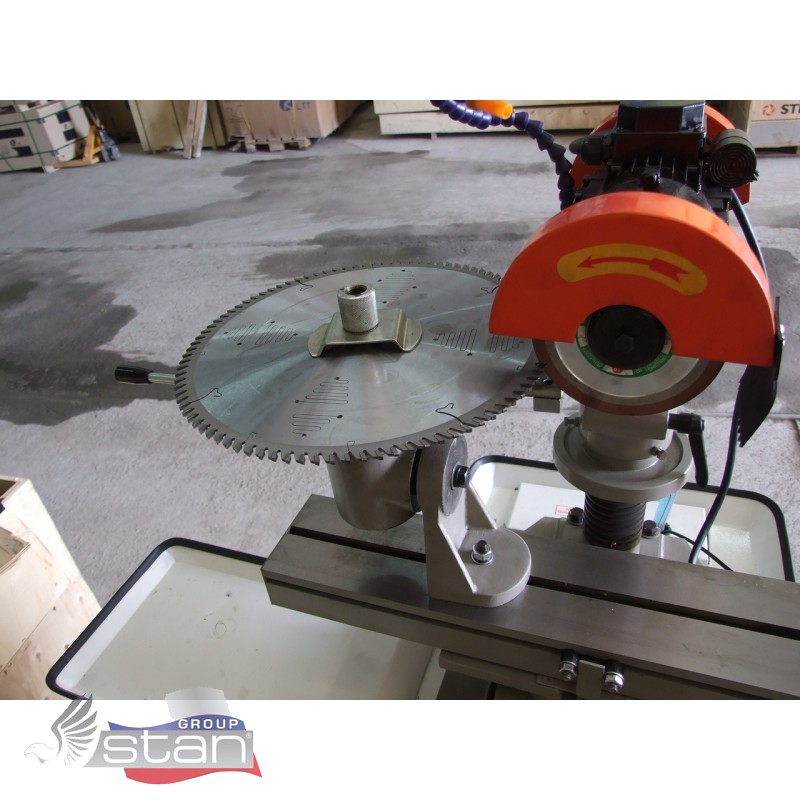
Процесс заточки фрез на станке
Заточка режущего инструмента требует особой точности, чтобы геометрические размеры и свойства были восстановлены. Профессионально выполненная операция способствует увеличению стойкости металла и снижению износа зубьев.
В комплекте станочного оборудования предусмотрено два зажимных патрона, один – для трехперового инструмента, а второй – для четырех и двух. Ошибка установки исключена.
Заточка по ленточке
Выбрать одно из гнезд стакана и цангу, соответствующую размеру.
Процесс выполнения:
- Завести в патрон цангу и зажать гайкой, но сильно затягивать последнюю не нужно.
- Выставить размер длины ленточки для обработки. Расстояние регулируют выкручиваемые винты. Перемещая низ гнезда, следует установить нужную длину, после которую зафиксировать на винтовые соединения.
- Установить инструмент в патрон через верх, задав угол и диаметр. Патрон закрепить в стакане с установкой линии инструмента по отношению элементу заточки. Закрепление производится за штифт канавками.
- Оборудование включить и обеспечить подачу обрабатываемого элемента к кругу заточки. Посредством регуляторов можно снижать и увеличивать съем поверхности металла.
Заточка фрезы по торцу
Нужно воспользоваться другим гнездом на станочном приспособлении.
Процесс выполнения работ:
- Выставить настройки на гнезде, они зависят от жесткости материала. Если металл твердый, то гнездо больше.
- Включить станок, вставить патрон и произвести обработку элемента, до тех пор, пока не прекратится шум.
- В другом гнезде обеспечить заточку инструмента с торца.
- Обработать заднюю стенку инструмента вставлением патрона в гнездо станочного оборудования.

Как же правильно заточить фрезу по металлу?
Как правило заточка фрезы по металлу производится на специальном оборудовании. Неправильная заточка приводит к обламыванию зубьев и выходу фрезы из строя. Правильная заточка фрез позволяет намного дольше использовать инструмент в работе и сократить износ. Также для этого необходимо внимательно следить за режущей поверхностью зубьев фрезы.
Для заточки фрез по металлу используются специальные станки и специальная оснастка. Поэтому это дело лучше доверить профессионалам.
Особенность заточки фрез состоит в относительно большой протяженности и криволинейности режущих кромок их зубьев. При заточке требуется обеспечить движение поверхности круга точно по кромке.
Какие бывают фрезы
- Цилиндрические фрезы применяются для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.
- Торцевые фрезы – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые фрезы – для проходки уступов, выемок, контуров (криволинейных). Используются на установках при вертикально-фрезерной обработке.
- Дисковые фрезы – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные фрезы – для проходки канавок на станках с вертикальным шпинделем.
- Угловые фрезы – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные фрезы – при обработке фасонных поверхностей.
В металлообрабатывающей отрасли применение фрез в качестве режущего инструмента имеет большое распространение. Практически все детали различных двигателей, как электрических, так и внутреннего сгорания, изготавливаются с применением фрезерования. Множество деталей для бытовой техники, станков и приспособлений также обрабатываются с применением фрез.
Фреза представляет собой разновидность круглого вращающегося резца. В сечении у него всегда находится окружность, а сама форма может быть любой, в том числе и очень сложной. По окружности располагаются борозды (бывают разной глубины) или зубчики. Ими в процессе вращения резца обрабатывается материал. – процесс сложный и кропотливый
Важно, чтобы не только специалист обладал определённым уровнем мастерства, но и заточной инструмент соответствовал самым высоким требованиям. Иначе на резце после обработки останутся сколы, трещины или незаточенные участки, что напрямую повлияет на дальнейшее выполнение фрезеровальных работ
Правила безопасности
Не продолжайте работать на затупленных фрезах. Есть риск повредить обтачиваемые заготовки, необратимо проточить зубья фрезы до их полного истирания, а также «загнать» станок на износ.
Не приступайте к обточке затупленных резаков, не выставив угол обточки зубцов – и не установив точильный круг с требуемой зернистостью. Если такого круга нет – лучше подождать, пока не приобретёте нужный.

Если доступа к затачивающему станку нет, а дальнейшая работа не терпит простоя – воспользуйтесь подручными средствами
Обтачивая фрезу вручную, действуйте крайне осторожно, чтобы не «переточить» ни один из зубьев
Если зубья стёрлись настолько, что обточка с использованием любых приспособлений не даст существенной эффективности дальнейшей работы, то поменяйте изношенный резак на новый.
Не пытайтесь обточить алмазную фрезу на оборудовании с обычными точильными кругами. Толку здесь не будет никакого, зато сам круг сточится. Дело в том, что алмаз существенно твёрже точильного диска.
Победитовые фрезы обтачиваются только на дисках с алмазным напылением. Обточить победитовые зубцы на дисках из карбида или электрокорунда весьма затруднительно – заточка резака займёт значительно больше времени, чем это обычно требуется, а сам круг будет заметно проточен.


Избегайте применения фрез-подделок. Обтачивать их предстояло бы после каждого сеанса работы с одной или несколькими деталями – и это в лучшем случае. Резаки из чёрной стали, не содержащей легирующих присадок, не закалённой дополнительно, пригодны разве что для обработки дерева и пластика. Отрезные изделия по дереву, рассчитанные для ручного фрезера, подделывают чаще, чем резаки по металлу.


Алмазные резаки всех видов и разновидностей, включая торцевые, проходят контроль со стороны эксперта. При необходимости тот поспособствует повторному нанесению ранее утраченной алмазной крошки. Если изделие децентровано настолько, что даже после восстановления оно будет «бить» фрезер во все стороны, то сам резак должен быть заменен, невзирая на его сравнительно высокую цену.






Детальнее о том, как заточить фрезу, смотрите в следующем видео.
Геометрия зубьев фрезы
Производительность зависит от правильной заточки зубьев. Конфигурации рабочих поверхностей применяются для решения даже самых сложных задач.
Исполнение спиральной фрезы осуществляется с большим и малым наклоном зубьев под заданным углом. Предназначение этого вида инструмента: для проведения черновых и чистовых операций, в том числе переменных шагов.
Угол наклона – это угол, образованный между плоским концом и кромкой стружечной канавки стандартной фрезы.
Значение углов:
- малый не более 35;
- большой 35 и выше.
Отличным вариантом для начальной и финишной обработки являются углом наклона зубьев – 38. Прямоугольные инструменты имеют максимальное значение.
Инструмент с переменным шагом пользуется спросом, вдоль длины производится замер шага спирали.

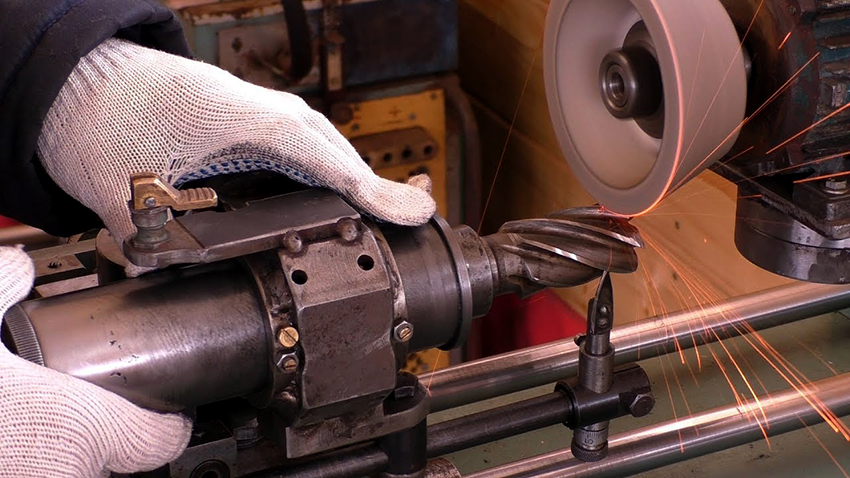
Заточка сверла по металлу
Со временем сверла тупятся и многие их просто выкидывают, покупая новые. Однако почти всегда сверлу можно дать «второй шанс» и продлить срок его службы. Для этого достаточно обработать затупившуюся поверхность на точильном круге.
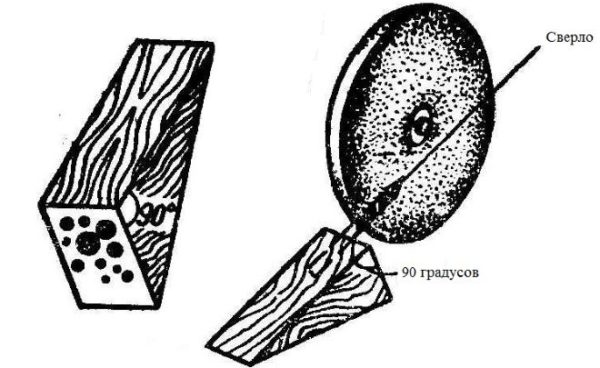
Перед началом проведения работ запаситесь емкостью с водой, в которую время от времени во избежание перегрева будет окунаться сверло. Заточка производится последовательно и начинается с обработки задней поверхности, аккуратно, но плотно прижимаемой к поверхности точильного круга до образования правильного конуса.
После этого затачивается его режущая часть и проводится окончательная доводка задней поверхности. Во время заточки необходимо постоянно следить за перемычкой на кончике сверла. Для сверл диаметром от 8 мм и меньше она не должна превышать размер 0,4 мм. Для крупных образцов размер перемычки варьируется от 1-1,5 мм. Имейте в виду, что сверление производит не наконечник, а боковые лепестки сверла!
Чертежи простейших приспособлений
Простейшими устройствами для заточки могут быть втулки, внутренний диаметр которых соответствует поперечным размерам сверл. Втулка жестко фиксируется в надежное основание с учетом определенного угла
При подборе втулки для таких приспособлений, следует обращать внимание на соответствие ее внутреннего диаметра с поперечным размером затачиваемых инструментов. Запрещается, чтобы обрабатываемые инструменты болтались во втулке, поскольку, даже при отклонении в 1-2 градуса по оси от требуемых значений, могут существенно снизиться показатели качества и точности заточки

В некоторых случаях задачу можно упростить, установив на данную конструкцию деревянный брусок, в котором должны быть просверлены отверстия, с диаметром соответствующим используемому инструменту. Одним из важнейших элементов такого изделия считается наличие подручника, который необходим для:
- обеспечения правильной фиксации сверлильного инструмента и возможности точного перемещения в отношении поверхности абразивного камня;
- создания упорной точки для затачиваемого сверла.
Такие изделия из дубовых брусков, в которых предусмотрены разнокалиберные отверстия, являются наиболее надежными. Благодаря им выполняется качественная и точная заточка инструментов. Основной задачей, которая должна быть решена самодельным станком или подобным приспособлением, является правильная ориентация режущей части обрабатываемых инструментов для получения точности требуемого угла заточки.
Стоимость заточки
| Услуги по фрезам | Стоимость | |
| Заточка корончатых фрез | 150,00р. | шт. |
| Заточка фрез на сращивание (160х4) (за грань) ((Блины)) | 35,00р. | шт. |
| Заточка концевой фрезы | 100,00р. | шт. |
| Заточка концевой фрезы (4-х ножевая) | 150,00р. | шт. |
| Заточка пазовых и профильных фрез 2 зуба | 250,00р. | шт. |
| Заточка пазовых и профильных фрез 3-4 зуб. | 300,00р. | шт. |
| Заточка пазовых и профильных фрез 6-9 зуб. | 350,00р. | шт |
| Заточка пазовых и профильных фрез 6-9 зуб. | 350,00р. | шт. |
| Заточка фрез на мини-шип до 50 мм | 80,00р. | зуб |
| Заточка фрез на мини-шип от 50 мм | 110,00р. | зуб |
| Заточка ножа шипорезного до 120мм | 150,00р. | шт. |
| Заточка сверла для глухих отверстий | 110,00р. | шт. |
| Заточка сверла для сквозных отверстий | 100,00р. | шт. |
| Заточка чашечного сверла | 150,00р. | шт. |
| Настройка фрезы | 150,00р. | шт. |
| Заточка спиральной фрезы 1см (Z1 x кол-во) | 125,00р. | шт. |
| Заточка спиральной фрезы торец | 100,00р. | шт. |
Нюансы выбора
В момент выбора модификации заточного агрегата требуется точно определиться со списком инструментария, который будет обслуживаться. Чем обширнее список практикуемого инструментария, тем скрупулезнее нужно изучить все функциональные возможности станка. Ценовая составляющая в этом деле не всегда может быть первостепенной, поскольку позволить себе экономить на качестве могут только люди, выполняющие заточку базисного ручного инструмента в домашней обстановке. При применении заточного оснащения в промышленных масштабах следует интересоваться:
- классом энергоэффективности;
- методом фиксации инструментария и наличием вспомогательного оснащения;
- временным интервалом ротации абразивных материалов.
Контроль качества
Восстановив остроту режущих зубцов, фрезу тщательно осматривают. На глаз можно определить лишь зазубрины, сколы – например, при неправильном значении зернистости точильного абразива. Рассмотрите отточенную фрезу под лупой. Острия (зубцы) должны быть гладкими. Завод-изготовитель перед продажей шлифует фрезы, делая их почти идеальными, но практическое значение имеет не матовый блеск острия, а его применимость, соответствие заводскому допуску его технических характеристик.


Угол заточки спереди и сзади не должен отклоняться более чем на градус. Измерить правильный угол возможно лишь с помощью угломера 2-УРИ либо при помощи маятникового измерителя.
Последние, но не менее существенные параметры – смежное и противоположное биение. Первое – величина между соседними зубьями, второе – между противоположными зубцами. Торцевые фрезы обладают допусками в 40-60 мкм. Большее значение сразу же приведёт к появлению дестабилизирующей всю механику фрезера вибрации. Она скажется и на качестве обтачивания заготовок.

Самодельный заточной станок для фрез по металлу — Moy-Instrument.Ru — Обзор инструмента и техники

› Инструменты
статьи Загрузка… Лучшие товары с AliExpress ТУТ
Подробности 13.01.2017 11:03 Алешкин 6804
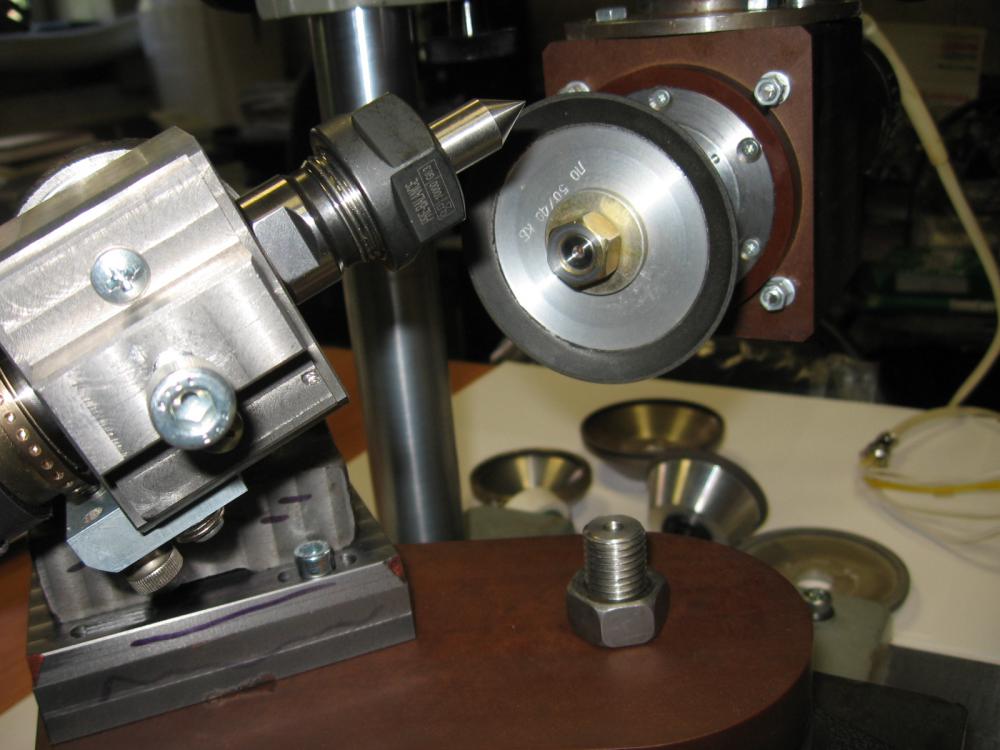
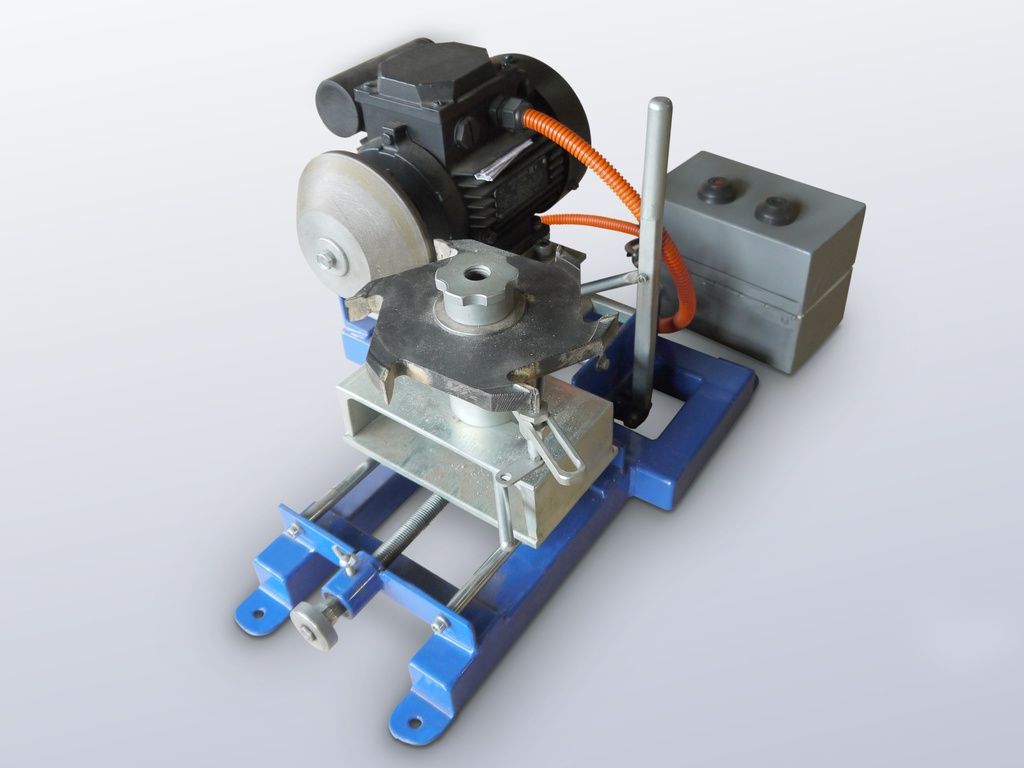
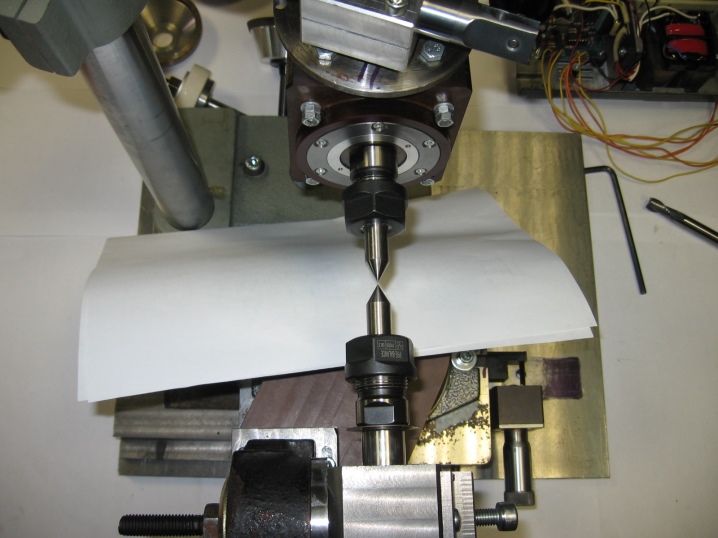
Самодельное приспособление для заточки фрез и прочего режущего инструмента.
В процессе эксплуатации своих станочков, возникла необходимость в таком устройстве.
Заточить сверло можно и руками, а как быть с фрезами, где не две, а четыре, и более кромок только снизу, и нужна более мене точная геометрия, а размер мелкий.
Вот и решил сделать такое приспособление.
Это простой механизм подачи взад и вперед, плюс наклон и поворот.
Будет устанавливаться просто рядом с наждаком.
Из доступных материалов был алюминий, немного стали, и наждак.
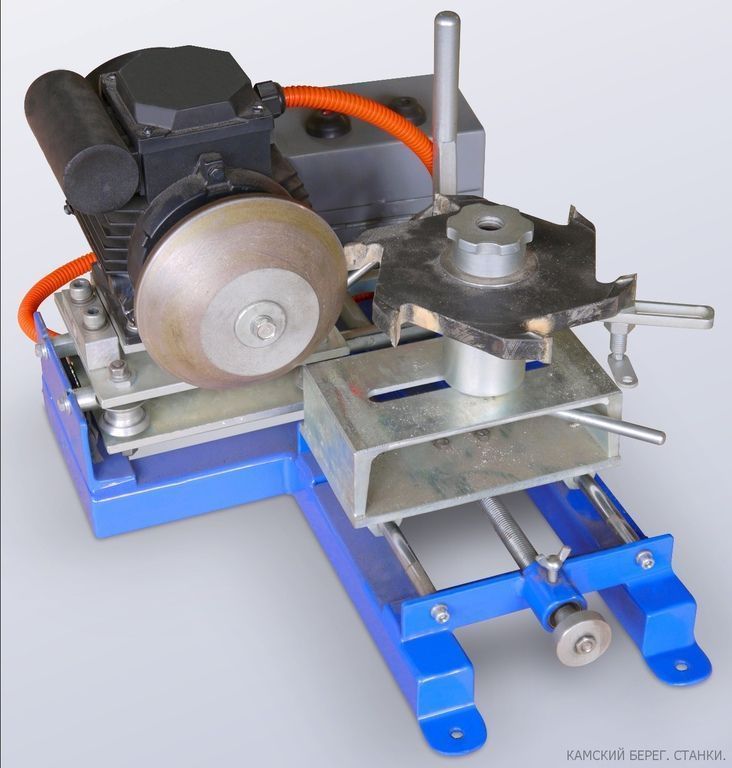
Как это сделано сейчас покажу на фотографиях.
Начнем с устройства, которое должно удерживать фрезу или сверло, то есть шпиндель, для установки инструмента.
Для этого у меня есть такая деталь в ней конус морзе номер два (КМ2), это то что мне нужно.
Ведь у моих станочков тоже везде КМ2, и можно использовать их оснастку, а врезы и сверла с таким конусом можно будет ставить устанавливать прямо в шпиндель.
Убрал всё лишние с этой оправки.
Получился маленький шпиндель, который может поворачиваться вокруг своей оси.
Немного доработаю, просверлю отверстие для шомпола, который будет фиксировать инструмент от внезапного выпадения из шпинделя.
Теперь шпиндель сможет принимать любой инструмент с КМ2, как с лапкой так и с резьбой М10, сверлильный или цанговый патрон, фрезы с КМ2 и всевозможные оправки для дисковых фрез.
Теперь корпус для этого шпинделя.
Осталось сделать запорное колечко для шпинделя и ручку.
Ручка для вращения вокруг оси шпинделя.
Вот так выглядит первая собранная деталька для моего приспособления.
Примерка оснастки, сверлильный патрон.
Теперь можно заняться механизмом перемещения, это будет вроде небольшого крестового столика, по типу как у фрезерного станка только с поворотом вокруг своей оси.
Пилю заготовку для стола.
Фрезерую будущие оси перемещения.
Заготовка стола для установки шпинделя.
Заготовка готова, для фрезеровки ласточкина хвоста.
Фрезерую ласточкин хвост.
Сверлю нарезаю резьбу и добавляю гайку перемещения по оси.
Примеряю направляющею к столу, винтом для неё будет обычная шпилька.
Опоры винта сделаны из двух небольших кусков алюминия.
Общий вид готовой оси с примеркой цангового патрона.
Вот уже вырисовывается общий вид приспособления, но это только проект.
Было немного свободного времени и я провёл его в мастерской, занимаясь ушами или петлями, для наклона и поворотной площадкой с осью.
Что бы петли или уши, были одинаковые, я их соединил сразу в одну заготовку.
И тогда просверлил и расточил отверстия под ось.
Немного срезал лишнего алюминия и просверлил, затем нарезал резьбу, под винты регулировки петель.
Поворотная площадка в виде обычного блинчика.
Вот такой простой цилиндр будет в роли моей оси наклона.
Примерил всё к столу остаётся только просверлить и собрать этот узел.
Просверлил и собрал.
Собираю две оси в одно целое устройство.
Опять сверлим и нарезаем резьбу под винты.
Вырезал уголок и поставил на него штырь, для чтения ленточки фрезы при заточке.
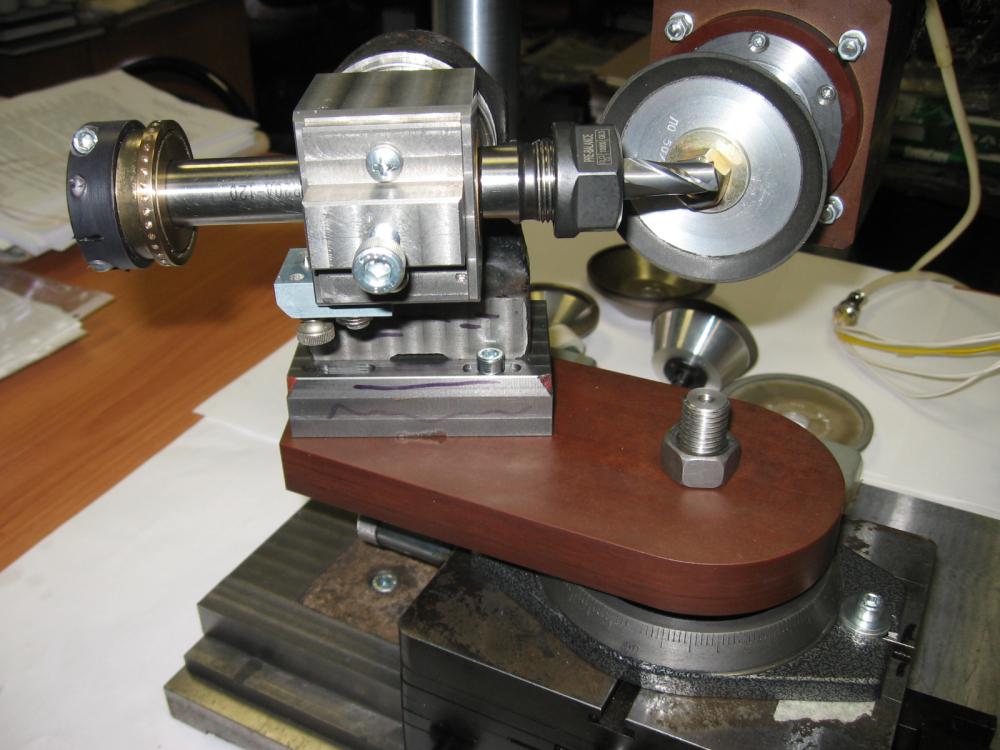
Так всё устройство выглядит в сборе.
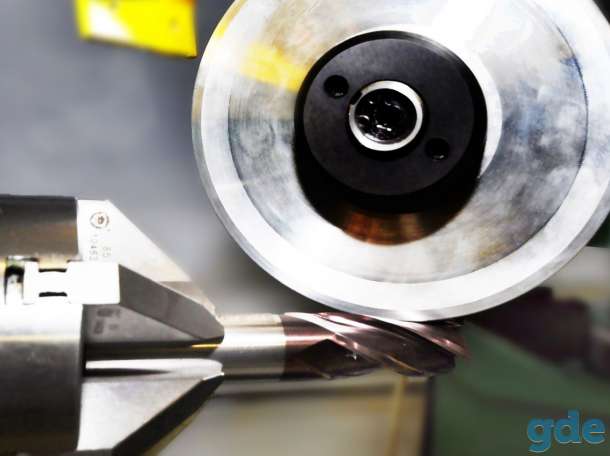
В выходные на даче не утерпел и провёл первые испытания, попробовал выровнять а потом заточить торец фрезы.
Для этого закрепил на столе, свою самодельную приспособу саморезами, возле наждака.
Вот видео отчёт по эксперименту.
Остаётся доработать заточку ленточек фрезы и сделать упор ограничивающий падачу фрезы в перёд, ну и напоследок столик для этого устройства.









Для тех кому интересна эта тема, ниже ссылка на продолжение.
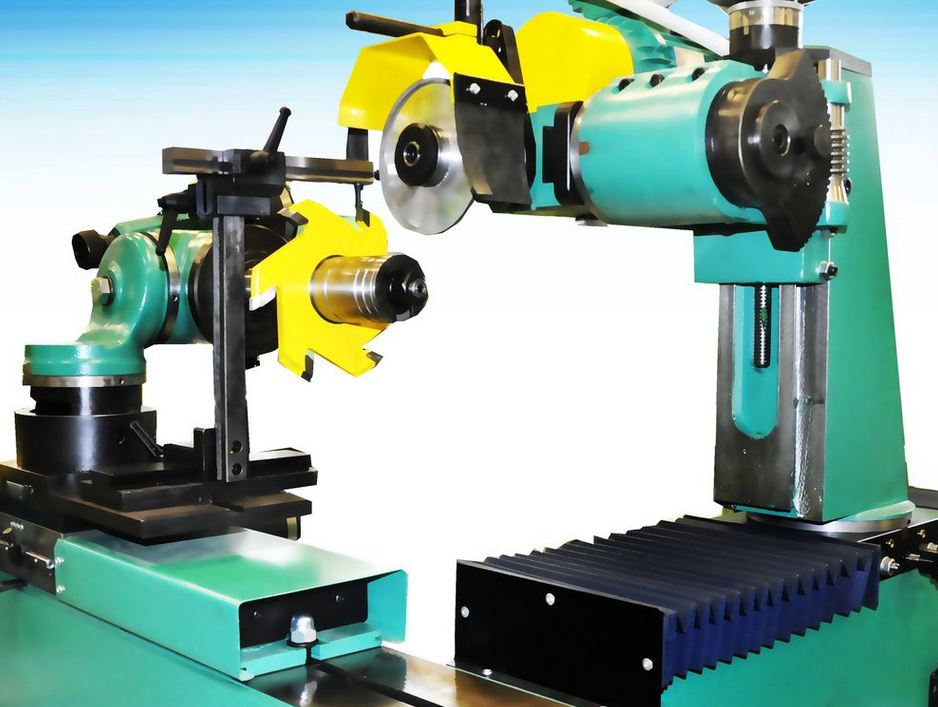
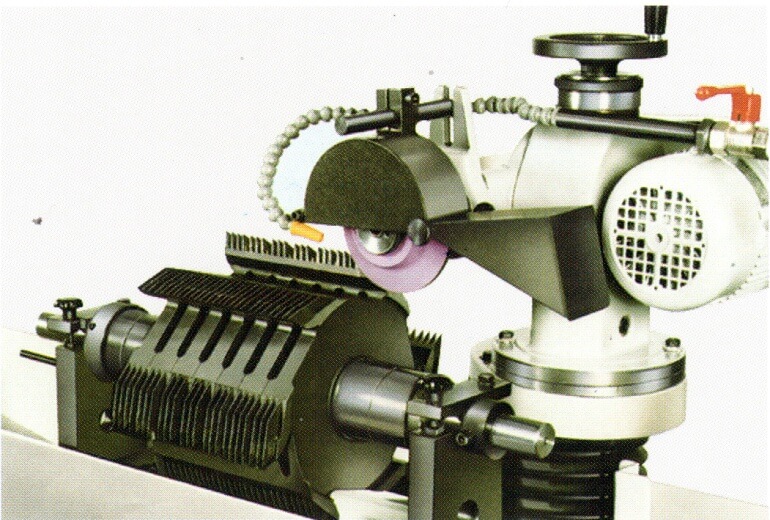
Станок для заточки фрез по металлу: обзор моделей, самостоятельная сборка
Приспособления для заточки концевых режущих элементов фрезерно-брусующего станка, разделяются по характеру работы и подразделяются два типа – универсальные и специальные.
Ниже рассмотрим каждый из этих вариантов
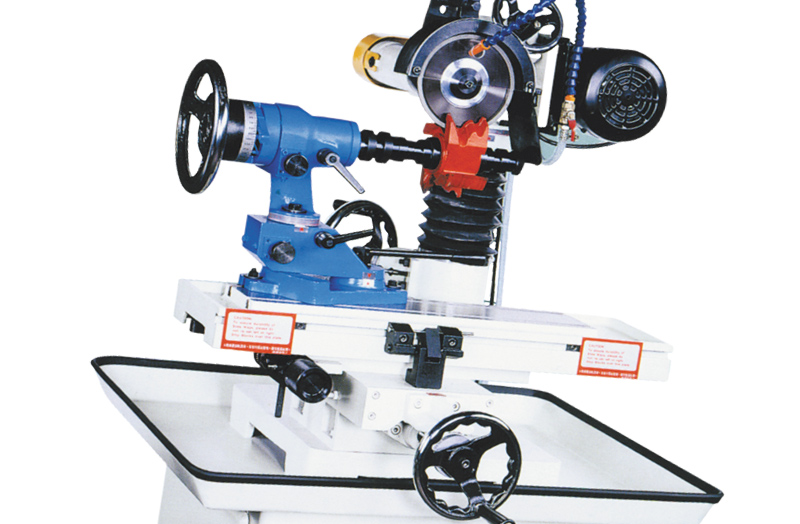
1 Станки для заточки фрез по металлу — обзор заводских моделей
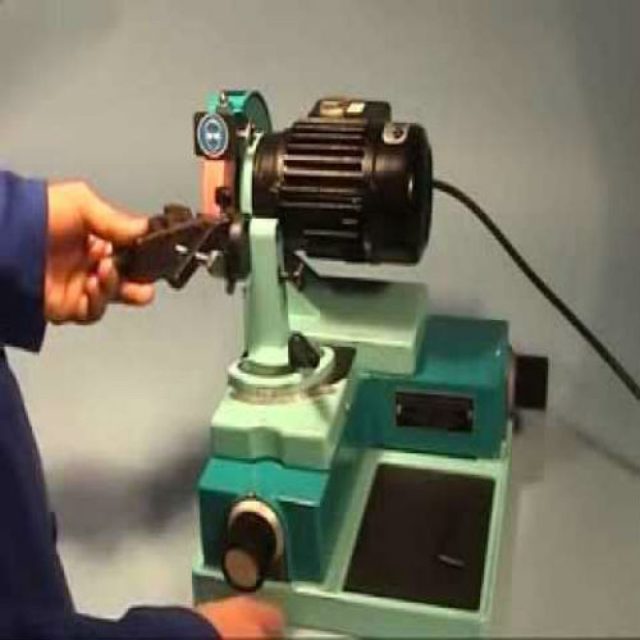
Заточка фрез для работы по металлу и дереву выполняется своими руками с помощью червячных универсальных устройств.
Кроме того режущие элементы фрезерно-брусующего станка могут быть заточены с помощью специальных приспособлений.
Рекомендации по эксплуатации фрез для продольного сращивания древесины
I. Установка фрез на шпиндель шипорезного станка.
1.1. Перед установкой фрез обеспечить чистоту шпинделя шипорезного станка.
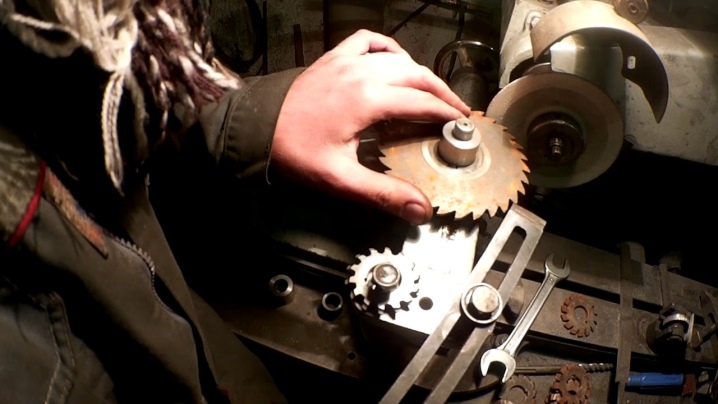
1.2. Установить фрезы в порядке нумерации, выбитой на фрезах и кольцах, начиная с установки фрезы №1 (рис. 1). Каждая последующая фреза устанавливается со смещением ножей относительно предыдущей фрезы на 45°, при этом штифт должен войти в соответствующее отверстие. Второе отверстие под штифт предназначено для расположения ножей на всех фрезах в одну линию для последующей заточки при наличии необходимого заточного оборудования.
II. Работа фрез на станке.
2.1. Перед началом работы обязательно проверить затяжку винтов крепления.
2.2. Предварительная калибровка заготовок обеспечит более качественное шипование и возможность последующего подбора заготовок по текстуре.
2.3. Присутствие на шипуемых заготовках пыли, песка и прочих абразивных материалов значительно сокращает долговечность работы ножей.
2.4. Рекомендуется работать на следующих режимах:
– Количество оборотов шпинделя с установленными фрезами должно быть в пределах 3–4,5 тыс. об/мин.
Повышенные обороты приводят к “подгоранию” режущих кромок ножей фрезы, которое существенно уменьшает ресурс работы этого инструмента.
– скорость подачи заготовок 5–8 м/мин. – механическая подача заготовок увеличивает срок службы фрезы до переточки.
2.5. При использовании фрез обязательно необходимо обеспечить надежный горизонтальный и желательно вертикальный прижимы заготовок.
Несоблюдение этих рекомендаций приводит к поломке ножей вследствие подрыва заготовок.
2.6. Рекомендуется установка регулируемой торцовочной пилы перед фрезой. Это позволяет увеличить срок службы ножей между переточками в 3–4 раза и обеспечить получение качественного смыкания обработанных торцов заготовок (рис. 2).
Перемещением регулируемой торцовочной пилы достигается выполнение зашиповки, обеспечивающей плотность соединения заготовок даже после многократной переточки ножей.
2.7. Требуется не допускать чрезмерного затупления ножей. Критерием затупления является невозможность обеспечить плотность смыкания даже регулировкой торцовочной пилой.
2.8. Если станок, на котором производится зашиповка заготовок под сращивание, не оборудован регулируемой торцовочной пилой и прижимом, приобрести их можно у нас, либо изготовить самому, но наличие этих устройств обязательно.
III. Переточка ножей, уход за фрезой.
3.1. Техническое обслуживание является одним из важнейших факторов, который поможет правильно и эффективно эксплуатировать фрезы. В конце каждого рабочего дня необходимо удалить налипшую смолу на корпусе и ножах фрезы кисточкой, смоченной в солярке, а в конце рабочей недели опустить фрезы в емкость, заполненную соляркой. Это необходимо делать из-за того, что налипшая смола приводит к “подгоранию” ножей и, как следствие, к их отпуску, что существенно уменьшает ресурс работы фрезы.
Также замачивание фрез в солярке позволяет легко откручивать крепежные винты для снятия ножей при переточке.
3.2. Переточка ножей фрез может выполняться двумя способами:
– без снятия ножей;
– со снятием ножей.
Для выполнения переточки без снятия ножей необходимо установить фрезы с расположением ножей по одной линии (см.п.1.2). Такая заточка выполняется при наличии специализированного заточного оборудования и подготовленного персонала по его обслуживанию.
При отсутствии такого специализированного оборудования все ножи снимаются и заточка осуществляется одновременным шлифованием всех ножей по передней плоскости. Для этого ножи выкладываются в ряд по упору на магнитном столе плоскошлифовального станка и снимается слой 0,08…0,1 мм (рис.3).
3.3. В результате переточек допускается утончение ножей до 4 мм (40–50 переточек).






3.4. После заточки все ножи промыть в солярке для снятия абразива от шлифовального круга.
3.5. Установку ножей после переточки необходимо контролировать стрелочным индикатором в соответствии с рис.4. Ножка индикатора при этом устанавливается на режущую кромку. Перепад между рядом стоящими ножами должен соответствовать паспортному шагу данной фрезы с допуском ± 0,01 мм. Перед установкой ножей посадочные места необходимо очистить кисточкой.
Производитель: Иберус
Родина бренда: Украина
Материал фрез

Прежде чем приступать к затачиванию, обязательно узнайте, из чего инструмент был изготовлен. Это могут быть следующие материалы:
- Алмаз – самый прочный минерал естественного или искусственного происхождения оставляет ровный срез, используется не так часто по причине дороговизны, высокоэффективен на производстве с повышенным классом точности.
- Металлокерамика. К преимуществам можно отнести высокую износостойкость, а также то, что керамика практически не нагревается (металл с низкой температурой плавления не деформируется), а также фактически не забивается стружками.
- Сплавы повышенной твердости. Их достоинство очевидно – они очень твердые, поэтому ими можно обрабатывать металлы с высокой прочностью.
- Быстрорежущая сталь. Обычно изготавливаются с большим содержанием вольфрама и/или молибдена. Используется стойкость марок Р9, Р12 и Р18.
- Углеродистая инструментальная. Применяется не очень часто, поскольку эксплуатация такого типа фреза возможно исключительно на невысоких скоростях для предотвращения деформаций.
- Легированная. Также допускается нечасто – для фасонных резцов, которыми нужно обрабатывать заготовку на невысоких оборотах.
- Твердые сплавы. Их можно использовать на скоростном режиме, который в 5-10 раз превышает темп быстрорежущих резцов. При этом они не теряют качество разреза и могут быть применимы даже при температуре более 80 градусов. Этого позволяют достичь титан, кобальт, вольфрам и другие элементы в составе. Заточка твердосплавных фрез производится по обычным принципам, к тому же одного инструмента хватает на больший объем работы.
Способы заточки фрез
Заточка фрез сложная, так как требуется обрабатывать поверхности криволинейные и большие по протяженности. Также необходимо обеспечить движение абразива с точностью по кромке.
С помощью станка
Технология заточки осуществляется поэтапно:
- Закрепление фрезы в заданном положении.
- Подведение к абразивному кругу обрабатываемой поверхности, до тех пор, пока не будет искрения.
- Снятие слоя металла толщиной от 25 до 50 мкм.
- Затачивание производить каждого зубца по отдельности. Начало работ проводится при расположении в борозде, образованной зубцом, а игла должна касаться поверхности инструмента.
- Заточной станок включить и последовательно втягивая фрезу, производить операцию.

С помощью кругов для заточки
Выбор кругов зависит от материала, из которого изготовлены инструменты. Какие круги бывают:
- Нормальный электрокорунд и белый электрокорунд. Обеспечивают оптимальную заточку инструмента по металлу или дереву.
- Эльборовые. Кругами их этого материала можно заточить изделия из быстрорежущей стали
- Из карбида кремния зеленого и алмазные применяются для затачивания изделий из твердых сплавов
Во избежание перегрева, созданного силой трения, используются охлаждающие жидкости.

Подручными средствами
Для работы используется стол для ручного фрезера.
Последовательность действий:
- Очистить инструмент от нагара специальной жидкостью. Залить в емкость, опустить фрезу на три минуты, после обчистить щеткой.
- Алмазным бруском точить переднюю кромку, обеспечив движение канала вдоль бруска.
- Протереть инструмент мягкой тканью.

Станок для заточки фрез по металлу
Николай Чернак рассказал о самодельном станке, который он использует для заточки концевых фрез по металлу. История приобретения
В одно воскресенье заехал на барахолку и обратил внимание, что человек продает интересный станок. Как только покупатель проявил интерес, сразу подошел человек, сказал, что тоже хочет купить станок и торгуется с утра
Ему станок этот нужен для изготовления воблеров для рыбалки. Он хочет из него сделать копир.
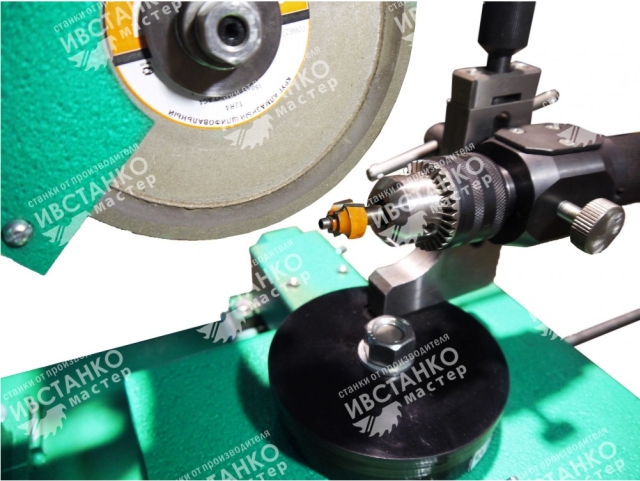
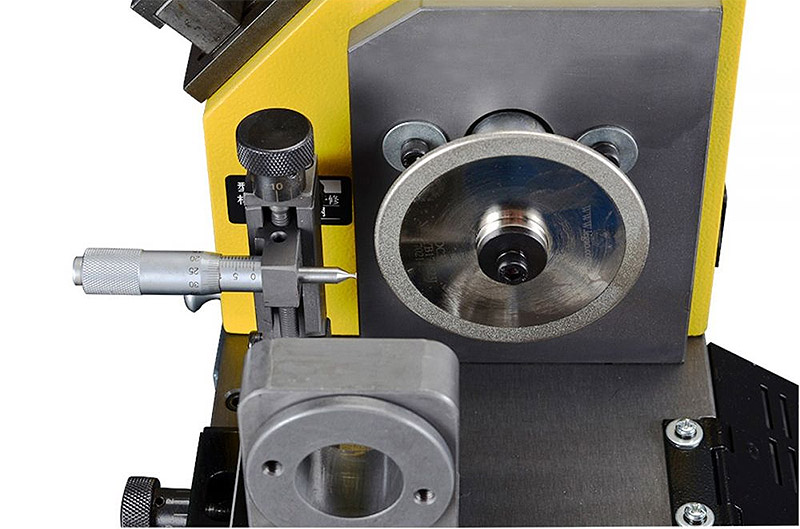
Рассмотрим возможности этого станка, для чего он предназначен. Имеет регулировку длины по фрезе. То есть, можно длинные фрезы зажимать. Имеется много отверстий, проточка для установки необходимой длины. Упор.
В одной части не хватает деталей. Судя потому, что здесь нарезана резьба, должны быть патроны для зажима других фрез. Не хватает цанг. На внешней стороне патрона имеется 16 отверстий. Здесь тоже должен быть штифт, плотно вставляться и делить на кратное количество. Движение от руки, немного туговато.
Судя по цанге, можно заложить достаточно толстую фрезу по диаметру.
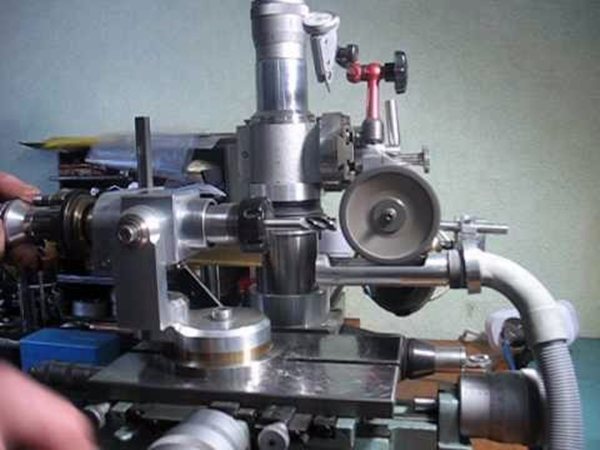
Привод осуществляется двумя шаговыми двигателями. Есть реверс. По оси Y автоматическое движение всей каретки.
То есть, можно передвигать вручную или электромотором.Электроника, 3 платы. Она была неисправная. Владелец отремонтировал. Всё равно нет четкой синхронизации двух моторов. Для подачи по оси Y имеется шаговый мотор. Он приводит каретку в автоматическую движение. Установив упоры, можно установить автоматическую подачу налево или направо.
Смотрите станок в работе с пятой минуты.
Канал «Николай Чернак».
izobreteniya.net
Процесс ручного затачивания по типу резца

Теперь кратко расскажем об особенностях инструмента в зависимости от его конфигурации. Основные проблемы заключаются в том, что не всегда просто обеспечить равномерную обработку на протяжении всей длины режущей кромки.
Особенность затачивания вручную заключается в том, что упор обеспечивается не тисками станка, а специальным приспособлением.
Торцевые

Элементы резки располагаются на торце и боковой части. Это позволяет проделывать пазы по краям. Обработка проходит по алгоритму:





- Закрепление резца – горизонтальное по отношению ко вращающемуся.
- Наклонить его настолько сильно, чтобы обеспечить необходимый угол.
- Круг вращается с высокой амплитудой.
- Во время установки следует отметить положение режущей части вверх.
Заточка концевых (пальчиковых) фрез

Это вытянутый инструмент, хвостовик которого имеет цилиндрическую или коническую форму. Из-за внешнего вида его также сравнивают с пальцами. Действия:
- Выбрать алмазный брусок, который нужно поставить на край стола.
- Если инструмент имеет достаточно большую выемку, то следует закрепить его вдоль столешницы.
- Производите затачивание – кромка будет становиться острее, а диаметр уменьшаться.
Рекомендация: если в комплектации есть подшипник, то сперва его надо демонтировать, а также в любом случае не будет лишним очищение поверхности специализированным растворителем.
Дисковые
По сути, это диск с зубьями по окружности, который необходимо направить вверх. Если он простой (однонаправленный), то саму фрезу стоит располагать вертикально. А в случае разностороннего направления делается наклон заточки такой же, как и угол режущих зубцов.
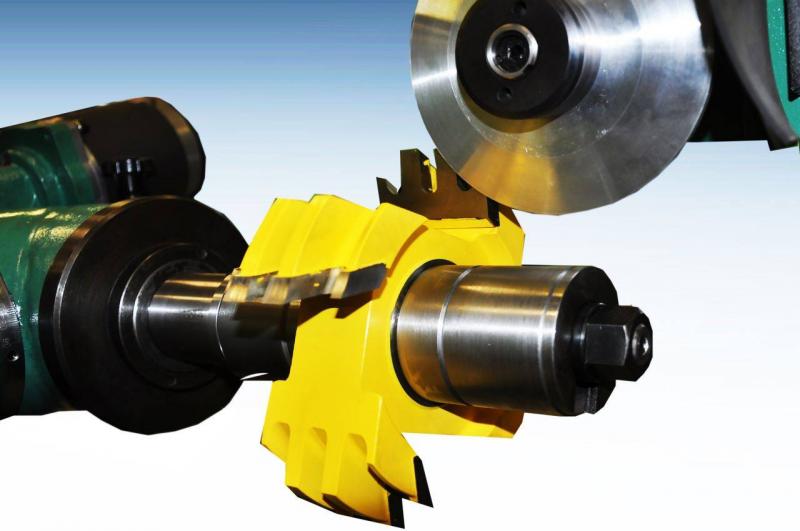
Сборные
Их конструкция предполагает наличие съемных пластин. Следует затачивать каждую по отдельности. При этом учитывать, что у них есть по несколько элементов для обработки – это задние, главные и вспомогательные углы, а также переходная кромка.
Резцы с затылованными зубьями
Такой инструмент имеет плоскую переднюю поверхность, а задняя выполнена по спирали Архимеда. Для того чтобы заточить изделие, необходимо использовать тарельчатый круг
Каждый зуб нужно стачивать по наружному основанию, а также важно следить за тем, чтобы постоянно снимался одинаковый слой металла
Вывод
Заточка является достаточно сложной операцией. Относится к процессу следует предельно внимательно. Ведь от этого зависит дальнейшая эффективность работы с деревянными заготовками. Видео в этой статье продолжит знакомить вас с нюансами заточки.
Фреза может работать производительно лишь при условии правильной эксплуатации. Если работа проводится при правильно назначенных режимах фрезерования, фреза может обработать большое количество заготовок, прежде чем она сколько-нибудь заметно затупится. Однако, если продолжать работать заметно затупившейся фрезой, усилие резания резко увеличится, что вызовет увеличение трения, быстрое дальнейшее затупление и даже поломку зубьев фрезы. Заточка нормально затупившейся фрезы требует сравнительно немного времени и незначительно уменьшает размеры зуба. Заточка очень тупой фрезы является продолжительной, трудоемкой операцией, приходится снимать довольно большой слой металла, поэтому фрезу не надо доводить до сильного затупления. Особенно надо следить за состоянием режущих кромок и своевременной заточкой дорогостоящих фрез из быстрорежущей стали и оснащенных пластинами твердого сплава.
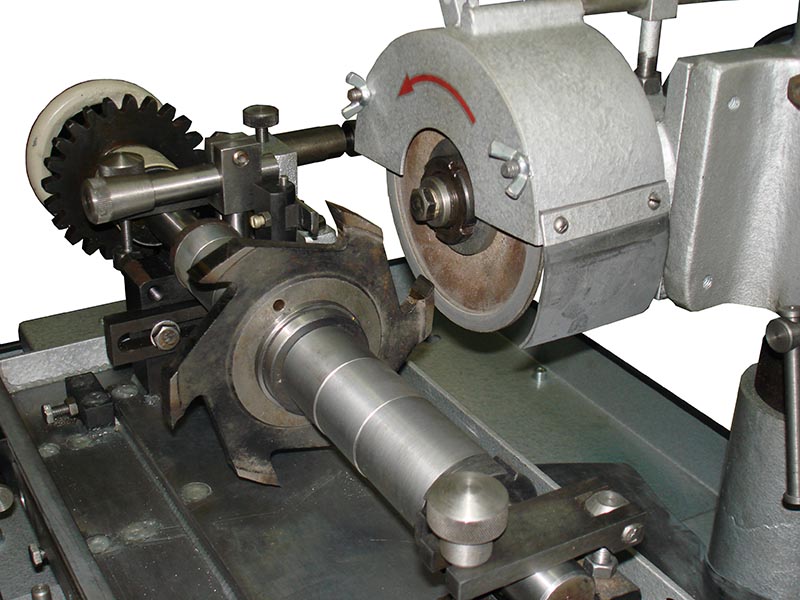
Заточка цилиндрических фрез с остроконечными зубьями
Цилиндрические фрезы с остроконечными зубьями затачивают по задней поверхности зуба чашечным кругом (рис. 332), при этом необходимо соблюдать заданный задний угол &3945;.
При заточке фрезу надевают на оправку, устанавливаемую в центрах заточного станка. Ось чашечного круга устанавливают под углом 1 — 2° к оси фрезы, с тем чтобы круг касался затачиваемой фрезы только одной стороной (рис. 332, в). Если оси чашечного круга и затачиваемой фрезы расположены в одной горизонтальной плоскости (рис. 332, а), то заднего угла α у зуба фрезы не получится. Для образования заднего угла чашечный круг располагают ниже оси затачиваемой фрезы на величину H
(рис. 332, б), которая определяется из прямоугольного треугольника со стороной и углом α:
Угол α следует выбирать по табл. 35. Положение зуба фрезы при заточке фиксируется специальным упором (рис. 332) в виде обычной планки из пружинной стали. Упор, поддерживающий затачиваемый зуб, должен быть установлен очень близко от режущей кромки. Он служит также направлением при заточке фрез с винтовыми зубьями. При заточке задней поверхности цилиндрических фрез дисковыми кругами на зубе получается вогнутая фаска, что ослабляет лезвие зуба и ускоряет их износ. Чашечные круги при заточке дают плоскую фаску (ленточку), чем обеспечивается большая стойкость фрез; по этой причине заточка фрез дисковыми кругами не рекомендуется.
Заточка торцовых фрез
Заточка главной режущей кромки зуба торцовых фрез производится по задней поверхности подобно заточке цилиндрических фрез с остроконечными зубьями (рис. 333, а).
При заточке вспомогательной режущей кромки зуба (рис. 333, б) сначала фрезу устанавливают так, чтобы ее вспомогательная режущая кромка занимала горизонтальное положение. Затем ось фрезы поворачивают в горизонтальной плоскости на величину вспомогательного угла в плане φ 1 и одновременно наклоняют в вертикальной плоскости на торцовый задний угол α 1 . Заточка передней поверхности на вспомогательной режущей кромке производится боковой поверхностью тарельчатого круга. Фрезу устанавливают так, чтобы вспомогательная режущая кромка была обращена кверху, а ось фрезы наклоняют в вертикальной плоскости на величину переднего угла вспомогательной режущей кромки.