Особенности конструкции универсального фрезерного станка СФ 676
Чтобы полноценно применять фрезерный станок СФ 676 при максимальной пользе следует помнить про особенности его конструкции. Для этого необходимо обеспечить в помещении, где находится станок, постоянную температуру воздуха в 20С, а также относительную влажность воздуха порядка 65%. Кроме того, рядом должны отсутствовать приборы, выделяющие теплоэнергию либо вибрационные импульсы. Устройство имеет достаточно большой масштаб оборотных резервов и подачи вала, скорых передвижений и даже машинных пусков.

Данный функционал в наиболее благоприятных режимах сумеет обеспечить экономную отделку разного рода заготовок.
В состав универсального фрезерного станка СФ 676 входят главные участки, они же и определяют его специфику. Кроме того, рассматриваемое оборудование имеет определенное число снимающихся реквизитов и аксессуаров, при содействии таковых у него весьма увеличиваются ресурсы эксплуатации. Корпус зафиксирован на пьедестале, выполненном из чугуна, на нем же, в свою очередь, вделаны фундаментальные агрегаты устройства. Коробки (подач и скоростей) помещены сбоку на станине.
Преимущества
Благодаря своим уникальным особенностям СФ 676 обладает множеством преимуществ:
- Допустимость фрезерования деталей различного размера. Допустима ширина от 250 мм, а длина до 800 мм. Наличие допустимости осуществления процедур долбления (насадка для долбления приобретается отдельно);
- Наличие цельной объемной станины, выполненной из чугуна, обеспечивает поглощение вибраций, а также осуществляет сохранение свойств деталей, подвергающихся обработке на станке;
- Понятное и удобное руководство функциями станка;
- Эксплуатация СФ 676 в механизированных и инструментальных цехах, где практикуется единичное или небольшое производство;
- Вероятность подбора оптимальных систем нарезания благодаря расширенному масштабу циркуляции как вертикального, так и горизонтального шпинделей;
- Осуществление введения СОЖ электронасосом. При этом насосная производительность будет на уровне 22 л/минуту;
- Дополнительная головка шпинделя, расположенная на выдвигающемся хоботе.
Данная головка имеет возможность совершать вращения на уровне угла в 90 градусов. Такие вращения также происходят в плоскостях, которые являются взаимно – перпендикулярными друг – другу.

Размер рабочего пространства
В комплект СФ 676 входит два стола, оба оказываются функциональными. У каждого индивидуальные габариты и расположения: у находящегося в вертикальном исполнении: 630*250 мм, в горизонтальном исполнении – 800*250 мм.
Сравнительно компактные объемы предоставляют допустимость пользоваться фрезером даже в небольших помещениях.
Производительность при этом ни коим образом не страдает. Благодаря своим размерам – 120*124*105, а также своей тяжести – 1 т., станок не использует для работы большого пространства.
1 Фрезерный станок СФ676 – все достоинства и особенности
Установка дает возможность использовать фасонные, дисковые и цилиндрические фрезы при работе ее горизонтального шпинделя, а также шпоночные, концевые и торцовые при работе вертикального шпинделя.
Станок обеспечивает превосходную точность осуществления расточных и фрезерных операций в производственных цехах, соответствующих общепринятым стандартам (отсутствие сильной вибрации, тепловых источников, влажность на уровне 60–70 %, температура от +18 до +22 °С).
Кроме указанных работ агрегат позволяет производить ряд других рабочих процедур (долбление, сверление, растачивание, цекование, рассверливание, развертывание, центрование, зенкерование).
Аналогами станка является фрезерное оборудование следующих комбинатов:
- Китайская мануфактура «Shandong Rooy» (Х8132);
- Владимирский завод станков «Техника» (ФСМ–250/676М);
- Читинский завод (6Т80);
- Витебский (Республика Беларусь) «ВИЗАС» (ВЗ–371);
- Вильнюсский «Vingriai» (67К25ПФ1, 676П, 67К25ПФ2–0, 6725ПФ1);
- Ереванский комбинат фрезерного оборудования (67Е25ПФ1, 675П);
- Воткинский завод машиностроения (ВМ130);
- Иркутский комбинат станкостроения (67К25ПФ1, 676);
- Дмитровский завод (ДФ–6725).
К основным достоинствам рассматриваемого нами станка, а также всех его аналогов относят:
- удобную традиционную схему управления;
- использование электронасоса для подачи охлаждающей жидкости (а также смазочной);
- возможность выполнять фрезерование достаточно больших (до 250 мм шириной и 800 мм длиной) и более мелких деталей;
- наличие дополнительной шпиндельной головки, перемещающейся вертикально, (ее конструкторы станка поместили на выдвижной хобот агрегата);
- минимальный уровень вибрации массивной станины из чугуна;
- сравнительно скромные габариты (высота – 1780 мм, ширина – 1240 мм и длина – 1200 мм) и небольшая масса (1050 кг);
- вращение шпинделей в широком диапазоне частот (от 63 до 2040 об/мин – вертикальный, от 50 до 1630 об/мин – горизонтальный).
Рекомендован станок для индивидуального и мелкосерийного производства.
Станок 676. Универсально-фрезерный. Руководство по эксплуатации
Данное руководство по эксплуатации “Станок универсальный фрезерный 676” содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального фрезерного станка 676
Назначение Распаковка и транспортировкаФундамент, монтаж и установка Паспорт Спецификация органов управления Спецификация зубчатых колес, винтов и гаек станка Спецификация зубчатых и червячных колес, червяков, винтов и гаек принадлежностей Механика главного движения Расчет чисел оборотов шпинделей Механика подачРасчет величин подачСпецификация подшипников, качения Комплектная ведомостьКраткое описание станка и принадлежностей
- Общая компоновка
- Шпиндельная бабка
- Суппорт
- Коробка скоростей
- Коробка подач
- Вертикальная шпиндельная головка
- Основание и охлаждение
- Угловой стол
- Универсальный стол
- Тиски
Круглый стол Долбежная головка Делительная головка
- Гитара к делительной головке
- Быстроходная головка
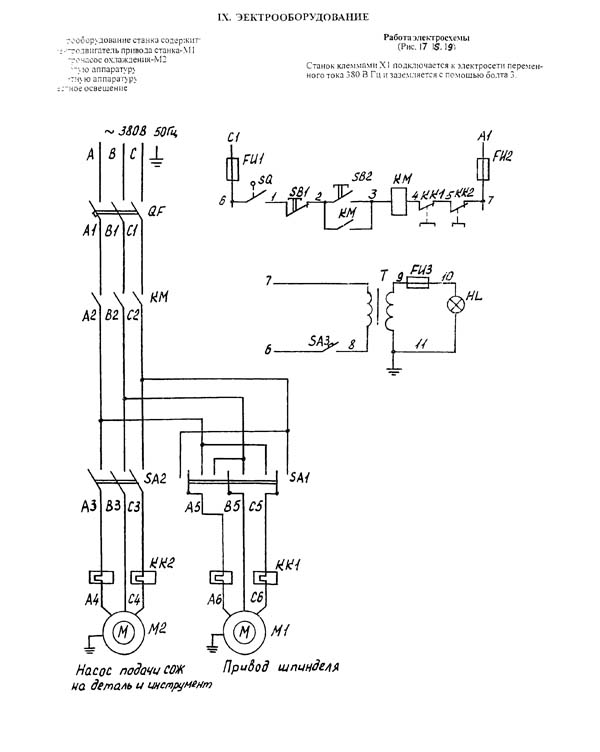
Электрооборудование станка
- Описание электросхемы
- Защита
Спецификация покупного оборудования Спецификация к схеме смазки станка Спецификация смазочных мест и элементов системы смазки принадлежностейУказания по обслуживанию системы смазки Подготовка станка к пуску Наладка станкаУстановка инструментаНастройка числа оборотов Настройка величины подачи Установка принадлежностей Сложное деление Таблица подбора сменных шестерен для нарезания спиралей Регулировка станка
- Коробка скоростей
- Коробка подач
- Суппорт
- Шпиндельная бабка
- Основание и охлаждение
- Вертикальная шпиндельная головка
- Круглый стол
- Делительная головка
Акт приемки станкаИспытание станка на соответствие нормам точности Принадлежности и инструмент к станку Общее заключение по испытанию станка Дополнительные замечания
Руководство по эксплуатации
В руководстве по эксплуатации станка помимо общих рекомендаций указаны индивидуальные особенности обслуживания данного оборудования. К ним относятся:
- необходимость каждые 10 часов работы смазывать направляющие и ходовые винты;
- раз в 40 часов покрывать машинной смазкой линейные подшипники;
- раз в 400 часов проводить профилактический осмотр, регулировать ремни в коробке подач, а также заменять их при необходимости.
Также следует регулярно осматривать и подтягивать все винты на оборудовании. При износе основных узлов они подлежат замене. Перед первым запуском станка в работу следует проверить надежность всех кожухов и защитных конструкций, очистить стол от смазочных материалов и жидкостей и проверить работу станка на холостом ходу.
Сведения о производителе фрезерного широкоуниверсального станка 676п
Фрезерный широкоуниверсальный инструментальный станок 676П выпускался предприятием — Вильнюсский станкостроительный и Иркутский станкостроительный завод.
Литовский станко (после распада СССР — AB Vingriai) основан в 1959 году, начав с настольно сверлильных и универсальных фрезерных станков модели 675.
В 1998 году компания объединилась с вильнюсским , производящим универсальные круглошлифовальные станки.
Станки, выпускаемые предприятием — Иркутский станкостроительный завод, ИСЗ
- 6М76П — станок фрезерный широкоуниверсальный повышенной точности 250 х 800
- 67К25 — станок фрезерный широкоуниверсальный 320 х 800
- 676 — станок фрезерный широкоуниверсальный 250 х 800
- 676П — станок фрезерный широкоуниверсальный повышенной точности 250 х 800
- 679 — станок фрезерный широкоуниверсальный 250 х 800
676П станок инструментальный фрезерный широкоуниверсальный повышенной точности. Назначение и область применения
Фрезерный широкоуниверсальный станок 676П предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Особенности конструкции и принцип работы станка
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Класс точности станка П по ГОСТ 8—71.
Климатическое исполнение и категория размещения станка по ГОСТ 15150—69 УХЛ категория 4, для работы при температуре 5—40° С. Высота над уровнем моря до 1000 м.
Конструктивные и эксплуатационные особенности:
Рациональное построение главного привода с короткой кинематической цепью (на 12 верхних ступенях участвуют две передачи, а на шести нижних — три передачи) способствует повышению его КПД и снижению шума.
Нижнее крепление винта вертикального перемещения обеспечивает ход 450 мм при относительно малой высоте станка.
Поворотный маховик вертикального перемещения улучшает эргономику и расширяет технологические возможности.
Станок оснащен большим количеством принадлежностей, расширяющих технологические возможности станка. Основные из них:
- фрезерная вертикальная головка
- угловой горизонтальный стол
- угловой универсальный стол
- быстроходная головка
- долбежная головка
- делительная головка
- приспособление для фрезерования спиральных канавок
- круглый делительный стол
- универсальные тиски
- круглый горизонтально-вертикальный стол
- инструментальный шкаф
Преимущества использования широкоуниверсального фрезерного станка 676П:
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Возможно фрезерование как небольших деталей, так и деталей длиной до 800мм, шириной 250мм и более
- Использование станка в инструментальных и механических цехах с мелкосерийным и индивидуальным производством
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении, в том числе и гараже
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания
- Подача СОЖ осуществляется электронасосом. Производительность электрического насоса 22 л/мин
- Станок имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом ±90 градусов в двух взаимно перпендикулярных плоскостях.
Разработчик — Вильнюсский станкостроительный завод «Комунарас».
Аналоги универсального фрезерного станка 676П
- ФСМ-250/676М – 250 х 620, Владимирский станкозавод «Техника» ВСЗ, г. Владимир
- ОММ64S, ОММ67S – 320 х 630, “Микрон”, г. Одесса
- ВМ130 – 250 х 630, Воткинский машиностроительный завод, г. Воткинск
- ДФ-6725 – 250 х 630, Дмитровский завод фрезерных станков, г. Дмитров
- СФ-676 – 250 х 800, Сельмаш, г. Киров
- 676, 676ППМ, 676ППФ1, 676ППФ2-0 – 320 х 800, Иркутский станкостроительный завод, г. Иркутск
- 6Т80 – 200 х 800, Читинский станкостроительный завод, г. Чита
- 675П, 6725ПФ1, 67Е25ПФ1 – 400 х 800, Ереванский завод фрезерных станков, г. Ереван, Армения
- 676П, 676ППР, 676ППФ1, 676ППФ2-0 – 320 х 800, Вильнюсский станкостроительный завод “Комунарас” г. Вильнюс (сегодня Vingriai, АО Вингряй, Литва)
- Emcomat FB-3 – 200 х 600, EMCO Maier, Австрия
- FUV251M – 250 1120, Arsenal J.S.Co. – Kazanlak, Арсенал АД, Болгария
Шпиндельная бабка
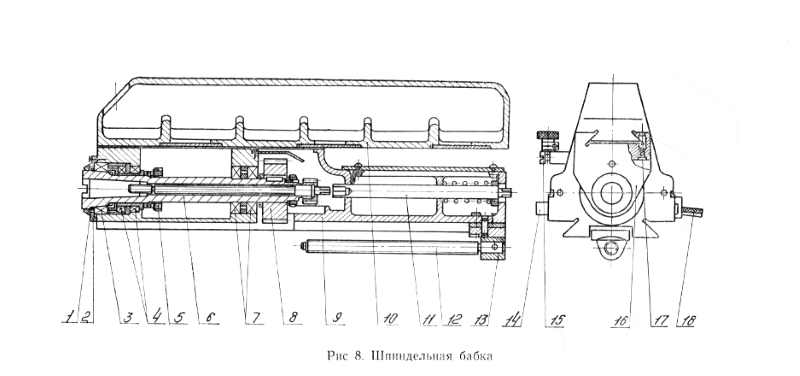
Шпиндельная бабка 676П
Данный элемент конструкции также представлен отдельным корпусом, в котором находятся шестерни. Конструкция может перемещаться по установленным направляющим, что представляет собой поперечную подачу. Расшифровка названия станка определяет то, что он относится к вертикально-фрезерной группе за счет вертикального расположения самого шпинделя. Зажим инструмента осуществляется при помощи специального шомпола. В качестве ограничителя устанавливаются промежуточные упоры. Особенности конструкции позволяют проводить координатно-расточные работы. Для этого были установлены индикатородержатель и плиткодержатель, которые необходимы для фиксации мерной плитки.

В заключение отметим, что фрезерный станок 676п подходит для выполнения мелкосерийный работ по обработке металла путем фрезерования или выполнения иной операции. Модель сконструирована так, что есть возможность провести установку дополнительного оборудования. Примером назовем переходные втулки, поворотные тески, оправки и многой другой оснастки. Максимальный ход долбяка составляет 80 метров, вес устанавливаемой головки 30 кг. Современными аналогами модели можно назвать станки TOS Olomuc, производство которых налажено в Чехии.
Для чего предназначен универсально-фрезерный СФ-676?
Данное оборудование относится к многофункциональным и комплектуется вертикальным и горизонтальным шпинделем. При обработке вертикальным шпинделем используются фрезы торцевого и шпоночного типов, а при обработке горизонтальным шпинделем – фасонные, дисковые и цилиндрические аналоги.
В итоге оборудование, благодаря особенностям конструкции выполняет следующие функции:
- обработка внутренних и наружных поверхностей, методом обточки;
- нарезка уступов и пазов;
- обточка шлицев на валах;
- формирование конфигурации зубчатых колес.
Помимо стандартных фрезерных операций станок рассчитан на зенкование, сверление, растачивание. Используется станок СФ-676 в единичном и мелкосерийном производстве.
Фрезы по металлу для фрезерного станка
Многообразие конфигураций фрез позволяет выполнить выборку материала на самых труднодоступных участках, благодаря чему деталь принимает требуемые размеры и очертания.
Фрезы классифицируются по расположению резцов, типу конструкции, направлению, форме зубьев, способу крепления и материалу режущего инструмента.
Модификации:
- Дисковые фрезы используются для обрезки заготовок, выборке пазов, металла, снятия фасок. Режущая часть таких элементов может размещаться с одной или с двух сторон.
- Торцовые фрезы работают с плоскими заготовками ступенчатого типа. Рабочей частью инструмента является торец, ось его вращения перпендикулярна поверхности заготовки.
- Цилиндрическая фреза по металлу для фрезерного станка может быть с винтовыми или прямыми зубцами. Первый вариант позволяет обрабатывать плавно заготовку, а вторая конфигурация – отделывать узкие плоскости, поэтому такой инструмент относится к универсальной категории.
- Угловые варианты. Такие фрезы используются для обработки наклонных поверхностей, имеют коническую конфигурацию. Различают одно и двухугловые модификации, отличающиеся размещением режущей кромки.
- Концевые фрезы предназначаются для создания пазов, контурных выемок, уступов и обработки взаимно перпендикулярных частей.

Также существуют фасонные, червячные и кольцевые фрезы. Они служат для обработки фасонных поверхностей и заготовок неординарных конфигураций и еще больше расширяют возможности станка 676.
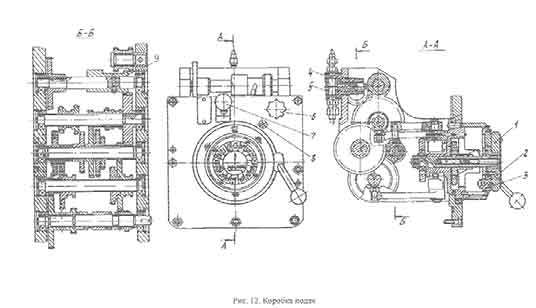
Коробка подач
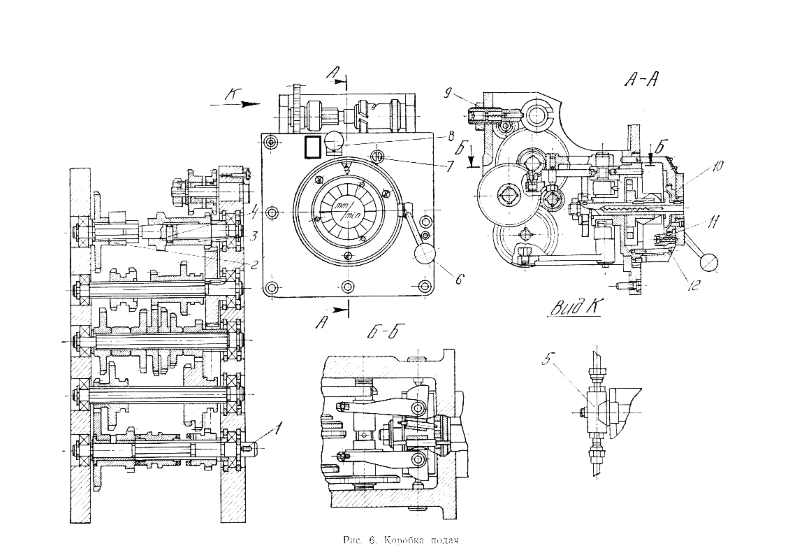
Коробка подач станка 676П
Для ускоренного перемещения установили коробку подач. Рекомендацией по использованию данной функции можно назвать установку крестовой рукоятки в нейтральное положение. Это позволяет исключить вероятность возникновения довольно большого количества проблем с шестернями.
Существенно продлевает срок эксплуатации конструкции поршневой насос. Предназначен (назначение) его заключается в подаче смазывающей жидкости, которая способствует снижению силы трения. Конструкция поршня выполняет возвратно-поступательное движение, за счет которого происходит всасывания смазывающей жидкости и ее подача в область трения. Для контроля степени смазывания у фрезерного станка 676п есть прозрачный глазок, через который и проводится наблюдение за процессом образования масляного тумана в зоне трения шестерен.
Коробка подач
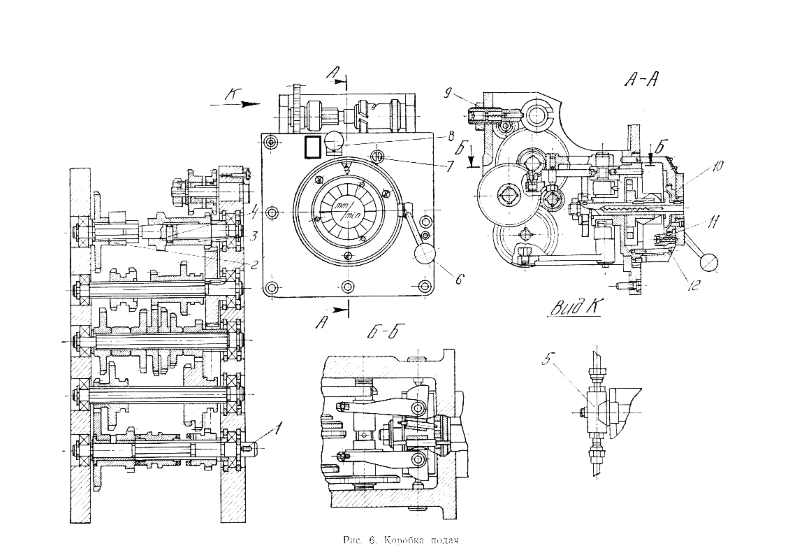
Коробка подач станка 676П
Для ускоренного перемещения установили коробку подач. Рекомендацией по использованию данной функции можно назвать установку крестовой рукоятки в нейтральное положение. Это позволяет исключить вероятность возникновения довольно большого количества проблем с шестернями.
Существенно продлевает срок эксплуатации конструкции поршневой насос. Предназначен (назначение) его заключается в подаче смазывающей жидкости, которая способствует снижению силы трения. Конструкция поршня выполняет возвратно-поступательное движение, за счет которого происходит всасывания смазывающей жидкости и ее подача в область трения. Для контроля степени смазывания у фрезерного станка 676п есть прозрачный глазок, через который и проводится наблюдение за процессом образования масляного тумана в зоне трения шестерен.
Особенности разборки и сборки станка 676П при ремонте
Периодически, в соответствии с графиком планово-предупредительных ремонтов, станок необходимо разбирать для текущего, среднего и капитального ремонтов в следующем порядке:
- отключить станок от электросети;
- снять принадлежности (вертикальную головку, стол и др.)
- снять хобот шпиндельной бабки;
- вывести шпиндельную бабку из своих направляющих, для чего:
- снять упоры 14 (рис. 8)
- снять болты и конические штифты крепления кронштейна 13 винта 12
- освободить клин в станине и движением вперед вывести бабку из направляющих;
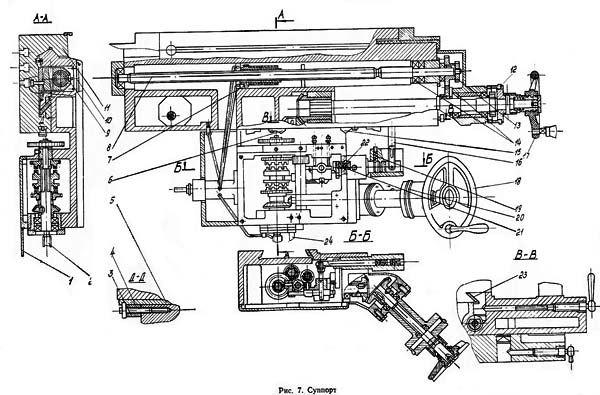
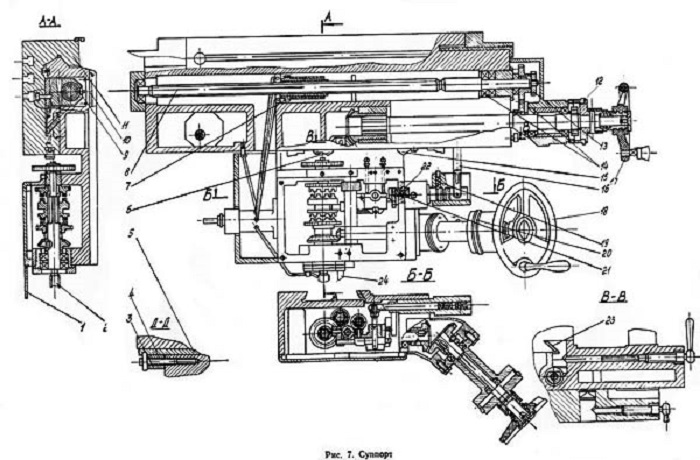
снять маховик 7 (рис. 9), а затем задний кожух 6, приводные клиновые ремни и цепи, освободив для этого натяжные звездочки 12; демонтировать вал привода коробки скоростей, создавая этим возможность для свободного снятия коробки скоростей, а затем вал, связанный с коробкой подач; извлечь из станины коробку скоростей, предварительно сняв винты и штифты крепления фланца коробки; снять крышку на станине со стороны, противоположной стороне крепления коробки подач, отделить насос от корпуса коробки, а затем, освободив крепежные винты и штифты, вынуть коробку подач; разобрать основной рабочий стол (рис. 7), для чего:
- освободить приставные опоры винта
- вывернуть винт из ходовой гайки
- освободить клин 5
- вывести рабочий стол из горизонтальных направляющих суппорта
снять суппорт со станины, освободив клин 23 (рис. 7) вращением маховика 18, поднять суппорт вверх до выхода винта 2 из ходовой гайки. Суппорт снимать со станины подъемником. Систему охлаждения и электрооборудование снимать по мере надобности.
Дальнейшую разборку узлов следует производить по чертежам общих видов узлов, приведенным в руководстве.
Разобранные детали следует тщательно промыть керосином или уайт-спиритом и насухо протереть. На невращающихся втулках необходимо сделать метки, определяющие их положение до разборки. Это обеспечит их соосность.
Сборку после ремонта нужно производить в порядке, обратном разборке.
При сборке следует обратить внимание на регулирование подшипников качения (избегать излишних натягов, способных вызвать перегрев подшипников). При капитальных ремонтах, шлифовании или шабровке направляющих нужно помнить, что правильное положение ходовых винтов определяется компенсаторами, толщина которых устанавливается в процессе сборки
Особенности конструкции
Фрезерный станок 675 отличается небольшими размерами при возможности обрабатывать заготовки длиной до 600 мм. Конструкция включает в себя два шпинделя, рабочий вертикальный стол и съемный горизонтальный. В комплект станка входит шкаф под приспособления и инструмент.
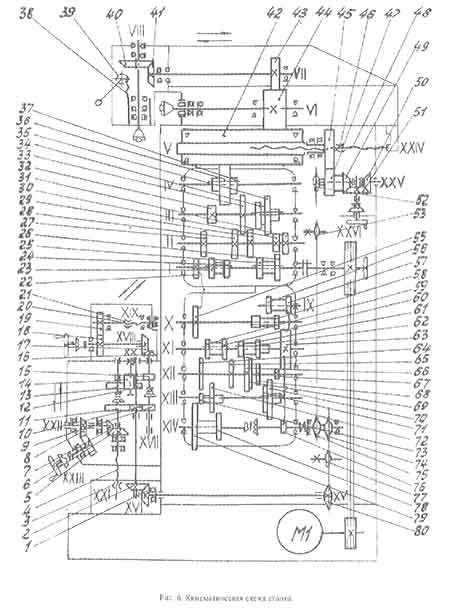
Цепь главного движения
К горизонтальному шпинделю вращение передается через зубчатое зацепление с барабанной шестерней, соединенной с коробкой скоростей. Электродвигатель соединен с ведущим валом клиноременной передачей. Вертикальный шпиндель вращается через соединение коническими шестернями с горизонтальным двигателем. Настройка числа оборотов обеих рабочих органов производится одной рукояткой.
Цепь подач
Цепь подач передает движение сразу на 3 рабочих узла, обеспечивая перемещение по всем осям:
- суппорт – вертикальное;
- салазки – продольное;
- шпиндельная бабка – поперечное.
Ускоренный ход составляет 935 мм/мин. Рабочих подач 16, от 12,5 мм/мин до 400 мм/мин. Механизм подач работает от главного привода, получая вращение от коробки скоростей через зубчатое зацепление шестеренок.
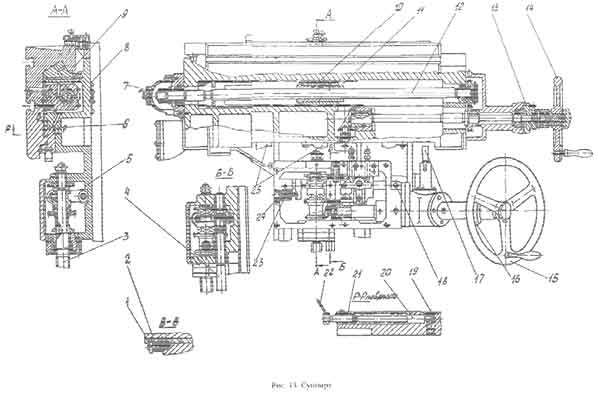
Суппорт
Через суппорт осуществляется продольное и поперечное перемещение стола с деталью через ходовой винт и приводной вал. Направление перемещения по 3 направлениям включается одной крестовой рукояткой в сторону направления движения. Смазка деталей производится лубрикатором.
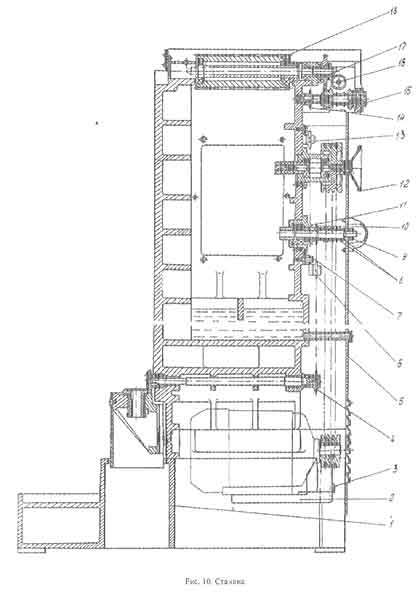
Станина
Станина имеет высокое основание. Сверху расположен хобот, используемый при работе горизонтального шпинделя цилиндрическими фрезами. Сбоку в теле станины отлит ящик под коробку подач. Он закрывается дверцей. В передней части стойка с направляющими консоли.
Горизонтальный шпиндель
Горизонтальный шпиндель находится в верхней части станины, под хоботом. Он получает вращение от коробки скоростей через зубчатое зацепление. Шпиндельная бабка крепится на 2 радиальных опорах и стоит в 4 упорных подшипниках. Для крепления деталей в шпинделе имеется конус Морзе 4. При установке оправки с фрезами, используют серьгу.
Перемещение хобота ручное. Зажимается в рабочем положении справа 2 ручками. Скорость вращения регулируется ступенчато, имеет 16 положений. Перемещение шпиндельной бабки в горизонтальной оси ограничивают упоры. Смазка минеральным маслом осуществляется разбрызгиванием. Жидкость подается в поддон корпуса шпиндельной бабки.
Вертикальный шпиндель
Вертикальная головка относится к съемным узлам. Она закрепляется к горизонтальной шпиндельной бабки двумя винтами и получает от нее вращение. Установка производится по рискам для соосности вращающихся деталей. Хобот отводится в заднее крайнее положение.
Вертикальный шпиндель вместе с головкой поворачивается на 90⁰ вручную по шкале, нанесенной на основании его корпуса, и фиксируется штифтами. Встроенная в корпус пружина уравновешивает гильзу при ее перемещении. Радиальные нагрузки гасятся двумя опорами. Осевые вибрации гасятся упорными подшипниками.
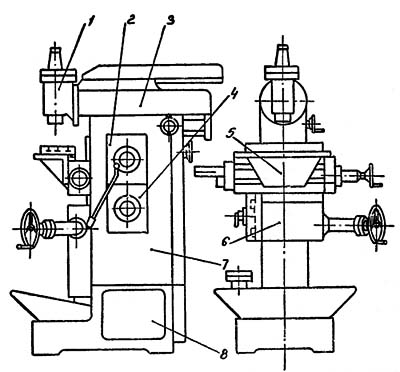
Общий вид, органы управления
Станок СФ-676 относится к нормальному классу по точности обработки. Валы, расположенные в обоих плоскостях, находятся в шпиндельной бабке и между собой соединены зубчатой передачей. Направляющие расположены горизонтально, а поверх них расположена диаметральная подача шпиндельной бабки, которая производит поперечное движение.

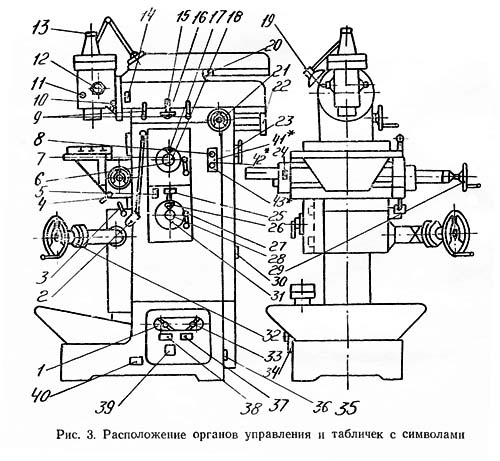



Скоростной механизм снабжен 16 режимами, которые сообщаются обоим валам. Согласно паспорту к крайней грани бабки легко прикрепить вал вертикального типа. Оборудование снабжено двумя рабочими столами. Основные органы управления станком:
- ручка для зажимания стола в различных положениях: по вертикали и по горизонтали;
- реверс бабки шпинделя;
- ручка для включения скоростей;
- ручка для набора скоростей;
- маховик для управления перемещением шпинделя вручную;
- рукоятка механики шпиндельной бабки;
- кнопка включения-выключения местного освещения;
- пуск и стоп для основного двигателя;
- движение стола по вертикали в ручном режиме.
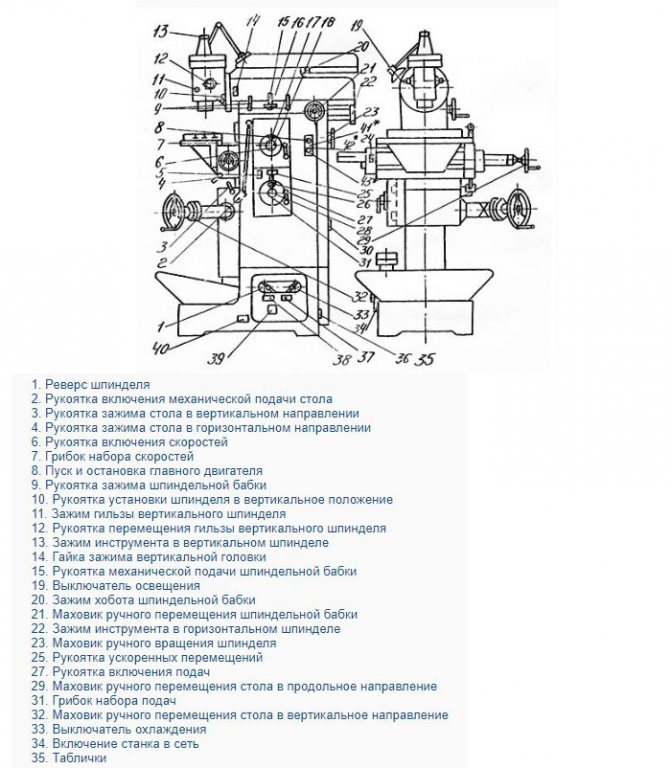
В основании оборудования расположен электронасос, который осуществляет привод жидкости для охлаждения, а также является емкостью для охлаждающей жидкости.
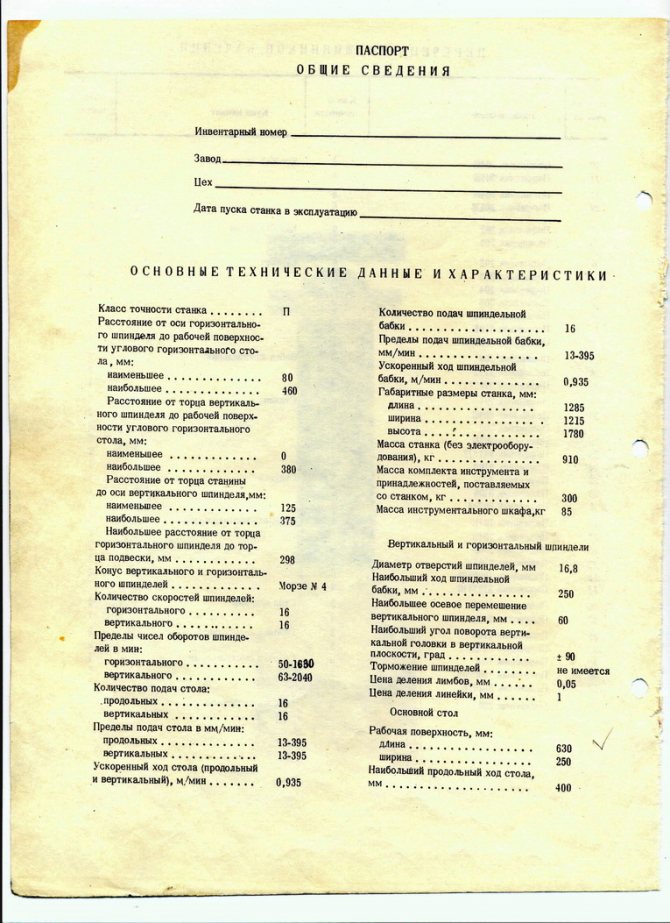
Технические характеристики
Поставляется по требованию
Наименование параметров по ГОСТ 23330-73 | СФ-676П |
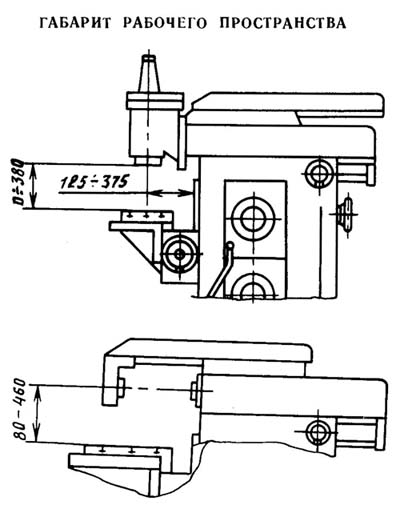
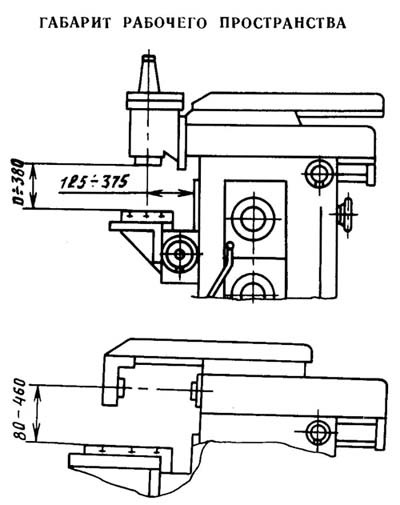
Расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола, мм | |
наименьшее | 80 |
наибольшее | 480 |
наименьшее | |
наибольшее | 380 |
Расстояние от торца станины до оси вертикального шпинделя, мм | |
наименьшее | 125 |
наибольшее | 375 |
Конус вертикального и горизонтального шпинделей по ГОСТ 24644-81 | Морзе 4 |
Количество скоростей шпинделей | |
горизонтального | 16 |
вертикального | 16 |
Пределы частоты вращения шпинделей, об/мин | |
горизонтального | 50-1630 |
вертикального | 63-2040 |
Количество подач стола: | |
продольных и | 16 |
вертикальных | 16 |
Пределы подач стола, мм/мин | |
продольных и вертикальных | 13-395 |
Ускоренный ход стола (продольный и вертикальный) м/мин | 0,935 |
Количество подач шпиндельной бабки | 16 |
Пределы подач шпиндельной бабки, мм/мин | 13-395 |
Ускоренный ход шпиндельной бабки м/мин | 0,935 |
Габаритные размеры станка, мм | 1350х1230х2060 |
Масса станка , кг. | 1160 |
Шпиндели (вертикальный, горизонтальный) | |
Наибольший ход шпиндельной бабки, мм | 300 |
Наибольшее осевое перемещение вертикального шпинделя, мм | 65 |
Наибольший угол поворота вертикальной головки в вертикальной плоскости, град | +-90 |
Цена деления линейки, мм | 1 |
Цена деления лимбов, мм | 0,05 |
Основной вертикальный стол | |
Рабочая поверхность, мм | |
длина | 630 |
ширина | 250 |
Наибольший продольный ход стола, мм | 450 |
Наибольший вертикальный ход стола, мм | 380 |
Число Т-образных пазов | 3 |
Расстояние между Т-образными пазами, мм | 80 |
Масса, кг | 72 |
Угловой горизонтальный стол | |
Рабочая поверхность стола, мм | |
длина | 800 |
ширина | 250 |
Число Т-образных пазов | 5 |
Ширина Т-образных пазов, мм | 14 |
Расстояние между Т-образными пазами, мм | 50 |
Техническая характеристика электрооборудования | |
Приводной ремень, тип/кол-во | А2000Т/3 |
Цепь приводная, тип/кол-во/кол-во звеньев | ПР-12,7-1820-1/2/78+72 |
Вид климатического исполнения по ГОСТ15150 | УХЛ-4.1 |
Род тока питающей цепи | Переменный трехфазный |
Частота тока, Гц | 50 |
Напряжение силовой сети, В | 380 |
Напряжение цепи управления, В | 380 |
Напряжение цепи освещения, В | 24 |
Количество двигателей на станке | 2 |
Двигатель привода | АИР 100С4У3 |
исполнение | 1 М 1081 |
Мощность, кВт | 3 |
частота вращения, об/мин | 1500 |
Электронасос | П-0,25.М.10 |
Мощность, кВт | 0,12 |
Производительность, л/мин | 22 |
частота вращения, об/мин | 2800 |
Суммарная мощность всех электродвигателей, кВт | 3,12 |
Номинальный ток станка, А | 7,05 |
Номинальный ток сработки автоматического выключателя, А | 10 |
Марка масла для смазки | И30А ГОСТ 207799-75 |
Тип насоса | Поршневой |
Производительность насоса, см³/ход | 6-8 |
Тип смазочной станции | поршневой |
Смазочная система | двухконтурная |
Основной заливной объем смазочного материала, л | 4,5 |
Количество точек в питателе | 8 |
Предельные значения уровня шума, дБа | 95 |
Наибольшее усилие резанья, допускаемое//предельное механизмом подач, Кгс | 600 |
Допустимое значение осевой составляющей силы резанья, действующей на вертикальный шпиндель, Кгц | 125 |
Наибольшее усилие на рукоятках органов управления/рукоятках маховиков перемещения по осям/подъем суппорта вверх, Кгц | 4/4/8 |






| Стол угловой горизонтальный | |
| Рабочая поверхность стола, мм | |
| длина | 800 |
| ширина | 250 |
| число Т-образных пазов | 4 |
| ширина Т-образных пазов, мм | |
| -центрального | 14 |
| -крайних | 14 |
| Расстояние между Т-образными пазами, мм | 50 |
| Масса, кг | 75 |
| Привод | |
| Ремень приводной клиновой | А-2000Т |
| количество | 3 |
| Цепь приводная роликовая нормальная | ПР-12,7-1820-1 |
| количество | 2 |
| количество звеньев у одной цепи | 78 |
| количество звеньев у одной цепи | 72 |
| соединительное звено | С-ПР-12,7-1820 |
| количество | 2 |
| Характеристика электрооборудования | |
| Род тока питающей цепи | переменный трёхфазный |
| Частота тока, Гц | 50 |
| Напряжение, В | 380 |
| Количество двигателей на станке | 2 |
| Напряжение силовой сети, В | 380 |
| Напряжение цепи управления, В | 380 |
| Напряжение цепи освещения, В | 24 |
| Двигатель привода | АИР 100С4У3 |
| исполнение | 1 М 1081 |
| мощность, кВт | 3 |
| частота вращения, об/мин. | 1500 |
| Электронасос | П-0,25.М.10 |
| мощность, кВт | 0,12 |
| производительность, л/мин. | 22 |
| частота вращения, об/мин. | 2800 |
| Суммарная мощность всех электродвигателей, кВт | 3,12 |
| Характеристика системы смазки станка | |
| Марка масла для смазки | индустриальное И-30 А |
| Тип насоса смазки шестерён | поршневой |
| Производительность насоса, см3/ход | 6-8 |
| Тип смазочной станции | поршневой |
| Количество точек в питателе | 8 |
Руководство по эксплуатации
Скачать паспорт (руководство по эксплуатации) станка 676П
Сегодня найти запчасти для фрезерного станка 676п достаточно сложно, так как его технические характеристики несколько уступают параметрам современных моделей станков фрезеровального типа. Однако еще совсем недавно рассматриваемое оборудование устанавливалось во многих цехах, где проводилось мелкосерийное и единичное производство. Руководство по эксплуатации предусматривает установку дополнительной оснастки, к примеру, для выполнения долбежных операций. Этим и обуславливается универсальность оборудования.Другие особенности модели заключатся в возможности поворота шпиндельной головки на определенный градус в установленном пределе. Инструкция по эксплуатации предусматривает использование нескольких маховиков ручного перемещения для подвода стола к режущему инструменты и поворот шпиндельной бабки.
Основные элементы конструкции
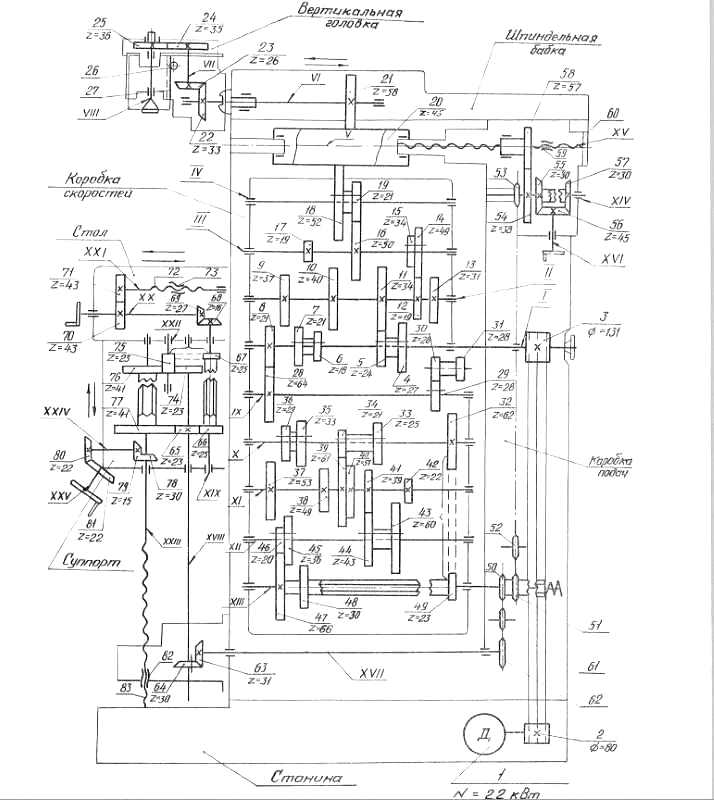
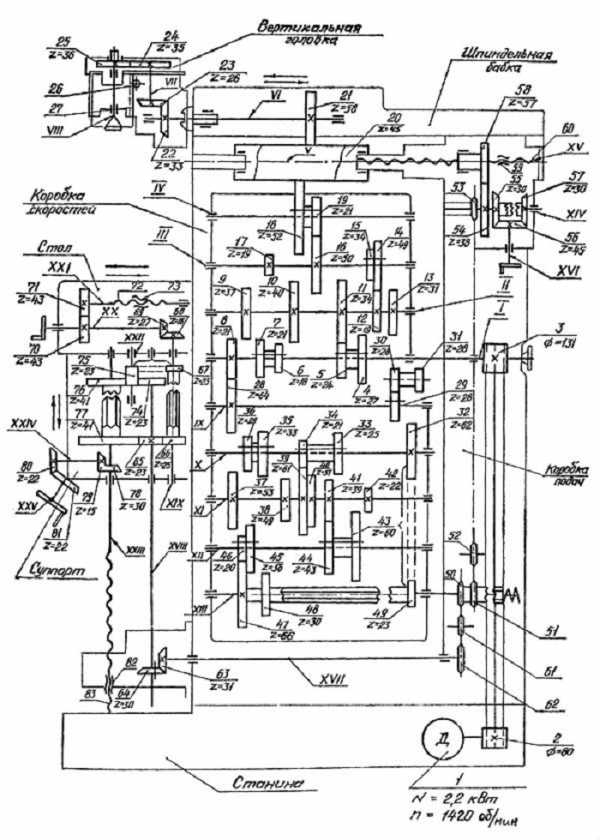
Кинематическая схема станка 676П
Конструкция 676п универсального фрезерного станка представлена следующими основными элементами:
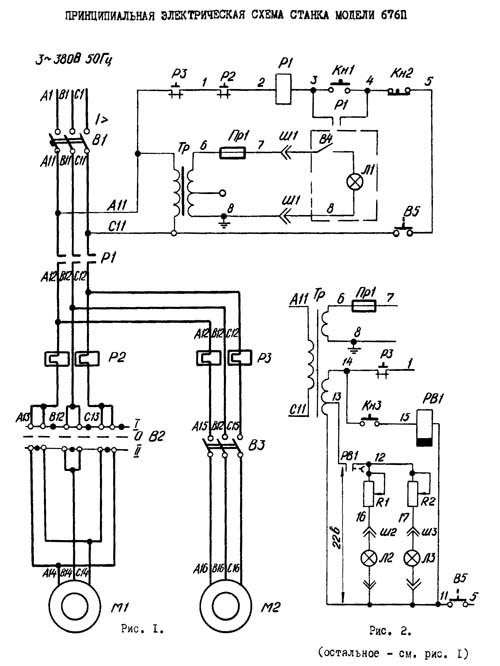
- Выключатель сети и электронасоса. Электрическая схема предусматривает полное обесточивание при необходимости. В данном случае электросхема выполнена в классическом стиле, когда управление всем питанием проходит через кнопки «пуск» и «стоп».
- Управление представлено маховиками, которые используются для управления столом, шпинделем и бабкой.
- Паспорт определяет присутствие довольно большого количества рукояток, которые отвечают за управление основными элементами во время проведения обработки деталей.
- Основная часть конструкции представлена вертикальной станиной, по сторонам которой расположены органы управления. В верхней части расположена бабка с коробкой скоростей и подачи шпинделя, с фронтальной части имеется стол с несколькими органами управления и механизмом подачи. Конструкция имеет основание, которое при необходимости можно жестко фиксировать при помощи болтов.
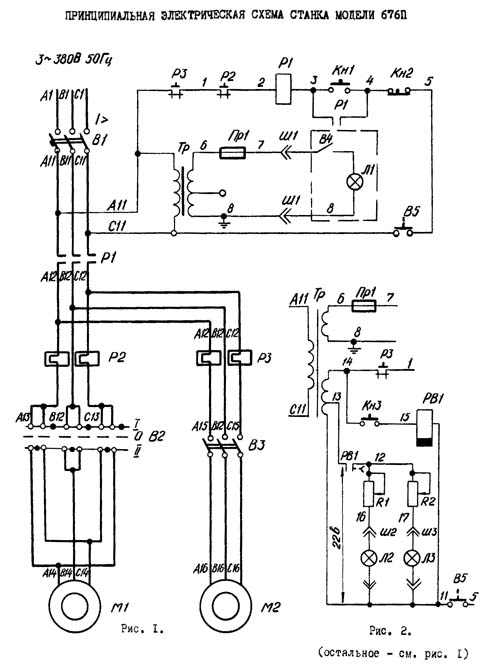
Электрическая схема станка 676П
В целом можно сказать, что конструкция данной модели несущественно отличается от конструкции многих других моделей вертикально-фрезерной группы. Ключевая особенность 676п заключается в возможности поворота шпинделя.









Шпиндельная бабка
Шпиндельная бабка 676П
Данный элемент конструкции также представлен отдельным корпусом, в котором находятся шестерни. Конструкция может перемещаться по установленным направляющим, что представляет собой поперечную подачу. Расшифровка названия станка определяет то, что он относится к вертикально-фрезерной группе за счет вертикального расположения самого шпинделя. Зажим инструмента осуществляется при помощи специального шомпола. В качестве ограничителя устанавливаются промежуточные упоры. Особенности конструкции позволяют проводить координатно-расточные работы. Для этого были установлены индикатородержатель и плиткодержатель, которые необходимы для фиксации мерной плитки.
В заключение отметим, что фрезерный станок 676п подходит для выполнения мелкосерийный работ по обработке металла путем фрезерования или выполнения иной операции. Модель сконструирована так, что есть возможность провести установку дополнительного оборудования. Примером назовем переходные втулки, поворотные тески, оправки и многой другой оснастки. Максимальный ход долбяка составляет 80 метров, вес устанавливаемой головки 30 кг. Современными аналогами модели можно назвать станки TOS Olomuc, производство которых налажено в Чехии.