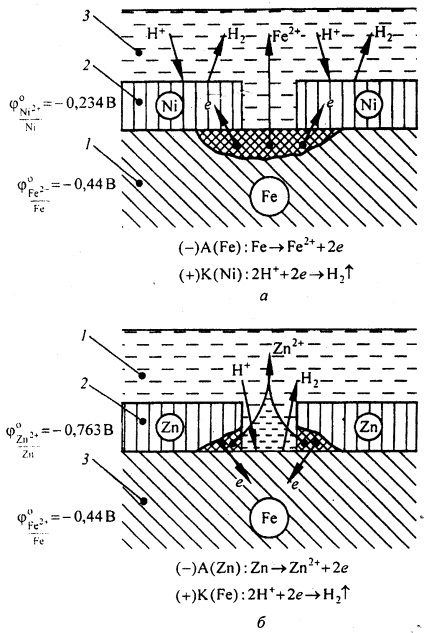
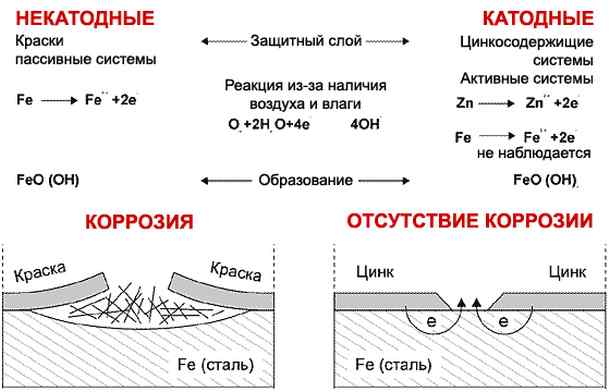
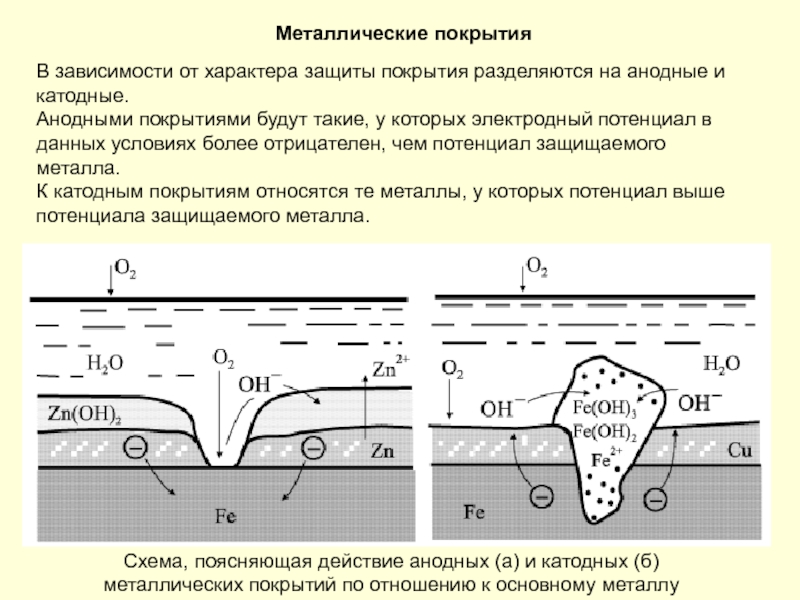
По электрохимическому механизму защиты все металлические покрытия подразделяются на анодные и катодные.
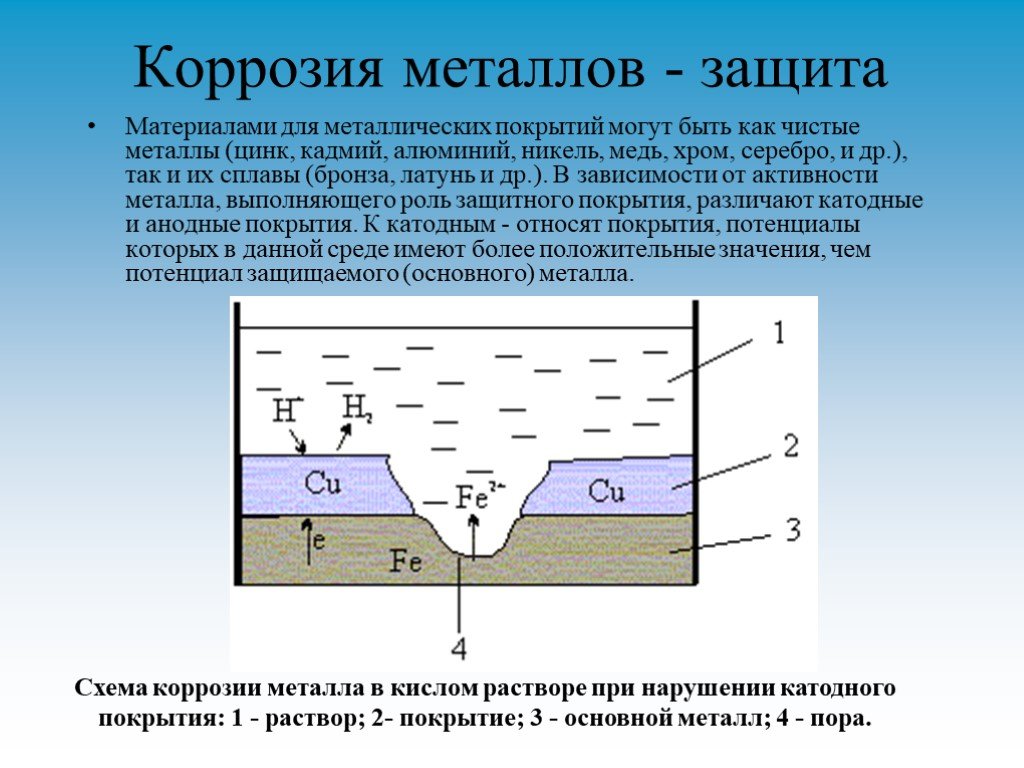
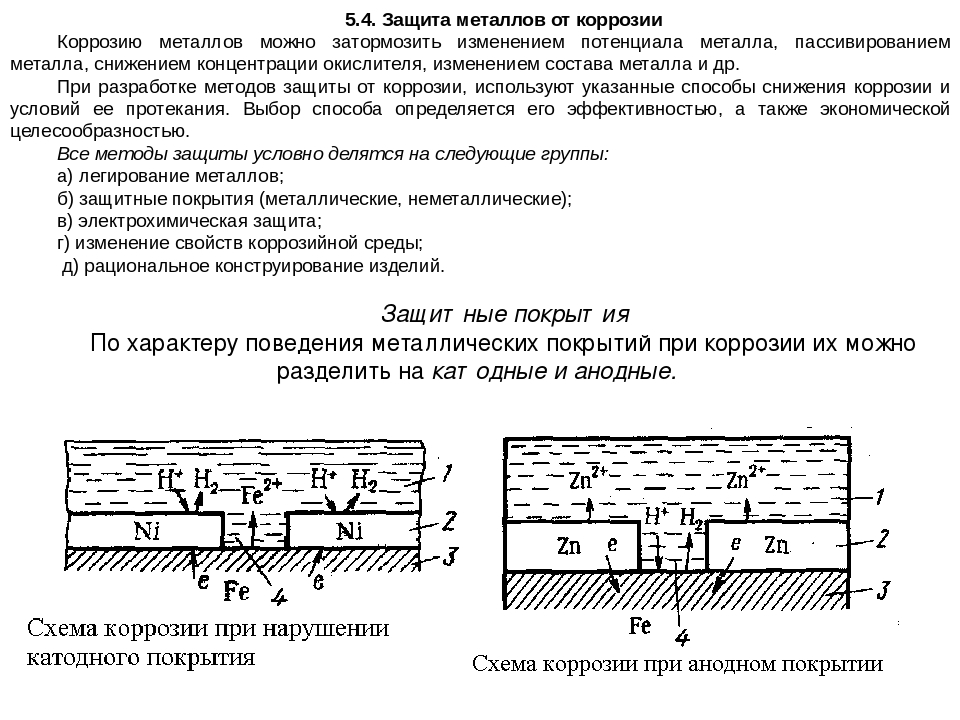
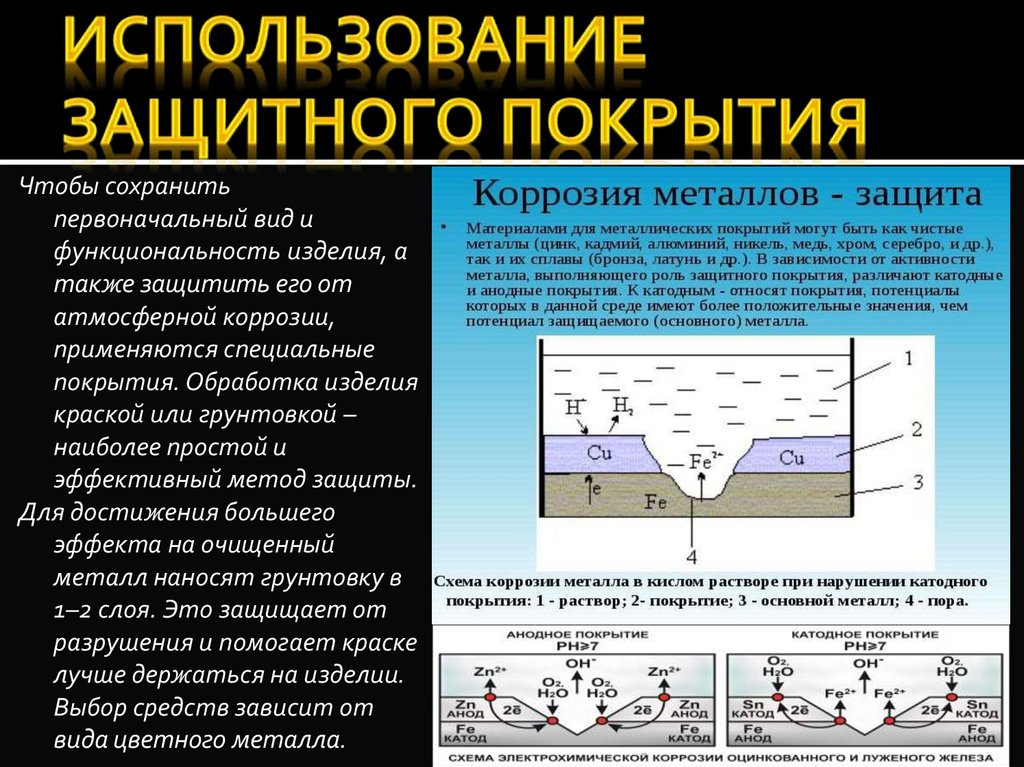
К катодным покрытиям относятся покрытия, потенциалы которых в данной среде имеют более положительные значения, чем потенциал основного металла. По отношению к стали катодными покрытиями являются медные, никелевые, золотые, серебряные, палладиевые и др. Катодные покрытия могут служить надежной защитой от коррозии только при отсутствии в них пор, трещин и других дефектов, т.е. при условии их сплошности. При повреждении покрытия или наличии пор возникает коррозионный элемент, в котором основной металл служит анодом и растворяется, а материал покрытия – катодом, на котором идет процесс или восстановления водорода, или ионизации кислорода (рисунок 1Б). Непременным условием протекания коррозии является наличие в местах повреждений электролита.
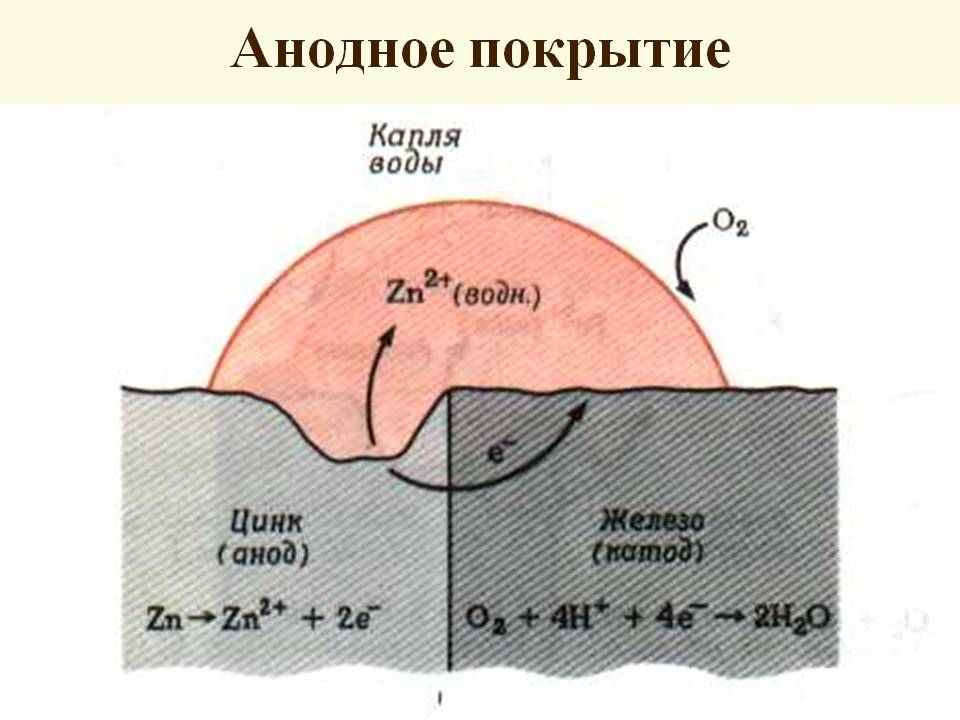
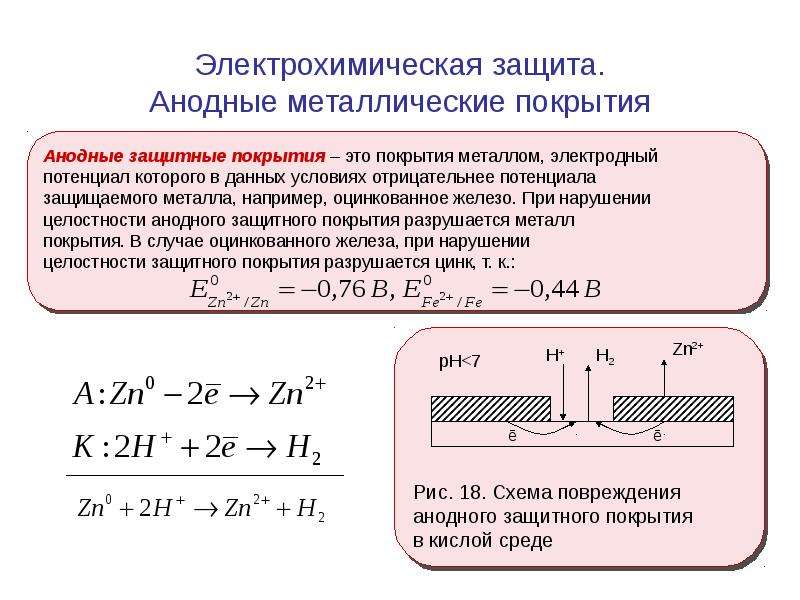
Анодные покрытия имеют более отрицательный потенциал, чем потенциал основного металла. По отношению к стали анодными покрытиями являются цинковое, кадмиевое, марганцевое и др. В случаях применения анодных покрытий условие сплошности необязательно. При наличии дефектов в покрытии при действии агрессивных растворов возникает коррозионный гальванический элемент, в котором основной металл будет катодом, а металл покрытия – анодом, поэтому защищаемое изделие не будет корродировать (рисунок 1А).
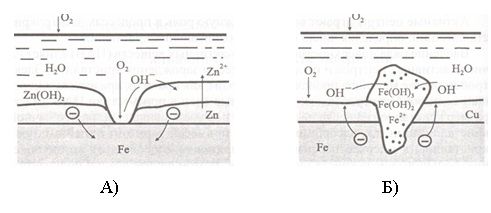
Рисунок 1 – Схема, поясняющая действие анодных (А) и катодных (Б) по отношению к основному металлу металлических покрытий
Защитные свойства и продолжительность срока службы анодных покрытий зависят от их толщины, а катодных покрытий – не только от толщины, но и от их сплошности.
Важно заметить, что анодное покрытие на одном и том же металле при определенной температуре и составе среды может стать катодным и наоборот.
Пометодам нанесенияметаллические покрытия подразделяются на:
• гальванические;
• горячие;
• термодиффузионные;
• металлизационные (напыляемые);
• плакировочные.
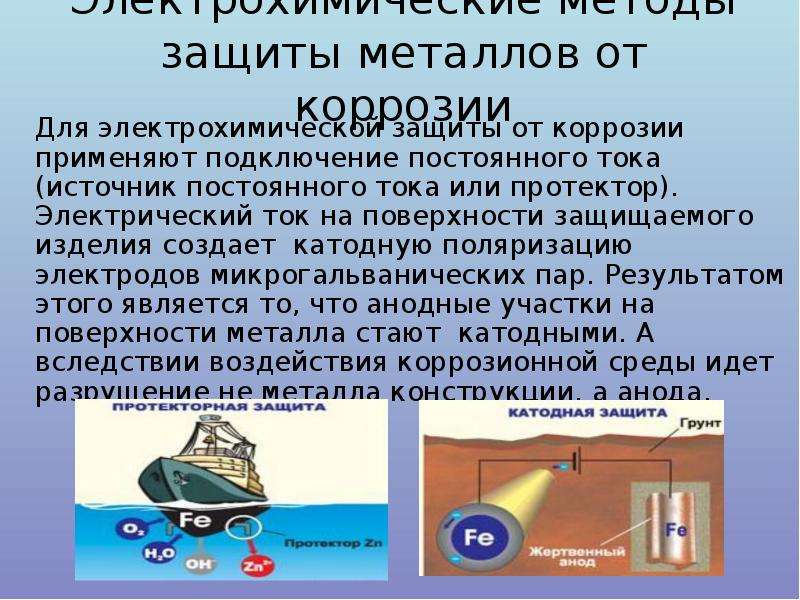
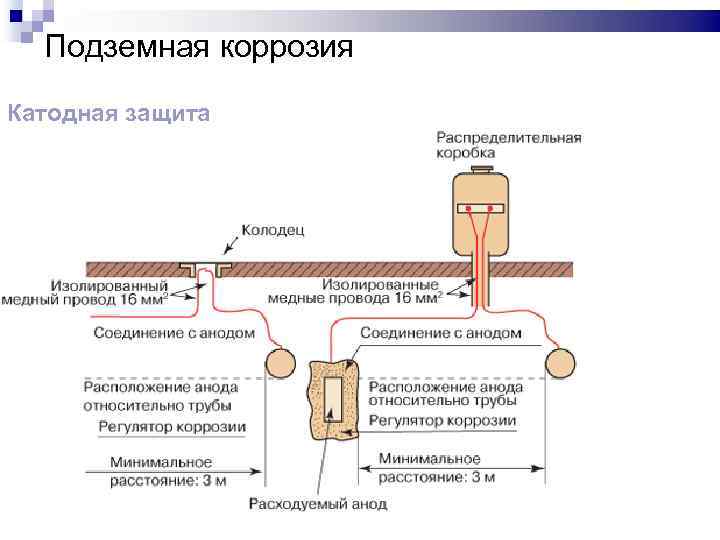
Протекторная защита металлов
Коррозия — это разрушение металлов в результате химического или электрохимического взаимодействия их с агрессивной средой (кислородом воздуха или водой), а также растворенным в ней кислородом.
Разрушение металла с помощью контактных токов, протекающих между двумя или несколькими соприкасающимися металлическими изделиями с различными электрохимическими потенциалами, называется контактной коррозией.
Физический смысл этой коррозии — один металл с меньшим электродным потенциалом начинает функционировать в качестве анода и усиленно разрушается, а другой выполняет функцию катода. Для уменьшения контактной коррозии важен правильный выбор контактирующих металлов (табл. 7.6).
Самым надежным защитным материалом против контактной коррозии являются изоляционные покрытия, прокладки, втулки, пластмассы, полимерные пленки, герметики и резина. Действие контактной коррозии можно понизить введением в коррозионную среду ингибиторов коррозии (например, бихромата калия, который снижает контактный ток примерно в 10 раз, нитрата натрия).





Эффективным средством борьбы с контактной коррозией является электрохимическая защита (в контактную пару подключают более эффективный анод, который выполняет роль анода первым и подвергается разрушению, а основная пара работает без разрушения), цинковые или магниевые протекторы (особенно для деталей, находящихся в морской воде).
Протектор устанавливают с тщательной зачисткой его самого и места установки. Протектор заменяют при изнашивании примерно на 50 %. В балластных водяных цистернах рекомендуется устанавливать цинковые протекторы.
Правила проведения обработки
Перед нанесением антикора необходимо подготовить поверхность. Требования к подготовке поверхности выдвигаются такие.
- Очаги ржавчины или потрескавшиеся краска или лак должны быть удалены.
- Поверхность должна быть очищена от грязи, масел и высушена.
- Нанесение антикоррозийного покрытия проводится с помощью специального пистолета, либо кистью или валиком.
На предприятиях же, где слишком завышено воздействие агрессивной среды, используется снижение ее воздействия путем:
- введения ингибиторов;
- удаления соединений, которые являются проводниками ржавчины.
Существуют также СНиПы. Вот некоторые из них.
- Пропитка металла материалом с высокой химической стойкостью.
- Оклеивание специальной пленкой.
- Использование лакокрасочных материалов, оксидных и металлизированных покрытий.
В правилах по предупреждению конструкций от ржавления всегда указывается состав смесей в зависимости от того, в какой местности будут использоваться защищаемые изделия. Составы могут агрессивными, слабоагрессивными, либо неагрессивными вообще.
Локальная антикоррозийная защита
В правилах также указываются среды биологически активные или химически активные. А также они делятся на жидкие, твердые и газообразные.
В любом случае покраска изделия обязательна, так как она придает ему не только защитные свойства от коррозии, но и внешний эстетический вид.
Разновидности коррозии
Перед тем как защитить металл от ржавчины, следует узнать о существующих видах. Способ обеспечения антикоррозийной защиты находится в прямой зависимости от условий применения деталей. Потому принято выделять следующие типы:
- коррозия, которая связана с явлениями атмосферного характера;
- разрушение структуры металла в воде из-за наличия в ней солей и бактерий;
- деструктивные процессы, происходящие в грунте (почвенная коррозия).
Способы антикоррозионной защиты при этом должны подбираться в индивидуальном порядке, руководствуясь тем, в каких условиях будет эксплуатироваться изделие из металла.
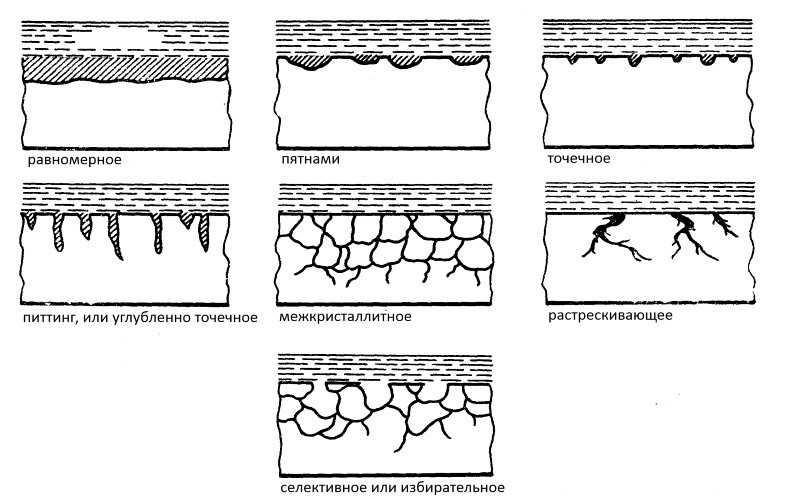
Что касается типов поражения конструкций, то они могут быть следующими:
- ржавчина находится на всей поверхности изделия отдельными участками или сплошным покрытием;
- имеет вид пятен и проникает вглубь элемента;
- разрушает молекулы металла, приводя к трещинам;
- масштабное ржавление, при котором разрушается не только поверхность, но и более глубокие слои.
 Типы разрушения бывают и комбинированными. В некоторых ситуациях их очень сложно определить на глаз, особенно при точечном ржавлении.
Типы разрушения бывают и комбинированными. В некоторых ситуациях их очень сложно определить на глаз, особенно при точечном ржавлении.
Принято выделять химическую коррозию. При контакте с нефтяными продуктами, спиртами и иными агрессивными веществам происходит особая реакция, которая сопровождается высокой температурой и выделениями газа.
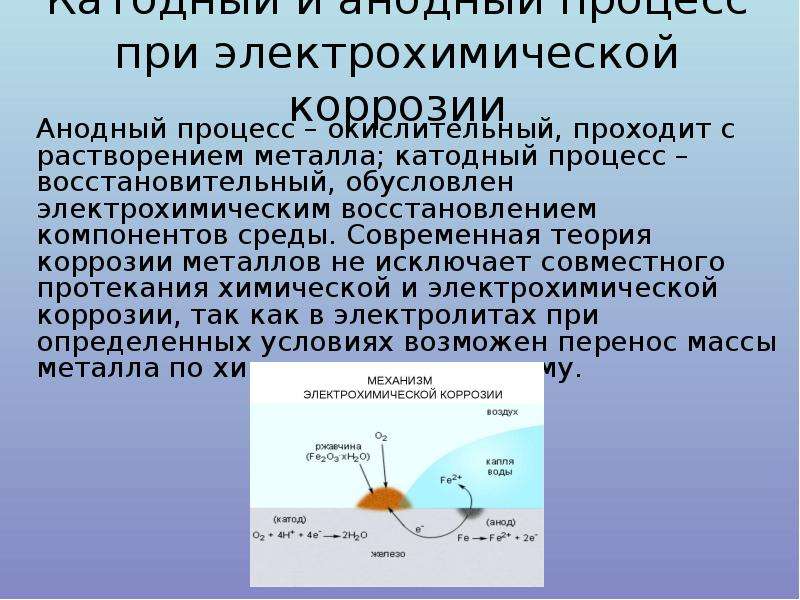
При электрохимической коррозии поверхность металлического сплава соприкасается с водой (электролитом). При этом осуществляется диффузия материала. Электролит обуславливает появление электротока, а электроны металла замещаются и приходят в движение, в результате чего возникает ржавчина.
Обеспечение защиты от коррозии и выплавка стальных изделий — две взаимосвязанные вещи. Коррозия причиняет существенный ущерб постройкам хозяйственного или промышленного назначения. Кроме того, этот процесс может привести к катастрофе, если говорить, например, об опорах электропередач, мостах, заграждениях и т. д.
3 Как работает анодная методика?
Данная электрохимическая методика предохранения металлов от коррозии применяется для конструкций из:
- углеродистых сталей;
- пассивирующихся разнородных материалов;
- высоколегированных и нержавеющих сталей;
- титановых сплавов.
Анодная схема предполагает смещение потенциала предохраняемой стали в положительную сторону. Причем этот процесс ведется до тех пор, пока система не входит в устойчиво пассивное состояние. Такая защита от коррозии возможна в средах, хорошо проводящих электрический ток. Преимущество анодной методики состоит в том, что она существенно замедляет скорость окисления защищаемых поверхностей.

Кроме того, подобная защита может осуществляться посредством насыщения специальными компонентами-окислителями (нитраты, бихроматы и другие) коррозионной среды. В этом случае ее механизм примерно идентичен традиционному методу анодной поляризации металлов. Окислители значительно увеличивают на поверхности стали эффект от катодного процесса, но они обычно негативно влияют на окружающую среду, выбрасывая в нее агрессивные элементы.
Анодная защита используется реже, чем катодная, так как к предохраняемому объекту выдвигается множество специфических требований (например, безупречное качество сварных швов трубопроводов или кузова автомобиля, постоянное нахождение электродов в растворе и пр.)
Катоды при анодной технологии располагают по строго определенной схеме, которая принимает во внимание все особенности металлоконструкции

Для анодной методики используются малорастворимые элементы (из них делают катоды) – платину, никель, нержавеющие высоколегированные сплавы, свинец, тантал. Сама же установка для такой защиты от коррозии состоит из следующих компонентов:
- защищаемая конструкция;
- источник тока;
- катод;
- специальный электрод сравнения.
Допускается применять анодную защиту для емкостей, где хранятся минеральные удобрения, аммиачные составы, серная кислота, для цилиндрических установок и теплообменников, эксплуатируемых на химических предприятиях, для резервуаров, в которых выполняют химическое никелирование.
Характерные типы поражения ржавчиной
Различают следующие характерные виды поражения коррозией:
- Поверхность покрыта сплошным ржавым слоем или отдельными кусками.
- На детали возникли небольшие участки ржавчины, проникающей в толщину детали.
- В виде глубоких трещин.
- В сплаве окисляется один из компонентов.
- Глубинное проникновение по всему объему.
- Комбинированные.
Виды коррозионных разрушений
По причине возникновения разделяют также:
- Химическую. Химические реакции с активными веществами.
- Электрохимическую. При контакте с электролитическими растворами возникает электрический ток, под действием которого замещаются электроны металлов, и происходит разрушение кристаллической структуры с образованием ржавчины.
Способы борьбы с коррозией
Коррозия металлов – это деструктивный, разрушающий кристаллическую решетку, окислительно-восстановительный химический процесс. Вызывается он чаще всего высокой химической активностью самих металлов – многие помнят из школьного курса химии «линейку» активности элементов. Активизироваться может при создании неблагоприятных условий, например, высокой влажности и опущенной температуре, в агрессивной солевой, кислотной или щелочной среде.




Чаще всего приходится сталкиваться с коррозией черных металлов, то есть – различных сортов стали и чугуна, применяемых буквально повсеместно, во всех сферах деятельности человека. Процесс начинает выдавать себя появлением на металлической поверхности пятен или разводов рыжего цвета.
Если с коррозией не бороться, она способна показать свою крайне разрушительную силу – металлические изделия быстро приходят в негодность.
Если не предпринять никаких шагов, то очаг начинает разрастаться, захватывая все новые площади. Причем иногда это происходит незаметно для глаз. Так, многие участки механизмов, приборов и т.п. — попросту скрыты из поля зрения, и увидеть их можно только при полной разборке узла или всего устройства. А иные очаги коррозии могут до поры скрываться под слоем краски, и только кода процесс зайдет очень далеко – поваляться сначала в виде вздутий, а потом – и прорывов ржавчины наружу.
Некоторые владельцы пытаются справиться с выявленными очагами коррозии механическим способом. То ест применяя шлифовку поврежденного ею участка наждачной бумагой или же специальными дисками, добравшись до «здорового» металла.
Однако подобная методика, если и может быть применена, то с исключительной осторожностью, и только в качестве предварительного этапа, перед нанесением специальных составов. Только механическая очистка является весьма малоэффективным средством
Точечные проявления коррозии, проступившие через слой краски
Особенно сложно удалить этим способом мелкие точечные очаги ржавчины, так как они в процессе чистки забиваются мелкодисперсной коррозийной пылью, и их становится практически не видно. Но беда как раз в том, что они никуда не деваются, и обязательно в дальнейшем проявят себя, даже после окрашивания. Поэтому обработка химическимисредствами — более надежна.
Кроме того, если ржавчиной поражен тонкий металл, то во время очистки, под давлением щёток или абразивного материала, он может повредиться вплоть до сквозной дырки.
В связи с этим рекомендуется пользоваться химическими составами, очищающими металл и предотвращающими появление коррозии в дальнейшем. Причем с их помощью можно даже успешно справиться с очагами в труднодоступных зонах, там, где никакими другими способами без разборки механизма к пораженному участку не добраться.





