
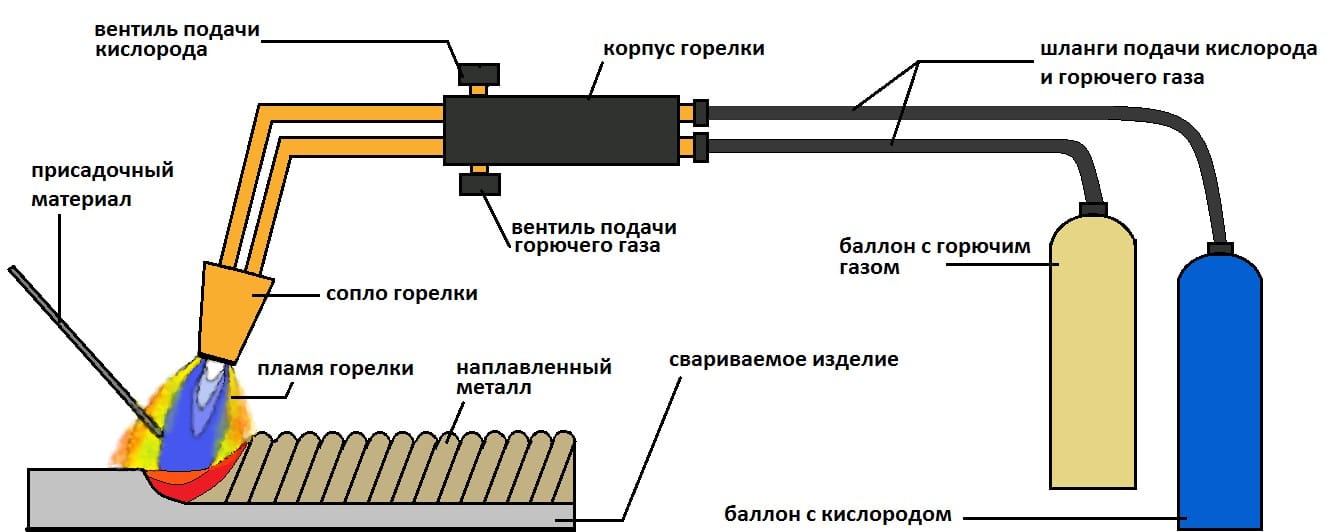
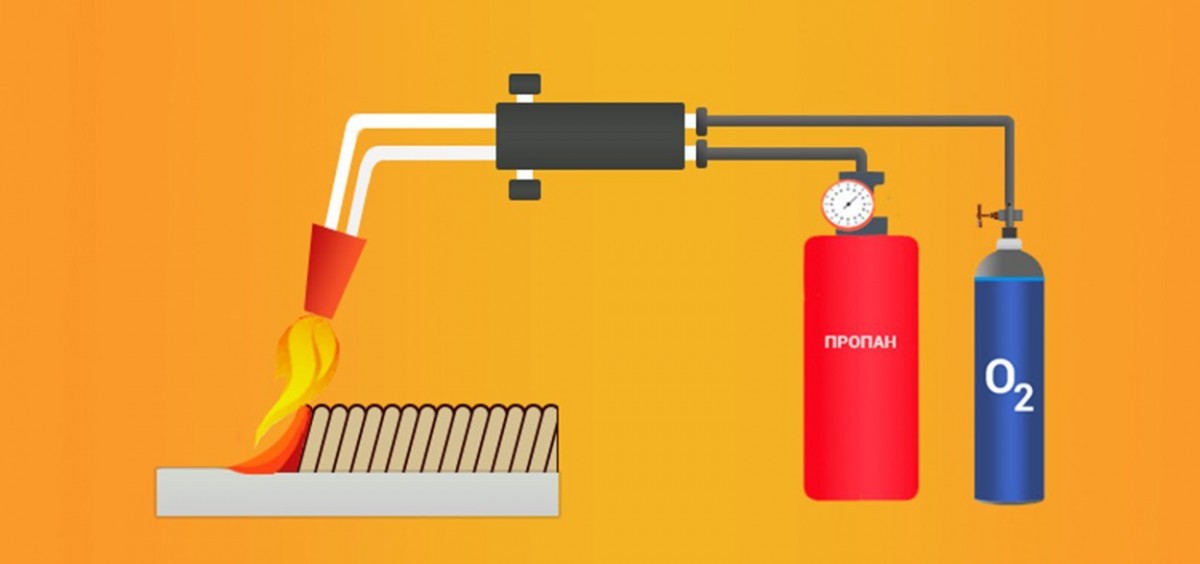
Устройство аппарата для газосварки
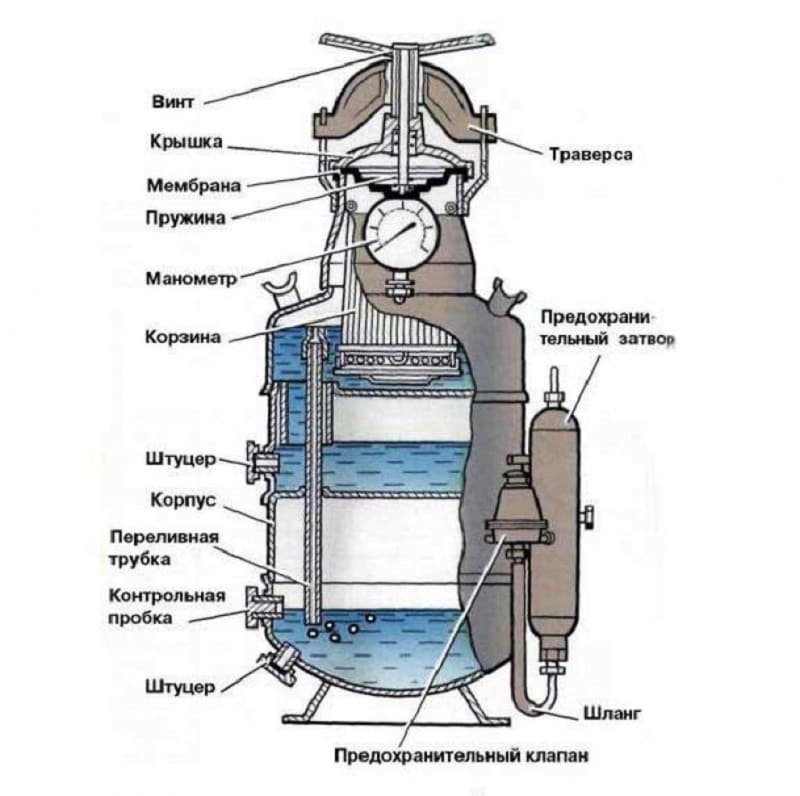
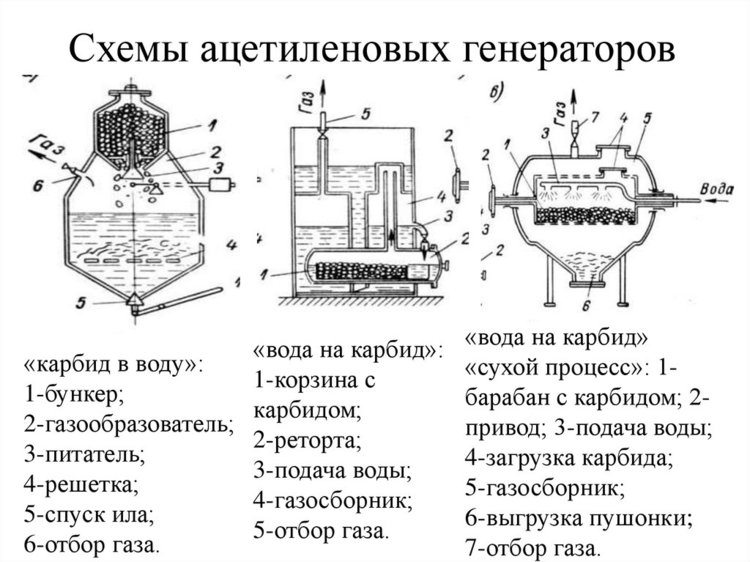
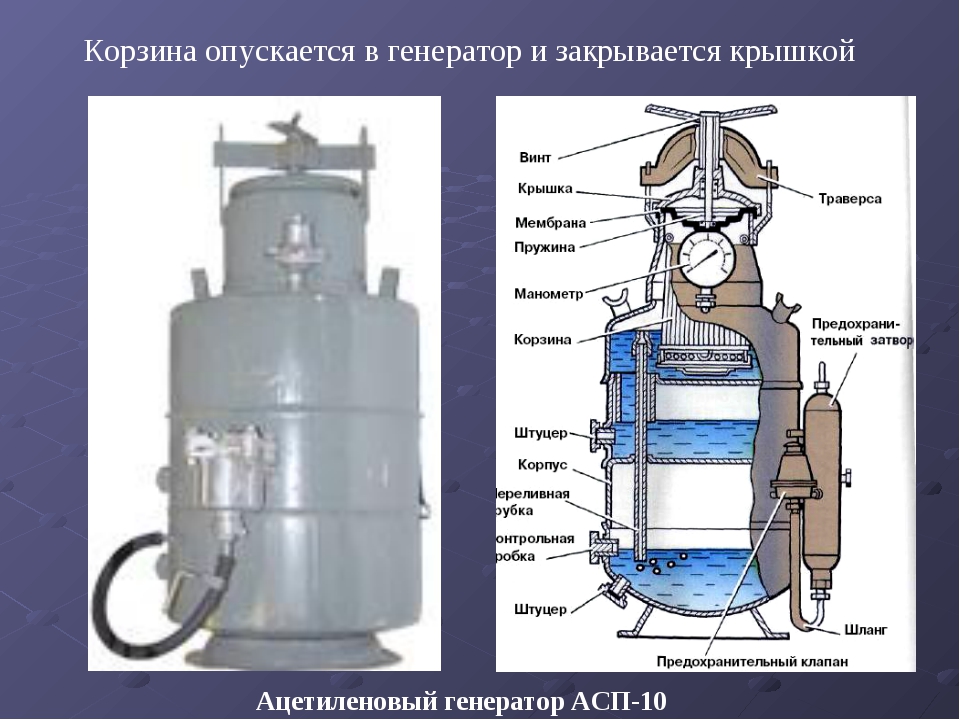
Самым несложным считается устройство сухого типа производства ацетилена. Генератор сухого типа состоит из элементов, которые описаны ниже:
- Емкость с карбидом. Он оборудован плотно закрывающегося крышкой.
- Корпус баллона. Он заполнен водой на пятьдесят процентов. Пространство сверху остается для образования газа.
- Дозатор-питатель. Он подает иногда карбид в баллон.
- Решётка из антикоррозийной стали. Она находится на дне баллона. Тут перемешивается карбид и вода.
- Шламосборник.
- Клапан обратный. Он поставляет газ в шланг для сварки или резки и прочих действий.
- Механический датчик давления или прибор для определения величины давления.
- Номер завода, изготовившего его.
- Год выпуска генератора.
- Давление, при котором он функционирует.
- Кол-во загружаемого карбида. Указывается в килограммах.
- Температурный предел. Условия, в которых генератор будет работать исправно.
- Марка баллона.
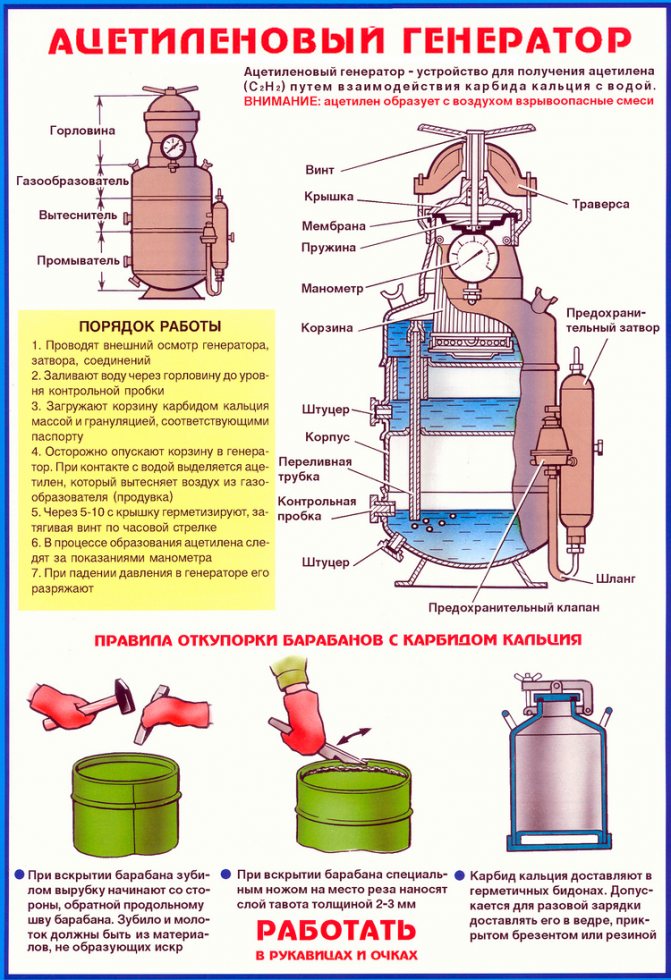
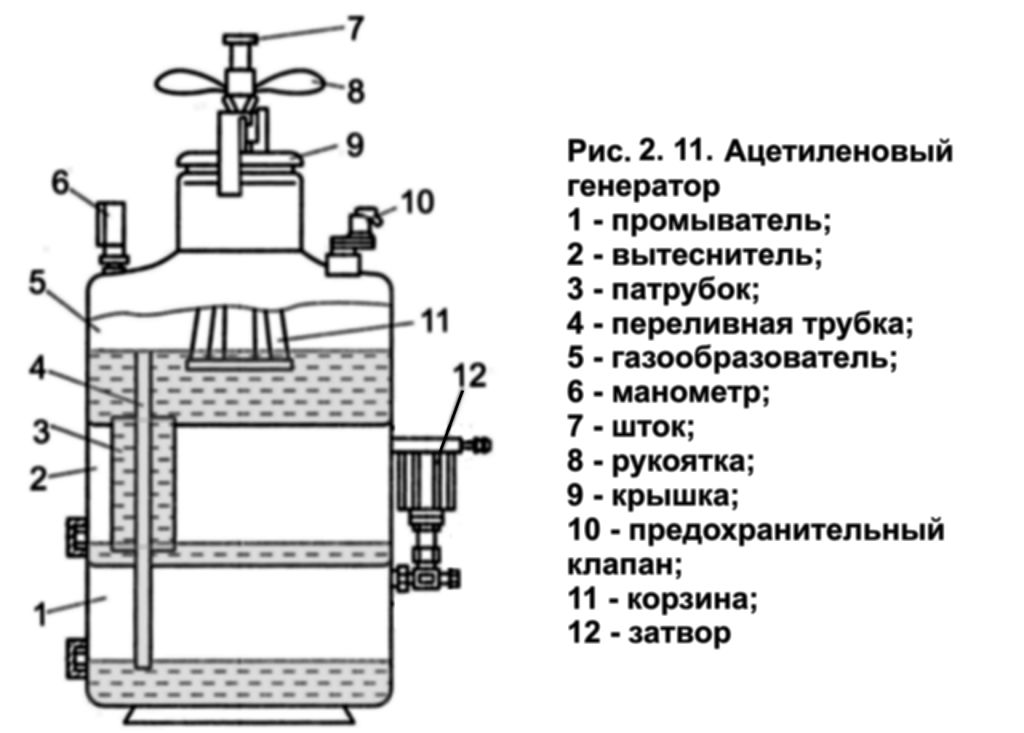
В общем заправка подобных генераторов происходит так. Через горло устройства залить воду. Когда она попадает в переливную трубку, то переливается в промыватель. Переливная заглушка сделана для контролирования наполнения. Карбид кальция загружается в специализированную корзину. Прижимается специализированной крышкой с мембранной тканью. Закручивается винтом.

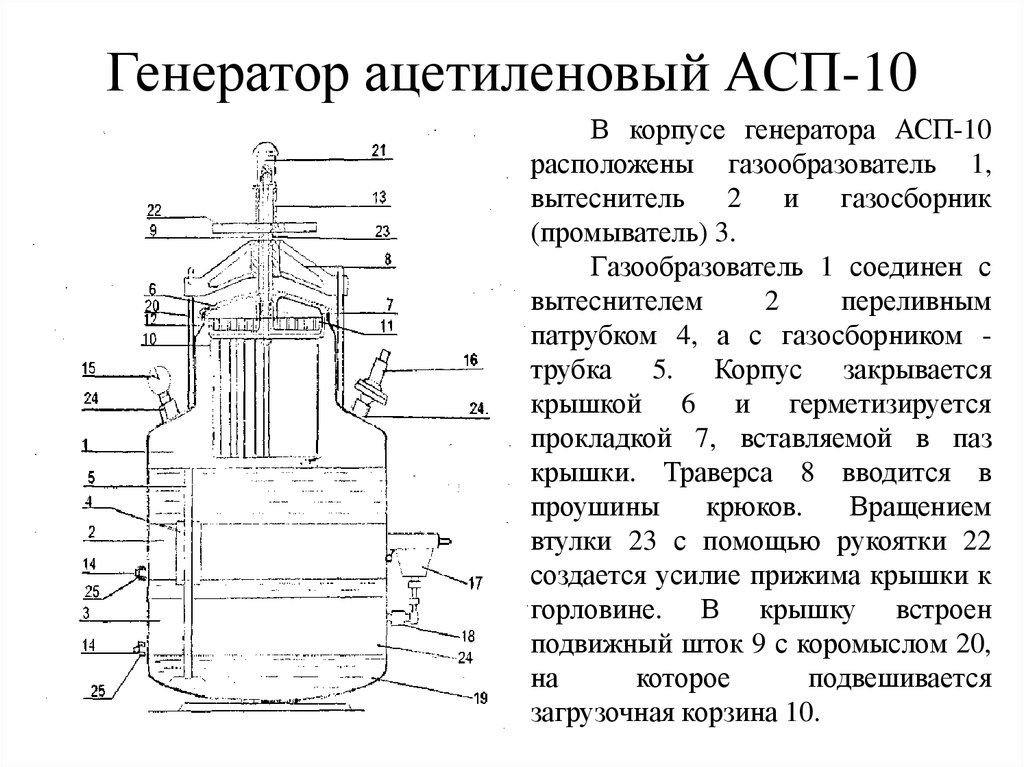
Устройство ацетиленового генератора
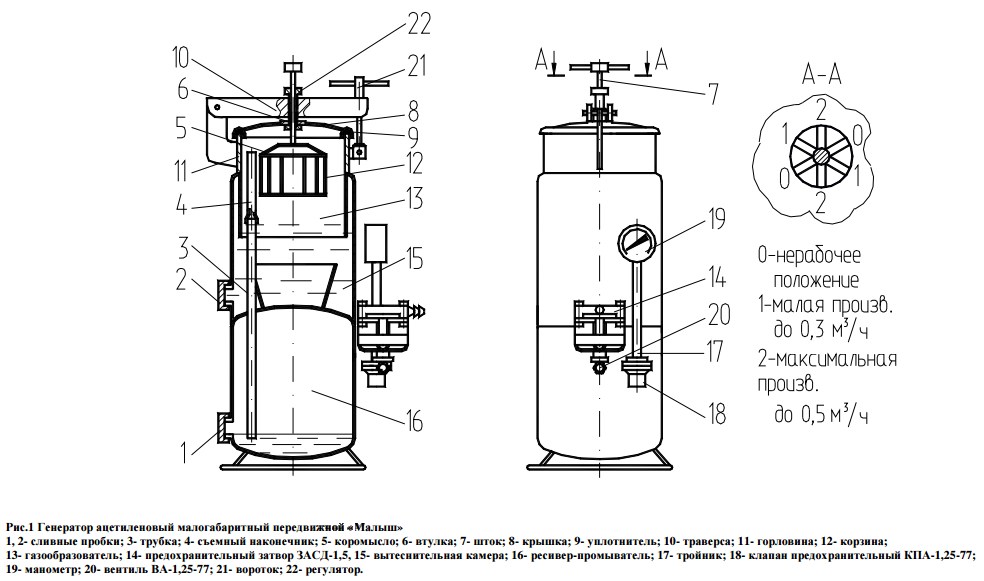
Основополагающей частью любого такого газогенератора считается предохранительная заглушка. Она оберегает от поступления пламени при обратном ударе. А еще не даёт попасть вовнутрь аппарата воздуху из рабочей части агрегата. Таким образом он предохраняет баллон от взрыва.
Когда происходит обратный удар, образуется огонь в середине резака, и он расходится по шлангу вовнутрь баллона. Горящий газ после удара возвращается в шланг. Если нет предотвращающего поступление горящего газа затвора, он попадает в рабочий аппарат.
Обратные клапаны делятся на жидкостные или наполненные водой, и сухие, другими словами механичные. Клапаны, главную роль в которых играет вода изготовляют для ацетиленовых генераторов АСП 10.
Аппарат имеет цилиндрическую форму. В нем находится нижнее и верхнее днище. Нижнее днище имеет клапан обратный. Он сделан в виде емкости и обрезиненного клапана с колпачком. Колпачок не даёт подыматься обратному клапану.
Сверху такого затвора находится преграждающее пламя устройство, а в нижней – аэратор. Этот цилиндр заполняется водой. А газ проходит, которой подходит по трубке, идет через клапан обратный вверх. Там он проходит сквозь отражатель и уходит в резак или горелку через специализированный кран.
Когда происходит обратный удар, срабатывает клапан обратный. Он падает вниз и не даёт ацетилену попасть из генератора в затвор.

Рукодельный генератор в работе
Огонь устраняется выбросом воды. За счёт появившегося давления воду выбрасывает вверх. После срабатывания клапана обратного типа жидкость нужно восполнять до отметки расходного клапана. Если будет недоставать воды, газ начнет поступать в атмосферу через затвор.
Конструкция ацетиленового генератора для «мокрого процесса» получения ацетилена чуть-чуть изменена. На дне баллона помещается емкость с карбидом. В нее поставляется иногда вода. Вода поступает туда через реторту. Верх баллона служит для сбора газа. Ацетилен поднимается по трубе через слой воды прямо к точке отбора. Движением вверх он вытесняет воду вниз. Аналогичным образом происходит систематическая подача карбида и образование газа. Этот способ считается самым лучшим.
В смешанном типе генераторов заправка газом происходит так. К аппарату «мокрого процесса» добавлен вытеснитель. Он уменьшает уровень образования воды при выходе газа, таким образом процесс ацетиленообразования замедляется. Когда давление в баллоне понижается, водный уровень увеличивается. Вода опять поступает в камеры ацетиленообразования.
Минус подобного устройства в том, что при сильной зашлакованности, происходит смещение задвижки. В результате это смещение восстановить невозможно в обычное положение. После него начинают происходить потери давления. Баллон приходится встряхивать регулярно.
Принцип действия
Основной эффект газовой сварки основывается, как уже говорилось, на сжигании горючего газа с образованием высокотемпературного пламени. Ацетиленовая молекула, наряду с парой водородных связей, имеет еще нестабильную, но энергетически мощную связь между углеродными атомами.

Если сдвинуть баланс в пользу окислителя, пламя будет заостряться, и вместо ослепительно белого приобретает голубоватый окрас.
Окислительное пламя применяют лишь для работы с латунными деталями. В этом варианте на поверхности формируются пленки, блокирующие последующее испарение цинка. Если наращивать, напротив, концентрацию ацетилена, то пламя краснеет и начинает коптить. Подобный режим оптимален для работы с высокоуглеродистыми сталями. Еще с его помощью обрабатывают алюминиевые сплавы, чугун, наплавляют прочные металлы.



В заводских баллонах этот газ смешан с ацетоном и находится под давлением от 1,5 до 1,6 МПа. Дополнительно в емкость закладывают древесный уголь, образующий своеобразные капилляры. Баллонный кислород находится под давлением от 600 до 1500 КПа, а трубопроводный — до 15 МПа.
С потребительской точки зрения важную роль играет расход газа, прямо влияющий на экономичность сварки. Он зависит прежде всего от типа наконечника и толщины металла, который необходимо сварить. Ориентировочные показатели таковы:
- при соединении частей не толще 1 мм будет тратиться 75 л газа за 60 минут;
- если толщина составляет от 2-х до 4 мм, придется израсходовать 300 л ацетилена;
- металл от 9 до 14 мм получится сварить, если истратить 1200 л окислителя.
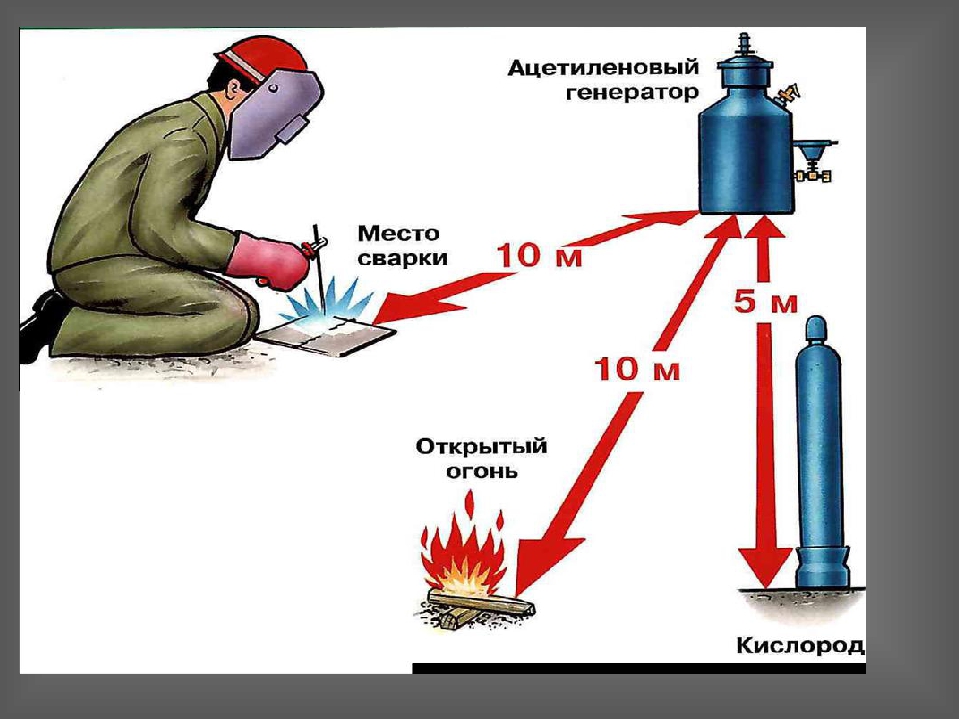
В процессе работы требуется непрерывно контролировать содержание ацетилена в воздухе. Это означает, что не обойтись без специальных автоматических сигнализаторов. Не допускается насыщение более 0,46%. Баллоны с топливом нельзя ставить около печей, котлов, источников открытого пламени. Сами емкости должны стоять строго вертикально и в закрепленном состоянии.

На участке, где хранятся и используются ацетилен и кислород, нужно применять лишь инструменты, не образующие искр. Все электрические приборы, в том числе осветительные, должны иметь взрывобезопасное решение. При возникновении утечек баллон быстро запирают особым ключом. На рабочем участке должны быть огнетушители и другие противопожарные средства.


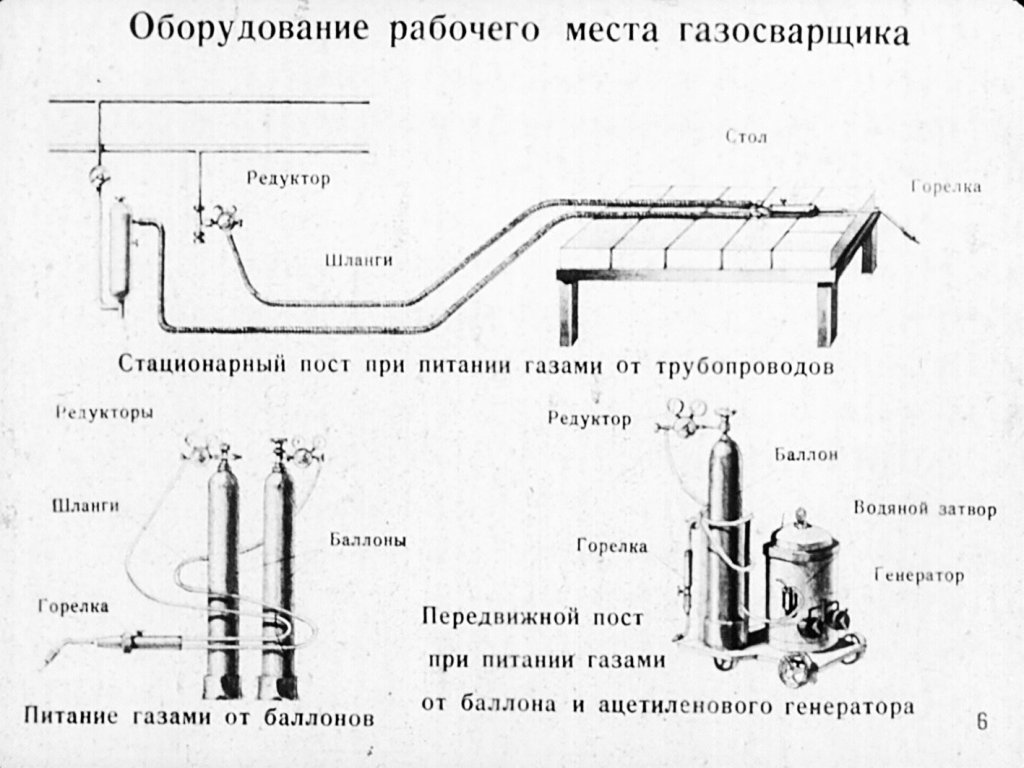
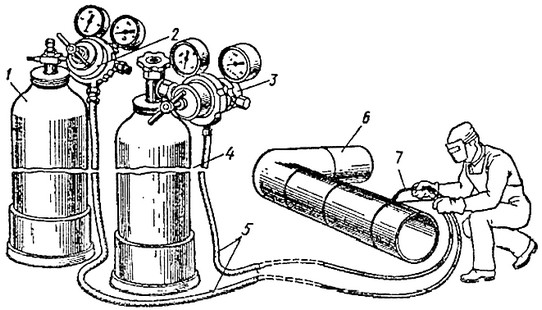
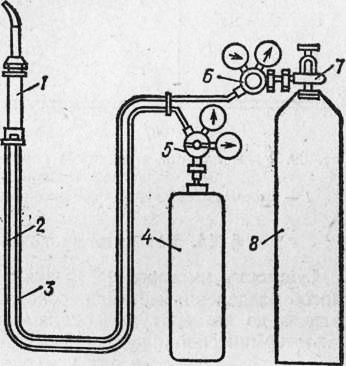
Газораспределительные рампы, трубопроводы и рукава для газовой сварки
В случае, когда сварка выполняется
при большом расходе горючего газа, питание налаживают от газораспределительной
рампы. Рампа состоит из двух коллекторов, гибких трубопроводов и рампового редуктора.
На каждом из коллекторов смонтирован запорный вентиль, который даёт возможность
замены газового баллона на одном из коллекторов, не останавливая, при этом,
работу другого. Уменьшение давления газа происходит за счёт рампового редуктора.
Давление кислорода, азота и воздуха понижают от 1,5МПа до 0,15МПа (в отдельных
случаях до 0,03Мпа). Давление ацетилена, пропана, бутана и других горючих газов
– от 1,9МПа до 0,01МПа.
Подача кислорода и горючих газов от газораспределительных рамп к рабочим местам
происходит по трубопроводам.
Трубопроводы для подачи ацетилена разделяют на три группы, в зависимости от
рабочего давления:
-низкого давления, до 0,01МПа;
-среднего давления, от 0,01 до 0,15МПа;
-высокого, свыше 0,15МПа.
Трубопроводы для подачи кислорода, в зависимости от рабочего давления, также
бываю трёх групп:
-низкого давления, до 1,6МПа;
-среднего давления, от 1,6 до 6,4МПа;
-высокого, свыше 6,4МПа.
Арматура и трубопроводы для подачи ацетилена изготовлены из стали и окрашены
в белый цвет. Арматуру и трубопроводы для подачи кислорода изготавливают из
латуни или бронзы и окрашивают в голубой цвет.
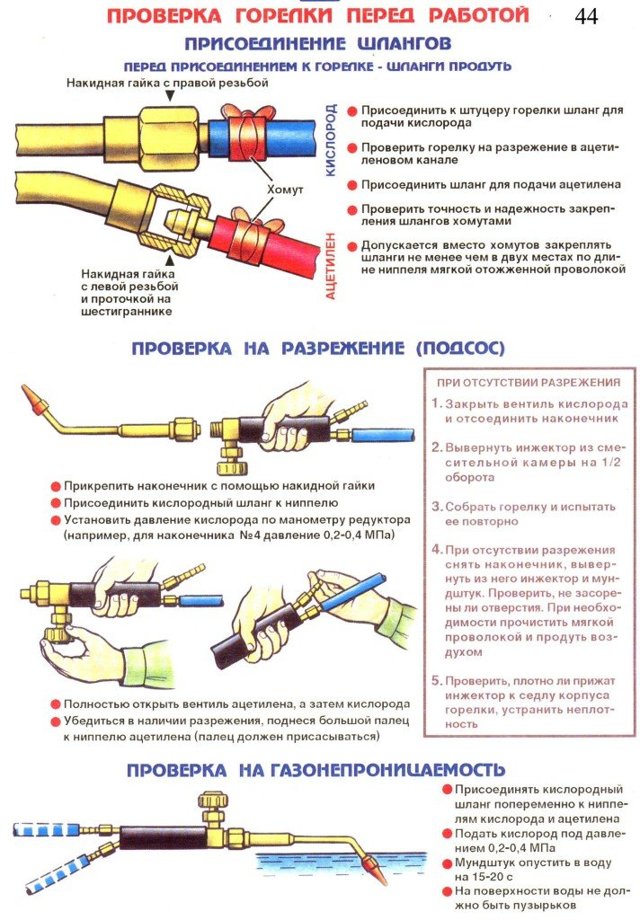
Рукава (шланги) для газовой сварки
Рукава
(шланги) для газовой сварки необходимы для подачи кислорода и горючих газов
от баллонов и рамп к сварочным горелкам. Рукава должны быть прочными и гибкими,
чтобы не создавать затруднений при работе сварщика.
Изготавливают рукава из вулканизированной резины с тканевыми прокладками по
ГОСТ9356. Различают три класса рукавов для газовой сварки:
Класс I – для подачи горючих газов под давлением до 0,63МПа. Рукава данного
класса окрашены в красный цвет.
Класс II – для подачи горючих жидкостей (бензин, керосин и др.) под давлением
0,63МПа. Такие рукава окрашивают в жёлтый цвет.
Класс III – данный класс рукавов предназначен для подачи кислорода под давлением
до 2,0МПа. Окрашены эти рукава в голубой цвет.
Рукава состоят из внутренней резиновой прослойки (резиновой камеры), далее
идёт слой оплётки металлическими ниятми и слой наружной резиновой прослойки.
Стандартом предусмотрены следующие типоразмеры рукавов для газовой сварки:
| Внутренний диаметр, мм | 6±0,5 | 9±0,5 | 12±1,0 | 16±1,0 |
| Наружный диаметр, мм | 14±0,5 | 18±1,0 | 22,5±1,0 | 26±1,0 |
Цвет руковов зависит от проводимого ими газа. Ацетиленовые рукава окрашены
в красный цвет, кислородные – в синий. В случае работы от газового баллона,
длина рукава не должна быть меньше, чем 8м. В случае применения ацетиленового
генератора, длина рукавов, идущих от него, должна быть 10м и более.
Дополнительные материалы по теме:
| Газовая сварка чугунаГазовая сварка медиСпособы газовой сваркиТехнология газовой сварки | Техника безопасности при газовой сваркеСварочная проволока для газовой сваркиФлюсы для газовой сварки |
Материалы для выполнения сварки с использованием газа
Технологический процесс с применением газовых материалов зависит от ряда причин и факторов. Основным и не изменяемым газом является кислород при технологически чистом виде. Предназначение состоит в активации процессов горения металлических деталей для соединения в последующем времени. Газ транспортируется, содержится под высоким давлением для продолжительной работы вне заправочной станции. Хранение, контакты с техническими маслами недопустимо, а также не рекомендуется использовать кислород под прямыми солнечными лучами.
Получение чистого кислорода происходит из обычного воздуха, для очистки используются специальные устройства. Кислород делится на категории, бывает высший, первый и второй сорта. Работа с материалами невозможна без сопутствующего кислороду газа. При большинстве случаев применяется ацетилен бесцветного типа. Ацетилен производится путем соединения воды с карбидом кальция, при определённых температурных воздействия взрывоопасен.

Ацетилен для сварки
Использование ацетилена обуславливается высокими температурными показателями при сварке соединений, более дешевые аналоги не дают возможности производить качественную работу из-за недостаточной температуры горения.
Проволока и флюс для выполнения сварки
Проволока используется для сварки газа, необходима для восполнения ячеек высвобождаемых соединений. Применение флюса и проволоки дает возможность создавать правильно сформированный шов, с необходимыми характеристиками. Чистота, отсутствие признаков коррозии на материале проволоки дает возможность выполнять качественное изделие, в отдельных случаях возможно использовать кусок того же самого материала, который подвергается сварке. Флюс обеспечивает защиту от окислов, других окружающих установленный метал воздействий.




Сварочный флюс
Пренебрегать использованием флюса для выполнения сварки возможно только при изготовлении материалов из углеродистой стали. Борная кислота, используемая в качестве флюса, наносится на детали из меди, магния или алюминия.
Оборудование для газовой сварки
Кроме используемых газов и баллонов, необходимо наличие других технологических элементов:
- Для газовой сварки применяют оборудование, как затвор водяного типа, обеспечивающий защиту от обратной тяги огня. Расположение происходит между емкостью с ацетиленом, газовым соплом.
- Редукторы используются для контроля уровня газа на выходе из баллона. Существуют различные модели, обратного или прямого действия. Модификации для работы со сжиженным газом подразумевают наличие рубцов внутри конструкции, что позволяет исключить вымерзание.
- Шланги специального типа используются для подачи газа к горелке. Маркировка происходит разным цветом в зависимости от максимального давления.
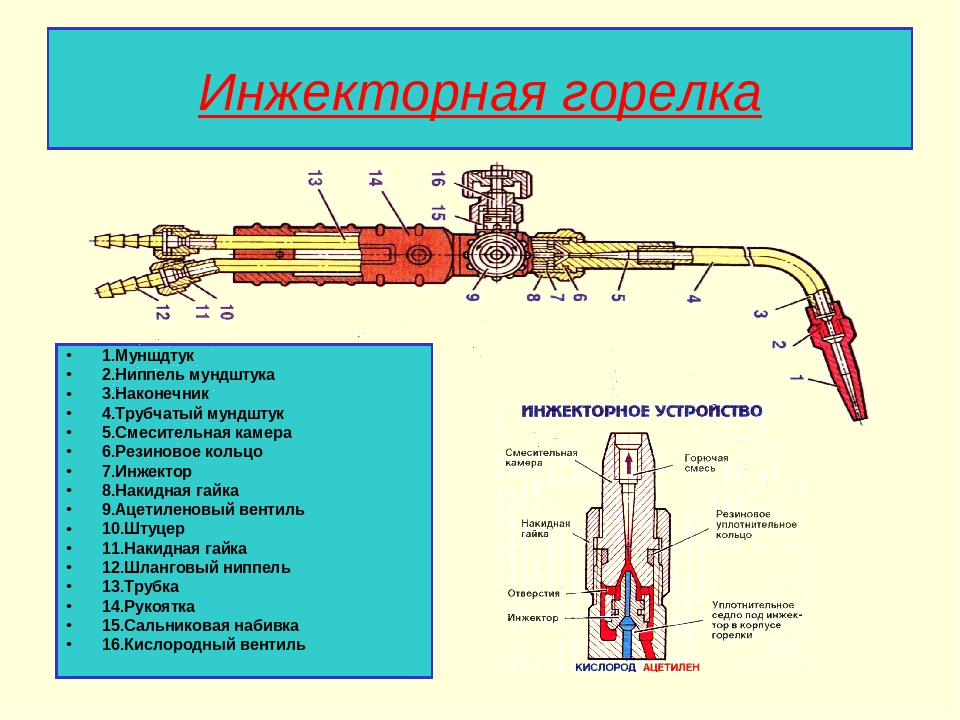
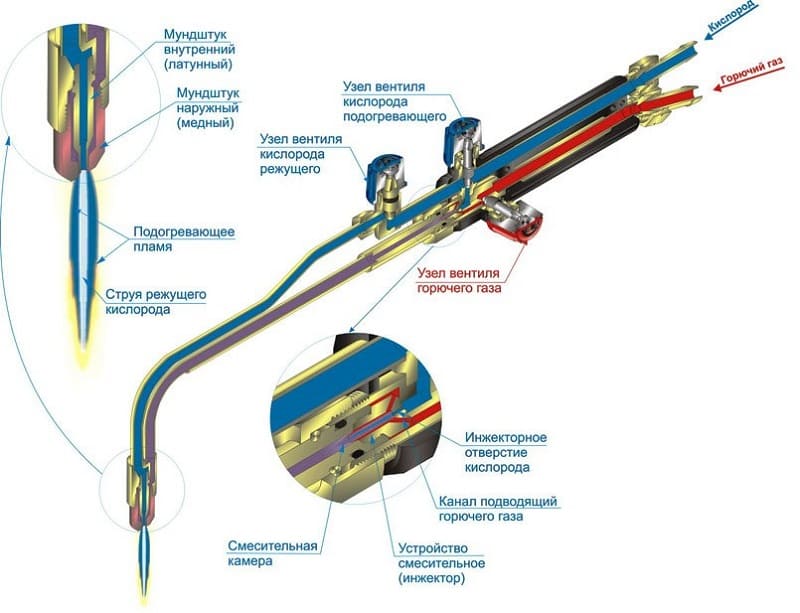
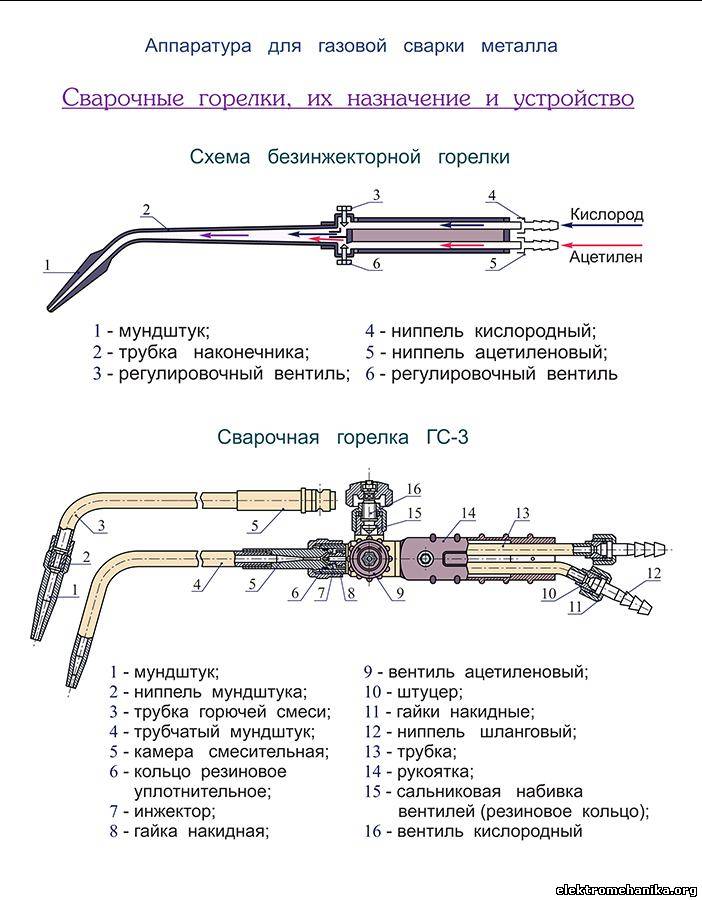
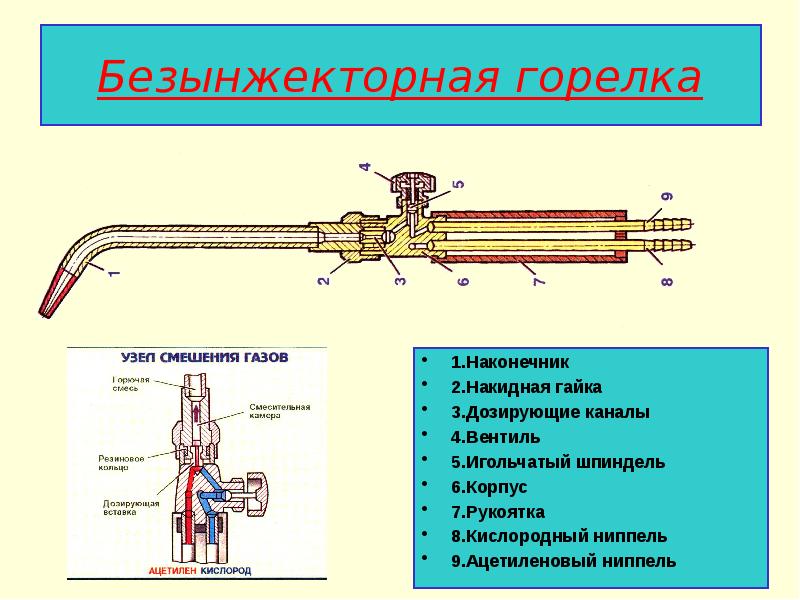
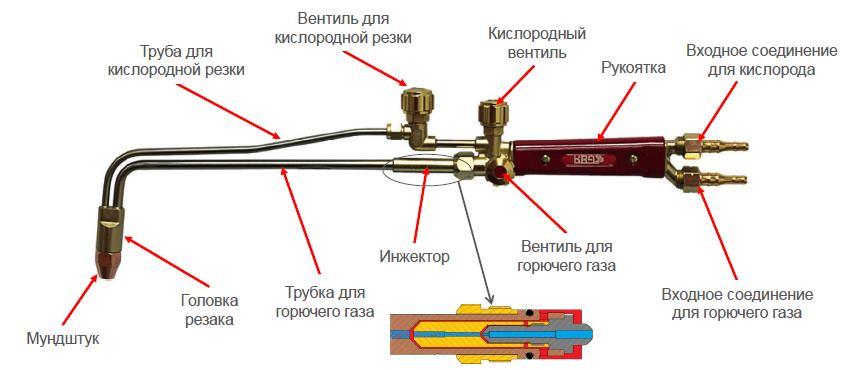
- Горелка необходима для смеси горючей смеси, последующего воспламенения газов. Различные модификации делятся на инжекторные и обычные типы. Также разделение происходит по мощности, необходимой при работе.
- Газовая сварка производится на обустроенном столе. Оборудуется столешницей для удобной, продуктивной работы. Аппарат для газовой сварки и резки должен соответствовать параметрам безопасности. Вытяжная вентиляция помогает сварщику, позволяет производить процессы с максимальной скоростью.

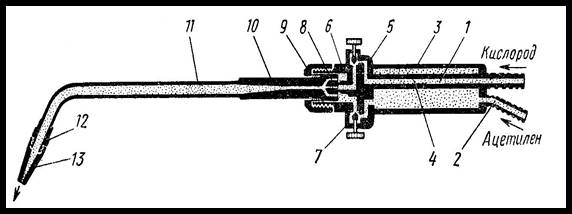
Газовая горелка
Оборудование для газовой сварки включает в себя огромный спектр приборов и механизмов. В совокупности оборудование позволяет проводить работы при удаленном от энергетических источников месте. Каждый вид оборудования обустроен под тип используемого газа при грамотном соблюдении техники безопасности.
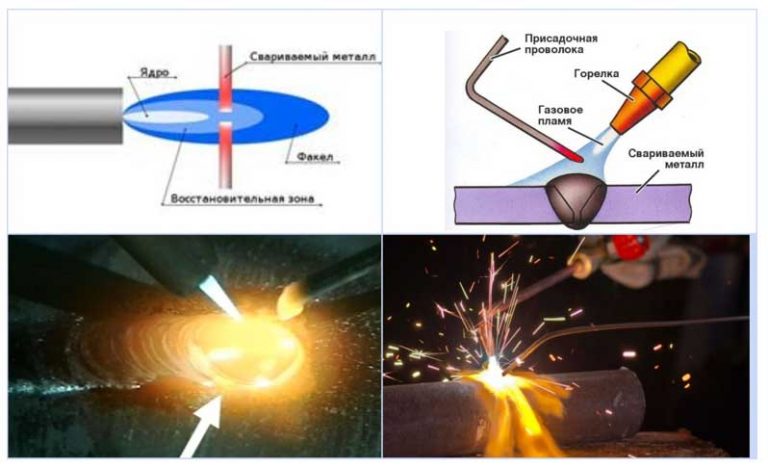
Виды пламени и их использование
Состав горючей смеси влияет на внешний вид и температуру сварочного пламени. Оно имеет 3 зоны: ядро, восстановительную (среднюю), факел-окислительную. Ядро включает механическую смесь нагретого до высокой температуры кислорода и разложенного ацетилена.
В зависимости от пропорции ацетилена и кислорода различают 3 вида пламени:
- окислительное;
- восстановительное;
- с повышенным содержанием горючего газа.
Окислительное
Пламя формируется при увеличении подачи в горелку кислорода или уменьшении количества ацетилена. На 1 объемную часть ацетилена должно приходиться 1.3 и более части кислорода. Характерные черты:
- Укороченное заостренное ядро бледной окраски с расплывчатыми очертаниями границ.
- Сокращение длины средней зоны и факела.
- Окраска пламени – синевато-фиолетовая.
- Горение происходит с шумом.
- Температура пламени превышает норму.
Этот тип пламени применяется для соединения низкоуглеродистой стали и сварки латуни.
Восстановительное (нормальное)
Соотношение ацетилена к кислороду может находиться в пределах от 1:1 до 1:1.3. В пламени происходит образование углерода и водорода, благодаря которым металл раскисляется и восстанавливается. В таких условиях формируется однородный металлический шов без газовых пузырей и пор.
Ядро пламени – светлое, восстановительная зона и факел имеют более темный оттенок. При увеличении давления кислорода ядро удлиняется. Факел имеет температуру намного ниже восстановительной зоны. Нормальное пламя используют для сваривания большинства видов металлов.
С повышенным содержимым горючего газа
Имеет название – науглероживающее или ацетиленистое пламя. Для него характерно увеличение подачи ацетилена или уменьшение кислорода. На 1 часть ацетилена берется 0.95 и менее части кислорода. Характерные признаки:
- увеличение размеров зоны сгорания;
- расплывчатость очертаний ядра, возникновение на его конце зеленого венчика;
- посветление восстановительной зоны почти до ее соединения с ядром;
- пожелтение пламени.
Пламя с небольшим избытком горючего газа используют для сварки магниевых и алюминиевых сплавов, чугуна.
Ацетиленовые генераторы, работающие по принципу «вытеснение воды»
Установки этого типа состоят из двух сообщающихся резервуаров. В одной ёмкости происходит химическая реакция, в другой находится вода, вытесняемая из рабочей камеры. Карбид подаётся в специальной решётке, расположенной в верхней части центрального резервуара. После того как решётка погружается незначительно в воду, происходит бурная реакция с выделением газа. Образовавшийся газ давит на жидкость в первичной камере и вытесняет её во второй резервуар, таким образом снижая её уровень и оголяя часть решётки с карбидом. Когда давление падает, в результате использования газа из резервуара, уровень воды снова повышается и химическая реакция по выделению ацетилена возобновляется.
Основным преимуществом этого способа генерации газа является плавность работы и высокая надёжность. Недостатками системы производства ацетилена с вытеснением воды являются чрезмерный нагрев корпуса генератора и невозможность обслуживания устройств промышленного назначения. По этим причинам применение установок с вытеснением воды ограниченно только использованием в мобильных приборах.
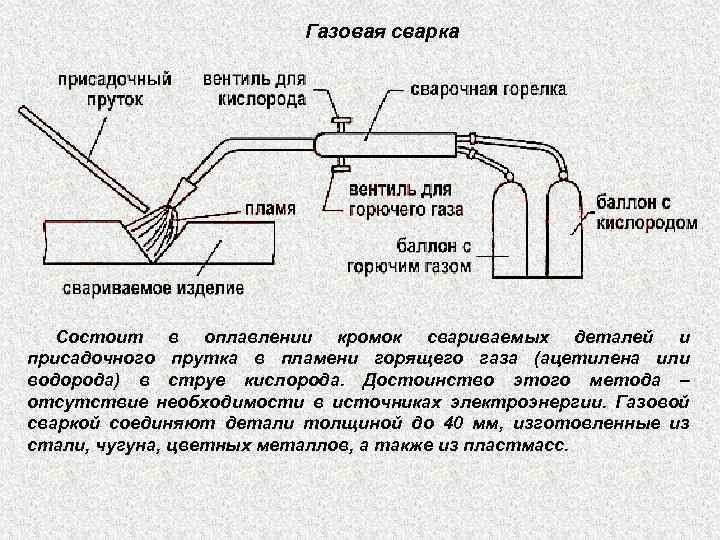
Информация о методе ацетиленовой сварки
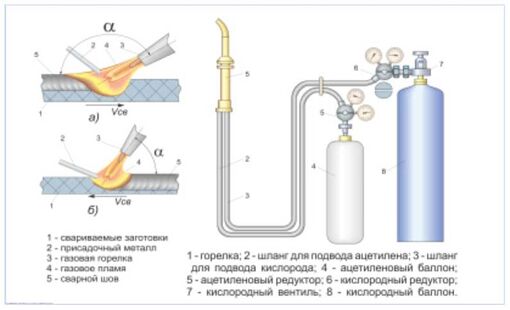
Основным компонентом в данном виде сварки является ацетилен. Его получают искусственным путем в процессе смешивания воды и карбида кальция. В горелке образуется его смесь с кислородом, горение которой позволяет создавать высокую температуру.
В результате горения ацетилена в кислородной среде создается высокая температура, что позволяет оплавлять края деталей и прочно соединять их между собой.
Сложность газовой сварки
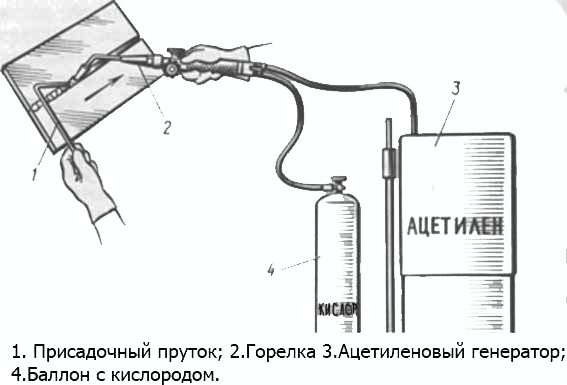
Основная сложность сварки ацетиленом и кислородом в том, чтобы получить C2H2. Раньше это делали в специальном аппарате, затем газ подавался по шлангам в горелку.


В нее же подводился кислород из баллона, они смешивались, и образовывалось пламя. Карбид кальция и вода заливались в генератор вручную. Этот трудоемкий процесс выполнялся перед каждой сваркой. После выполнения работ воду сливали и повторно использовали оставшийся карбид.
Сейчас проводить ацетиленовую сварку намного проще. Уже не надо вручную смешивать воду с карбидом: есть специальные баллоны и ацетиленом, их надо только подключить к горелке.
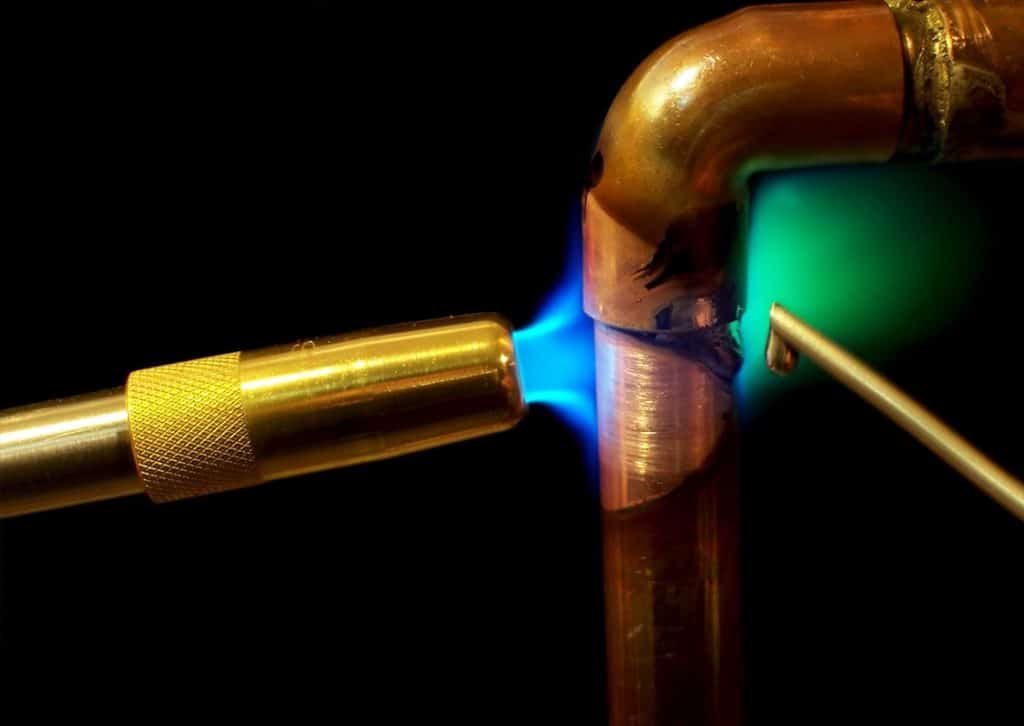
Описание технологии
Для проведения сварки сначала на горелке открывают подачу ацетилена. На то, что он выходит, указывает неприятный запах. Затем поджигают газ и медленно начинают подавать кислород из баллона.
Пламя должно приобрести синий цвет. На емкостях с кислородом и ацетиленом имеются редукторы. Для первого газа давление выставляют до 2 атм., а для второго – 2-4 атм. Большие значения усложняют процесс сварки.
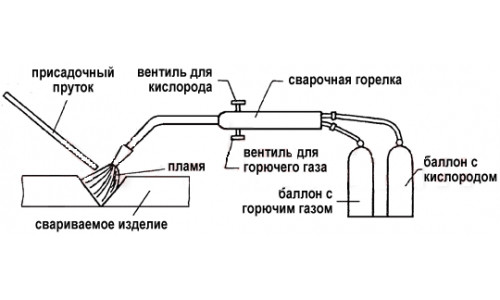
В процессе газовой сварки под действием высокой температуры края соединяемых заготовок переходят в жидкое состояние, а после их застывания получается прочное соединение. Баллоны с кислородом окрашивают в голубой цвет, а с ацетиленом – в белый.

Баллоны с кислородом и ацетиленом.
Преимущества данного метода
При горении такого газа в среде кислорода достигается температура, превышающая градус плавления стали и других металлов. Квалифицированный сварщик с помощью такого оборудования выполняет работы качественно и с высокой эффективностью.
Кроме этого, ацетиленовая сварка имеет такие преимущества, как:
- высокая мобильность (не требуется подключения к электричеству);
- возможность регулировки температуры пламени (это позволяет предотвратить деформацию деталей и стыка, контролировать скорость выполнения работ);
- удобное выполнение поворотного шва, когда расстояние до стены небольшое (в других видах сварки приходится делать операционный стык);
- возможность соединять заготовки из металлов с разной температурой плавления;
- возможность сваривать тонколистовые изделия из конструкционной стали, меди, чугуна, латуни (в таких случаях другие методы сваривания неэффективны);
- применение разных присадочных проволок, помогающее улучшить качество шва.
Рекомендуем к прочтению Классификация основных видов сварки плавлением
Недостатки использования ацетилена
Среди недостатков такого способа сварки надо отметить следующие:
- Взрывоопасность ацетилена высокая, но здесь многое зависит от человека.
- Во время работы нагревается большая площадь соединяемых изделий, что приводит к изменению свойств материала. В машиностроении такой метод не используют.
- Если надо соединить детали толщиной более 5 мм, то лучше использовать электросварку.
- Ацетилен не подходит для работы с высокоуглеродистой сталью.
- Если соединять внахлест, то в изделиях образуются большие напряжения, и они деформируются.
- На материалы и оборудование затраты увеличиваются, в отличие от электродуговой сварки.
- Выполнять работы может только опытный сварщик.

Только опытный специалист может справиться с ацетиленовой сваркой.
Для каких металлов подходит
Данный вид сварки подходит для большинства черных и цветных металлов. Он практически незаменим при соединении тонкостенных труб и аналогичных деталей, при работе с медью, чугуном, заготовками из конструкционной стали.
Плюсы и минусы
Технология ацетиленовой сварки обладает следующими преимуществами:
- Энергетическая независимость. Для выполнения работ не требуется электричество, что позволяет выполнять их в любой точке земного шара.
- Плавная регулировка температурного воздействия. Выполняется путем изменения угла наклона газовой горелки.
- Точность. Регулировка расстояния между факелом и рабочей плоскостью позволяет выполнять работы без прожогов.
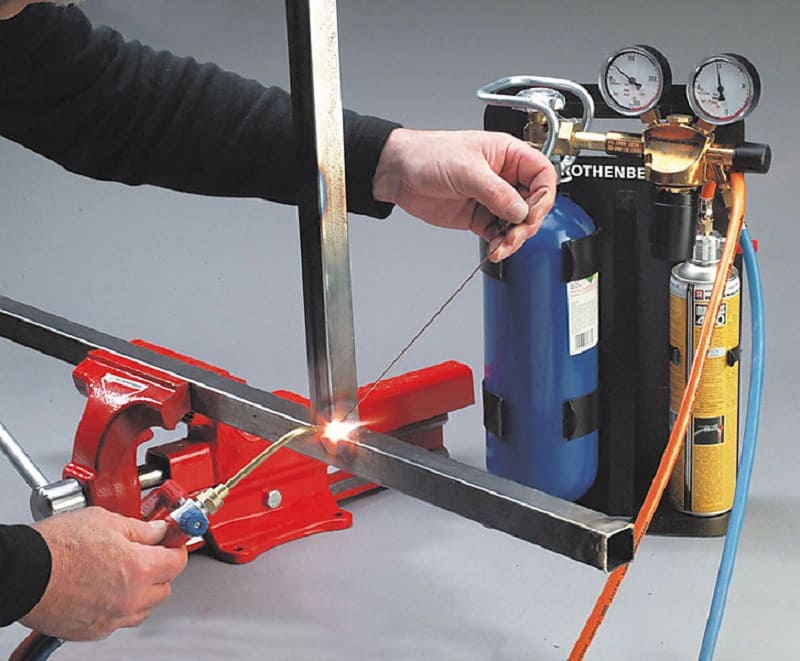
- Мобильность. Сварочное оборудование, включая генератор, не занимает много места. В случае необходимости полный комплект перемещается силами одного человека.
На этом положительные стороны заканчиваются. К недостаткам относят:
- Низкая производительность. По сравнению с прочими методами соединения, например, сваркой полуавтоматом.
- Высокая сложность работ. Специалист должен обладать высокой квалификацией. По этой причине технологию используют преимущественно на предприятиях. Случаи выполнения работ дома, своими руками, очень редки.
Полуавтоматы
Полуавтоматические сварочные аппараты в среде инертных или активных газов, или просто полуавтоматы — устройства более сложные, нежели трансформаторы или выпрямители. Однако в использовании более удобны. Часто применяются при кузовном ремонте автомобилей, достаточно широко используются в быту, частном домохозяйстве.
Конструкция состоит из следующих компонентов:
- трансформатора;
- выпрямителя;
- привода, подающего проволоку;
- газового баллона;
- рукава с горелкой.
Сваривание деталей осуществляется плавящейся в электрической дуге проволокой, которая в процессе расположена в среде защитного газа. Регулировка тока осуществляется чаще всего ступенчато, подвержена изменению также скорость подачи проволоки. Соотношением этих параметров устанавливается необходимый режим работ.

Различные модели полуавтоматов работают:
- только с газом;
- с газом или без газа (переключается);
- только без газа.
Если работа производится без газа, применяется специальная проволока (флюсовая). Отличается от обычной флюсовая проволока тем, что в её состав, кроме металла, включается флюс. При горении составляющих флюса образуется облако защитного газа, который предотвращает окисление сварной ванны воздухом. Кроме того, активные элементы состава флюса придают металлу нужные параметры, дуга становится более стабильной. При этом не нужен газовый баллон, что удобно, однако сама проволока существенно дороже.







При работе с различными металлами используют разный газ — углекислый при сварке железа, смесь аргона и углекислоты, если работают со сталью, при сварке алюминия — аргон. Газовые баллоны следует применять промышленные либо фирменные.
Полуавтоматы отличаются высокой производительностью, дают прекрасный качественный шов на различных металлах. Недостатками можно отметить разбрызгивание металла и большой расход материалов на угар.

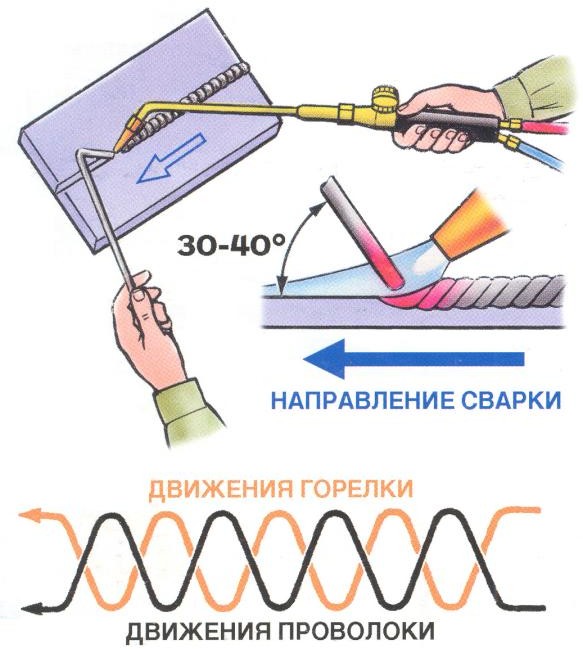
Основные способы ведения горелки и присадочного материала
Специалисты применяют два способа ведения инструмента: «от себя» и «на себя».
При ведении от себя впереди горелки располагается проволока. Такой метод применяется при сваривании конструкций больших по толщине. В этом случае расплавленный металл деталей и присадки одновременно заполняет сварочную ванну.
Этот способ требует от сварщика обеспечения равномерного перемешивания основного и присадочного металла. При недостаточном количестве расплава проволоки шов получается ослабленным.
При способе ацетиленовой сварки «на себя» первой идет горелка, и при расплавлении основного металла в ванночку добавляется металл с проволоки. Здесь надо правильно расположить горелку.
Она должна идти под острым углом по отношению к деталям. Этот способ наиболее прост. Надо разогреть металл, снять с проволоки каплю и растянуть ее по шву. По этому принципу формируется катет шва.
Для большего удобства и предохранения образования прожогов, горелку ведут либо полумесяцем или круговыми движениями.
Большую роль в качестве соединения играет правильная стыковка деталей, отсутствие больших зазоров при сварке тонких листов или труб. Следует помнить – перед ацетиленовой сваркой детали необходимо прихватить в нескольких местах. На трубах небольшого диаметра, прихватки делаются примерно через 1200.
На проведение сварочных работ оказывает влияние и характеристики свариваемого металла.
Работа с чугуном, медью и латунью
Перед сваркой чугуна необходимо разогреть место стыка и только затем проводить работу. В противном случае, в структуре основного металла образовывается белый чугун, и стык становится хрупким. Работа производится нормальным пламенем.
Сварку деталей из меди ведут без разрывов и предварительных прихваток. Между деталями зазор не выставляется. Медь очень текучий материал при нагреве и очень теплопроводный материал. Поэтому необходимо выставлять более мощное пламя горелки. Лучше вести ацетиленовую сварку под слоем флюса, для предотвращения окисления стыка.
Сварка латуни с помощью ацетилена и кислорода – это самый оптимальный вариант для данного материала. Температура расплава не должна превышать 9000, при этом не полностью испаряется цинк. Благодаря ацетиленовой сварке формируется надежный шов, удаляя из сварочной ванны 25% этого металла.
Необходимо поддерживать низкое содержание горючего газа в смеси, это позволит испарять цинк в необходимом объеме. Для лучшего результата необходимо использовать флюсы и качественную присадку. С помощью газосварки можно также варить бронзовые детали и другие металлы.
Подготовка к выполнению работ
Перед тем как приступить к выполнению работ, надо очистить пост газосварки ото всех посторонних предметов, а также надежно защитить легковоспламеняющиеся поверхности.
Защитные средства
Для защиты от негативного воздействия высокой температуры газосварщик должен обязательно использовать:
- специальные очки;
- рукавицы-краги;
- огнестойкую одежду и обувь.
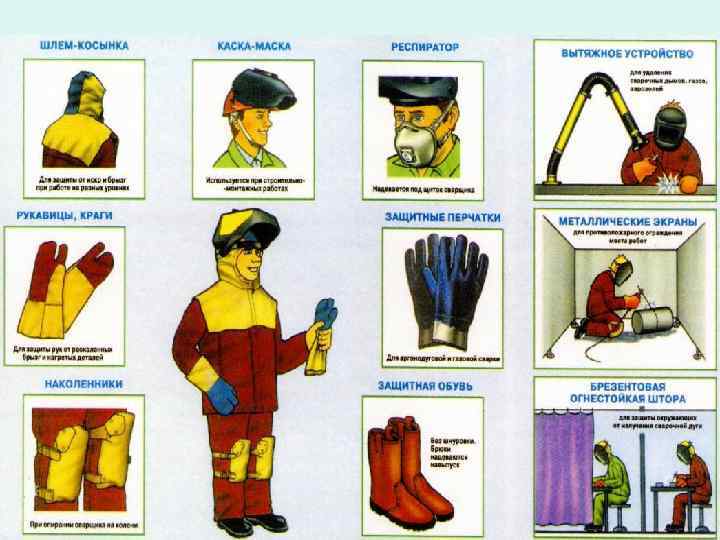
Защитные средства.
Инструменты и оборудование
Для выполнения работ понадобятся следующие инструменты:
- плоскогубцы;
- рожковые ключи;
- измерительные инструменты;
- щетка по металлу;
- присадочная проволока;
- зажигалка для горелки;
- огнетушитель.
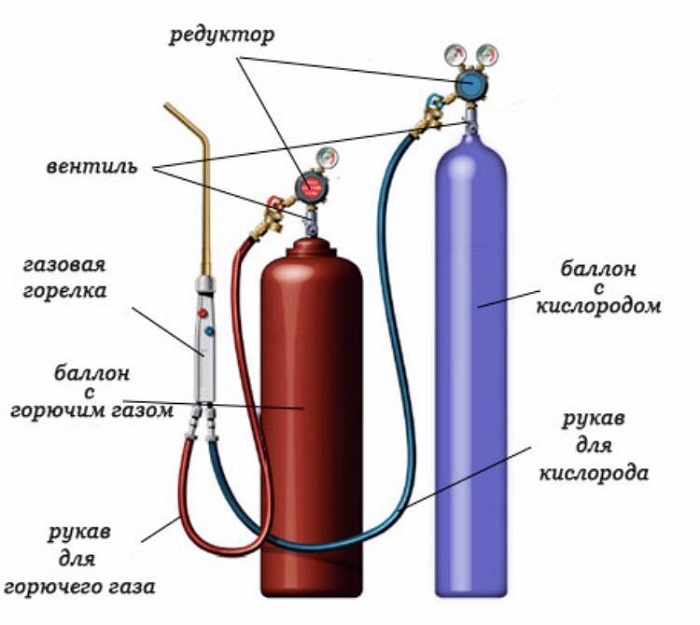
Кроме того, надо подготовить такое оборудование:
- рукав для подачи ацетилена и баллон с этим газом;
- ацетиленовый и кислородный редукторы;
- рукав для подачи кислорода и баллон с ним;
- газовую горелку с мундштуком.
Подготовка металла
На данном этапе с изделий в местах их соединения удаляют грязь, ржавчину, имеющиеся следы консервации. Для этого используют щетку по металлу.





Зачистка металла перед сваркой.
Важные особенности
Качество и надежность швов, полученных в результате применения кислородно-ацетиленовой сварки, во многом зависят от соблюдения технологии проведения работ.
Существует три основных фактора, влияющих на характеристики соединения:
- мощность пламени;
- диаметр присадочного материала;
- угол сварки.
Главные особенности ацетилено-кислородной сварки:
- мощность пламени выбирают в зависимости от характеристик материала, из которого сделаны свариваемые изделия;
- чем толще свариваемые изделия, тем больше должна быть мощность пламени (с тонкими деталями поступают наоборот), но с увеличением мощности возрастает и расход газа;
- толщина соединяемых изделий влияет на угол наклона горелки (чем они толще, тем больше угол), для большинства деталей он составляет 10-80°;
- для прогрева деталей, независимо от их толщины, горелку направляют под углом 90°;
- диаметр присадочной проволоки зависит от толщины соединяемых элементов (для его расчета толщину детали в миллиметрах делят пополам и прибавляют 1 мм);
- горелку двигают от себя или на себя.
Рекомендуем к прочтению Что такое холодная сварка и как ею пользоваться

Правильно выбирайте присадочную проволоку для ацетиленовой сварки.
Подготовка материала к сварке
Очищенные от грязи и ржавчины детали надо правильно подготовить к сварке. Это поможет облегчить и ускорить процесс их соединения, а также получить более качественный шов.
Подготовка изделий включает следующие этапы:
- Правку – исправление деформаций, которые могли возникнуть в процессе транспортировки и доставки изделий.
- Разметку. Ее выполняют при помощи ручных измерительных инструментов или с применением разметно-маркировочных машин.
- Гибку, если это необходимо.
- Разделку и очистку кромок. Соединяемые детали должны совпадать по плоскости. Подрезать их можно холодным способом (станками или ручными интервентами), термическим (с помощью горелок).
- Сборку конструкции. Все элементы раскладывают, чтобы они заняли свое пространственное положение и между ними образовался необходимый зазор. Для этого используют стенды, кондукторы, прижимные устройства и т.д.





