
Технологические нюансы закалки
Закалка, которая является одним из типов термической обработки металлов, выполняется в два этапа. Сначала металл нагревают до высокой температуры, а затем охлаждают. Различные металлы и даже стали, относящиеся к разным категориям, отличаются друг от друга своей структурой, поэтому режимы выполнения термической обработки у них не совпадают.
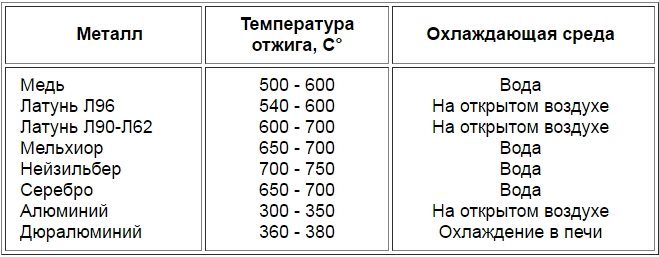
Режимы термообработки некоторых цветных сплавов
Термическая обработка металла (закалка, отпуск и др.) может потребоваться для:
- его упрочнения и повышения твердости;
- улучшения его пластичности, что необходимо при обработке методом пластической деформации.
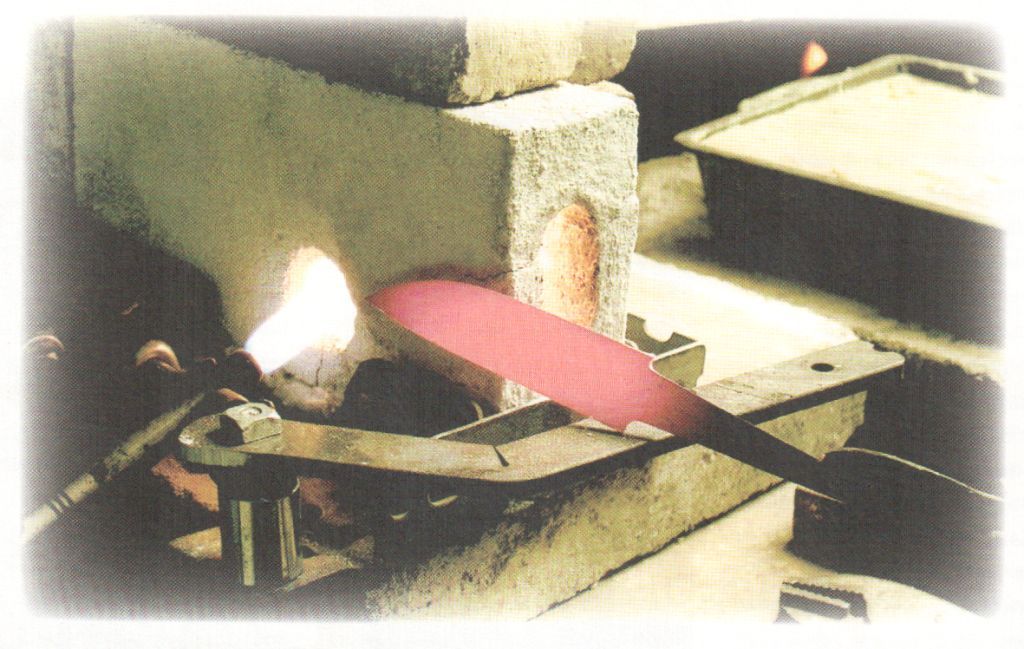
Если вы решили закалить металл своими силами, очень важно правильно осуществлять такую процедуру, как нагрев. Этот процесс не должен сопровождаться появлением на поверхности изделия черных или синих пятен
О том, что нагрев происходит правильно, свидетельствует ярко-красный цвет металла. Хорошо демонстрирует данный процесс видео, которое поможет вам получить представление о том, до какой степени нагревать металл, подвергаемый термической обработке.
В качестве источника тепла для нагрева до требуемой температуры металлического изделия, которое требуется закалить, можно использовать:
- специальную печь, работающую на электричестве;
- паяльную лампу;
- открытый костер, который можно развести во дворе своего дома или на даче.

Закалка ножа на открытых углях
Выбор источника тепла зависит от того, до какой температуры надо нагреть металл, подвергаемый термической обработке.
Выбор метода охлаждения зависит не только от материала, но также от того, каких результатов нужно добиться. Если, например, закалить надо не все изделие, а только его отдельный участок, то охлаждение также осуществляется точечно, для чего может использоваться струя холодной воды.
Быстрое охлаждение, для которого используется охладитель одного типа, оптимально подходит для того, чтобы закаливать стали, относящиеся к категории углеродистых или легированных. Для выполнения такого охлаждения нужна одна емкость, в качестве которой может использоваться ведро, бочка или даже обычная ванна (все зависит от габаритов обрабатываемого предмета).

Охлаждение заготовки ножа в масле
В том случае, если закалить надо стали других категорий или если кроме закалки требуется выполнить отпуск, применяется двухступенчатая схема охлаждения. При такой схеме нагретое до требуемой температуры изделие сначала охлаждают водой, а затем помещают в минеральное или синтетическое масло, в котором и происходит дальнейшее охлаждение. Ни в коем случае нельзя использовать сразу масляную охлаждающую среду, так как масло может воспламениться.
Для того чтобы правильно подобрать режимы закалки различных марок сталей, следует ориентироваться на специальные таблицы.

Режимы термообработки быстрорежущих сталей
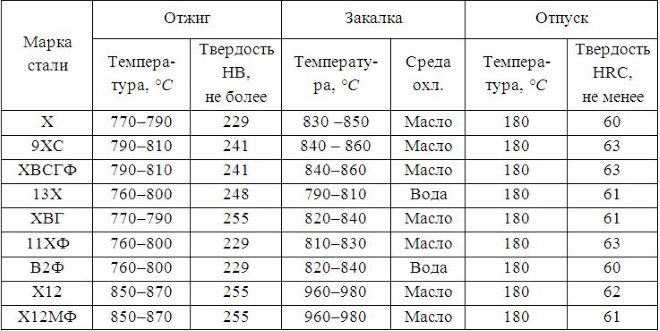
Режимы термической обработки легированных инструментальных сталей
Читать также: Недостаток литья в оболочковые формы
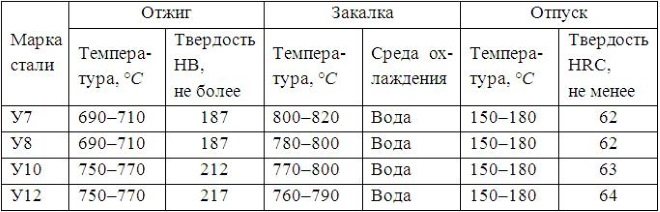
Режимы термической обработки углеродистых инструментальных сталей
Особенности закаливания легированной стали
Легированная сталь помимо углерода содержит еще ряд элементов (до 50% от всего сплава), таких как:
- хром (его наличие наделяет изделие устойчивостью к коррозии, свыше 13% его содержания превращает металл в «нержавеющий»);
- никель (присутствует для увеличения прочности);
- молибден – также увеличивает прочность стали, особенно если ее подвергать термическим нагрузкам. Повышает сопротивление изделия агрессивным средам, коррозии, предает ударной вязкости;
- ванадий улучшает режущие свойства лезвия, его износостойкость. Незаменимый компонент для тех деталей, которые нужно сделать очень острыми, ведь благодаря ему структура металла после закалки становится мелкозернистой.
Эти, а также ряд других элементов, находятся в сплавах в разных количествах и сочетаниях. Общими характеристиками для всех легированных металлов является их антикоррозионность, большая красностойкость (металл выдерживает температуру в 300°С). Плохо подлежит точению, лезвие не отличается остротой. При доведении до высоких температур такая сталь не коробится.









Проведение процедуры закалывания легированной стали, имеет ряд особенностей по сравнению с углеродистой. Они напрямую зависят от химического состава сплава и, как следствие, от его характеристик.
Прежде всего, такую сталь следует закаливать при более высоких температурах – от 850 до 1150°С. Поскольку она хуже проводит тепло, то для нагревания и последующего охлаждения ей понадобится больше времени (при быстром нагреве металл может просто треснуть от малейшего прикосновения). Длительное нагревание обусловлено не только необходимостью полностью прогреть изделие, но и дать возможность раствориться легированным соединениям сплава, что положительно повлияет на механические свойства клинка. Меньшая скорость при охлаждении обеспечивается закаливанием в масле, а не в воде, как у углеродистых изделий.
Среди марок наиболее часто используют:
- 420. Типичная «нержавейка». Она привлекательна благодаря своей цене в сочетании с неплохой твердостью. Быстро тупится, однако легка в обработке;
- 440А. Твердость этой стали достигает 56 HRC. Отличное сопротивление коррозии, хорошо подвергается закалке;
- ATS-34. Отличается острым лезвием, которое долго держит заточку. При этом твердость такого клинка – 60 HRC;
- CPM S30V. Превышает все остальные образцы по износостойкости в десятки раз.
Что такое химико-термическая обработка металлов: общие принципы и назначение для стали
Технология заключается в трансформации наружного слоя посредством изменения его структуры и состава. Ниже рассмотрим ее особенности. Процедура позволяет получить твердость и износоустойчивость. Состав элементов меняется из-за проникновения их в материал из используемой среды. Структура и состав внешней поверхности трансформируется. Технология осуществляется в несколько этапов:
- • диссоциация – разложение в условиях газа молекул и различных соединений с последующим созданием активных атомов;
- • адсорбция – забор свободных атомов из газа;
- • диффузия – попадание вглубь металла абсорбированных атомов под воздействием их тепловой энергии без стороннего воздействия.
Процесс осуществляется посредством нагревания детали и выдержки ее в активной среде, содержащей необходимые химические компоненты. Концентрация охладителя бывает различной. Качество слоя зависит от правильности сочетания всех этапов.
Как закалить нож из напильника
После обжига возможно приступи к формированию будущего изделия. Заготовка закрепляется в тисках, болгаркой обрабатывается детали и снимается все лишние шлаки, слои металла. Заточный станок используется с крупнозернистым кругом из абразивного состава. Степень, форма заточки осуществляется согласно подготовленному эскизу. На отделении для рукоятки необходимо высверлить одно или два отверстия для крепления рукоятки.
https://youtube.com/watch?v=FU05HClBgM4
После происходит закаливание инструмента из напильника, обработать необходимо всю поверхность кроме рукояти. Инструментом для закаливания может выступать горелка, так как температура более высока и закаливание ножа произойдет быстрее. Равномерное выполнение закала ножа из напильника придаст прочность будущему изделию. Правильность закалки ножа, сделанного из напильника, возможно определить магнитом, если не происходит реакции с металлом, значит он пригоден к дальнейшему использованию. После процесса металл необходимо резку остудить, достаточно опустить его в ведро с водой.

Нож из напильника и чертеж к нему
Существует такое понятие, как напряжение металла. При данном действии, металл крошится и сыпется. Чтобы избежать неблагоприятных последствий, необходимо прогреть инструмент в духовке при максимально температуре несколько часов.
Как закалить сталь в домашних условиях
Решение о том, как калить металл, принимается исходя из нескольких параметров:
- марки стали;
- требуемой твердости;
- режима работы детали;
- габаритов.
Не все способы термообработки доступны любителям. Следует выбирать наиболее простые. Чаще всего в домашних условиях приходится закаливать нержавейку при изготовлении ножей и другого домашнего режущего инструмента.
Температура закалки хромсодержащих сталей 900–1100⁰C. Проверять нагрев следует визуально. Металл должен иметь светло оранжевый – темно желтый цвет, равномерный по всей поверхности.
Окунать тонкую нержавейку можно в горячую воду, поднимая на воздух и вновь опуская. Чем выше содержание углерода, тем больше времени сталь проводит на воздухе. Один цикл длится примерно 5 секунд.
Простые свариваемые стали греют до вишневого цвета и охлаждают в воде. Среднелегированные материалы должны перед окунанием в воду иметь красный цвет. После 10–30 секунд перекладываются в масло, затем укладываются в печь.
Закалка в домашних условиях
Оборудование
Нагрев металла производится различными способами. Нужно только помнить, что температура горения дерева не может обеспечить нагрев металла.
Если требуется улучшить качество 1 детали, достаточно развести костер. Его надо по периметру обложить кирпичами и после укладки заготовки частично закрыть сверху, оставив щели для доступа воздуха. Лучше жечь уголь.
Отдельный участок и небольшую по размерам деталь греют газовой и керосиновой горелкой, постоянно водя пламенем и прогревая со всех сторон.
Изготовление муфельной печи требует много времени и ресурсов. Ее целесообразно строить при постоянном использовании.
Охлаждающая жидкость может находиться в ведре и любой другой емкости, которая обеспечит полное погружение детали с толщиной масла в 5 наибольших сечений детали:
- одна часть под закаливаемым изделием;
- две сверху.
Деталь необходимо медленно двигать в охлаждающей жидкости. В противном случае образуется паровая рубашка.
Самостоятельное изготовление камеры для закаливания металла
Наипростейшее подобие муфельной печи делается из огнеупорного кирпича, шамотной глины и асбеста:
- На оправку навить медную проволоку. Для домашнего напряжения подойдет сечение 0,8 мм. Оставить длинные концы.
- Расположить спираль внутри кирпичей и зафиксировать глиной, обмазав всю внутреннюю поверхность.
- Внутри сделать поддон — площадку для расположения заготовок. Для этого нужно смешать глину с асбестом.
- Теплоизолирующий материал можно расположить и снаружи, уменьшая теплоотдачу стенок.
- Подключить концы проволоки к проводам с вилкой.
- Сзади герметично заделать отверстие между кирпичами.
- Впереди соорудить крышку, которая будет открываться.
Высыхать все материалы должны при комнатной температуре. На это уйдет несколько дней. Затем можно укладывать деталь на изоляционный материал и греть.









Как закалить нержавейку? Техника безопасности
Чтобы работа с металлом не вредила здоровью человека, необходимо соблюдать следующие правила техники безопасности:
- Следует регулярно проветривать помещение, в котором происходит процесс закаливания металла. Рекомендуется установить в комнате специальную вытяжку. Нельзя пускать в помещение, где проходит работа, детей и животных.
- В процессе нужно использовать специальные перчатки. Как только инструменты начинают накаливаться, их опускают в воду до полного охлаждения.
- При работе с огнем следует соблюдать пожарные нормы, не подходить к огню с легко воспламеняющимися жидкостями.
- Если закаливание изделия происходит в масле, то контейнер плотно закрывается крышкой.
- Работать нужно в специальной защитной одежде. Рукава и ноги должны быть закрытыми, так как существует риск ожога конечностей.
Итак, мы рассмотрели, как выполнить закалку нержавейки. Как видите, данную операцию можно осуществить своими руками в домашних условиях. Главное, не забывать о технике безопасности и точно следовать инструкции.
Закалка и термообработка топора
Кузнец Валерий Самович: “На примере топора, хочу рассказать о термообработке стали в домашних условиях, которая включает в себя три стадии: отжиг, закалку и отпуск. Потребность в закалке возникает в том случае, если производителем нарушена технология термообработки.
Если топор при работе быстро тупится, на острие появляются вмятины, то сталь мягкая. И это значит, что топор не закален. А если острие выкрашивается или растрескивается, то есть, сталь очень твердая и хрупкая, то это возможно в том случае, если не был проведен отпуск после закалки”. Оценить твердость стали, а значит и качество закалки нам поможет незатертый напильник с мелкой насечкой.
Если твердость стали высокая, то напильник по ней скользит почти не цепляя. Если твердость стали средняя, то напильник ее чуть-чуть берет. И если твердость стали низкая и напильник ее спокойно берет, то значит, эта сталь не закалена, либо были нарушена технология термообработки.
В случае с этим топором напильник берет его легко. В этом случае, а также в случае повышенной хрупкости, топор подвергаем полному циклу термообработки. Вначале отжиг, а затем закалка и отпуск. Правильной закалкой топора считается такая закалка, при которой разные части топора закалены по-разному.
В районе лезвия, на расстоянии примерно трех сантиметров от острия твердость стали должна быть высокой. Твердость остальной части топора должна быть гораздо меньше. Такая закалка обеспечивает износоустойчивость лезвия и пластичность остальной части.
И является гарантией того, что при работе не лопнет обух или не отломается полотно.
Гост 18578 – 89 топоры строительные
Следующий момент, который мы должны знать для проведения эффективной термообработки, это марка стали, из которой изготовлен топор.
Все строительные топоры, которые изготавливались в Советском Союзе и изготавливаются сейчас на постсоветском пространстве, должны соответствовать ГОСТу 18578 – 89 Топоры строительные.
Этот ГОСТ оговаривает марки сталей для изготовления топоров. Каждая из этих сталей имеет свои температурные режимы термообработки. И свои закалочные среды.
Узнать об этом можно в марочниках сталей или в справочниках термиста, которые есть в свободном доступе в библиотеке. Однако, хочу подчеркнуть тот факт, что основным материалом для изготовления топоров являются стали У7 и У7А. Топор, который я выбрал для экспериментов, имеет клеймо.
Сверху год выпуска – 1963. Слева – размер по ГОСТу А2. Справа – сталь. Из которой изготовлен топор. Это инструментальная, углеродистая сталь У7. Режимы термообработки для стали У7 следующие:
Перед термообработкой надо затупить режущую кромку топора, чтобы его толщина стала примерно один миллиметр.
Отпуск
Последняя операция термообработки называется отпуск. Отпуск необходим для уменьшения хрупкости закаленной стали и снятия внутренних напряжений в металле, появившихся в процессе закалки. Отпуск я делаю в обычной духовке.
Топор выдерживается один час при температуре 300 градусов, а затем остывает на воздухе. Вот такой красавчик у нас получился после отпуска. Цвет побежалости – синий, свидетельствует о том, что температура отпуска была примерно 300 градусов.
Увидеть этот цвет можно, если повернуть определенным образом поверхность металла к освещению. Проверяем твердость металла после отпуска, и убеждаемся, что лезвие стало чуть мягче. Как мы уже знаем, температура закалки У7 стали 800-830 градусов. И уменьшать ее нельзя.
Чем выше температура отпуска, тем пластичнее и мягче будет сталь после отпуска. Данные о твердостях сталей после отпуска, в зависимости от температуры отпуска, есть на каждую марку в марочниках сталей.
Закалка с самоотпуском
Еще один способ закалки инструмента – это закалка самоотпуском. В начале инструмент разогревается в печи до температуры закалки. Затем, режущая часть охлаждается до температуры 150-170 градусов. После этого режущая часть зачищается от окалины для того чтобы видеть цвета побежалости. Смотрим, как идет фиолетовый цвет.
Инструмент выдерживается на воздухе до тех пор, пока тепло от раскаленной части не нагреет охлажденную часть до температуры 250-300 градусов. Об этом мы судим по цвету побежалости. Все фиолетовое. Охлаждаем. В качестве закалочной среды используется вода. Только для охлаждения режущей части она нагрета до 30 градусов.
А для окончательного охлаждения топора она нагрета до 50 градусов.
Определение качества работы
Качество работы правильно закаленного ножа определяется следующими параметрами:
- лезвие должно сохранять прочность при соприкосновении с другими материалами;
- твердость металла обеспечивает и качество заточки – ее должно хватать надолго;
- срок службы ножа определяет также его износостойкость, то есть длительность использования без потери режущих свойств. Хороший инструмент при регулярной заточке способен прослужить до 10 лет.
Не менее важным показателем является пластичность. Материал должен достаточно легко гнуться, а при разгибании без проблем принимать прежнюю форму. Только при соблюдении вышеперечисленных требований клинок прослужит долго.
Срок использования ножа определяется качеством заточки
Клинок должен оставаться твердым во время использования
Что такое закалка металлов и ее виды
Под закалкой понимают вид термообработки металла, состоящий из его нагрева до температуры, при достижении которой наступает изменение структуры кристаллической решетки (полиморфное превращение) и дальнейшего ускоренного охлаждения в воде или масляной среде. Целью такой термообработки является повышение твердости металла.










Применяется также закалка, при которой температура нагрева металла не дает состояться полиморфному превращению. В этом случае фиксируется его состояние, которое свойственно металлу при температуре нагрева. Это состояние называют пересыщенным твердым раствором.
Технологию закалки с полиморфным превращением используют в основном для изделий из стальных сплавов. Цветные металлы подвергают закалке без достижения полиморфного изменения.
После такой обработки стальные сплавы становятся тверже, но при этом они приобретают повышенную хрупкость, теряя пластичность.
Чтобы снизить нежелательную хрупкость после нагрева с полиморфным изменением, применяется термообработка, называемая отпуском. Она проводится при более низкой температуре с постепенным дальнейшим охлаждением металла. Таким способом снимается напряжение металла после процесса закаливания, и уменьшается его хрупкость.
При закалке без полиморфного превращения нет проблемы с излишней хрупкостью, но твердость сплава не достигает требуемого значения, поэтому при повторной термической обработке, называемой старением, ее наоборот повышают за счет распада пересыщенного твердого раствора.
Особенности закалки стали
Закаливаются в основном нержавеющие стальные изделия и сплавы, предназначенные для их изготовления. Они имеют мартенситную структуру и характеризуются повышенной твердостью, приводящей к хрупкости изделий.
Если провести термообработку таких изделий с нагревом до определенной температуры с последующим быстрым отпуском, то можно добиться повышения вязкости. Это позволит использовать такие изделия в различных сферах.
Виды закаливания сталей
В зависимости от предназначения нержавеющих изделий, можно провести закалу всего предмета или только той его части, которая должна быть рабочей и иметь повышенные прочностные характеристики.
Поэтому закалку нержавеющих изделий подразделяют на два способа: глобальный и локальный.
Видео:
Охлаждающая среда
Достижение необходимых свойств нержавеющих материалов во многом зависит от выбора способа их охлаждения.
Разные марки нержавеющих сталей подвергаются охлаждению по-разному. Если низколегированные стали охлаждают в воде или ее растворах, то для нержавеющих сплавов для этих целей применяют масляные растворы.
Для того, чтобы получить высокую твердость металла, охлаждение проводят в проточной холодной воде. Также для повышения эффекта закалки для охлаждения готовят соляной раствор, добавляя в воду около 10% поваренной соли, или используют кислотную среду, в которой не менее 10% кислоты (чаще серной).
Кроме выбора охлаждающей среды немаловажным является режим и скорость охлаждения. Скорость снижения температуры должна быть не меньше 150°C за секунду. Таким образом, за 3 секунды температура сплава должна снизиться до 300°C. Дальнейшее снижение температуры может проводиться с любой скоростью, т. к. зафиксированная в результате быстрого охлаждения структура при низких температурах уже не разрушится.
Различают следующие способы охлаждения:
- С использованием одной среды, когда изделие помещают в жидкость и держат там до полного охлаждения.
- Охлаждение в двух жидких средах: масле и воде (или солевом растворе) для нержавеющих сталей. Изделия из углеродистых сталей сначала охлаждают в воде, т. к. она является быстро охлаждающей средой, а потом в масле.
- Струйным методом, когда деталь охлаждается струей воды. Это очень удобно, когда требуется закалить определенную область изделия.
- Методом ступенчатого охлаждения с соблюдением температурных режимов.
Температурный режим
Правильный температурный режим проведения закалки нержавеющих изделий является важным условием их качества. Для достижения хороших характеристик их равномерно прогревают до 750-850°C, а потом быстро проводят охлаждение до температуры 400-450°C.
Для снятия напряжения после нагрева до нужной температуры упрочнения металла, иногда используют поэтапное охлаждение изделий, постепенно снижая температуру на каждом из этапов нагрева. Такая технология позволяет полностью снять внутренние напряжения и получить прочное изделие с нужной твердостью.
Как изменяется металл в ходе работ?
Многие делают заготовки для ножей дома. Данная работа требует определенных навыков. Перед тем как закалить нож в домашних условиях, следует выяснить, как проходит процесс и что происходит с металлом.

В ходе работы сталь раскаляется. В зависимости от материала, из которого изготовлен лист, он приобретает красный или белый оттенок. В процессе закаливания металл становится прочнее, чем был до процедуры. Повышается прочность в следующих случаях:
- Когда сплав раскаляется до определенной точки. Начинается процесс разрушения структуры кристаллов.
- Металл трансформируется в мягкую массу. Кристаллы приобретают подвижность. Они превращаются в мелкозернистые. После того как изделие охлаждается, зерна не теряют свою структуру. Между ними появляется крепкая связь. В итоге сталь становится прочной, но при этом хрупкой.
Многих интересует, как закалить нож. Специалисты советуют работать только с режущей кромкой. В таком случае изделие прослужит долго.
Выбор стали для закалки ножа
Как известно, сталь это есть не что иное, как сплав углерода с железом. В них добавляются в небольших дозах добавки. Большую роль на качество будущего клинка они не играют. Важнейшим элементом является углерод. Добавки могут быть такие, как цинк, хром, молибден, кальций и т.д.
А вот чем меньше углерода в стали, она приобретает высокую прочность, но изнашивается быстрее и коррозия развивается быстрее. Для правильной закалки нужно обязательно знать состав будущего клинка. Лучше всего провести углеродный анализ стали.











Идеальная закалка лезвия ножа.
Если будущее изделие будет, к примеру, из напильника или рессоры автомобиля. Закалка в данном случае просто необходима, тем более ковка такого металла подразумевает его обязательный нагрев. Проверить качество закалки, можно в домашних условиях, но он довольно «жестокий».
Нужно готовый клинок затянуть в тисках и начать постепенно гнуть его, и если излом клинка произойдет на отметке приблизительно в 45 градусов. Можно смело сказать – закалка была проведена верно. Но так следует сделать, после первой вашей самостоятельной закалки клинка, нужно хорошо запомнить весь процесс и повторить его заново.
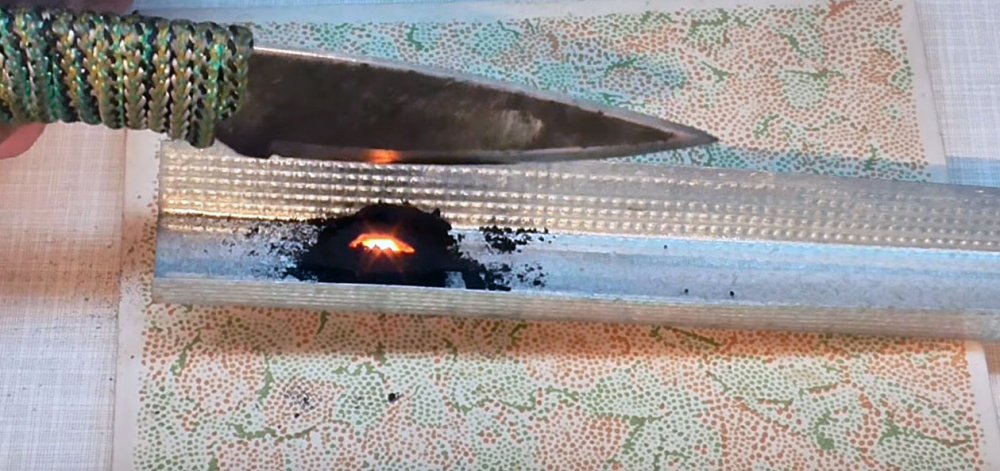
Закалка графитом
Цементация графитом является весьма простым, но действенным способом поверхностной закалки ножа своими руками, который лучше всего подходит для укрепления какой-то части лезвия.

Для этого вам понадобится графит, который можно получить из простых пальчиковых батареек. Нужна металлическая платформа, на которой будет проходить процесс закалки. Хорошо для этого подойдет простой профиль, который используется при работе с гипсокартоном и другими отделочными работами.

Еще нам будет нужен источник постоянного питания. Отличным вариантом может стать сварочный аппарат, мощность которого стоит выставить на минимальный уровень. Если такого нет, можно попробовать похожий вариант, который будет способен выдать вам порядка 50-ти вольт постоянного напряжения. Пользоваться сетью на 220 вольт настоятельно не рекомендую.

Любая инструкция, в том числе и для правильной закалки ножей, должна начинаться с подготовки. Когда у вас есть все необходимые составляющие, нужно подготовить рабочее пространство.

Берем профиль, высыпаем на него наш графит, его должна получиться небольшая горка. К профилю нужно подключить плюсовой кабель источника питания, а вот минус нужно соединить с ножом.

- Что подарить любимому мужу на день рождения необычного. Список идей + видео
- Может ли не собственник машины оформить ОСАГО
Радоновые ванны: показания и противопоказания, отзывы врачей, польза и вред, правила приема

Такой способ хорошо применять для закалки именно кромки, которая постепенно соприкасается с графитом. Для этого, после всего выше сделанного, нужно включить источник питания и дать напряжение на наши детали. Нож нужно постепенно кромкой лезвия проводить по графиту.

Когда это произойдет, будьте уверенны – вы увидите лично процесс закалки. Делать это нужно постепенно и аккуратно. Если вы коснетесь профиля – процесс испорчен. Если будете долго держать кромку в графите – он загорится и снова закалка будет испорчена. В обеих ситуациях лезвие будет повреждено и не будет подлежать восстановлению.
Правильным будет вести закалку медленными, постепенными и короткими движениями. Визуально, весьма отчетливо заметно, когда графит начинает сильно разогреваться и искрить. Увидев это нужно поднимать нож. Лезвие не стоит окунать очень глубоко в графит, лучше всего это делать только с режущей кромкой.

На небольшой нож вам понадобится около пяти минут, чтоб закалить его кромку. Затягивается этот процесс, как раз за счет горения графита, которое постоянно нужно избегать. Как вы видите, ничего сложного в этом процессе нету, просто нужно следовать инструкциям и аккуратно работать.

Сборка
Требуется развести эпоксидный клей. На соединяемые плашки следует нанести риски или продавить неглубокие вмятины для лучшей адгезии слоя эпоксидки. Обязательно следует обезжирить металлическую часть ножа, которая будет находиться внутри рукояти. Сборка производится в следующей последовательности:
- наносится эпоксидный клей на поверхности накладок со стороны рисок;
- половинки накладываются с обеих сторон хвостовика, в отверстия продеваются штифты, собранная рукоять оборачивается бумагой и плотно сжимается струбциной;
- после застывания эпоксидки резаком по дереву снимают фаски с ребер накладок ножа;
- наждаком на матерчатой основе с зернистостью 80 производят грубую обработку деревянных плашек ручки ножа;
- полосками наждачной бумаги полируют рукоятку вчистую.
Отполированная поверхность покрывается разогретым до 50–60 градусов льняным маслом. После впитывания процедура повторяется 2–3 раза. В последующем покрывать лаком рукоять ножа нет необходимости. Под воздействием ультрафиолетовых лучей масло полимеризуется, превращаясь в твердую эластичную субстанцию. Она заполняет мельчайшие поры древесины, защищая лучше любого лака рукоятку ножа от влаги и внешних воздействий.
Метод проверки металла на твердость
Многие в быту используют нож из нержавейки. Если не знают, нужна ли ему термическая обработка для повышения износоустойчивости, смотрят на степень твердости металла.











Что это такое? Под твердостью металла обычно понимают его устойчивость к нагрузкам от прочных предметов. Существует специальная методика Роквелла. Она заключается во вдавливании шарика из стали. В качестве инденторов применяются прочные шарики и алмазные конусы с углом при вершине 120° со скругленным острым концом.
Из-за своей простоты этот способ является одним из наиболее распространенных методов испытания материалов.
Методы определения температуры
Для верного нагревания клинка потребуется прибор для бесконтактного определения температуры. Не у каждого дома есть такой инструмент, ведь в повседневной жизни его практически негде применить.
Для таких случаев существуют свои хитрости. Применить их может каждый, ведь всегда хочется получить хороший результат при минимальных затратах. Закон Кюри гласит о том, что при нагревании стали до необходимой температуры закалки она теряет некоторые свои свойства, а точнее перестает магнититься. Поэтому в данном случае потребуется только магнит для проверки температуры нагревания изделия.
Еще немного истории
Некоторые кузнецы использовали для этих целей мочу барана, собранную в течение трех дней. А другие применяли для такого процесса мочу мальчика, и он должен был быть непременно рыжим. Вот на какие хитрости шли мастера прошлого. Кстати, применение мочи, можно частично оправдать, так как присутствие в ней солей, сопутствовало быстрому забору тепла у раскаленного металла.
Были даже довольно варварские методы закалки, раскаленный клинок вонзали между ребер раба, и считалось, что его сила переходила в металлическую заготовку. Хорошо, что те времена миновали. Но люди постепенно замечали, что если после нагревания металла, его поместить в соленую среду, качество и характеристики его улучшались.
Шло время, и было проделано тысячи способов до достижения положительного результата. Молодой ученый металлург Д. К. Чернов, работавший над этой проблемой в 1866 году, достиг немалых успехов в определении для каждого металла определенных значений.
Завод, на котором проводил испытания господин Дмитрий Константинович Чернов, полностью избавился от брака и этого человека можно назвать прародителем современной металлургии. Сегодня любой студент, имея багаж знаний, накопленный веками, может справиться с закалкой стали.
Инструкция как сделать нож из напильника своими руками
Рассмотрим пошагово процесс изготовления самодельного ножа от самого начала до конца. Опираясь на инструкцию, изготовить нож в домашних условиях самостоятельно не будет трудно.
Произвести отпуск металла. Делается, чтобы облегчить выполнение работ. Для этого нужно прогреть поверхность напильника, положив его в газовую духовку на 1 час. Температура воздействия при этом должна быть не менее 200 градусов и не более 300 градусов. Остывание должно быть естественным, иначе заготовка может расколоться
На следующем шаге понадобится сделать профиль ножа. Здесь не обойтись без схем и чертежей. Профиль можно придумать свой или взять из аналогов. На листке картона начертить соответствующий профиль лезвия с рукояткой, а затем вырезать. Получившийся чертеж позволит изготовить инструмент строго по шаблону, повысив качество внешнего вида. Готовый шаблон необходимо приложить к напильнику, и обвести его при помощи маркера по контуру Вырезаем заготовку по отметкам. Для этого лучше использовать ножовку по металлу, что позволит исключить отпуск материала. Если используется болгарка, то в процессе резания рекомендуется поливать напильник водой. Болгаркой получится быстрее, но малейший перегрев приведет к потере прочности металла, поэтому лучше воспользоваться ножовкой по металлу. Наличие неровностей следует сточить на наждаке Стачивание скоса — это часть лезвия, которая будет плавно уменьшаться в толщине, чтобы получить в итоге заточенное основание. Для стачивания скоса, его для начала необходимо прорисовать. Для этого используется маркер, который прорисовываются линии скоса. Чтобы с обеих сторон обеспечить равномерное стачивание, необходимо взять сверло по металлу аналогичного диаметра с толщиной заготовки. После этого расположить заготовку на верстаке (ровной поверхности) и рядом приложить сверло. Провести сверлом по торцевой части лезвия, где будет находиться заточка. По полученной линии можно ориентироваться при стачивании металла Подготовка штифтов для накладок рукоятки. Самый простой способ сделать ручку — это вырезать ее листовой древесины, и приложить к получившейся заготовке с двух сторон. Еще можно изготовить круглую рукоятку, обточив ее на токарном станке. Если используется листовая древесина, то для ее закрепления на основании инструмента понадобится использовать цилиндрические гильзы из алюминия. Эти гильзы должны быть небольшого диаметра Вырезает рукоятку из ДСП или прочих деревообрабатывающих материалов. Лучше использовать качественную древесину, так как в ноже главную роль играет не только лезвие, но и рукоятка, которая влияет на качество пользования инструментом. Маркером расчерчивается форма рукоятки, а затем вырезается при помощи лобзика или ножовки по металлу Чтобы закрепить ручки на инструменте, понадобится просверлить отверстия в металлическом основании ножа. В эти отверстия устанавливаются гильзы, а затем размещаются деревянные заготовки с двух сторон Очистка металла при помощи уксуса или лимонной кислоты. Эта процедура выполняется для того, чтобы исключить возникновение коррозионных процессов. Для очистки металла главное не передержать заготовку дольше, чем нужно.
Поместить заготовку в уксусе или лимонной кислоте нужно на время 1,5-2 часа. После этого металл почернеет, поэтому для удаления черноты используется наждачка минимальной шероховатости. Шлифуем металл до блеска на лезвии, а рукоятку обрабатывать не обязательно, так как она будет закрыта деревянными ручками Собрать ручку, приклеив деревянные заготовки. Для этого рекомендуется использовать эпоксидный клей, который еще называют холодной сваркой
При этом немаловажно выбирать жидкий клей. Металл и внутреннюю часть деревянных заготовок перед нанесением клея необходимо тщательно зачистить и обезжирить

В итоге получаем готовый инструмент, который отличается высокими показателями прочности, надежности и эффективности. Рукоятку в завершении следует обработать лакокрасочными материалами, что исключит попадание внутрь влаги. Под такой нож можно сшить чехол на пояс, что позволит всегда держать его при себе, выполняя строительные, ремонтные и прочие виды работ.
https://youtube.com/watch?v=rzVsvZSEBVI%3F
Если планируется изготовить круглую рукоятку на нож, тогда тыльная часть заготовки должна иметь следующий вид, как показано на фото ниже.






