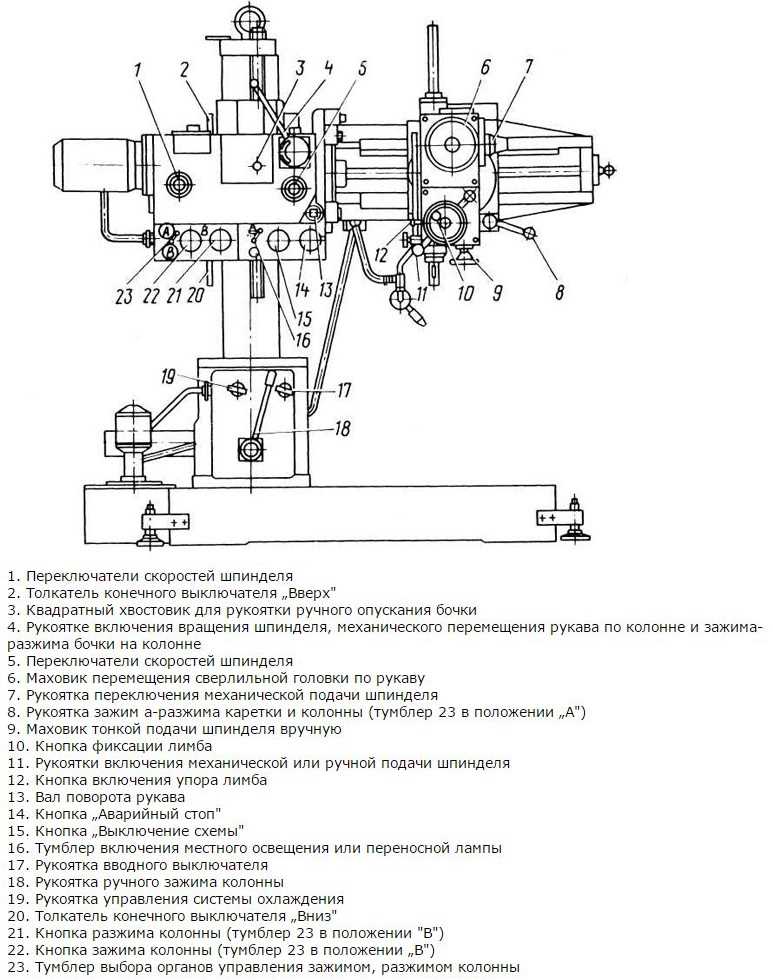
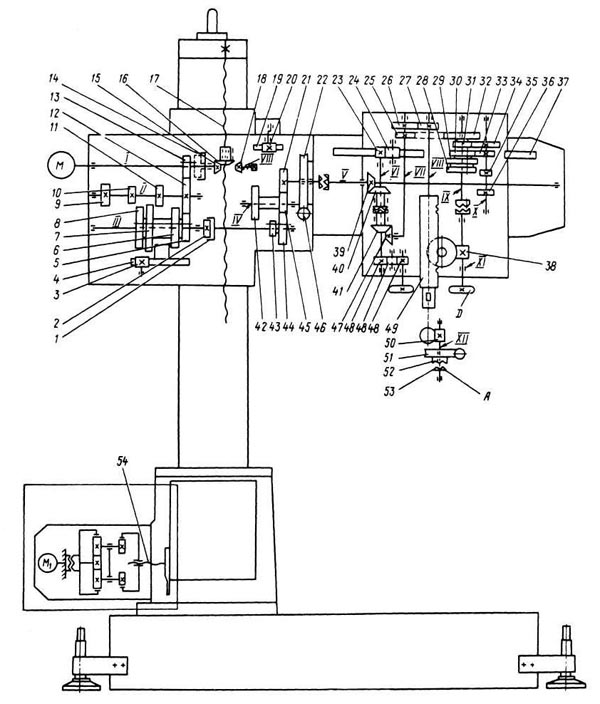
Описание электросхемы радиально-сверлильного станка 2Е52
Напряжение к силовой цепи и к цепи управления подается при включении рычага автоматического выключателя А (рис.10). При этом включается трансформатор управления и освещения ТУ0.
Переключатель управления двигателем находится в нейтральном положении, т.е. все контакты КПС, КПВ, КПН разомкнуты.
Траверса зажата и находится на средней высоте колонны. В этом положении НЗ контакты ПВВ и ПВН путевых выключателей замкнуты.
При повороте рукоятки управления 4 (си. рис.3) по пазу I вверх замыкается контакт КПС (2-11), а переходный контакт КПВ (2-1) включается и отключается. В это время включается катушка KB реверсивного пускателя НО блок-контактом KB (2-1) переходит на самопитание и главными НО контактами KB включает электродвигатель.
Отключение двигателя производится переводом рукоятки в нейтральное положение.
Реверсирование двигателя осуществляется поворотом рукоятки вниз. В этом случае замыкается контакт переключателя КПН и включается катушка пускателя КН.
Быстрое перемещение траверсы производится поворотом рукоятки управления по пазу II при разжатом положении рукава на колонне.
Перемещение траверсы вверх и вниз ограничивается путевыми выключателями ПВВ и ПВН, которые при размыкании HЗ контактов в цепи катушек пускателя отключают двигатель.
Лампа местного освещения включается выключателем ВО.
Характеристики оборудования
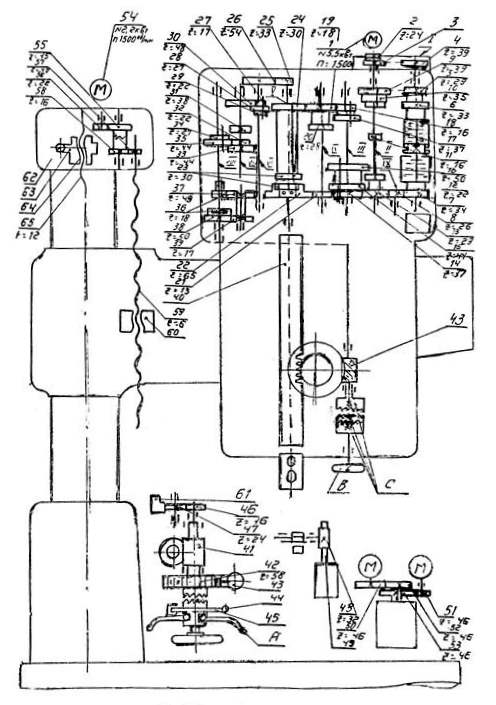
Схема компонентов
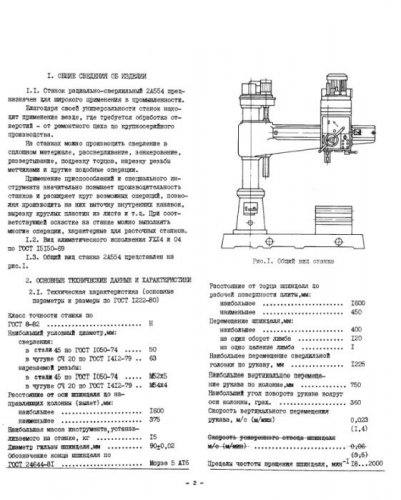
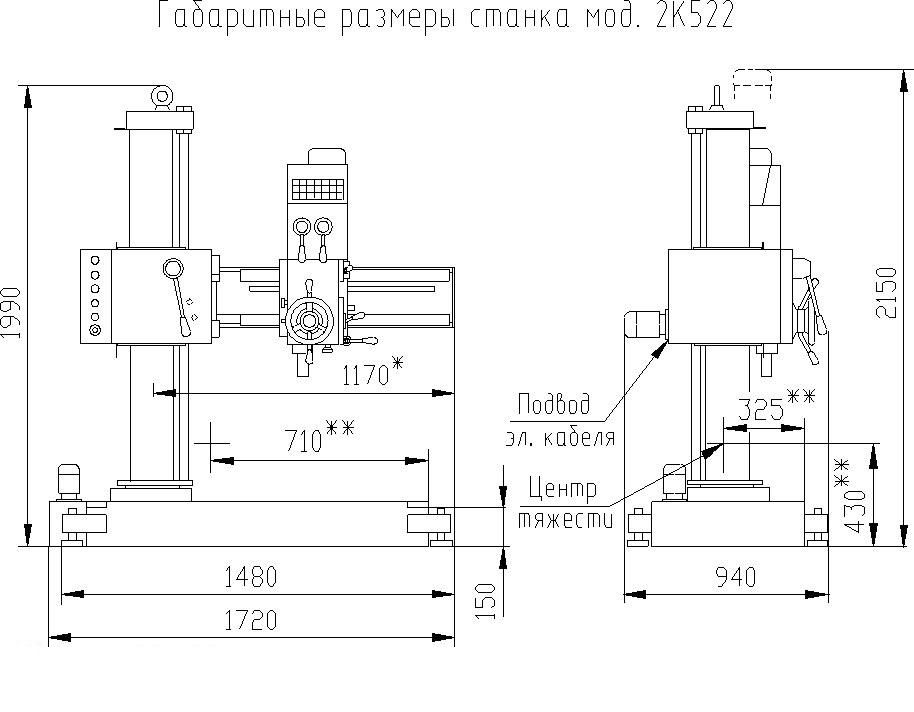
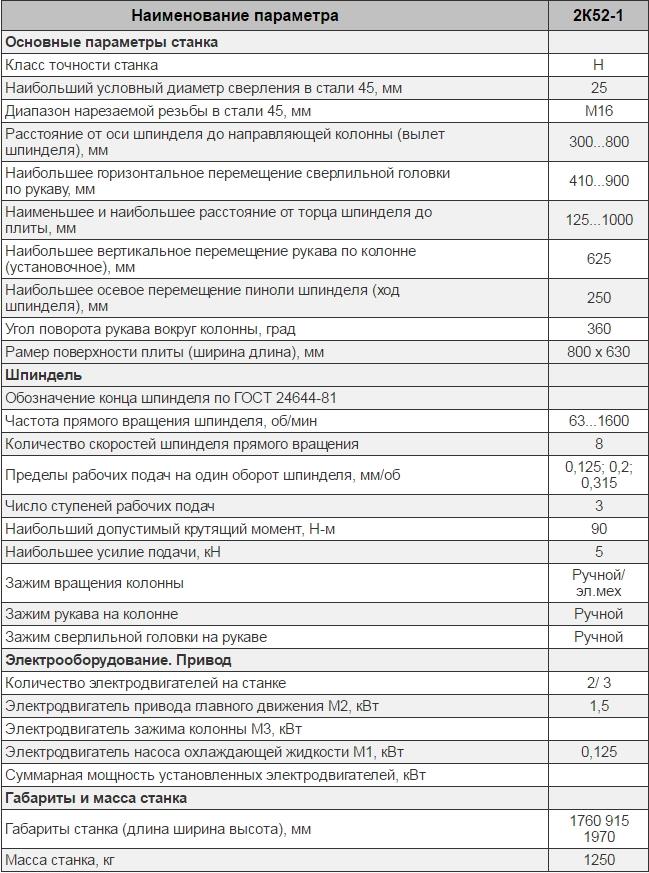
Оборудование обладает стандартными техническими параметрами. Масса модели 2К52-1 равна 1250 кг, габариты составляют 176*91,5*197 см. Мощность электродвигателя, который необходим для главного движения равна 1,5 кВт. Для работы системы охлаждения установлен электронасос 0,125 кВт.
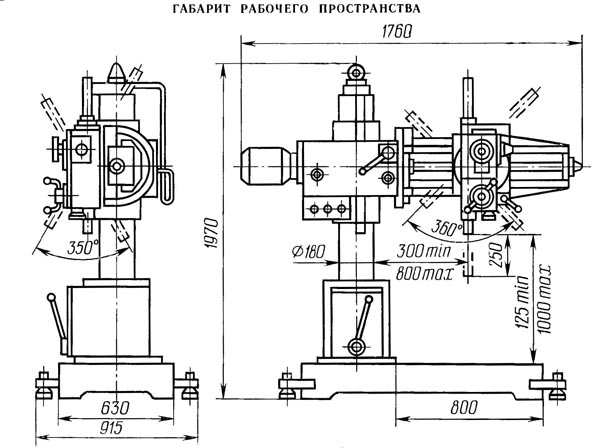
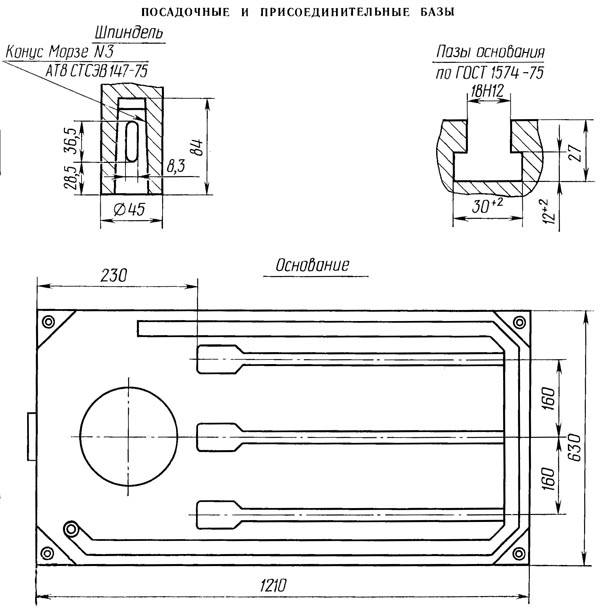
Допустимый максимальный диаметр сверления составляет 35 мм. Пределы смещения шпиндельной головки по направляющему рукаву равны от 40 до 90 см. Последняя может подниматься по колоне на высоту до 62,5 см. Угол поворота рукава по оси колоны составляет 360°.
Кроме этого, необходимо знать такие характеристики, свойственные радиально-сверлильному станку 2К52-1:
- шпиндель обладает следующими пределами частот, об/мин – от 63 до 1600;
- количество скоростей – 6;
- ступени рабочих подач – 3;
- размер рабочего стола – 80*63 см;
- максимально допустимый крутящий момент, Нм – 90.
Для торможения колоны, зажима рукава в конструкции есть механические компоненты. Таким же способом останавливается шпиндельная головка. Несмотря на это оборудование характеризуется относительно большой производительностью и простотой обслуживания.
Перед установкой и началом работы необходимо внимательно ознакомиться с инструкцией по эксплуатации
Особое внимание уделяется обеспечению безопасности труда
В видеоматериале можно ознакомиться с примером работы модели 2К52-1:




Технические характеристики сверлильного станка 2С550А
| Наименование параметра | 2С550а | 2К550в | 2м55 | 2а554 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности станка | Н | Н | Н | Н |
| Наибольший условный диаметр сверления в стали 45 ГОСТ 1050-88, НВ 207..229, мм | 35 | 55 | 50 | 50 |
| Наибольший условный диаметр сверления в чугуне СЧ20 ГОСТ 1412-85, мм | 40 | 65 | 63 | 63 |
| Диапазон нарезаемой резьбы в стали 45 ГОСТ 1050-88, мм | М45 | М52 х 5 | ||
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 330..1240 | 370..1600 | 375..1600 | 375..1600 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 910 | 1280 | 1225 | 1225 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 180..1255 | 580..1600 | 450..1600 | 450..1600 |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | 830 | 720 | 750 | 750 |
| Скорость вертикального перемещения рукава по колонне, м/мин | 1,4 | |||
| Угол поворота рукава вокруг колонны, град | 360° | 360° | 360° | 360° |
| Рамер поверхности плиты (ширина длина), мм | 630 х 1050 | 900 х 1670 | 1000 х 2555 | 1020 х 2555 |
| Наибольшая масса инструмента, устанавливаемого на станке, кг | 15 | |||
| Шпиндель | ||||
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 250 | 300 | 400 | 400 |
| Перемещение шпинделя на одно деление лимба, мм | 1 | 1 | 1 | |
| Перемещение шпинделя на оборот лимба, мм | 122,6 | 120 | ||
| Диаметр гильзы шпинделя, мм | 90 | |||
| Обозначение конца шпинделя по ГОСТ 24644 | Морзе 5 АТ6 | Морзе 5 | Морзе 5 АТ6 | |
| Частота прямого вращения шпинделя, об/мин | 31..1400 (12) | 40..1730 (12) | 20..2000 (21) | 18..2000 (24) |
| Количество скоростей шпинделя прямого вращения | 12 | 12 | 21 | 24 |
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,1..1,6 (9) | 0,6..1,5 (9) | 0,056..2,5 (12) | 0,045..5,0 (24) |
| Число ступеней рабочих подач | 9 | 9 | 12 | 24 |
| Пределы рабочих подач на один оборот шпинделя при нарезании резьбы, мм | 1,0…5,0 | |||
| Наибольший допустимый крутящий момент на шпинделе, Н*м | 400 | 600 | 710 | 710 |
| Наибольшее усилие подачи, кН | 15 | 20 | 20 | 20 |
| Зажим вращения колонны в цоколе | ручной | Автом | Гидро | Гидро |
| Зажим рукава на колонне | Автом | Электр | Электр | |
| Зажим сверлильной головки на рукаве | Гидр | Гидр | ||
| Отключение подачи при достижении заданной глубины сверления | Автом/ ручн | |||
| Включение реверса шпинделя при достижении заданной глубины резьбы | Автом/ ручн | |||
| Электрооборудование. Привод | ||||
| Количество электродвигателей на станке | 4 | 6 | 7 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 4 | 4 | 4,5 | 5,5 |
| Электродвигатель привода перемещения рукава, кВт (об/мин) | 1,5 | 2,2 | 2,2 | |
| Электродвигатель привода гидрозажима колонны, кВт (об/мин) | 1,5 | 0,55 | 0,55 | |
| Электродвигатель привода гидрозажима сверлильной головки, кВт (об/мин) | – | – | – | |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,18 | 0,125 | 0,125 | |
| Электродвигатель набора скоростей, кВт (об/мин) | – | 0,15 | 0,15 | |
| Электродвигатель набора подач, кВт | – | 0,15 | 0,15 | |
| Электродвигатель привода ускоренного перемещения шпинделя, кВт | – | – | 0,55 | |
| Суммарная мощность установленных электродвигателей, кВт | 8,9 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2430 х 965 х 2570 | 2500 х 900 х 2700 | 2665 х 1020 х 3430 | 2665 х 1030 х 3430 |
| Масса станка, кг | 3300 | 3500 | 4700 | 4700 |
Список литературы
Станок специальный вертикально-сверлильный 2С550А. Руководство по эксплуатации 2С550А.00.000 РЭ, 2004
Барун В.А. Работа на сверлильных станках,1963
Винников И.З., Френкель М.И. Сверловщик, 1971
Винников И.З. Сверлильные станки и работа на них, 1988
Лоскутов B.В Сверлильные и расточные станки, 1981
Панов Ф.С. Работа на станках с ЧПУ, 1984
Попов В.М., Гладилина И.И. Сверловщик, 1958
Сысоев В.И. Справочник молодого сверловщика,1962
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Долбежные, строгальные, протяжные. Станки прочие. Группы 7, 8, 9
7210 продольно-строгальный Ø 900 х 1000, Минск7212 продольно-строгальный Ø 1120 х 1250, Минск7216 продольно-строгальный Ø 1400 х 1600, Минск
7Б35 поперечно-строгальный Оренбург7Д36 поперечно-строгальный Гомель7Д37 поперечно-строгальный Гомель7Е35 поперечно-строгальный Оренбург7М36 поперечно-строгальный Гомель736 поперечно-строгальный Оренбург737 поперечно-строгальный Гомель7303 поперечно-строгальный Оренбург7305 поперечно-строгальный Оренбург7307 поперечно-строгальный Оренбург7307Г поперечно-строгальный Оренбург7307Д, 7310д поперечно-строгальный Гомель
7А412 долбежный Ø 360, Саракташ7А420 долбежный Ø 500, Саракташ749 поперечно-строгальный Оренбург7402 долбежный Оренбург, Баку7430 долбежный Ø 650, Гомель7Д430 долбежный Ø 630, Гомель7М430 долбежный Ø 630, Гомель7403, 7405 – долбежный Ø 630, Гомель7417 долбежный ОренбургГД200 долбежный Ø 500, ГомельГД320 долбежный Ø 770, ГомельГД500 долбежный Ø 940, Гомель
7А510 протяжной 98 кН, Минск7А534 протяжной 250 кН, Минск7Б55 протяжной 100 кН, Минск7Б56 протяжной 200 кН, Минск7523 протяжной 100 кН, Минск7534 протяжной 250 кН, Минск
8А531 ленточнопильный вертикальный Майкоп8Б72 ножовочно-отрезной Ø 250 Краснодар8В66 автомат отрезной круглопильный Ø 280, Минск8В66а автомат отрезной круглопильный Ø 280, Минск8Г240 абразивно отрезной Ø 608Г662 автомат отрезной круглопильный Ø 280, Минск8Г663 автомат отрезной круглопильный Ø 285, Минск872А ножовочно-отрезной Ø 250 Краснодар872М ножовочно-отрезной Ø 250 Краснодар8725 ножовочно-отрезной Ø 250 ОренбургН-1 ножовочно-отрезной Ø 250 Каунас
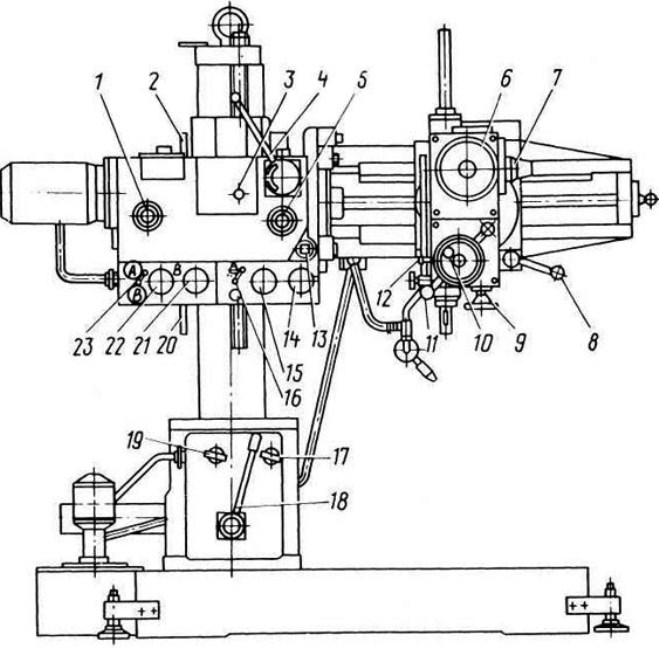
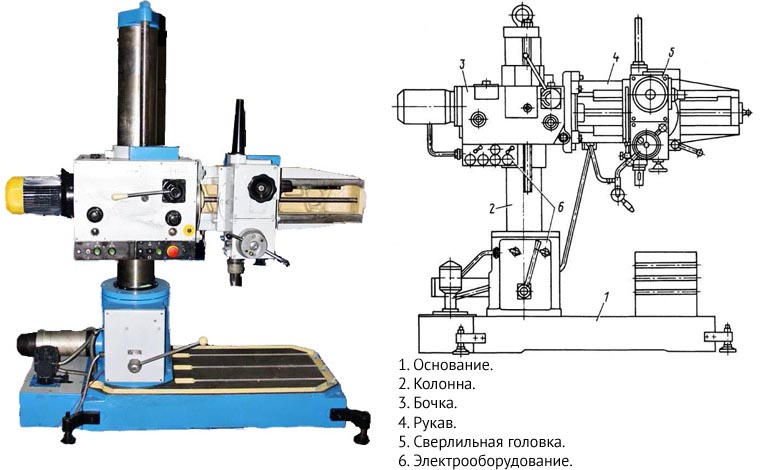
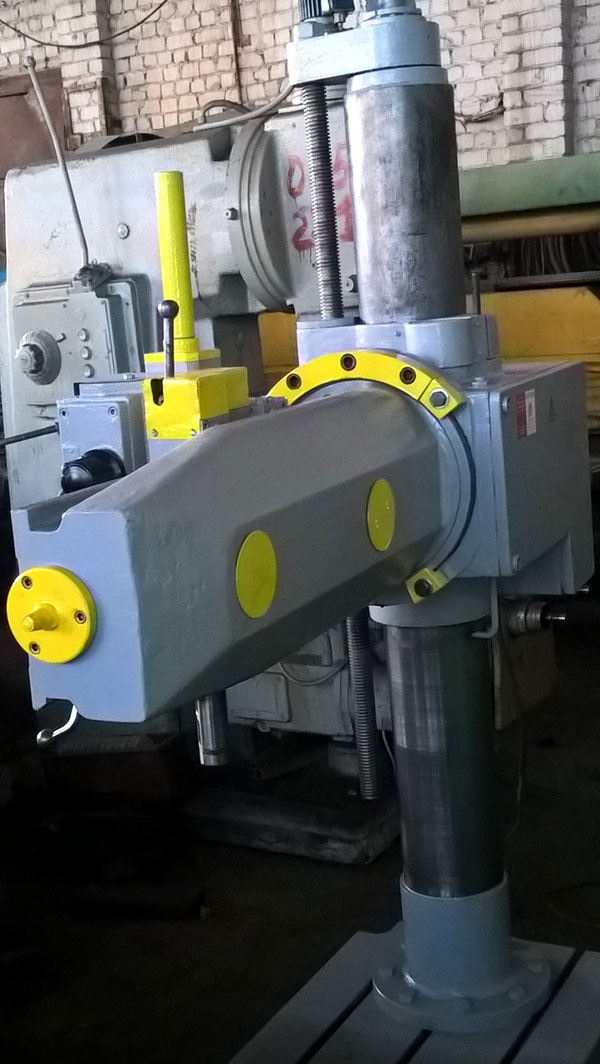
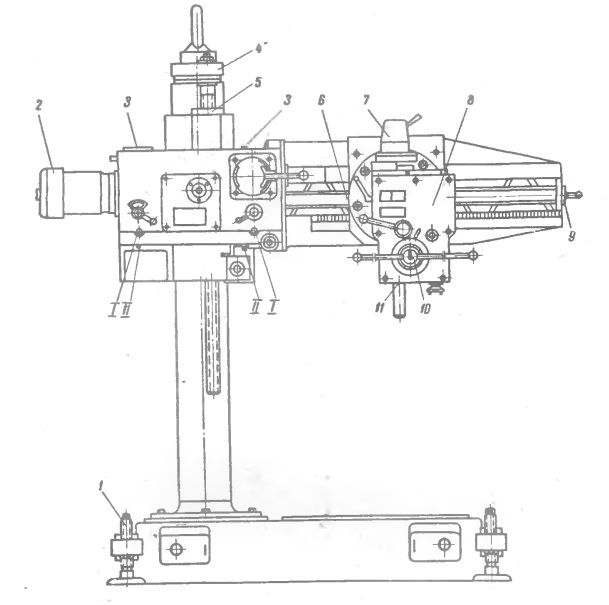
Как устроен станок?
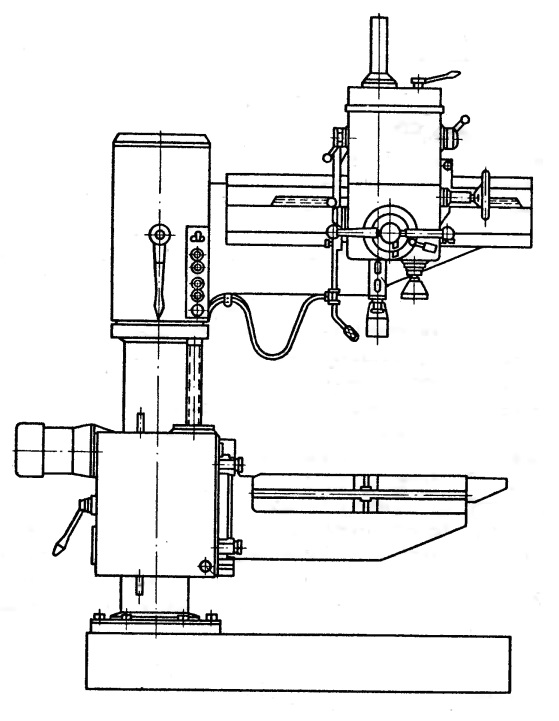
Вот основные детали станка:
- основание;
- колонна;
- корпус;
- бочка рукав;
- головка для сверления;
- электрическое оборудование;
- каретка.
 Каретка станка
Каретка станка
На основание крепится корпус и рукав, а на торцевой части прикрепляется емкость для жидкости охлаждения.
Колонна являет собой большую трубу из стали, которая установлена в цоколе и прикреплена двумя подшипниками. Там же расположено электрооборудование и механизмы для зажима, стоит знать, что зажимы не входят в комплект с первоначальным оборудованием, их надо заказывать отдельно.
Отливка из чугуна плотной формы – это корпус, который является основной деталью для коробки скоростей. В нем также есть место для электрического оборудования.
Рукав прикрепляется к корпусной части посредством четырех прихватов. По направлению данной детали ходит каретка вместе с головкой для сверления.
Сама головка состоит из шпинделя, устройство для управления и короб для подач.
Шпиндель состоит из чугуна. Имеет большой диапазон для частоты сверления.






Конденсаторы танталовые К52-1, К52-2
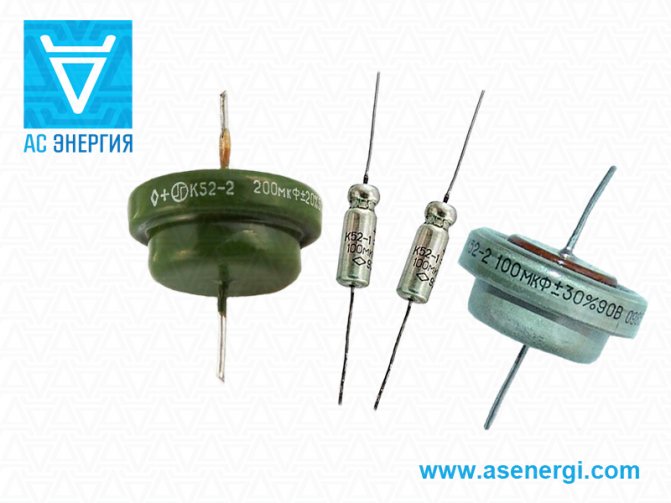
Конденсаторы К52-1, К52-2 – танталовые объемно-пористые оксидно-электролитические конденсаторы постоянной ёмкости, накапливают заряд от 1,5мкФ до 470мкФ при напряжении от 3,2В до 100В. Допустимое отклонение ёмкости составляет ±10%, ±20%, ±30%. Предназначены для эксплуатации в цепях постоянного или пульсирующего тока.
Конструктивно уплотненные танталовые конденсаторы выпускаются в металлических цилиндрических (К52-1) или чашечных (К52-2) корпусах с гибкими проволочными выводами аксиального типа.
Конденсаторы имеют полярный тип конструкции. В качестве рабочего электролита применяют водный 35-38%-ный раствор серной кислоты
Выход из строя электролитического конденсатора зачастую сопровождается характерным взрывом и возможным выбросом жидкого электролита, поэтому следует обращать особое внимание на полярность конденсатора при его установке в схему
На боковой поверхности корпуса объемно-пористого танталового накопителя нанесена маркировка номинала с указанием ёмкости, допустимого отклонения, рабочего напряжения и полярности выводов.
При отсутствии маркировки полярности анодный вывод конденсатора К52-1 определяется торцом, который залит эпоксидной смолой, а анодный вывод конденсатора К52-2 – узлом сварки (соединение вывода из танталовой проволоки и вывода из луженого никеля) или торцом из изоляционной пробкой.
Установка конденсаторов – за выводы с помощью пайки. Допускается монтаж в вертикальном положении отрицательным выводом вниз. При изгибе выводов минимальное расстояние от корпуса конденсатора или узла сварки выводов составляет 2,5 мм, высота от корпуса до места пайки – не менее 5 мм, а радиус изгиба – не менее полуторного диаметра вывода.
Повышенная рабочая температура среды составляет не более +155°С, рабочая пониженная температура – не ниже -60°С. Тангенс угла потерь tgδ от 5% до 30%, максимальный ток утечки – 30мкА. Наработка при этом составляет не менее 5000 ч.
Танталовые конденсаторы К52-1, К52-2 устойчивы к воздействиям вибрационных нагрузок с частотой 1-5000Гц при ускорении до 20g и механических ударов одиночного (ускорение до 1000g) или многократного (ускорение до 150g) действия.
Применяются танталовые оксидно-электролитические конденсаторы К52-1, К52-2 в бытовой, медицинской технике, на железнодорожном транспорте и другой радиоэлектронной аппаратуре.
Подробные характеристики, расшифровка маркировки, габаритные и установочные размеры танталовых конденсаторов К52-1, К52-2 указаны ниже. Наша компания гарантирует качество и работу конденсаторов в течение 2 лет с момента их приобретения; предоставляются паспорта качества.
2Н55 станок радиально-сверлильный. Назначение и область применения
Радиально-сверлильный станок модели 2Н55 заменил устаревшую модель станка этой же серии 2А55.
Станок рассчитан на сверление в стали отверстий диаметром до 50 мм сверлами средней твердости (предел прочности при растяжении σ = 55..65 кг/мм²).
Станок радиально-сверлильный 2Н55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей в механических цехах единичного, мелкосерийного и серийного производства, а также в сборочных цехах заводов тяжелого транспортного машиностроения. При оснащении станка приспособлениями и специальным инструментом его можно использовать для высокопроизводительной обработки крупногабаритных деталей в крупносерийном производстве.
Радиально-сверлильный станок 2Н55 имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.





Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора. Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента размеров и т. д.
Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.
Режимы резания, допустимые на станке, определяются динамическими параметрами станка:
- Эффективная мощность на шпинделе, кВт — 4,0
- Наибольший крутящий момент на шпинделе кг*см — 7100
- Наибольшее усилие подачи, кгс — 2000
При этом надо иметь в виду, что наибольшая мощность на шпинделе может быть использована, начиная с 7-й ступени чисел оборотов (80 об/мин см. раздел паспорта «Механика главного движения»).
Низшие числа оборотов шпинделя применяются на станке для выполнения операций, требующих меньшей мощности, но большего крутящего момента. Поэтому на шести первых ступенях скорости мощность на шпинделе не достигает максимально-эффективного значения.
Величина наибольшего допустимого усилия подачи обусловлена прочностью деталей станка и жесткостью его конструкции. Превышение допустимого значения усилия подачи вызывает отключение предохранительной муфты механизма подачи. Поэтому величину механической подачи следует выбирать так, чтобы не превзойти допустимого усилия подачи. Усилие подачи в значительной, степени зависит от правильной заточки сверла.
Широкие диапазоны скоростей вращения шпинделя и механических подач позволяют повысить производительность станка.
Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления.
Наличие в станке преселективного управления скоростями и подачами, легкого гидрофицированного управления фрикционом шпинделя, возможность отключения шпинделя от коробки скоростей, наличие надежных гидравлических зажимов колонны и сверлильной головки, работающих как совместно, так и раздельно, а также сосредоточение всех органов управления на небольшом участке сверлильной головки позволяет максимально сократить вспомогательное время.
При необходимости частой смены инструментов рекомендуется пользоваться быстросменным патроном. Для нарезания резьб следует применять предохранительный патрон для метчиков.
Станок имеет следующие преимущества по сравнению с ранее выпускавшейся моделью:
- ужесточение зажима колонны благодаря развитому конусу, что позволяет работать на высоких режимах резания; увеличение объема рабочего пространства за счет увеличения ходов рукава по колонне и головки по рукаву;
- достижение заданной точности и достижение точности вне плиты благодаря двухколонной компоновке и развитым направляющим рукава;
- сокращение времени на переустановку рукава по высоте благодаря увеличенной скорости его перемещения и быстрому действию зажима;
- повышение ремонтопригодности благодаря новой конструкции направляющих колонны;
- отсутствие на верхнем торце механизмов, требующих обслуживания, что обеспечивает удобство при эксплуатации станка, улучшает его внешний вид.
Разработчик — СКБ APC г. Одесса
Категория качества высшая.
Класс точности станка Н по ГОСТ 8—77.
Порядок работы на станке 2К52-I
Настройка, наладка и режим работы
После установки станка обратите внимание на его устойчивость и при необходимости закрепите основание (при работе на тяжелых режимах). Зажим рукава на бочке и сверлильной головки на каретке осуществляется вручную, поэтому перед каждым изменением положения рукава и головки следует производить их отжим, а после поворота обязательно полный зажим
Зажим рукава на бочке и сверлильной головки на каретке осуществляется вручную, поэтому перед каждым изменением положения рукава и головки следует производить их отжим, а после поворота обязательно полный зажим.
В связи с конструктивными особенностями станка 2К52-I (переносного типа), устанавливаемого обычно без жесткого крепления, режимы резания на нем назначаются более низкими по сравнению со станками стационарного типа.
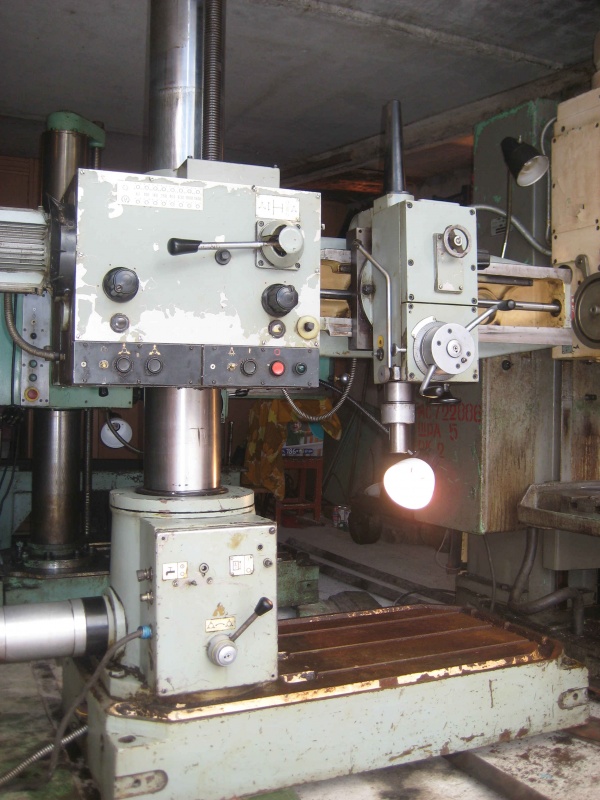
Выбор режимов резания производится в зависимости от обрабатываемого материала и диаметра режущего инструмента. Рукоятка коробки подач устанавливается в положение, соответствующее выбранной механической подаче. Требуемую частоту вращения выбирайте двумя рукоятками, находящимися на лицевой стороне бочки, в соответствии с табличкой.








ВНИМАНИЕ! Переключать частоту вращения и подач можно только при остановленном шпинделе. При сверлении обращайте внимание на правильную заточку сверла, так как обработка инструментом с неправильной заточкой значительно повышает усилие подачи и сокращает долговечность подшипников шпинделя
При сверлении обращайте внимание на правильную заточку сверла, так как обработка инструментом с неправильной заточкой значительно повышает усилие подачи и сокращает долговечность подшипников шпинделя. Установка и отсчет требуемой глубины обработки производится по лимбу штурвального устройства с помощью рукояток
Установка и отсчет требуемой глубины обработки производится по лимбу штурвального устройства с помощью рукояток.
Регулирование
В процессе эксплуатации станка возникает необходимость в регулировании отдельных его составных частей для восстановления их нормальной работы. Конструкция станка предусматривает возможность регулирования отдельных элементов, детали которых изнашиваются в процессе эксплуатации.
Регулировка зажима бочки на колонне производится поворотом гайки 1(см.рис.12) на угол, соответствующий износу резьбы, и затем блокировкой гайки 2.
Зажим считается достаточным, если бочка не поворачивается на колонне под действием усилия 1000 Н на конце рукава.
Зажим каретки на направляющих рукава можно отрегулировать поворотом эксцентрикового вала, воздействующего на втулку 3 (см.рис. 14), тягу в и прижим 7. Зажим каретки считается достаточный, если ее нельзя сдвинуть с места под действием усилия 2500 Н.
При необходимости отрегулировать зазор между призматическими направляющими рукава и каретки освободите зажимы эксцентриковых осей I и II и поворотом этих осей установите необходимый зазор (до 0,05 мм). При этом не должна нарушаться легкость перемещения каретки с головкой по рукаву. После окончания регулировки затяните зажимы эксцентриковых осей винтами.
Для облегчения усилия перемещения каретки по направляющим рукава на ней установлены подшипники, с помощью которых каретка находится во взвешенном состоянии по отношению к направляющим рукава. Регулировка осуществляется поворотом торсионного эксцентрика до начала появления зазора между передней направляющей рукава и кареткой.
Повышенный осевой люфт шпинделя устраняется подтяжкой гайки, доступ к которой возможен после извлечения шпинделя из корпуса сверлильной головки.
Регулировка предохранительной муфты от перегрузок по осевой силе производится двумя гайками 5 (см.рис. 17),которыми затягивают пружину 4. Номинальное осевое усилие достигается настройкой на режимы, причем при режимах, указанных в разделе 10.3, муфта обеспечивает передачу осевого усилия 7500±1000 Н ( срабатывания — проскакивания кулачков полумуфты 2 относительно кулачков полумуфты I — не происходит).
Предельные допускаемые режимы работы
Материал — сталь 45, ГОСТ 1050-74 Диаметр обработки — 25 мм Инструмент — сверло 25 мм Инструмент — сверло 25-3, ГОСТ 10903-77
Частота вращения шпинделя — 160 об/мин Подача — 0,125 мм/об Скорость резания — 14,2 м/мин Крутящий момент на шпинделе — 110±10 Н·м Осевая сила резания — 7500±1000 Н
Отличия агрегата
К особенностям конструкции относятся:
- Легко выбирать модель с различными показателями энергии для подключения к сети: стандартная 220, промышленная 360 и нестандартная 600 вольт.
- Шпиндель вращается с широким диапазоном.
- Управление системой находится на лицевой стороне аппарата, это позволяет быстрее переключаться между различными опциями.
Технические характеристики агрегата:
- Масса равна 1 тонне 250 килограммам.
- Размеры: длина – 1 метр 76 сантиметров; ширина – 92 см; высота – 1 метр 96 сантиметров.
- Мощность основного двигателя для работы равна 1,5 квт.
- Система охлаждения работает от насоса, чья мощность равна 0,125 квт.
- У диаметра сверления есть предел, он равен 3,5 сантиметра.
- Шпиндельная головка смещается по рукаву в пределах 40–90 сантиметров.
- Вращается станок с частотой от 60 до 1,6 тыс. Оборотов в минуту.
- Скоростей для работы: 6.
- Количество ступеней рабочих подач равно 3.
- Стол для работы: 80 см в длину и 63 см в ширину.
Для торможения и остановки шпиндельной головки используют механические компоненты.
Станок прост в использовании, несмотря на кажущуюся сложность. Перед началом работы следует ознакомиться с инструкцией по использованию.