
Принцип работы
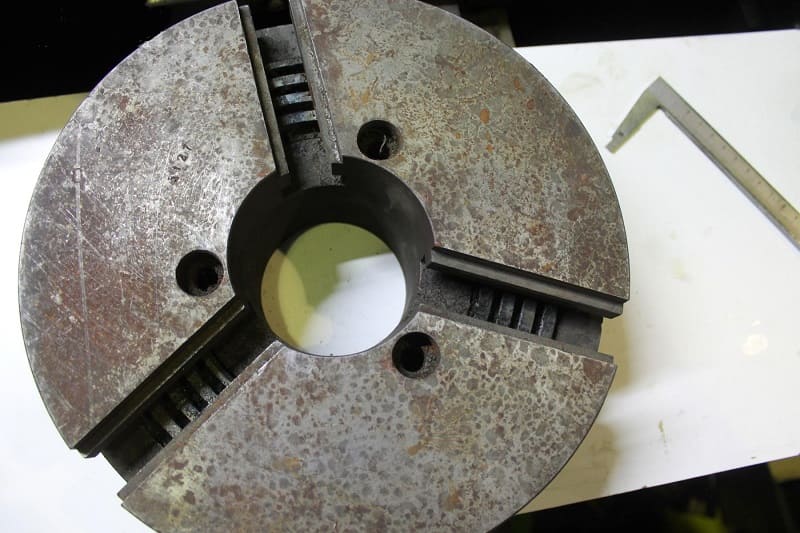
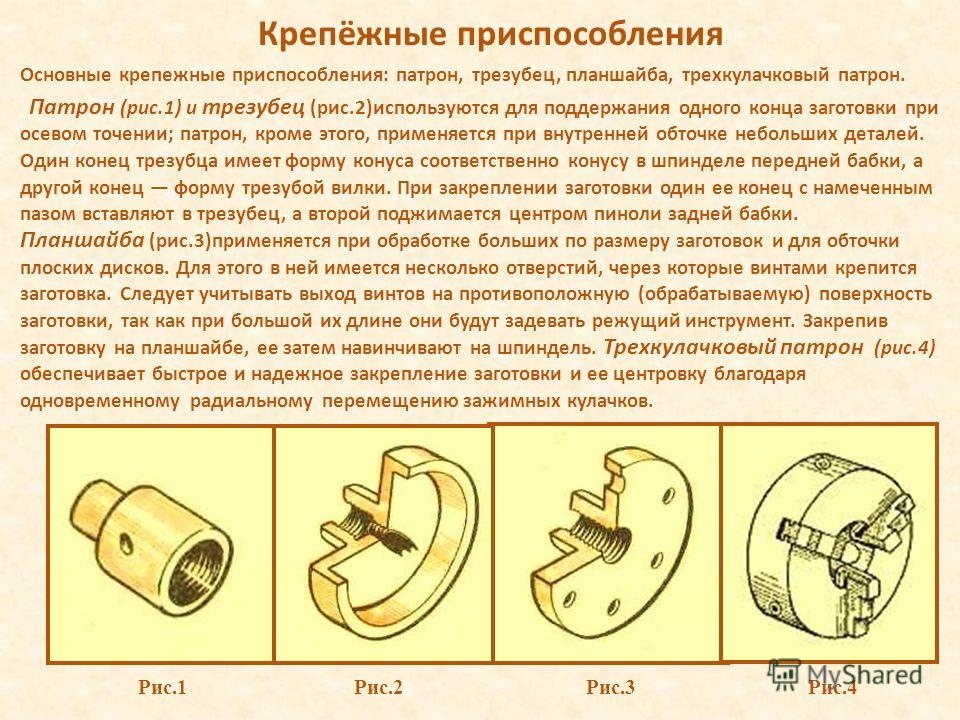
Патрон станка по дереву используется в условиях закрытого помещения, когда отсутствуют агрессивные вещества, вызывающие коррозию. Перед тем как начать работу необходимо стяжные болты затянуть до максимума гаечным ключом. После этого токарный патрон крепят на станке, все болты затягивают гайками и производят пуск токарного агрегата. Следует для начала установить малые обороты, чтобы проверить значения торцевого и радиального биений прибора на холостом ходу. Для того чтобы закрепить заготовку на станках, применяются двухкулачковые и трехкулачковые патроны, редко четырехкулачковые. Деталь токарного станка для фиксации и удержания деталей оснащен кулачками, их количество исчисляется 2-6 штуками.
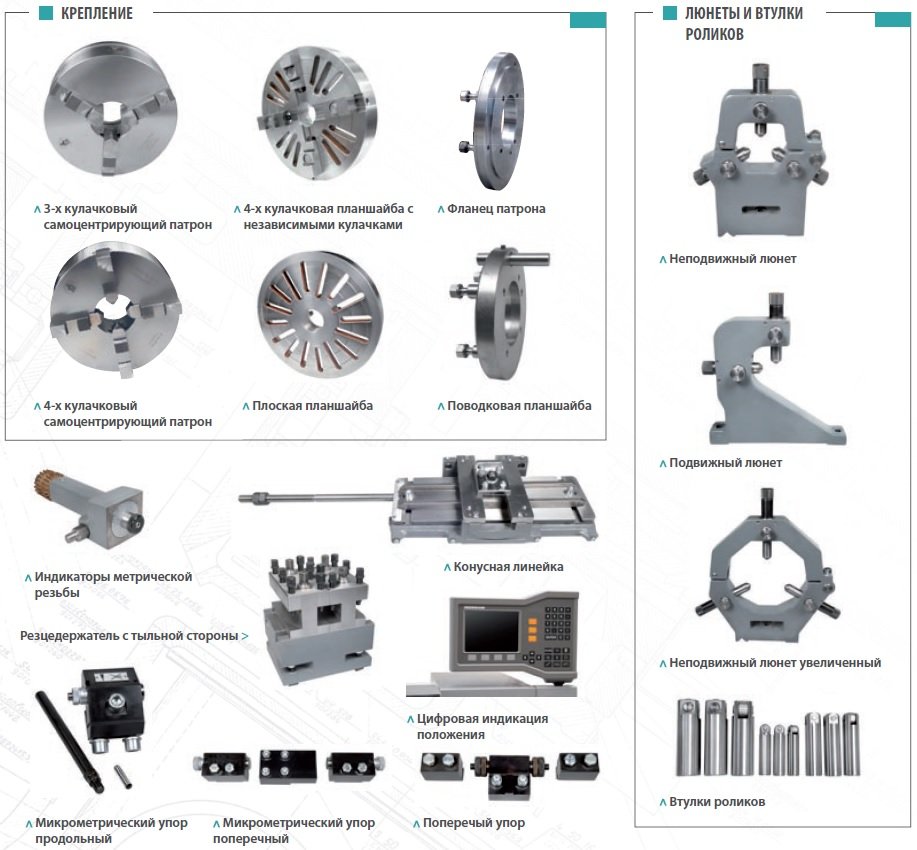
При этом изделия могут быть с независимым передвижением кулачков и с закреплением их на фланцевом конце шпинделя. В зависимости от метода фиксации токарного патрона к станку, классифицируют следующие типы крепления:
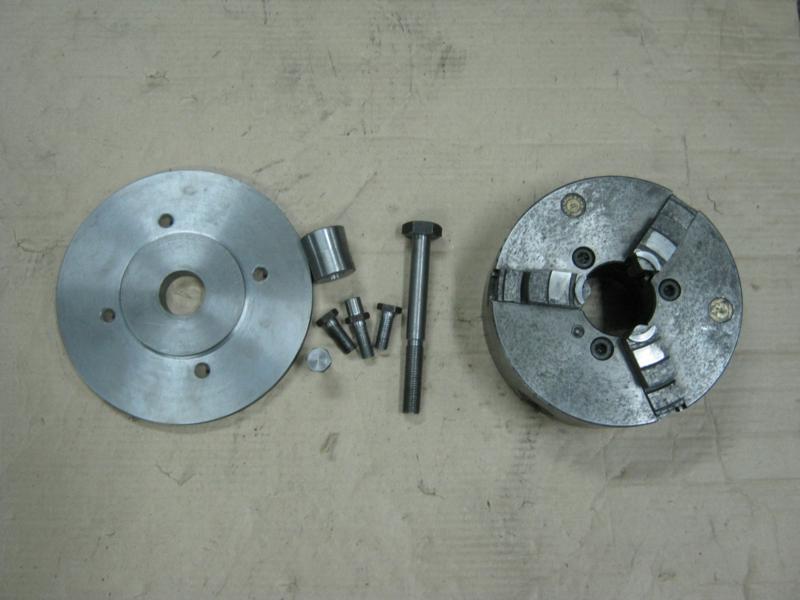
- с помощью переходного фланца,
- на фланцевый конец шпинделя,
- на сам шпиндель токарного аппарата.
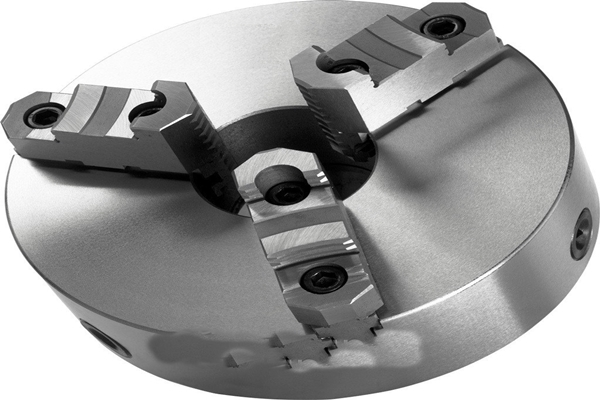
За счет одновременного перемещения зажимающих кулачков в радиальную сторону, достигается центрирование заготовки в патронах. Кулачки перемещаются благодаря диску, который на одной стороне снабжен пазами в виде архимедовой спирали, а на другой имеется коническое зубчатое колесо, которое взаимодействует с тремя другими. Посредством ключа начинает движение одно колесо, одновременно с этим поворачивается диск, равномерно перемещая все кулачки. Направление вращения диска обуславливает приближение кулачков к центру патрона, при этом заготовка зажимается, или удаление от него (освобождение детали).
В патронах, работающих на механической основе, сила зажима зависит от гидравлического или пневматического цилиндра, размещающегося на конце шпинделя сзади. Цилиндр соединяется при помощи тяги с механизмом патрона, осуществляющий передвижение кулачков, которые зажимают заготовку, через отверстие шпинделя в центральной его части.
В процессе обработки во вращающийся цилиндр сжатый воздух или жидкость попадает с помощью специального устройства, имя которому муфта. Обычно передвижение кулачков от привода, который механизирован, подходит к значению в 5-10 мм. От этого конструкция элемента токарного станка позволяет быстро переустановить изделие во время перехода в процессе обработки между партиями заготовок.
Во время чистовой обработки на станке, чтобы закрепить предельно точно заготовку, используются накладные незакаленные кулачки, которые затачиваются на аппарате под нужные размеры установочных баз заготовки. Для этого основные кулачки используются в качестве зажима короткой оправки для выбора зазоров во всех взаимодействиях, затем эксплуатирующиеся поверхности накладного кулачка растачивают на больший диаметр базовой поверхности детали.
Благодаря сопряжению вида ласточкин хвост конструкция незакаленных кулачков и их фиксация позволяет устанавливать накладные кулачки с точностью до 002 мм и обойти следующее их растачивание.
Чтобы осуществить быструю переналадку типоразмеров заготовки необходимы незакаленные кулачки. Этого можно достигнуть путем поворота в нужное положение круглой или шестигранной формы головок накладных кулачков, закрепленные на основных кулачках и расточены на определенный диаметр.
Если возникла необходимость в обработке на станке двух идентичных поверхностей, тогда используются незакаленные кулачки, при погрешности крепления заготовок в них может уменьшиться до 0,03 -0,05 мм. Заготовки с большей длиной типа валов устанавливаются в токарный патрон, имеющий поджим заднего центра.
Обзор популярных типов планшайб
На современном рынке представлены детали различных типов. Из наиболее часто применяющихся в производстве можно выделить группы:
- гладкие;
- шайбы, оснащенные поводком;
- с простыми резьбовыми отверстиями;
- с пазами, круговыми или радиальными отверстиями.
Независимо от типа ко всем изделиям из стали применяются требования ГОСТ 4082-69. Чугунные более предпочтительны, поскольку имеют сравнительно низкие цены и не очень чувствительны к скачкам температур.
Чаще всего на производстве крепление заготовки в токарный станок осуществляется либо в патрон, либо в планшайбу гладкого типа. Последняя используется при точении детали в форме ступенчатого или простого кольца. При этом выполняется центровка посредством размещенного на фланце опоясывающего конструктивного элемента.

Надежная фиксация в станке и неподвижность самой детали обеспечивается через зажим в центре или при помощи прихватов. Как правило, они выполнены очень просто и состоят из пары шайб, гайки и винта, позволяющих закрепить заготовку без особого труда.
В том случае, если устанавливаемую в токарный станок заготовку нужно зафиксировать стойками или уголками, но кроме гладкой планшайбы ничего нет, то после центровки эти элементы монтируются прямо на ней.
Чтобы шпиндель работал долго и безотказно, очень важно каждый раз проводить качественное центрирование шайбы. Планшайбы с поводком
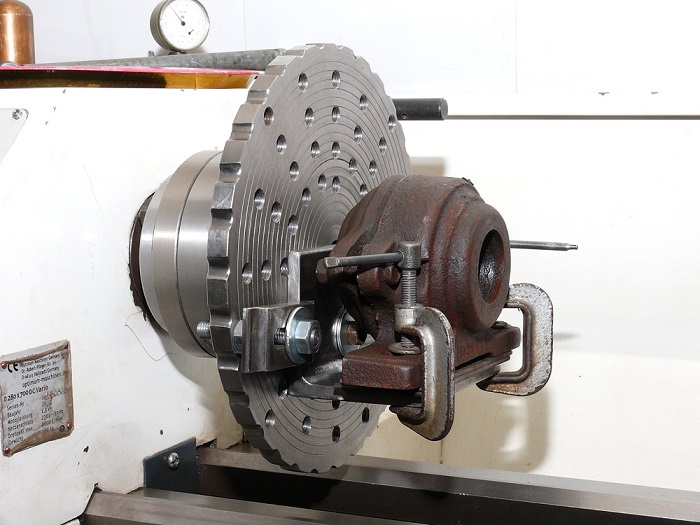
Планшайбы с поводком
Поводковые или, как их еще называют, зубчатые изделия имеют ряд важных конструктивных особенностей. В их корпусе имеются два параллельно расположенных профильных паза Т-образной формы. В одном из них находится поводок, а в другом фиксирующие зажимные элементы.
В самих зажимах, настраиваемых специально предусмотренными винтами, тоже имеются соответствующие углубления, в которых размещаются кулачки. С помощью последних непосредственно осуществляется фиксация детали перед обработкой на станке. Они двигаются в пазах свободно, благодаря чему их можно регулировать на поверхности самой заготовки.

С применением данного типа планшайб станок также настраивается очень легко. Сначала строго по центру осуществляется установка заготовки. Затем каждый из зажимных элементов, находящихся с разных сторон, плотно притягивается к ней. Для этого поочередно закручиваются все винты. Кулачки при этом располагаются на поверхности детали с целью лучше осуществить ее захват.
Помимо всего вышеперечисленного, надежность крепления заготовки дополнительно обеспечивают находящиеся на зажимах пазы Т-образной формы. Благодаря такой конструкции удается производить обработку на станке даже сложных изделий, состоящих из нескольких ступеней.
Планшайбы с резьбовыми отверстиями
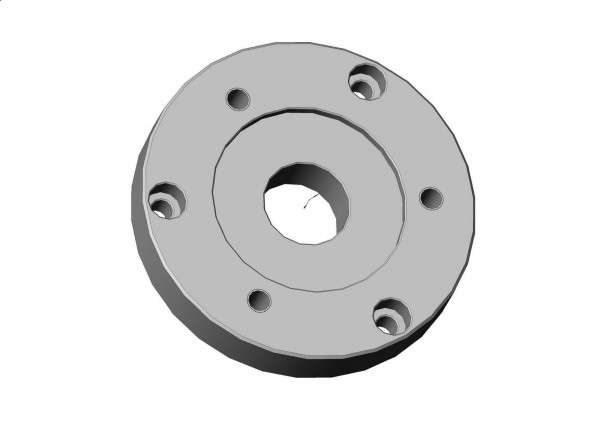
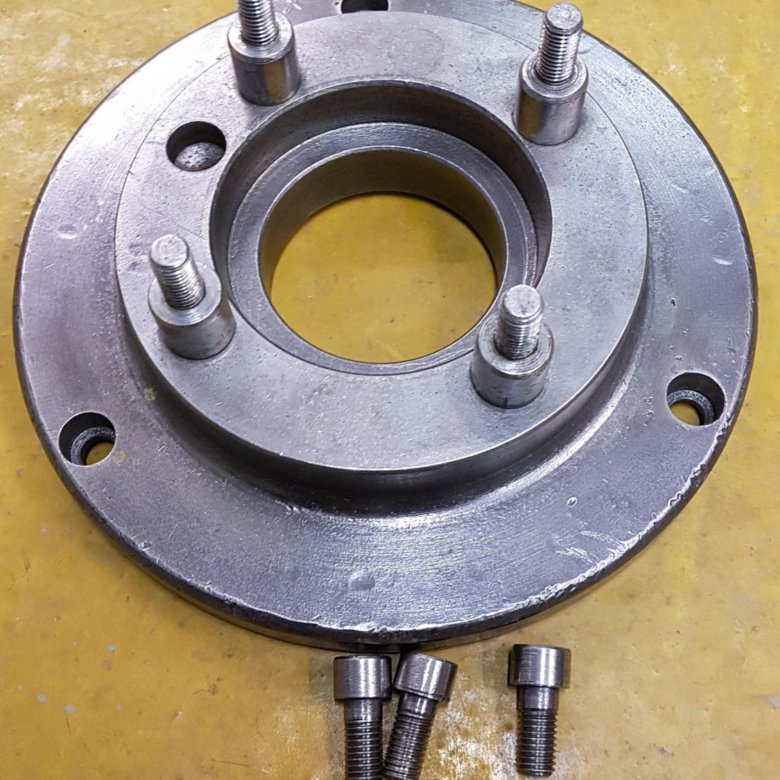
Данный тип шайб отличается от остальных наличием в центре специального отверстия под резьбовое соединение ее непосредственно на шпиндель станка. Крепление осуществляется без использования фланца.



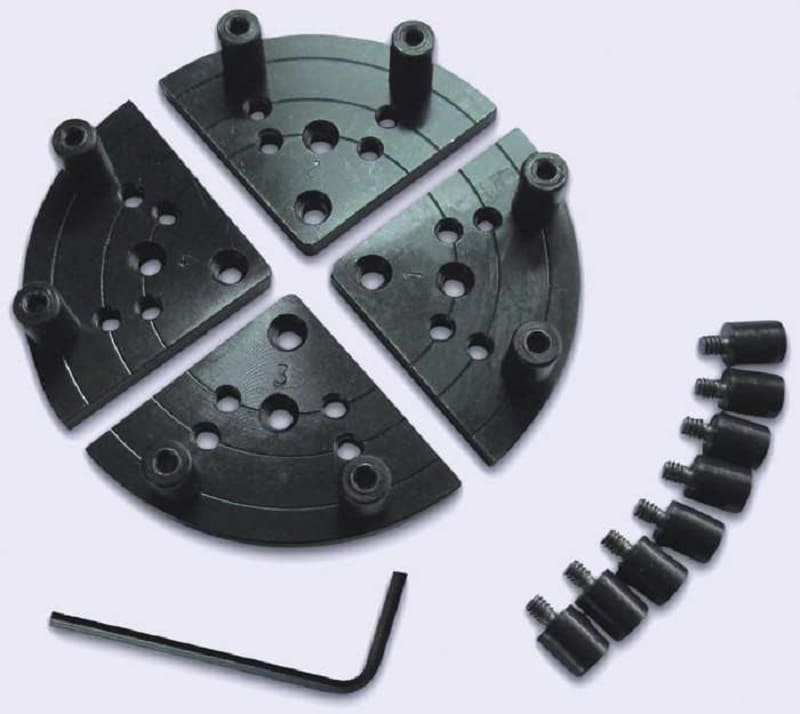
На таких деталях, как правило, есть три отверстия, в которые вкручиваются специальные кулачки или прихваты, служащие для фиксации форм небольших размеров.
В некоторых случаях шайбы насаживаются на самодельные втулки с резьбой, которые фиксируются на валу станка посредством сварки. Такого рода доработка применяется работниками предприятий для того, чтобы обеспечить более надежное крепление. В идеале же лучше сразу купить планшайбу с заранее конструктивно предусмотренной в них резьбой.
Планшайбы с круговыми или радиальными пазами
Планшайбы, оснащенные пазами, отличаются следующим:
- могут выполняться с резьбой или без нее;
- сквозные пазы с нарезанной в них резьбой объединяются в группы, разделенные друг от друга специальными канавками.
Число резьбовых углублений может варьироваться. При этом в отдельных группах некоторых планшайб имеется различное их количество. К примеру, в одной их может быть шесть, а в другой всего три. При этом пазы не всегда выполняются сквозными, а часть из них может находиться непосредственно в канавках.

Главным их функциональным назначением является фиксация нестандартных заготовок посредством винтов. С тыльной стороны станка при этом в ряде случаев закрепляются ребра жесткости. Их монтируют для повышения воздействия на заготовку ввиду того, что планшайбы изначально таковых не имеют, а их прочности способствует лишь увеличение веса.
Кроме того, к элементам из чугуна при их производстве предъявляются требования, чтобы их минимальная толщина составляла не меньше 0,5 см.
Приобрести патроны, планшайбы и комплектующие на станок можно как в специализированном магазине, так и оформив заказ через интернет. Ориентировочная цена на некоторые из них приведена в таблице.
Классификация токарных патронов
Классификаций присутствует несколько видов: по числу кулачков, типу зажима, механизму фиксации, виду исполнения, классу точности.
По количеству кулачков в патроне
Кулачки отвечают за качество закрепления деталей. Они выполняются из качественного металла.
Двухкулачковые
Варианты закрепляют несимметричные детали, которые не подвергаются обработке. Но используются и для стандартизированных заготовок.

Четырёхкулачковые
4 х кулачковый патрон состоит из четверых узлов, которые функционируют независимо. Применяют для обработки прямоугольных и квадратных вариантов.
По типу зажима детали
Кулачки патронов разделяют на прямые и обратные. Практически не влияет на результативность. Подбирается в зависимости от типа входа патрона.
Зажим происходит внешний. Кулачки располагаются сверху и хватаются за деталь.

Обратные
Происходит зажим изнутри, с внутренней стороны. Обрабатываемый предмет выбирается полый, так чтоб была возможность зацепиться.
По механизму фиксации заготовки
Механизм фиксации — важная характеристика, определяющая качество работы.
Клиновые
Происходит закрепление при помощи трех кулачков на прямой площадке. Применяются клиновые вариации для оборудования с цифровым управлением.
Цанговые
Стандартных зажимов не присутствует. Их роль выполняют втулки с клещами (до шести штук). Использоваться могут на стандартных механических станках.

Рычажные
Обработка детали происходит путем передвигания механизма рычагом. Довольно затратный процесс, длительный. Используется для работы с особыми, сложными по фактуре деталями.
Сверлильные
Крепится детали в результате давления ключа. По принципу действия напоминает работу сверла, только в обратную сторону.
Термопатроны
Неординарный вид, который практически не используется в станках, произведенных в России. Для крепления производится нагревание отверстия, для вынимания тоже.


Гидропатроны
Механизм такой же, что и предыдущий, но используется не температура, а гидросфера. Жидкостная среда дополнительно гасит вибрации.
Самозажимные
Подобные варианты практичны. Конструкция включает в себя зажимы, которые плотно фиксируются на заготовке самостоятельно.

Можно ли сделать деталь самостоятельно?
Конечно, делать полноценную планшайбу самостоятельно, будет крайне сложно, и даже в некоторых случаях, слишком затратно, но есть варианты, которые можно сделать самостоятельно без особых затрат. Они не подойдут для всех деталей, но могут закрепить базовые детали.
Заготовка планшайбы
Нанесите на брус нужные вам параметры. Циркулем нанесите диаметр чуть больше центрального отверстия. Это нужно для того, чтобы при склейке не «съесть» несколько лишних миллиметров и не сделать деталь меньше, чем нужно.
Горячим клеем обмажьте детали, которые собираетесь склеить, отступив от края сантиметр. Продержите детали как следует, чтобы они окончательно склеились.
Для изготовления понадобится:
- Инструменты: Токарный станок, резцы, слесарный набор, Бируши/наушники для стрельбы, щиток, инвертор и все дополнения к нему, электроды (2,5 мм), термоклей, станок.
- Детали: Гайки, шайбы, сухие берёзовые дрова. Разрежьте удлинённую гайку напополам на работающем станке.
Далее, возьмите кузовную шайбу. Убедитесь, что гайка в неё не провалится. По центру шайбы поставьте гайку рёбрами. Половину гайки приварите к шайбе, приварив, сначала одну сторону, а затем вторую.
Когда деталь остынет, оббейте стеклянную корку и поставьте на шпиндель. Просверлите на планшайбе несколько отверстий, они помогут в будущем закреплять габаритные предметы.
Далее, покрасьте деталь, пока на ней не появилась ржавчина. Например, вы можете покрыть деталь снизу охрой. На диск приклейте газету, а сверху шкурку для шлифования. На этом ваша деталь готова.
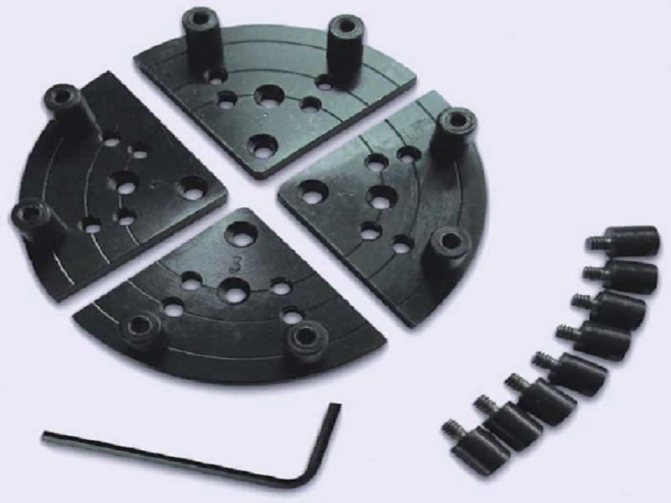
Обычно, планшайбы продаются в наборах и имеют сравнительно невысокую цену, но для тех, кому покупка целого набора может ударить по кошельку, есть отдельные комплекты, в которых находится 2–3 детали, включая саму планшайбу:
- Планшайба 160 мм (токарный станок) — 2 500 р.
- Планшайба на токарно-винторезный станок — 10 000 р.
- Патрон+планшайба — 14 000 р.
- Планшайба 126 мм (от производителя Record Power) — 3 400 р.
- Фланец патрона для монтажа — 2 300 р.
- Набор прихватов -1 700 р.
- Планшайба для четырёхкулачкового патрона -2 700 р.
Разобрав такое количество планшайб, можно сделать вывод о том, насколько полезно их применение при работе со станком. Конечно, планшайба, а уж тем более профессиональная планшайба, удовольствие не из дешёвых, но результат и качество оправдывают затраченных средств.
Конечно, если вы любитель экспериментов, сделать планшайбу самостоятельно — не составит труда!
Предпосылки использования планшайб
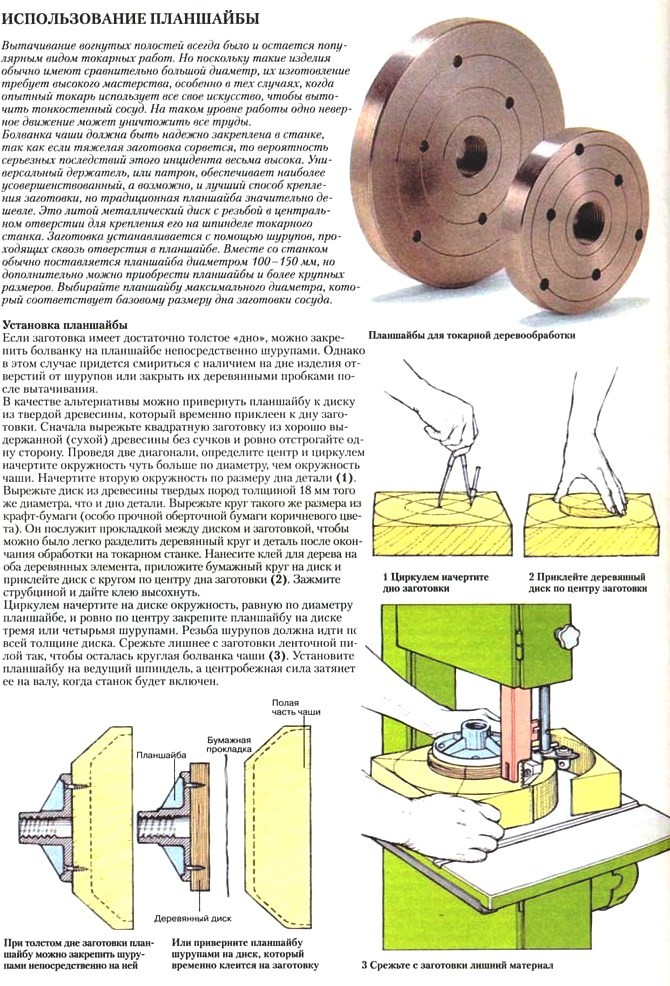
При выполнении точения деревянных изделий часто возникают ситуации, когда токарь обязан произвести ювелирную обработку граней, точность таких манипуляций на стандартном агрегате выполнить невозможно. Особенно если деталь имеет большие габариты и неровные углы. Фиксация заготовки на планшайбе осуществляется с помощью крючков.
Болванка, используемая для вытачивания чаши, должна быть закреплена тщательнейшим образом, в противном случае деталь сорвется с места фиксации и работа будет испорчена.
Универсальные держатели, специальные патроны могут обеспечить надежный способ крепления деревянных заготовок, особенно если выполнен станок своими руками. Но наиболее безопасной у всех токарей высшей квалификации считается самодельная планшайба, изготовленная мастером для личного пользования. Стоит изделие значительно дешевле покупных, а по надежности, долговечности, качеству намного их превосходит.
Габариты самого агрегата небольшие, он способен поместиться в небольшом цеху или гараже частного дома. Принудительной вентиляции предусматривать в помещении, где будет происходить эксплуатация оборудования, не требуется. Многие мастера устанавливают станок между двух окон, это позволяет усилить естественную вентиляцию.
Виды планшайб
Простота конструкции планшайбы и обширная область использования породили большое число способов закрепления обрабатываемых деталей. При этом приспособление не является полностью универсальными. Для разных ситуаций может потребоваться применение нескольких различных модификаций.
Планшайба с Т-образными пазами
На поверхности такой оснастки выполнены Т-образные пазы, аналогичные используемым на столах фрезерных станков. В эти пазы вставляются специальные упоры или крепежные гайки. Обрабатываемое изделие прижимается к плоскости с помощью винтов. Конструкция устройства позволяет закреплять практически любые изделия. Расположение пазов на поверхности диска обычно имеет ортогональный вид. В зависимости от назначения число и частота пазов могут меняться.

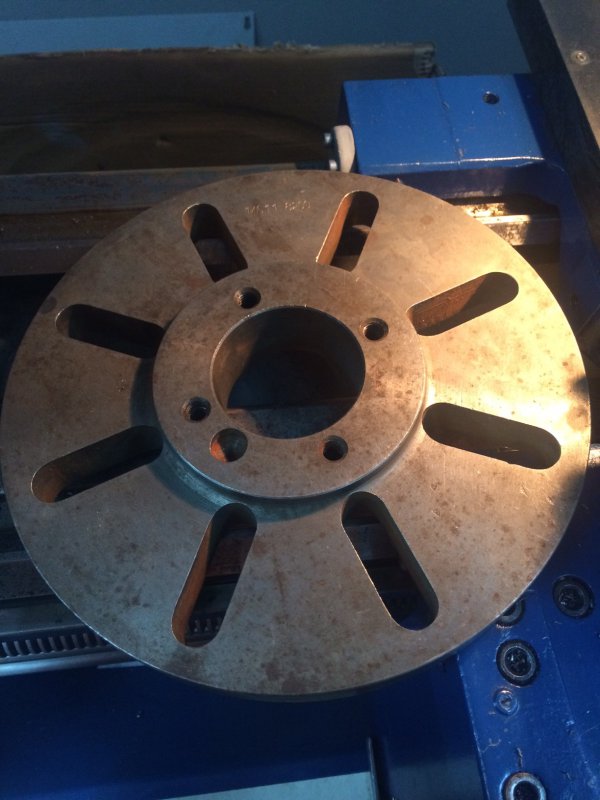
Планшайба со сквозными пазами
Данный вид отличается наличием пазов, профрезерованных сквозь деталь. Крепление заготовки производится установкой винтовых прихватов. В некоторых случаях деталь просто приворачивается винтами с обратной стороны. Пазы наиболее часто располагаются по радиусу. Встречаются модификации и со сквозными пазами кольцевого типа.
В большинстве случаев пазовые планшайбы применяются для токарных станков по металлу. На их поверхность легко устанавливаются другие токарные приспособления.
Планшайба с отверстиями
Рабочая поверхность диска этого приспособления имеет ряд отверстий, расположенных соответственно габаритам закрепляемой заготовки. В центральном отверстии нарезается резьба, необходимая для непосредственного крепления на вал шпинделя. Наличие резьбы в крепежных отверстиях позволяет обеспечить крепление стандартными винтами. В остальных ситуациях прижим выполняется аналогично предыдущему варианту. При использовании подобной планшайбы для токарного станка по дереву, будущая деталь закрепляется через отверстия обычными саморезами.





Поводковые планшайбы
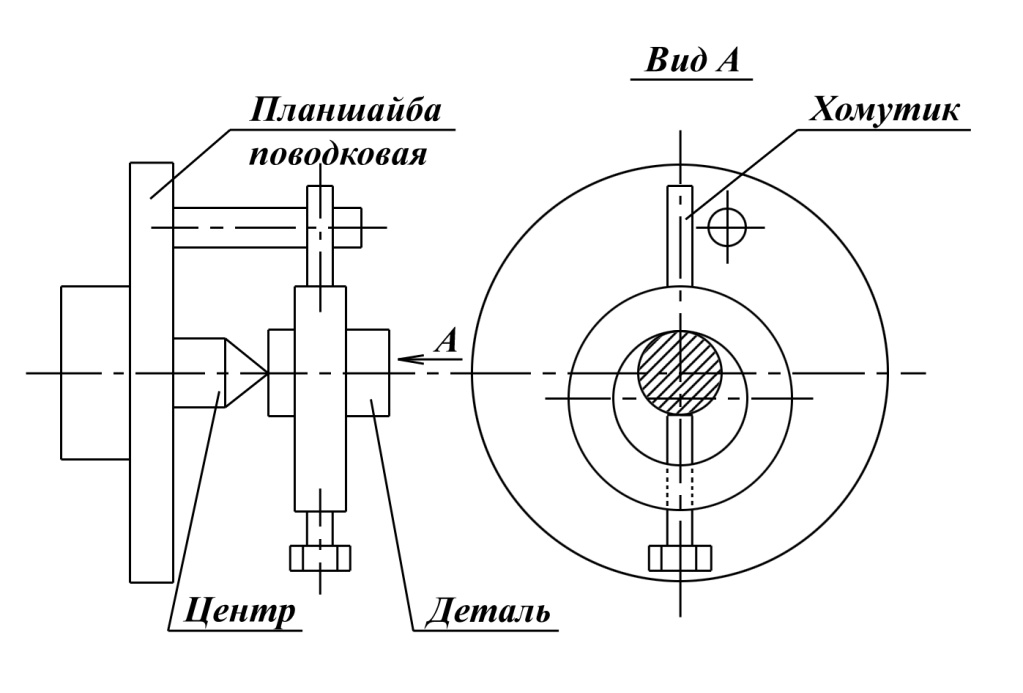
При установке обрабатываемой заготовки между двумя центрами необходимо обеспечить передачу вращающего момента от вала шпинделя на деталь. Для этой цели применяют поводковые инструменты. Конструктивно они представляют собой диск, на краю которого выполнена прорезь или ступица. На деталь надевается хомутик, взаимодействующий со ступицей, и тем самым обеспечивающий вращение изделия.

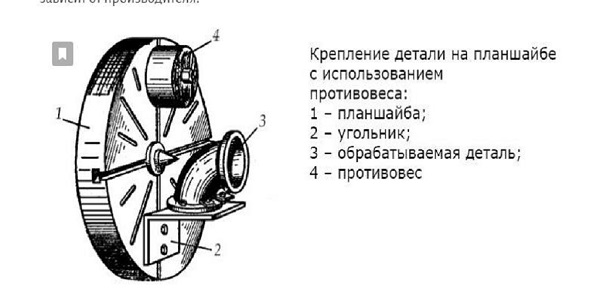
Планшайбы с угольниками
При обработке изделий с малой жесткостью нашли применение модификации с угольниками. Заготовка в таких приспособлениях устанавливается на отдельное плоское или призматическое основание. Само основание выполняется в виде уголка, вторая грань которого крепится к поверхности шайбы. С целью сохранения целостности заготовки, ее крепление обеспечивается в нескольких точках по большой площади.

Универсальные и специальные планшайбы
Универсальные варианты подходят для выполнения большого числа операций и представляют собой комбинацию из нескольких предыдущих модификаций. В их основе лежит базовая шайба, к которой крепятся сменные приспособления – угольники, кулачки, центра и другие элементы.
Несмотря на универсальность, типовое оборудование, не всегда в состоянии обеспечить надежное крепление уникальных деталей сложной формы. В этом случае выполняется проектирование и изготовление специальных станочных приспособлений. Чертеж планшайбы может отличаться очень высокой сложностью. Другой вариант специальных устройств, наоборот, участвует в массовом производстве. Для крепления однотипной детали нет смысла использовать универсальную станочную оснастку. Вполне достаточно приспособления, спроектированного под конкретную задачу. Для повышения общей производительности, такая планшайба может быть оснащена дополнительными крепежными и центрирующими устройствами.

Изготовление приспособлений
Обычно планшайба входит в состав стандартного набора принадлежностей станка. В случае ее отсутствия, а также для выполнения специфических работ, изготавливается нестандартная оснастка. Конструктивно она отличается низкой сложностью и доступна для выполнения разработчикам с невысоким уровнем подготовки. В простейшем случае, самодельная планшайба для токарного патрона изготавливается с использованием только сверлильного станка. В качестве заготовки подойдет плоская пластина, необходимой толщины. Применение фрезерного и токарного оборудования позволит существенно усложнить итоговую конструкцию и вплотную приблизиться к заводским моделям.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Изготовление продольной и поперечной подачи
Основная деталь продольной подачи изготовлена из профильной трубы 80х80 мм (с толщиной стенки — 4 мм).
От профильной трубы отрезается часть стенки с бортиками высотой 10 мм, к которой приваривается щечка с одной стороны. В щечке сверлим отверстие диаметром 8 мм — для прохода резьбы М8.
В детали, изготовленной из токарного резца, автор сверлит отверстие, соосное отверстию в щечке.

После этого просверленное отверстие нужно будет рассверлить до диаметра 14 мм и нарезать резьбу М16.
Резьбу М16 автор использовал для того, чтобы шаг подачи был побольше (1 оборот — 2 мм).

К подвижной площадке (с внутренней стороны) автор крепит квадратный пруток (регулируемый прижим).

Из куска профильной трубы 40х20 мм автор изготовил основу поперечной подачи. Прорезь в ней сделана под винт М6. Внутрь вставляется и приваривается удлиненная гайка М8.

Винтом поперечной подачи служит кусок шпильки М16. На конце сделана проточка диаметром М8 под ручку от старой швейной машинки.

Продольная подача прижимается к станине при помощи самодельного прижима, который располагается внутри станины.
Устанавливаем продольную подачу на основание, и крепим ее. Далее по тому же принципу изготавливается поперечная подача, но уже из куска профиля 50х50 мм (толщина стенки — 2,5 мм).

Сверху поперечной подачи крепится металлическая пластина толщиной 6 мм (служит для крепления резцедержателя).

Ходовой винт поперечной подачи сделан из шпильки М8. С одной из сторон сделана проточка и нарезана резьба М6 — для самодельного маховика.









Виды планшайб
На сегодняшний день существует несколько классификаций, делящих существующие планшайбы по разному признаку на группы. Итак, среди распространённых на рынке планшайб выделяют следующие типы:
- Гладкие;
- С обычными отверстиями под резьбу;
- C радиальными или классическими, круговыми, резьбовыми отверстиями (пазами);
- Планшайбы с поводком.
Поскольку каждый вид имеет свои особенности, имеет смысл чуть более подробно остановиться на каждом типе.
Подобный подход к материалу изготовления легко объясняется:
- Чугун мало подвержен термическим изменениям;
- Является данный материал легкообрабатываемым;
- Стоимость чугуна по сравнению с другими материалами подобного качества очень мала.
Гладкие планшайбы

Самая распространённый вид планшайбы – гладкая, в подавляющем большинстве случаев используется тогда, когда необходимо обработать деталь в виде обычного или же ступенчатого кольца. Так, планшайба, уже установленная в конструкцию токарного станка, в обязательном порядке центрируется с помощью опоясывающего элемента, расположенного на фланце.Обрабатываемая же заготовка крепится с помощью специальных прихватов или через центральный зажим, который обеспечивает надёжную установку детали и её неподвижность. Зажимы обычно используются максимально простой конструкции, дабы исключить какие-либо риски, потому они состоят из винта, двух шайб и гайки, которые, соединяясь, дают отличный уровень крепежа.
Если крепёж необходимо осуществить с помощью угольников или специальных стоек, а в наличии есть только гладкая планшайба, то порядок крепления несколько отличается: после центровки планшайбы осуществляется монтаж угольника непосредственно на неё.
Планшайбы с отверстиями под резьбу

Принципиальное отличие подобных планшайб от предыдущего типа – наличие в отверстии, что находится посередине планшайбы, и резьбы, которая предназначена для монтирования её на вал токарного станка. Соответственно, в данном случае планшайба выступает своеобразным заменителем фланца, поскольку крепёж на верхний конец шпинделя осуществляется напрямик без каких-либо посредников. При этом подобные планшайбы зачастую снабжены несколькими отверстиями (обычно тремя), куда прикручиваются прихваты (которые иногда называются «кулачками»), необходимые для дополнительного крепления заготовок меньших размеров.
Планшайбы с радиальными и круговыми пазами

Планшайба с радиальными пазами кардинально отличается от перечисленных выше:
- во-первых, резьбовые сквозные пазы соединены в группы, которые разделяются между собой особыми канавками,
- во-вторых, планшайба может быть как с резьбой, так и без.
Количество пазов с резьбой может изменяться, причём встречаются и такие планшайбы, в которых количество их резко разнится (например, три в одной группе и шесть – в другой). Пазы также могут располагаться в самих канавках, при этом вовсе не обязательно, чтобы все они были сквозные, некоторые могут доходить только до половины детали.
Основное предназначение радиальных пазов – осуществление фиксации заготовки нестандартной формы при помощи винтов на время обработки. С тыльной стороны могут дополнительно накручиваться рёбра жёсткости.
Рёбра жёсткости устанавливаются для увеличения потенциального воздействия на деталь: поскольку классические, заводские, планшайбы их лишены, представляя собой цельный кусок металла или сплава, их прочность и «стойкость» достигается путём увеличения веса.
Поводковые планшайбы
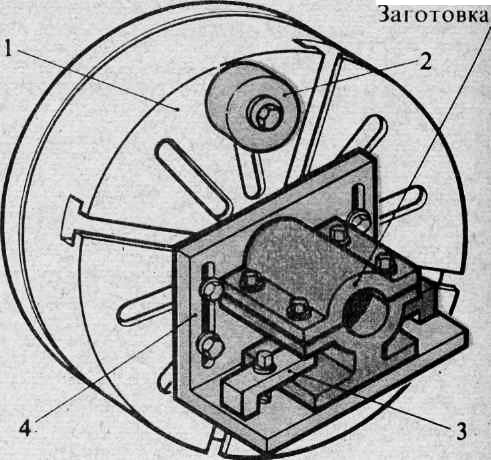
Поводковые планшайбы (которые иногда называются зубчатыми) отличаются от описанных выше конструкцией: так, в корпусе детали располагается прямолинейный Т-образный профильный разрез, где располагается поводок (в нём, кстати, имеется ещё один Т-образный паз, который параллелен первому и где располагаются зажимы). В зажимных элементах, что могут быть отрегулированы соответствующими винтами, также имеются Т-образные пазы, где уже располагаются кулачки, обеспечивающие непосредственно крепёж (они способны перемещаться свободно по пазу, потому устанавливаются уже по поверхности обрабатываемой детали).
Принцип работы достаточно прост: обрабатываемая деталь устанавливается в центр, после чего зажимные элементы с нескольких сторон накрепко придвигаются к ней посредством закручивания соответствующих винтов, а кулачки дополнительно ставятся на её поверхность, их задача – дополнительно охватить заготовку.
Виды и особенности использования
Правильный выбор патрона влияет на скорость переналадки станка по дереву, возможность его использования в серийном производстве или для изготовления единичных образцов изделий. Токарные работы по обработке древесины проводят с использованием следующих видов патронов:
Цанговые
Главной рабочей деталью выступает втулка с несколькими осевыми прорезями, количество которых варьируется от 3 до 6. Прорези разделяют деталь на несколько лепестков, которые, по сути, являются кулачками, сжимающими вставляемую деталь. Цанги бывают:
- подающие;
- зажимные.
Подающая содержит втулку с тремя лепестками с поджатыми друг к другу концами. Ее изготавливают с закаленной стали. Фиксируется заготовка с помощью зажимной цанги, оборудованной лепестками пружинного типа во втулке.

Сфера применения цанговых креплений:
- точение сверл для работы с древесиной;
- обработка металлических прутьев;
- фиксация деревянных заготовок небольшого размера.
К недостаткам применения относится обработка только небольших по размерам заготовок. В некоторых случаях, для шлифования или гранения используют специальные вкладыши для выравнивания. По техническим параметрам цанговые патроны превосходят другие зажимные устройства. Деталь, закрепленная в цанге, имеет незначительные показания радиального биения. Это делает ее обработку более безопасной.
Рычажные
Такой патрон принято считать наиболее распространенным. В основе его действия лежит принцип смещения нескольких кулачков с зажимами, которые приводятся в движение с помощью двуплечего рычага. Основное свойство рычажных устройств – наличие фиксирующих кулачков и их взаимное смещение на диске. В процессе использования рычажного патрона сложности вызывает настройка положения болванки или заготовки из дерева. Для ее улучшения токарный станок оборудуют гидравлическим приводом.
Переналадка осуществляется двумя способами:
- одновременное смещение всех кулачков;
- отдельная регулировка каждого кулачка. Это более длительный процесс и не в каждом виде рычажного патрона предусмотрена такая возможность.
Клиновые
Является немного усовершенствованным рычажным устройством. В нем каждый кулачок приводится в движение отдельно, посредством пневматического или механического механизма. Клиновый тип используется для финишной обработки деревянных заготовок токарным инструментом, при этом огромное значение имеют точные движения. Позволяет перемещать центральную часть обрабатываемой детали касательно его вращающейся оси. Этот принцип позволяет вытачивать очень сложные детали.









Клиновых изделий имеют следующие особенности:
- настройка кулачков занимает много времени;
- отсутствие погрешности в процессе обработки деталей;
- надежное закрепление деревянных деталей, посредством оптимального распределения давления в кулачках.
Процесс точной обработки деталей предусматривает наличие высоких оборотов, что повышает требования к материалу, применяемого в изготовлении клинового типа патронов.
Мембранные
Применяются для окончательной обработки изделий из дерева, проводимой с использованием низких скоростей. Обладают самой большой точностью обработки деталей из дерева. Сами мембраны, изготовленные из упругого материала, прикрепляются к фланцу. Затем устанавливают заготовку и отключают гидропривод. Изделие закрепляется за счет расширения мембраны. Такой механизм действия является возможным благодаря численности кулачков и низкой степени их зажима. Одна мембрана может насчитывать 3-8 кулачков, имеющие сменные губки. Кулачки могут закрепляться на мембране и с помощью резьбовых соединений.
Правила установки и использования
На токарно-винторезных станках планшайбы устанавливают на шпинделе передней бабки. А в токарно-карусельных станках планшайбы находятся в составе поворотных столов значительного размера.
На универсальных токарных станках
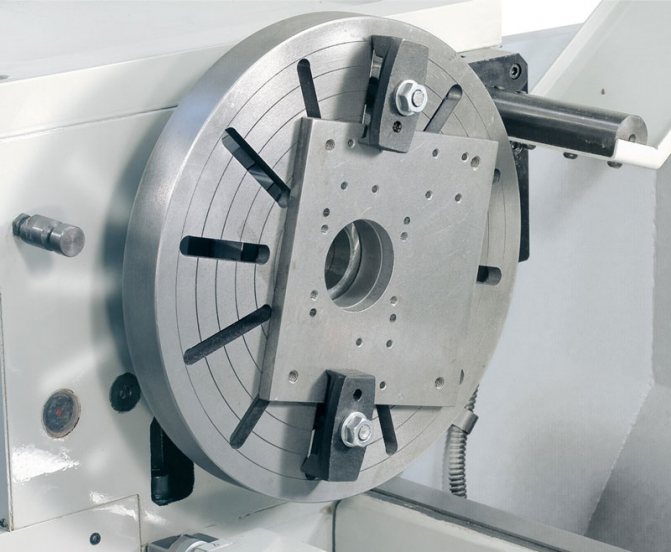
Кулачковые патроны считаются универсальными, так как имеют большое количество разновидностей и кулачков, но несмотря на это, далеко не все детали можно просто зафиксировать в патроне. Такими деталями могут быть рычаги, шатуны и т.д., не имеющие симметричности. Именно для таких деталей и используют планшайбы.
Детали фиксируются, как правило, при помощи болтов или кулачков. Неровные детали крепятся зажимом в центре. Если деталь нужно прикрепить относительно оси, для этого могут понадобиться низкие подкладки, для поднятия планки. Подкладки должны быть равны стенкам детали. Чтобы деталь не выпала, планки должны находиться на уровне планшайбы.
Обычно в комплекте с планшайбой находится противовес. Если его не устанавливать, станок будет вибрировать, из-за чего деталь прослужит меньше. Если балансировка не меняет положения после остановки, то все расчёты были произведены правильно.
На токарно-карусельные станки
В отличие от планшайб универсального станка, на них они являются дополнительным крепежом, в то время, как у токарно-карусельных, они являются основным фиксатором. На токарно-карусельных станках, планшайбы представляют собой вращающийся стол.
Она выглядит, как большой диск и имеет центральное крепление и втулка для присоединения деталей. Втулки таких планшайб быстро выходят из строя, но их можно запросто заменить без вреда для самой планшайбы. От центра отходят несколько пазов т-образной формы, в которых находятся детали для закрепления.
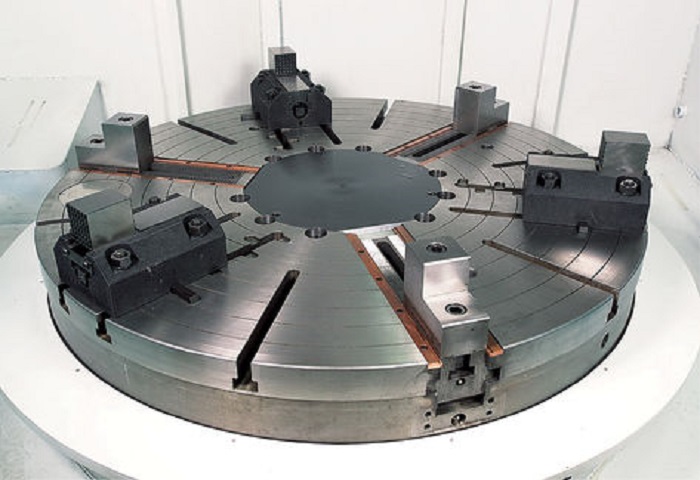
Помимо диска, планшайба имеет очень сложную конструкцию снизу. В центре конструкции находится отверстие для шпинделя. Для закрепления деталей используются болты. Также конструкция имеет: рёбра жёсткости, направляющие, и иногда её модифицируют добавлением ещё нескольких направляющих.
Самоцентрируемые
Одним из видов крепления для токарно-карусельного станка является самоцентрируемая планшайба. Обычно, она используется для более качественного крепления.
Этот вид планшайбы имеет круглую форму с отверстием в середине. Отверстие имеет тот же диаметр, что и основная втулка. Она имеет несколько отверстий т-образной формы, которые помогают закреплять деталь на определённом расстоянии от отверстия.





